基于R参数的数控刀具寿命管理程序开发_赵国强
- 格式:pdf
- 大小:254.47 KB
- 文档页数:3
实践表明,某 发 动 机 气 缸 体 FMS 线 应 用 开 发 的 刀具寿命管理程序后,刀 具 寿 命 问 题 造 成 的 废 品 率 由 6.5% 降 至 0.5% 以 内,有 效 提 高 了 加 工 质 量,具 有 较 高的推广应用价值。
参考文献: [1] 樊军,刘德栋.FANUC 用 户 宏 程 序 在 刀 具 寿 命 管 理 中 的
IF R103= =0GOTO END_LB//条 件 判 断,当 刀 具 寿 命 结 束,程 序跳至强制换刀标签
END_LB://强 制 换 刀 标 签 MSG(“Please stop machining and change it!”)//刀 具 寿 命 结 束 ,提 示需更换刀具 R_ZERO//调 用 刀 具 寿 命 计 数 器 清 零 子 程 序 M5//主 轴 停 止 M30//程 序 结 束 ENDIF//结 束 判 断 RET//退 出 子 程 序
在实际应用中,可 以 将 刀 具 寿 命 管 理 程 序 作 为 子 程序预先存储在机床 数 控 系 统 中,数 控 主 程 序 可 以 简 单 、灵 活 调 用 ,具 有 良 好 的 编 程 通 用 性 。 4 结 束 语
刀具寿命管理是企业成本管理的一项重要内容。 通过应用刀具寿命管 理 程 序,可 以 有 效 控 制 刀 具 的 使 用 寿 命 ,为 企 业 的 刀 具 成 本 管 理 提 供 准 确 的 数 据 支 持 。 同时,降低了人工管 理 的 难 度,是 一 种 低 成 本、高 效 率 的自动刀具寿命管理方法。
2015年第3期 赵国强,等:基于 R 参数的数控刀具寿命管理程序开发
· 99 ·
CNC 实时获取 当 前 刀 具 实 际 寿 命 并 与 额 定 值 进 行差异计算,并对该差值与设定条件进行判断处理。
图 2 刀 具 寿 命 管 理 程 序 的 开 发 流 程 图
2.3 临界状态准备 换 刀 预 警 及 刀 具 寿 命 结 束 强 制 换 3.2 程序开发
· 100 ·
机 械 工 程 与 自 动 化 2015年第3期
R100=R4R101=R5R102=R6//R4、R5、R6 值 分 别 赋 予 R100、 R101、R102
TL_MG//调 用 刀 具 寿 命 管 理 子 程 序 M30//程 序 结 束
表 1 缸 孔 加 工 工 艺 说 明
ZHAO Guo-qiang,WU Ying-ying,ZHANG Chun-ming
(Weichai Power Co.,Ltd.,Weifang 261061,China) Abstract:Manual management for NC tool life is difficult and inefficient in the flexible production.In view of above problems,a tool
(2)比对功 能:为 每 把 刀 预 先 设 定 一 个 刀 具 寿 命 额 定 值 (可 使 用 次 数 )及 刀 具 实 际 寿 命 与 额 定 值 差 异 的 预警值。程序对读取的当前刀具实际寿命与该刀额定 值 进 行 差 异 计 算 ,然 后 将 差 异 值 与 设 定 条 件 进 行 判 断 。
第 3 期 (总 第 190 期 ) 2015 年 06 月
机械工程与自动化 MECHANICAL ENGINEERING & AUTOMATION
文 章 编 号 :1672-6413(2015)03-0098-03
No.3 Jun.
基于 R参数的数控刀具寿命管理程序开发
赵国强,武迎迎,张春明
(潍 柴 动 力 股 份 有 限 公 司 , 山 东 潍 坊 261061)
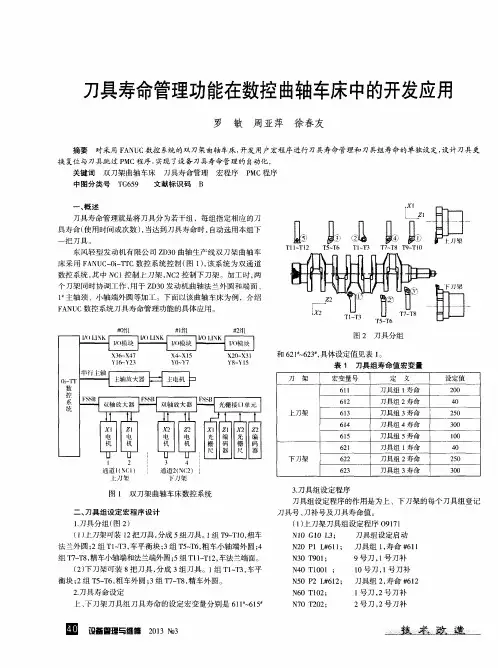
图1为刀具寿命 管 理 程 序 功 能 框 架。 以 CNC 为 主 控 单 元 ,实 现 对 当 前 刀 具 寿 命 的 读 取 、比 及 错 误 警 报 控 制 ,具 体 功 能 展 开 如 下 :
(1)读 取 功 能:每 把 刀 具 加 工 完 成 后,CNC 自 动 累计当前刀具的加工 次 数,并 保 存 在 各 自 的 寿 命 计 数 器中,程序通过指定的 R 参 数 来 实 时 调 取 当 前 刀 具 的 实际寿命值。
(2)刀 具 寿 命 计 数 器 清 零 子 程 序 代 码 如 下 :
;R_ZERO//注 释 IF $P_TOOLNO = =1
R1=0 ENDIF//当前为 T1时,该刀寿命计数器清零 IF $P_TOOLNO = =2
R4=0 ENDIF//当前为 T2时,该刀寿命计数器清零 M17//退 出 子 程 序
应 用 [J].组 合 机 床 与 自 动 化 加 工 技 术 ,2006(7):79-80. [2] 陈先 锋,蔡 捷.SINUMERIK 840D 数 控 系 统 高 级 编 程 与
ShopTurn 应 用 教 程 [M].北 京 :人 民 邮 电 出 版 社 ,2011.
Development of NC Tool Life Management Program Based on R Parameters
针对上述问题,采 用 累 积 加 工 次 数 来 计 算 刀 具 寿 命的方法,开发了一套基于 R 参 数 的 刀 具 寿 命 管 理 程 序 ,针 对 不 同 刀 具 输 入 各 自 的 寿 命 值 ,在 加 工 中 不 断 比 对加工次数,最后发 出 中 断 运 行、换 刀 报 警 指 令,实 现 刀具寿命的实时管理。 1 数 控 刀 具 寿 命 管 理 程 序 功 能 分 析
(3)刀 具 寿 命 管 理 子 程 序 代 码 如 下 :
;TL_MG//注 释 R103= R101- R100//当前刀具实际寿命与额定值差值 IF 0<R103<=R102GOTO READY_LB//条 件 判 断,当 寿 命 差 值 小 于 预 警 值 ,程 序 跳 至 准 备 换 刀 标 签 READY_LB://准 备 换 刀 标 签 MSG(“Please be ready for tool change!”)//刀 具 寿 命 达 到 临 界 状 态 ,提 示 准 备 换 刀 ENDIF//结 束 判 断
图 1 刀 具 寿 命 管 理 程 序 功 能 框 架
基于 R 参数编程功能,刀 具 寿 命 管 理 程 序 的 开 发 流程如图2所示。 2.1 积 算 刀 具 寿 命
利用 R 参数计算功能,预 先 为 每 把 刀 具 设 定 寿 命 (使用次数)计 数 器。 本 程 序 使 用 加 计 数 器,即 使 用 1 次后,CNC 会 自 动 使 当 前 刀 具 的 使 用 次 数 加 1,并 自 动保存在每把刀具的 R参数计数器中。 2.2 比 对 刀 具 实 际 寿 命 值 与 额 定 值 差 异
命管理程序的编程 方 法。 为 简 化 过 程 说 明,仅 选 择 止 口 、缸 孔 两 工 步 进 行 程 序 的 开 发 演 示 ,加 工 内 容 见 图 3。 3.1 工 艺 说 明
缸 孔 加 工 工 艺 说 明 见 表 1。
TL_MG//调 用 刀 具 寿 命 管 理 子 程 序 T2 M6//换 T2刀 … … .// T2 加 工 内 容 (略 ) R4=R4+1// T2 寿 命 计 数 器 +1 R5=A R6=B// T2 寿 命 额 定 值 、差 异 预 警 值
MSG(“Please be ready for tool change!”)//刀 具 达 到 临 界 状 态 ,提 示操作者准备换刀;
END_LB://刀 具 寿 命 结 束 跳 转 标 签 ; MSG(“Please stop machining and change it!”)//刀 具 寿 命 结 束 ,需 更换刀具; Rn=0//当 前 有 效 刀 具 寿 命 计 数 器 清 零 ; M5//主 轴 停 止 ; M30//程 序 结 束 。
0 引 言 近年来,加工中心和 FMS 线 被 大 量 使 用,其 配 备
的数控刀具的种类、数 量 也 大 大 增 多。 刀 具 寿 命 直 接 关系到成本 控 制、加 工 质 量 等 问 题,靠 以 往 的 人 工 检 查、维 护,刀 具 管 理 的 效 率 低 且 难 以 满 足 生 产 要 求 。 [1] 因此,如何对刀具寿 命 进 行 实 时、有 效 管 理,是 企 业 面 临的一项重要课题。
基于 R参数的刀具寿命管理程序能够进行算数 及 逻 辑 运 算 ,具 备 条 件 判 断 功 能 。 其 中 ,刀 具 实 际 寿 命 值与额定值差异编程方式如下:
R1=A//A 为刀具寿命额定值; R2=B//B 为刀具寿命差异预警值,一般选取总使用次数的20%。
收 稿 日 期 :2014-08-19; 修 订 日 期 :2015-02-09 作者简介:赵国强 (1979-),男,山东泰安人,工程师,工学硕士,研究方向:CAD/CAM,数控加工。
警 信 息 ,当 前 刀 具 寿 命 计 数 器 会 自 动 清 零 。 当 然 ,差 异
值大于预警值时,机 床 会 正 常 加 工。 通 过 在 主 程 序 中
需要位置合理设置标 签,引 导 操 作 者 对 警 示 信 息 进 行
正确处理。其中的编程方式如下:
READY_LB://准 备 换 刀 跳 转 标 签 ;
刀报警
随着刀具使用次 数 的 不 断 增 加,当 刀 具 实 际 寿 命
与 额 定 值 的 差 值 小 于 预 警 值 时 ,机 床 会 继 续 动 作 ,但 在
机床 CRT 上会显示 准 备 换 刀 信 息。 当 刀 具 寿 命 结 束
后,机床停止动作,并 在 CRT 上 显 示 需 更 换 刀 具 的 报
3 实 例 应 用 下面以某气缸体 缸 孔 加 工 工 序 为 例,介 绍 刀 具 寿
图 3 气 缸 体 缸 孔 加 工 简 图
参考文献: [1] 樊军,刘德栋.FANUC 用 户 宏 程 序 在 刀 具 寿 命 管 理 中 的
IF R103= =0GOTO END_LB//条 件 判 断,当 刀 具 寿 命 结 束,程 序跳至强制换刀标签
END_LB://强 制 换 刀 标 签 MSG(“Please stop machining and change it!”)//刀 具 寿 命 结 束 ,提 示需更换刀具 R_ZERO//调 用 刀 具 寿 命 计 数 器 清 零 子 程 序 M5//主 轴 停 止 M30//程 序 结 束 ENDIF//结 束 判 断 RET//退 出 子 程 序
在实际应用中,可 以 将 刀 具 寿 命 管 理 程 序 作 为 子 程序预先存储在机床 数 控 系 统 中,数 控 主 程 序 可 以 简 单 、灵 活 调 用 ,具 有 良 好 的 编 程 通 用 性 。 4 结 束 语
刀具寿命管理是企业成本管理的一项重要内容。 通过应用刀具寿命管 理 程 序,可 以 有 效 控 制 刀 具 的 使 用 寿 命 ,为 企 业 的 刀 具 成 本 管 理 提 供 准 确 的 数 据 支 持 。 同时,降低了人工管 理 的 难 度,是 一 种 低 成 本、高 效 率 的自动刀具寿命管理方法。
2015年第3期 赵国强,等:基于 R 参数的数控刀具寿命管理程序开发
· 99 ·
CNC 实时获取 当 前 刀 具 实 际 寿 命 并 与 额 定 值 进 行差异计算,并对该差值与设定条件进行判断处理。
图 2 刀 具 寿 命 管 理 程 序 的 开 发 流 程 图
2.3 临界状态准备 换 刀 预 警 及 刀 具 寿 命 结 束 强 制 换 3.2 程序开发
· 100 ·
机 械 工 程 与 自 动 化 2015年第3期
R100=R4R101=R5R102=R6//R4、R5、R6 值 分 别 赋 予 R100、 R101、R102
TL_MG//调 用 刀 具 寿 命 管 理 子 程 序 M30//程 序 结 束
表 1 缸 孔 加 工 工 艺 说 明
ZHAO Guo-qiang,WU Ying-ying,ZHANG Chun-ming
(Weichai Power Co.,Ltd.,Weifang 261061,China) Abstract:Manual management for NC tool life is difficult and inefficient in the flexible production.In view of above problems,a tool
(2)比对功 能:为 每 把 刀 预 先 设 定 一 个 刀 具 寿 命 额 定 值 (可 使 用 次 数 )及 刀 具 实 际 寿 命 与 额 定 值 差 异 的 预警值。程序对读取的当前刀具实际寿命与该刀额定 值 进 行 差 异 计 算 ,然 后 将 差 异 值 与 设 定 条 件 进 行 判 断 。
第 3 期 (总 第 190 期 ) 2015 年 06 月
机械工程与自动化 MECHANICAL ENGINEERING & AUTOMATION
文 章 编 号 :1672-6413(2015)03-0098-03
No.3 Jun.
基于 R参数的数控刀具寿命管理程序开发
赵国强,武迎迎,张春明
(潍 柴 动 力 股 份 有 限 公 司 , 山 东 潍 坊 261061)
图1为刀具寿命 管 理 程 序 功 能 框 架。 以 CNC 为 主 控 单 元 ,实 现 对 当 前 刀 具 寿 命 的 读 取 、比 及 错 误 警 报 控 制 ,具 体 功 能 展 开 如 下 :
(1)读 取 功 能:每 把 刀 具 加 工 完 成 后,CNC 自 动 累计当前刀具的加工 次 数,并 保 存 在 各 自 的 寿 命 计 数 器中,程序通过指定的 R 参 数 来 实 时 调 取 当 前 刀 具 的 实际寿命值。
(2)刀 具 寿 命 计 数 器 清 零 子 程 序 代 码 如 下 :
;R_ZERO//注 释 IF $P_TOOLNO = =1
R1=0 ENDIF//当前为 T1时,该刀寿命计数器清零 IF $P_TOOLNO = =2
R4=0 ENDIF//当前为 T2时,该刀寿命计数器清零 M17//退 出 子 程 序
应 用 [J].组 合 机 床 与 自 动 化 加 工 技 术 ,2006(7):79-80. [2] 陈先 锋,蔡 捷.SINUMERIK 840D 数 控 系 统 高 级 编 程 与
ShopTurn 应 用 教 程 [M].北 京 :人 民 邮 电 出 版 社 ,2011.
Development of NC Tool Life Management Program Based on R Parameters
针对上述问题,采 用 累 积 加 工 次 数 来 计 算 刀 具 寿 命的方法,开发了一套基于 R 参 数 的 刀 具 寿 命 管 理 程 序 ,针 对 不 同 刀 具 输 入 各 自 的 寿 命 值 ,在 加 工 中 不 断 比 对加工次数,最后发 出 中 断 运 行、换 刀 报 警 指 令,实 现 刀具寿命的实时管理。 1 数 控 刀 具 寿 命 管 理 程 序 功 能 分 析
(3)刀 具 寿 命 管 理 子 程 序 代 码 如 下 :
;TL_MG//注 释 R103= R101- R100//当前刀具实际寿命与额定值差值 IF 0<R103<=R102GOTO READY_LB//条 件 判 断,当 寿 命 差 值 小 于 预 警 值 ,程 序 跳 至 准 备 换 刀 标 签 READY_LB://准 备 换 刀 标 签 MSG(“Please be ready for tool change!”)//刀 具 寿 命 达 到 临 界 状 态 ,提 示 准 备 换 刀 ENDIF//结 束 判 断
图 1 刀 具 寿 命 管 理 程 序 功 能 框 架
基于 R 参数编程功能,刀 具 寿 命 管 理 程 序 的 开 发 流程如图2所示。 2.1 积 算 刀 具 寿 命
利用 R 参数计算功能,预 先 为 每 把 刀 具 设 定 寿 命 (使用次数)计 数 器。 本 程 序 使 用 加 计 数 器,即 使 用 1 次后,CNC 会 自 动 使 当 前 刀 具 的 使 用 次 数 加 1,并 自 动保存在每把刀具的 R参数计数器中。 2.2 比 对 刀 具 实 际 寿 命 值 与 额 定 值 差 异
命管理程序的编程 方 法。 为 简 化 过 程 说 明,仅 选 择 止 口 、缸 孔 两 工 步 进 行 程 序 的 开 发 演 示 ,加 工 内 容 见 图 3。 3.1 工 艺 说 明
缸 孔 加 工 工 艺 说 明 见 表 1。
TL_MG//调 用 刀 具 寿 命 管 理 子 程 序 T2 M6//换 T2刀 … … .// T2 加 工 内 容 (略 ) R4=R4+1// T2 寿 命 计 数 器 +1 R5=A R6=B// T2 寿 命 额 定 值 、差 异 预 警 值
MSG(“Please be ready for tool change!”)//刀 具 达 到 临 界 状 态 ,提 示操作者准备换刀;
END_LB://刀 具 寿 命 结 束 跳 转 标 签 ; MSG(“Please stop machining and change it!”)//刀 具 寿 命 结 束 ,需 更换刀具; Rn=0//当 前 有 效 刀 具 寿 命 计 数 器 清 零 ; M5//主 轴 停 止 ; M30//程 序 结 束 。
0 引 言 近年来,加工中心和 FMS 线 被 大 量 使 用,其 配 备
的数控刀具的种类、数 量 也 大 大 增 多。 刀 具 寿 命 直 接 关系到成本 控 制、加 工 质 量 等 问 题,靠 以 往 的 人 工 检 查、维 护,刀 具 管 理 的 效 率 低 且 难 以 满 足 生 产 要 求 。 [1] 因此,如何对刀具寿 命 进 行 实 时、有 效 管 理,是 企 业 面 临的一项重要课题。
基于 R参数的刀具寿命管理程序能够进行算数 及 逻 辑 运 算 ,具 备 条 件 判 断 功 能 。 其 中 ,刀 具 实 际 寿 命 值与额定值差异编程方式如下:
R1=A//A 为刀具寿命额定值; R2=B//B 为刀具寿命差异预警值,一般选取总使用次数的20%。
收 稿 日 期 :2014-08-19; 修 订 日 期 :2015-02-09 作者简介:赵国强 (1979-),男,山东泰安人,工程师,工学硕士,研究方向:CAD/CAM,数控加工。
警 信 息 ,当 前 刀 具 寿 命 计 数 器 会 自 动 清 零 。 当 然 ,差 异
值大于预警值时,机 床 会 正 常 加 工。 通 过 在 主 程 序 中
需要位置合理设置标 签,引 导 操 作 者 对 警 示 信 息 进 行
正确处理。其中的编程方式如下:
READY_LB://准 备 换 刀 跳 转 标 签 ;
刀报警
随着刀具使用次 数 的 不 断 增 加,当 刀 具 实 际 寿 命
与 额 定 值 的 差 值 小 于 预 警 值 时 ,机 床 会 继 续 动 作 ,但 在
机床 CRT 上会显示 准 备 换 刀 信 息。 当 刀 具 寿 命 结 束
后,机床停止动作,并 在 CRT 上 显 示 需 更 换 刀 具 的 报
3 实 例 应 用 下面以某气缸体 缸 孔 加 工 工 序 为 例,介 绍 刀 具 寿
图 3 气 缸 体 缸 孔 加 工 简 图