拧紧基础知识
- 格式:ppt
- 大小:2.46 MB
- 文档页数:58

螺纹拧紧培训资料一.螺纹副基本知识1.汽车常用螺纹副类型2.螺纹强度(等级及标记)二.螺纹拧紧原理及控制1.螺纹拧紧原理2.拧紧力矩控制方法三.拧紧力矩的管理基础1.螺纹紧固的四种错误2.螺纹松弛的分类及防松措施2.拧紧工具的选择3.拧紧检具及检测方法4.拧紧力矩的影响因素一.螺纹副基本知识1. 汽车常用螺纹副类型螺纹联接是机械零部件之间结合的最常用方式之一,与铆接、焊接等结合方式相比,具有装配与维修的方便性,也是标准化程度最高的机械零件。
汽车常用螺纹紧固件主要包括:螺栓、螺柱、螺钉、螺母、弹簧垫圈、平垫圈、锯齿垫圈、螺塞、扩口式管接件、卡套式管接头体、锥形管接头体等。
汽车常用螺纹副如表一:Q150B(粗牙)Q151B(细牙)Q173B(细牙)Q128(等长)Q254Q271Q296Q340B(粗牙)Q341B(细牙)六角槽形螺母Q381B(细牙)————六角穿孔螺栓Q818锥螺纹直通接头体Q805球面螺母Q302内螺母Q304代表件代号螺纹副外螺纹六角螺母常用品种简图十字槽沉头木螺钉、十字槽半沉头木螺钉、十字槽圆头木螺钉等、自攻螺钉(十字槽盘头自攻螺钉)木螺钉(十字槽沉头木螺钉)紧固件名称六角螺栓六角螺杆带孔螺栓双头螺柱螺钉(十字槽沉头螺钉)六角螺栓、六角法兰面螺栓、六角法兰承面带锁齿螺栓、六角头螺栓带垫圈组合件等六角螺母、六角薄螺母、六角厚螺母、六角法兰面螺母、焊接螺母等等长/非等长双头螺柱、焊接螺柱等内螺纹普通螺纹六角头头部带孔螺栓、六角头螺杆带孔螺栓等十字槽沉头螺钉、十字槽盘头螺钉、十字槽盘头螺钉带垫圈组合件等、十字槽沉头自攻螺钉、十字槽盘头自攻螺钉、十字槽大半圆头自攻螺钉等、六角槽形螺母、六角槽形薄螺母等六角穿孔螺栓直通接头(平面式)其他碟形螺母、U形螺栓及螺母等锥螺纹管螺纹车轮螺母直通接头(球面式)锥螺纹直通接头体、锥螺纹直角接头体、锥螺纹三通接头体等球面螺母(左/右旋)、锥面螺母(左右旋)、法兰球面螺母(左/右旋)内螺母(左/右旋)直通、弯头、三通等(分卡套式--标准件、球面式接头和平面接头式)2. 螺纹强度(等级及标记)螺纹的性能等级一般有:3.6、4.6、4.8、5.6、5.8、6.8、8.8、9.8、10.9、12.9。

紧固件培训资料紧固件是机械制造中广泛使用的连接元件,用于固定和连接不同部件或构件。
它们在各种行业中都得到广泛应用,例如机械制造、汽车、航空航天、电子设备等。
由于紧固件的作用至关重要,掌握相关知识和技能对于工程师和相关从业人员来说是非常重要的。
本文将为您介绍一些有关紧固件的基础知识和培训资料。
一、紧固件概述紧固件是指用来连接或固定零件的器具或装置,通常包括螺钉、螺母、垫圈、螺栓、螺柱等。
它们通过力的形式将各个部件固定在一起,保证机械装置的正常工作和安全运行。
紧固件的种类繁多,不同的应用场景需要使用不同类型的紧固件。
二、螺纹紧固件螺纹紧固件是最常见的一种紧固件,它们通过螺纹的连接方式实现固定效果。
常用的螺纹紧固件有螺钉和螺母。
螺纹紧固件可以采用不同的螺纹类型,例如常用的公制螺纹和英制螺纹。
了解螺纹紧固件的基本知识和使用技巧对于正确使用和维护机械设备至关重要。
三、紧固件的材料和表面处理紧固件的材料选择和表面处理对于其性能和寿命具有重要影响。
常用的紧固件材料包括碳钢、合金钢、不锈钢等。
不同材料具有不同的力学性能和耐腐蚀性能,因此在选择紧固件材料时需充分考虑使用环境和要求。
另外,表面处理可以改善紧固件的耐腐蚀性能和外观质量,常见的表面处理方法包括镀锌、镀镍、电镀等。
四、紧固件的安装和拧紧正确的安装和拧紧紧固件是确保其性能和质量的重要步骤。
过松的紧固件可能导致连接失效,而过紧的紧固件可能引起应力集中和螺纹损坏。
安装时应严格按照规范进行,使用合适的工具和方法,避免应力集中和松动。
拧紧紧固件时应根据具体要求选择合适的拧紧扭矩和拧紧角度。
五、紧固件的质量控制紧固件的质量控制对于确保连接的可靠性和安全性十分重要。
各个环节的质量控制包括原材料的检验、生产工艺的控制、产品的测试和检验等。
常见的质量控制方法有寸法和外观检验、拉力和扭矩测试等。
了解质量控制方法和要求有助于提高紧固件的质量和可靠性。
六、紧固件培训资料推荐为了帮助从业人员更好地掌握紧固件的知识和技能,以下是一些优秀的紧固件培训资料推荐:1. 《紧固件工程手册》:该手册详细介绍了紧固件的基础知识、设计原理、选型方法等内容,是一本非常实用的参考书。
拧紧工艺方法1. 拧紧工艺方法是一种用于紧固螺母、螺栓或螺钉的过程,它通常用于确保机械部件的安全和稳固。
2. 拧紧工艺方法的主要目的是将螺栓或螺母紧密地固定在机械部件上,以防止松动或脱落。
3. 常见的拧紧工艺方法包括手动拧紧、使用扭矩扳手拧紧、气动/电动螺丝刀拧紧以及液压拧紧等。
4. 在手动拧紧中,操作人员使用扳手或扳手将螺栓或螺母旋紧到所需的扭矩值。
5. 使用扭矩扳手进行拧紧时,扭矩扳手会发出声音或者振动来提示操作人员螺栓或螺母已经到达预定的扭矩值。
6. 气动/电动螺丝刀拧紧速度快,适用于大批量的紧固作业,能提高工作效率。
7. 液压拧紧通常用于大型螺栓的拧紧,通过液压力传递来提供高扭矩,适用于工业设备和桥梁结构的拧紧。
8. 在拧紧工艺中,关键是要准确控制扭矩,以确保螺栓或螺母不会过紧或者过松。
9. 另一个重要的因素是操作人员的技能和经验,他们需要准确地判断何时螺栓或螺母已经达到所需的紧固度。
10. 拧紧工艺方法也可以根据需要选择使用预紧力或者角度控制来进行螺栓的紧固。
11. 预紧力是指在正式拧紧之前,根据材料和设计要求施加一定的初始力以使螺栓预压设备部件。
12. 角度控制是指除了扭矩控制外,还根据螺栓的旋转角度来确定螺栓的紧固状态,适用于一些特殊的机械部件。
13. 拧紧工艺方法的选择需要根据具体的应用场景以及机械部件的特点来确定,以确保紧固的准确性和可靠性。
14. 在拧紧工艺中,要根据材料和环境温度等因素,调整扭矩或者预紧力的数值,以适应不同的工作条件。
15. 拧紧工艺也需要考虑到螺栓的强度和材料特性,以确保在不超过其承受范围的情况下完成紧固。
16. 对于需要高精度和高可靠性的拧紧工艺,可以采用联机监控系统来实时监测拧紧力和角度,以确保紧固的准确性。
17. 针对特殊工艺要求,还可以选择激光测量或者超声波测量等高精度的测量方法来进行拧紧工艺的监控和调整。
18. 随着工业自动化程度的不断提高,一些先进的拧紧工艺方法还可以实现自动化控制和远程监控。
紧固件基础知识讲座考核试题部门:姓名:得分:一. 填充题1. 螺栓、螺钉和螺柱的性能等级有10 个,分别是 3.6;4.6;4.8;5.6;5.8;6.8;8.8;9.8;10.9;12.9 。
2.螺栓、螺钉和螺柱的性能等级标记中“.”前的数字表示公称抗拉强度,以1/100表示,标记中“.”后的数字表示屈强比。
3. 螺母的性能等级国际规定公称高度≥0.8D螺母用螺栓性能等级标记的第一部分数字标记,共有7个分别为:4、5、6、8、9、10、12;细牙螺母性能等级有7 个,即:04、05、5、6、8、10、12。
4. 螺纹精度是代表螺纹加工质量的综合指标,反映了螺纹加工的难易程度,用该旋合长度组所对应的公差等级来评定。
螺纹精度分为:精密,中等,粗糙三个级别。
5. 扭矩系数K综合了螺栓在拧紧过程中紧固扭矩和预紧力之间关系的所有因素。
扭矩系数是螺纹形状、螺纹间摩擦系数、支承面摩擦系数的函数。
二. 判断题1. 决定螺栓和螺钉性能等级大小的主要因素是抗拉强度和硬度。
( × )2. 屈强比是屈服极限(σs或σp0.2)与强度极限(σb)的比值,说明这二极限的接近程度。
意义是:反映了紧固件在加工时所受强化的程度。
( √ )3. 中碳钢制作的螺栓、螺钉和螺柱,不经热处理强度已达到8.8级,该产品就可以确定为8.8级。
( × )4. 不经淬火保证载荷已达到8级的螺母,其性能就可定为8级。
( × )5. 螺纹精度是内、外螺纹配合质量的标志。
( × )三.问答题1. 影响螺纹配合性质的参数主要有那些?答;对普通螺纹来说直接影响螺纹配合性质的主要是螺距、牙型半角和螺纹中径三个参数;对传动螺纹直接影响位移精度的参数主要是螺距和螺距的累积误差。
2.公差带位置的基本偏差怎么确定的?答:螺纹公差带的位置是指公差带起始点相对于尺寸零线的距离。
如图:GH EI0 es 0hgfe外螺纹内螺纹3.国标是如何规定紧固件的产品等级?答:国标中规定了产品等级为:A、B、C级的螺栓、螺钉、螺柱和螺母。
螺栓拧紧技术及拧紧机螺栓拧紧在机械制造业中的应用非常广泛,机械制造中零部件的连接与装配,机械整体的装配等等,可以说几乎是都离不开螺栓拧紧。
第一节螺栓拧紧的基本概念及拧紧的方法任何机体均是由多种零件连接(即组装)起来的,而零件的连接有多种,采用螺栓连接就是其中最常用的一种,而欲采用螺栓连接就必须应用拧紧,因而这“拧紧”也就成了装配工作中应用得极为广泛的概念。
零件采用螺栓连接的目的就是要使两被连接体紧密贴合,并为承受一定的动载荷,还需要两被连接体间具备足够的压紧力,以确保被连接零件的可靠连接和正常工作。
这样就要求作为连接用的螺栓,在拧紧后要具有足够的轴向预紧力(即轴向拉应力)。
然而这些力的施加,也都是依靠“拧紧”来实现的。
因而,我们很有必要了解一些有关拧紧的基本概念。
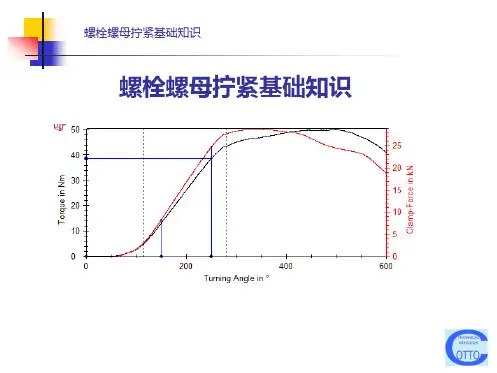
一.螺栓拧紧的基本概念1.拧紧过程中各量的变化在螺栓拧紧时,总体的受力情况是,螺栓受拉,连接件受压;但在拧紧的整个过程中,受力的大小是不同的(见图1),大体上分为下述几个阶段:⑴在开始拧紧时,由于螺栓未靠座,故压紧力F为零;但由于存在摩擦力,故扭矩T保持在一个较小的数值。
⑵当靠座后(Z点),真正的拧紧才开始,压紧力F和拧矩T随转角A 的增加而迅速上升。
图 1⑶达到屈服点,螺栓开始朔性变形,转角增加较大而压紧力和扭矩却增加较小,甚至不变。
⑷再继续拧紧,力矩T 和压紧力F 下降,直至螺栓产生断裂。
2.力矩率力矩率R 所表示的是力矩增量△T 对转角△A 的比值(见图2),即:R =△T /△A (1)硬性连接的R 值高,软性连接的R 值低。
R 值与螺栓的长度、连接中各件之间的摩擦以及连接件垫圈的弹性有关。
摩擦系数的变化,是影响力矩率的主要因素。
此外,再加上垫圈、密封垫片等引起的弹性变化,装配线上同样螺纹连接之间的力矩率变化可能超过百分之百,这样,力矩/转角的曲线就可能落在图3斜线中的任何位置。
3.摩擦与力矩对压紧力的影响 从图4中可见,同一力矩T 值, 而由于摩擦系数μ值的不同,压紧力 F 可能相差很大。