磨工工艺 第三章 磨削用量
- 格式:ppt
- 大小:1.87 MB
- 文档页数:8
磨削工艺系数(常用)
磨削工艺系数(常用)
介绍
磨削工艺系数是指在磨削加工过程中,用来表征磨削质量和效率的一项参数。
它考虑了磨削过程中的各种因素,包括磨削材料、磨削工具、磨削参数等,对磨削效果进行评估和比较。
本文档将介绍常用的磨削工艺系数及其意义。
常用磨削工艺系数
1. 切削力比(C力比)
切削力比是指实际切削力与切削力极限之比。
它是衡量磨削过程中材料切削性能的重要指标。
C力比越小,说明磨削过程中材料的切削性能越好,磨削效率越高。
2. 表面粗糙度(Ra)
表面粗糙度是指工件表面在磨削加工后的表面质量。
它反映了磨削加工过程中的磨料和工件之间的相互作用情况。
Ra值越小,表面质量越好,磨削效果越理想。
3. 磨削温度(T)
磨削温度是指在磨削过程中磨削区域的温度。
磨削温度对磨削效果和工件表面质量有很大影响。
一般来说,磨削温度越低,磨削效果越好,工件表面质量越高。
4. 磨损量(W)
磨损量是指磨削过程中磨削工具的磨损情况。
磨削工具的磨损量越小,说明磨削过程中磨料的消耗越少,磨削效率越高。
结论
磨削工艺系数是评价磨削过程中材料切削性能、工件表面质量和磨削效果的重要指标。
切削力比、表面粗糙度、磨削温度和磨损量是常用的磨削工艺系数。
通过合理控制这些参数,可以提高磨削效率,优化磨削工艺。
以上是对磨削工艺系数(常用)的简要介绍。
如需深入了解,请参考相关资料。
磨削加工中的磨削参数磨削加工是工业制造中重要的加工方式之一,其广泛应用于汽车制造、航空航天、能源等众多领域。
磨削加工的主要功能是通过磨头或磨轮切削被加工物表面的材料,使其达到所需形状和尺寸。
磨削加工中磨削参数的选取对加工效率和产品的质量均有决定性影响,因此研究和掌握磨削参数的选取方法是磨削加工中的一项重要任务。
1. 磨削参数的种类磨削加工中常用的磨削参数包括磨料种类、磨粒尺寸、磨削速度、磨削深度、进给速度、接触时间等。
其中,磨削速度是指砂轮旋转的速度;磨削深度是指切削的深度,其与磨头的尺寸、磨头硬度、砂轮至被加工物的距离等因素有关;进给速度是指砂轮在被加工物表面穿切的速度,其与旋转速度、磨头形状、被加工物硬度等因素有关;接触时间是指砂轮与被加工物表面接触的时间,在磨削加工过程中,其中一个参数变化都会对加工效果产生影响。
2. 磨削参数的影响因素磨削参数的选取需要考虑多种因素,例如被加工物的性质、粘结材料的类型和砂轮的硬度等。
不同的材料需要选用不同的磨料,并且在磨削加工中还需要考虑材料的韧性、硬度和加工前表面的粗糙度等因素。
例如,在加工较硬的材料时,应使用较细的磨粒,旋转速度和进给速度应适当降低,以避免磨具损坏和加工效率低下。
3. 磨削参数的设计方法在确定磨削参数时,需要进行实验和分析评估,并且需要考虑到实际加工的情况。
在实验中,需要根据被加工物和砂轮的性质等因素,设计不同的实验方案,并且通过观测被加工物表面的状态、测量表面粗糙度和表面变形等指标来对磨削加工效果进行评估。
如果磨削效果不理想,则需要对磨削参数进行调整,并重新进行实验。
此外,为了避免磨削加工中磨削参数的误选所带来的不必要浪费和产品质量的降低,还可以应用计算机辅助加工技术,通过建立数值模型,对磨削参数进行模拟分析和优化设计,从而提高磨削加工的效率和质量。
4. 磨削加工中磨削参数的优化针对特定的磨削加工过程,通过对磨削参数不断调整和优化,可以达到更好的加工效果。
磨削加工参数
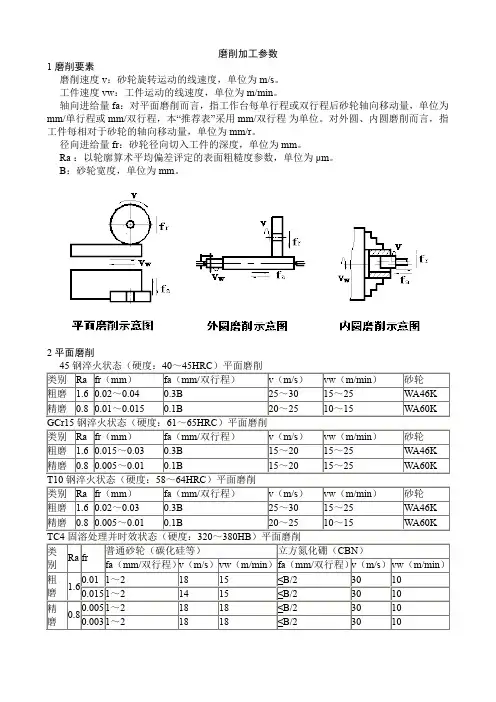
1磨削要素
磨削速度v:砂轮旋转运动的线速度,单位为m/s。
工件速度vw:工件运动的线速度,单位为m/min。
轴向进给量fa:对平面磨削而言,指工作台每单行程或双行程后砂轮轴向移动量,单位为mm/单行程或mm/双行程,本“推荐表”采用mm/双行程为单位。
对外圆、内圆磨削而言,指工件每相对于砂轮的轴向移动量,单位为mm/r。
径向进给量fr:砂轮径向切入工件的深度,单位为mm。
Ra:以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm。
B:砂轮宽度,单位为mm。
2平面磨削
3外圆磨削
4内圆磨削。
磨削加工通用工艺范围本守则规定了磨削加工的工艺规则,适用于公司的磨削加工。
2 工件的装夹2.1 轴类工件装夹前应检查中心孔,不得有椭圆、碰伤、毛刺等缺陷,并擦干净,经热处理的工件,须修好中心孔,并加好润滑油。
2.2 在两顶尖间装夹轴类工件时,装夹前要调整尾部,使两顶尖轴线重合在外圆磨床上用尾座顶紧顶紧工件磨削时,其顶紧力应适当,在磨削中还应根据工件的涨缩情况调整顶紧力。
2.4 在平面磨床上用磁盘吸住磨削支承面较小或较高的工件时,应在适当位置增加挡铁,以防磨削时工件飞出。
3 砂轮的选用和安装3.1根据工件的材料、硬度、精度和表面粗糙的要求,合理选用砂轮牌号和精度。
根据目前的生产情况,一般选用的砂轮牌号是GZ、GB,粒度为36#-46#。
3.2安装砂轮时,不得使用两个尺寸不同或不平的法兰盘,并在法兰盘和砂轮之间垫入橡皮等弹性垫。
3.3装夹砂轮时,必须在修砂轮前后进行静平衡,并进行空运转。
3.4修砂轮时,应不间断的充分使用冷却液。
4 磨削加工4.1在磨削工件前,机床应空运转5min以上。
4.2在磨削过程中,不得中途停车,要停车时,必须先停止进给退出砂轮。
4.3 砂轮使用一段时间后,如发现工件产生棱形振痕,应拆下砂轮重新校平衡后使用。
4.4 在磨削细长轴时,严禁使用切入法磨削。
4.5 在平面磨床上磨削的工件,加工完应去磁。
4.6 磨深孔时,尽可能先用较粗的磨杆,以增加刚性,砂轮转整要适当降低。
4.7 在精磨结束前,应无进给量的多次走刀至无火花止。
5 一般精磨外圆的切削用量5.1 纵进给量根据所要求的表面粗糙度而定。
表面粗糙度Ra1.6 SB=(0.5-0.8)Bm 表面粗糙度Ra0.8-0.4 SB=(0.25-0.5)Bm SB—纵进给量(mm/r) Bm—磨轮宽度mm 5.2 横进给量铣削加工通用工艺范围本守则规定了铣削加工的工艺规则,适用于本公司的铣削加工。
2 铣刀的选择及装夹2.1 应根据铣削的宽度、深度、选择铣刀的直径,一般铣削的宽度和深度大而深,铣刀直径也应越大。
切削用量三要素计算公式
摩擦削用量计算公式:
M=P*f*k
其中:
M:摩擦削用量,单位为N/cm
P:摩擦削的特定压力,单位为N/cm2
f:摩擦削速度,单位为m/min
k:摩擦削的摩擦系数,它取决于摩擦削时应用的机床和切削工具以
及切削介质。
摩擦削过程中,主要是由滚子对工件表面产生切削压力,从而达到加
工目的。
在实际的摩擦削加工过程中,P,f,k三个参数占据着重要的地位,它们共同决定了摩擦削的效果。
P(摩擦削的压力):摩擦削的压力对于摩擦削质量的影响是极其重
要的,过大的压力可能导致刃痕和侧锋过深,而低于最佳压力的压力,会
显著地增加摩擦削的时间,且可能出现齿轮齿合精度不佳的现象。
因此,
正确选择合适的压力是摩擦削进行中重要的一步。
f(摩擦削速度):摩擦削速度是另一个决定摩擦削效果的关键因素,摩擦削速度如果太低,会降低摩擦削的生产效率;摩擦削的速度如果太快,则会出现摩擦削压力不均匀的现象,甚至会使切削工具过热,汽化,甚至
熔化,极易损坏切削工具。
k(摩擦削的摩擦系数):摩擦削的摩擦系数取决于摩擦削时应用的机床和切削工具以及切削介质。

磨削初分工艺优选方案一、目标1、磨削效率:卧磨800以细磨削效率达到41%-45%,800以粗达到49%-55%。
立磨800以细磨削效率达到51%-55%,800以粗达到45%-49%。
2、整形效果:粒形均匀规则,片状料少。
3、初分效果:将15um以细的料过净,单罐总料量在350-375公斤。
用水量控制在5.4吨以内。
二、调整项目1、装球比例和装球量2、磨削时间3、水料比4、补加球量5、初分分散效果6、初分流量三、方案(-)1、装球比例和装球量:1)1200×1400卧磨机:装球量3吨,填充高度系数45%,装球比例∮40-15%,∮35-25%,∮30-35%,∮25-15%,∮20-10%。
2)1100×1300卧磨机:装球量2.8吨,填充高度系数45%,装球比例∮8-20占30%,∮20-25占35%,∮30-40占35%。
3)1100×1100卧磨机:装球量2.4吨,填充高度系数45%,装球比例∮8-20占30%,∮20-25占35%,∮30-40占35%。
4)1000×1060立磨机:装球量0.9吨,填充高度至最上层搅拌翅,装球比例∮8-20混球。
2、磨削时间F22#-4小时40分F24#-4小时30分F36#-4小时F46#-3小时30分F60#-3小时F70#-2小时45分F90#-2小时初分尾渣-3小时溢流尾渣-2小时3、水料比:大卧磨机投干料700公斤,小卧磨机投干料600公斤,水料比0.4。
立磨机投干料300公斤,水料比0.64、补加球量:8公斤/卧磨5、初分分散要求2000以细完全分散6、初分流量:1000-1100ml/h四、技术要点1、在各道工序衔接好的基础上,严格执行方案中技术要求,确保工序环节连环紧扣,物料传递完全。
2、记录清楚明白,完整。
五、测量指标1、浮碳后粒度组成(磨削效果)2、初分尾渣重量、含水量及粒度组成(初分效果、磨削效果)3、磁选吸附物料含量(磁选吸附物带料)4、加酸前料量测算、粒度组成(初分效果、磨削效果)5、分散度对初分效果的影响。
砂轮与磨削参数DCT工厂现场工程师(主管工程师)周鹏摘要:磨削加工广泛的被机加工行业运用,我厂在齿轴热后精加工中经常使用磨削加工。
砂轮的选择和磨削参数的选择直接影响零件的加工精度。
关键词:磨料粒度结合剂硬度组织线速度轴向进给径向进给一、概论磨削是齿轴热后精加工的主要方式,零件的尺寸精度、形状公差及表面精度主要通过砂轮的选择和机床的加工参数决定。
下文主对砂轮规格参数与机床加工参数进行了分析。
二、砂轮的选择砂轮的特性由下列五个因素来决定:磨料、粒度、结合剂、硬度和组织。
常用的磨料有氧化物系(Al203)、碳化物系(SiC 、BC)、高硬磨科系(CBN、金刚石)三类。
下图为常用磨料的名称和代号。
其中CBN砂轮在生产中越来越多的被运用,第一、CBN的硬度比金刚石略低,但其耐热性(1400℃)比金刚石(800℃)高出许多,而且对铁元素的化学惰性高,特别适合于磨削既硬又韧的钢材。
第二、CBN的磨粒切削刃锋利,在磨削时可减小加工表面材料的塑性变形,因此,磨出的表面粗糙度比用一般砂轮小。
第三、CBN砂轮加工所得的表面层为残余压应力,而Al203砂轮加工的表面层为残余张应力,残余张应力是形成表面裂纹的主要原因。
如右图所示。
粒度表示磨粒的大小程度,磨粒的直径大于40μm时,称为砂粒,磨粒的直径小于40μm 时,称为微粉。
磨粒粒度对磨削生产率和加工表面粗糙度有很大的影响。
结合剂的作用是将磨粒粘合在一起,使砂轮具有必要的形状和强度,它直接影响砂轮的强度、耐热性和耐用度。
常用的结合剂有四种:陶瓷结合剂(V),它的特点是化学性质稳定,耐水、耐酸、耐热和成本低,但较脆,它所制成的砂轮线速度一般为35m/s。
树脂结合剂(B),它的强度高,弹性好,多用于高速磨削、切断和开槽等工序,但在使用时要注意切削液的含碱量不宜超过1.5%,砂轮也不宜长期存放,存放太久可能会变质而使结合强度降低。
橡胶结合剂(R),多用于制作无心磨床的导轮和切断、开槽及抛光砂轮。
磨削用量的选择磨削用量包括砂轮速度vs、工件速度vw、纵向进给量fa、背吃刀量ap和光磨次数等。
磨削用量对磨削加工质量和生产率等有很大影响,其影响可见表1-1.磨削用量生产率表面粗糙度烧伤磨削力砂轮磨耗磨削厚度几何精度vs ↗↗↘↗↘↘↘↗vw ↗↗↗↘↗↗↗↘fa ↗↗↗↘↗↗↗↘ap ↗↗↗↗↗↗↗↘光磨次数↗↘↘↗↘↗↘↗一、砂轮速度的选择砂轮速度低,砂轮磨损严重,生产率低;砂轮速度过高,磨粒切削刃锋利程度易下降,也容易烧伤工件。
砂轮速度与表面粗糙度值得关系如图1-1所示。
该关系图形成条件是:工件材料45钢、调质250HBS、切入磨削、磨具PA80MV、速度比q=60、磨削液为2.4%的69-1乳化液。
由图可知,随着砂轮速度提高,表面粗糙度值降低,但应注意防止磨削颤振。
一般外圆和平面磨削,使用陶瓷结合剂砂轮,砂轮速度在30~50m/s之间;内圆磨削及工具磨削一般砂轮速度在(18~30)m/s。
随着磨削技术的发展,砂轮速度已提高到60~80m/s,有的已超过100m/s。
图1-1 砂轮速度与表面粗糙度的关系二、工件速度的选择工件速度,对外圆或内孔磨削是指工件的线速度,平面磨削时指工作台运动速度。
工件速度vw与砂轮速度vs有关,但较其要小得多。
若二者速度比为q(q=vs/vw),则外圆磨削q=60~150内圆磨削q=40~80普通磨削vw一般为10~30m/min,工件速度选择条件见表1-2.序号主要因素选择条件三、纵向进给量的选择纵向进给量的大小影响工件的表面质量和生产率。
纵向进给量大,增加磨粒的切削负荷,磨削力大;纵向进给量小,易使工件烧伤。
粗磨钢件fa=(0.3~0.7)B mm/r粗磨铸铁fa=(0.7~0.8)B mm/r精磨fa=(0.1~0.3)B mm/r四、背吃刀量的选择磨削背吃刀量通常数值很小。
一般外圆纵磨粗磨钢件ap=0.02~0.05mm粗磨铸铁ap=0.08~0.15mm精磨钢件ap=0.005~0.01mm精磨铸铁ap=0.02~0.05mm外圆切入磨普通磨削ap=0.001~0.005mm精密磨削ap=0.0025~0.005mm内圆磨削背吃刀量更小一些。
『必看』磨削用量及其选择方法如此简单
(1-1)
式中us-磨削速度(m/s);
D-砂轮直径( mm);
n-砂轮转速( r/s)。
磨削速度对磨削加工质量和生产效率有很大影响。
从上式可看出,砂轮直径减小,磨削速度会相应降低。
为了保证砂轮的磨削性能和加工质量,实际操作中,当砂轮直径变小时,应适当提高砂轮的转速。
磨外圆和磨平面,一般取us=35~40m/s;内圆磨削一般取us= 20~ 30m/s。
(1-2)
式中uw——工件圆周速度(m/s);
d-工件直径(mm);
n-工件转速(r/s)。
磨削中,工件圆周速度较低,一般取uw=0.15~0.5m/s。
加工精度较高的工件取低值,反之,取高值。
3(3)纵向进给量fw指工件转一转,工件相对砂轮纵向移动的距离,
单位是mm/r。
实际操作中,可按照纵向进给量fu去调节磨床工作台的运动速度。
一般情况下,取fw=(0.2~0.8)B(B是砂轮宽度,单位为mm);粗磨时,fw=(0.3~0.8)B;精磨时,fw=(o.os—0.2)B。
(4)背吃刀量ap。
也称磨削深度或横向进给量(图1-6),是工作台每双(单)行程,砂轮相对工件沿径向的移动量,它用式(1-3)计算:(1-3)
式中ap-背吃刀量(mm);
d1-磨削时吃刀前原工件直径( mm);
d2-磨削时吃刀后的工件直径(mm)。
一般情况下,取ap=(0.005~0.02) mm/双行程;精磨ap= (0. 005~0.015) mm/双行程;粗磨ap=(0. 015~0.05) mm/双行程。
抛磨方式及磨削量计算公式引言。
抛磨是一种常见的表面处理方法,通过磨料在工件表面的旋转运动和相对于工件的线性运动,来实现对工件表面的磨削和抛光。
在工业生产中,抛磨方式被广泛应用于金属、玻璃、陶瓷等材料的表面处理,以提高工件的表面质量和精度。
而磨削量的计算则是抛磨过程中必不可少的一部分,它直接影响着抛磨效果和工件的加工质量。
抛磨方式。
抛磨方式是指在抛磨过程中,磨料和工件之间的相对运动方式。
常见的抛磨方式包括平面抛磨、圆柱抛磨、球面抛磨等。
平面抛磨是指磨料和工件之间的相对运动方式为平面运动,适用于平面工件的抛磨加工;圆柱抛磨是指磨料和工件之间的相对运动方式为圆柱面运动,适用于圆柱形工件的抛磨加工;球面抛磨是指磨料和工件之间的相对运动方式为球面运动,适用于球面工件的抛磨加工。
不同的抛磨方式适用于不同形状的工件,但它们的基本原理都是利用磨料对工件表面进行切削和磨削,以达到抛磨和抛光的效果。
磨削量计算公式。
磨削量是指在抛磨过程中,磨料对工件表面的切削和磨削量。
磨削量的计算是抛磨过程中的关键一环,它直接影响着抛磨效果和工件的加工质量。
在实际生产中,磨削量的计算通常采用以下公式:磨削量 = 磨料粒度×磨料旋转速度×磨料线速度×抛磨时间。
其中,磨料粒度是指磨料粒子的大小,通常用目数来表示;磨料旋转速度是指磨料在抛磨过程中的旋转速度;磨料线速度是指磨料在抛磨过程中相对于工件的线性运动速度;抛磨时间是指工件在抛磨过程中所经历的时间。
通过这个公式,可以比较准确地计算出抛磨过程中的磨削量,以便进行合理的抛磨加工。
磨削量的计算方法。
在实际生产中,磨削量的计算通常需要根据具体的工件形状和抛磨要求来确定。
一般来说,磨削量的计算可以按以下步骤进行:1. 确定磨料粒度。
磨料粒度是指磨料粒子的大小,通常用目数来表示。
根据工件的表面粗糙度和抛磨要求,确定合适的磨料粒度。
2. 确定磨料旋转速度和磨料线速度。
教学单元1磨削与砂轮8-1任务引入见图8-1所示为某公司生产的40Cr输出轴零件图,请仔细分析零件的表面粗糙度要求,零件的哪些表面需要磨削?砂轮的结构类型和参数应该如何选择?8-2相关知识磨削加工是用磨料磨具(如砂轮、砂带、油石、研磨剂等)为工具在磨床上进行切削的一种加工方法,常用于精加工和超精加工,也可用于荒加工和粗加工等。
磨削加工生产效率高,应用范围很广,可加工外圆面、内孔、平面、螺纹、齿轮、花键、导轨和成形面,还可刃磨刀具和切断等。
不仅能加工一般材料,如钢、铸铁等,还可加工一般刀具难以加工的材料,如淬火钢、硬质合金钢、陶瓷、玻璃及石材等。
其加工精度可达IT6~IT4,表面粗糙度可达R a0.8~0.02μm。
8-2-1磨削方法磨削过程就是砂轮表面上的磨粒对工件表面的切削、划沟和滑擦的综合作用过程。
砂轮表面上的磨粒在高速、高温与高压下,逐渐磨损而钝化。
钝化磨粒的切削能力急剧下降,如果继续磨削,作用在磨粒上的切削力将不断增大。
当此力超过磨粒的极限强度时,磨粒就会破碎,形成新的锋利棱角进行磨削。
当此力超过砂轮结合剂的黏结强度时,钝化磨粒就会自行脱落,使砂轮表面露出一层新鲜锋利的磨粒,从而使磨削加工能够继续进行。
一、外圆磨削外圆磨削可以在普通外圆磨床或万能外圆磨床上进行,也可在无心磨床上进行,通常作为半精车后的精加工。
外圆磨削的方法一般有四种:纵磨法、横磨法、深磨法和无心外圆磨法。
1.纵磨法磨削时,工件作圆周进给运动,同时随工作台作纵向进给运动,使砂轮能磨出全部表面。
每一纵向行程或往复行程结束后,砂轮作一次横向进给,把磨削余量逐渐磨去(图8-1)。
采用纵磨法,砂轮全宽上各处磨粒的工作情况是不同的。
处于纵向进给方向前部的磨粒,担负主要的切削工作;而后部的磨粒,主要起磨光作用。
由于没有充分发挥后面部分磨粒的切削能力,所以磨削效率较低。
但由于后面部分磨粒的磨光作用,工件上残留面积大大减少,表面粗糙度较小。