等离子切割机与火焰切割机的比较
- 格式:doc
- 大小:26.50 KB
- 文档页数:1

火焰切割机和等离子切割优缺点
火焰切割机的优势与劣势
在金属材料切割领域,火焰切割机一直是一种广泛应用的切割设备。
其具有以
下一些突出的优势:
优势:
•成本低廉:火焰切割机设备投资成本相对较低,适用于中小型企业。
•易于操作:操作简单,不需要高度专业化的技能。
•适用范围广:适用于切割碳钢、低合金钢等常见金属材料。
•切割速度快:火焰切割机切割速度较快,提高工作效率。
然而,火焰切割机也存在一些劣势,主要包括:
劣势:
•切割精度相对较低:火焰切割机切割的精度不如其他新型切割设备。
•适用材料受限:仅适用于厚度较大的金属材料,对于薄板材料切割效果欠佳。
等离子切割的优势与劣势
与传统的火焰切割机相比,等离子切割技术在金属加工领域也有其独特的优势
和劣势:
优势:
•切割精度高:等离子切割技术能够实现较高的切割精度,适用于各种复杂形状的工件切割。
•适用范围广:适用于切割碳钢、不锈钢、铝合金等多种金属材料。
•切割速度较快:相对于火焰切割机,等离子切割机切割速度更快,提高工作效率。
然而,等离子切割技术也存在一些劣势:
劣势:
•设备投资较高:等离子切割机设备成本相对较高,对于中小型企业可能承受不起。
•操作技能要求较高:相比于火焰切割机,等离子切割技术对操作人员的技能要求更高。
因此,针对不同的金属材料切割需求,选择合适的切割技术是十分重要的。
火焰切割机和等离子切割技术各有优缺点,企业在选择切割设备时需要根据自身的需求和预算做出合理的选择。

火焰切割机和等离子切割机的区别火焰切割机和等离子切割机是金属加工领域常用的两种切割设备。
它们在金属切割过程中有着各自独特的优势和适用范围。
下面将分别介绍火焰切割机和等离子切割机,并对它们进行比较。
火焰切割机火焰切割机是一种利用氧化剂引燃燃料产生火焰,然后通过氧化剂的吹扫将金属材料局部加热至熔化或燃烧状态,最终实现切割金属的设备。
火焰切割机主要适用于碳钢、铸铁等常规金属材料的切割,适用于中低精度的切割要求。
火焰切割机的优点在于成本低廉、操作简便,能够处理较厚的金属材料。
但是由于火焰切割所产生的热量相对较低,因此在切割速度和精度上会受到一定的限制。
等离子切割机等离子切割机是通过利用等离子弧放电将气体激发形成等离子体,然后利用等离子体对金属材料进行高速加热、熔化并吹扫的切割方法。
等离子切割机适用于切割不锈钢、铝合金、铜等高硬度、高精度要求的金属材料。
等离子切割机的优势在于切割速度快、切口质量好,适用于高精度的切割要求。
但是相比于火焰切割机,等离子切割机的初始投资较高,需要专业操作人员进行操作。
两者区别1.切割适用范围不同:火焰切割机适用于常规金属材料的切割,等离子切割机适用于高硬度、高精度要求的金属材料的切割。
2.切割质量不同:火焰切割机的切口较粗糙,等离子切割机切口质量更好。
3.切割速度不同:等离子切割机的切割速度更快。
4.操作复杂度不同:火焰切割机操作简单,等离子切割机需要专业操作人员。
综上所述,选择火焰切割机还是等离子切割机需要根据所需切割材料的特性、切割精度和切割速度要求等因素进行综合考量,以满足具体的切割需求。
激光切割机、等离子切割机、火焰切割机的综合比较
切割机分为激光切割机、等离子切割机、火焰切割机。
激光切割机为效率最快,切割精度最高,切割厚度一般较小。
等离子切割机切割速度也很快,切割面有一定的斜度。
火焰切割机针对于厚度较大的碳钢材质。
亚豪数控设备有限公司针对这三种切割机切割方式做以下比较:
激光切割方式:
切割品质:倾角优秀、受热影响的区域小。
基本无熔渣在最窄弯度条件下可达到良好至优秀的精细切割效果
生产能力:割炬可快速脱开,提高了生产效率、切割厚度低于6mm的的金属材料时速度极快,金属越厚,速度越慢、金属越厚,穿孔时间越长。
一般激光切割运用在非金属切割金属方面只有高精密的会使用激光切割!
运行成本:由于切割较厚材料时电力、气体的消耗、维护成本高以及切割速度相对低,导致单次操作的成本高
维护方式:需要专业技术人员完成复杂的维护工作!
等离子切割方式:
切割品质:倾角优秀、受热影响的区域小、基本无熔渣、良好至优秀的精细切割效果生产能力:切割各种厚度的金属材料时速度均极快、穿孔速度极快
运行成本:易损件使用寿命长,生产效率良好,切割品质优秀,导致单次操作的成本比其他技术低
维护方式:通常可由厂内维护小组对许多组件进行适当的维护
火焰切割方式:
切割品质:倾角好、受热影响的区域大、熔渣量大,需要返工
生产能力:切割速度慢、预热时间会增加穿孔次数
运行成本:生产效率低下且需返工、导致单次操作的成本比等离子高
维护方式:通常可由厂内维护小组进行简单的维护。
等离子切割与火焰切割的比较等离子切割是利用具有很高能量密度的高温等离子电弧对切口集中加热,快速熔断的切割技术,等离子切割被认为是中薄板最理想的切割方法之一,以其切割效率高,质量好而倍受用户的欢迎。
特别是90年代以来,由于等离子技术的不断改进,其消耗品如电极、喷嘴、涡流环的使用寿命不断提高,使得等离子消耗品的费用大幅度下降,为等离子切割的应用拓宽了广扩的前景。
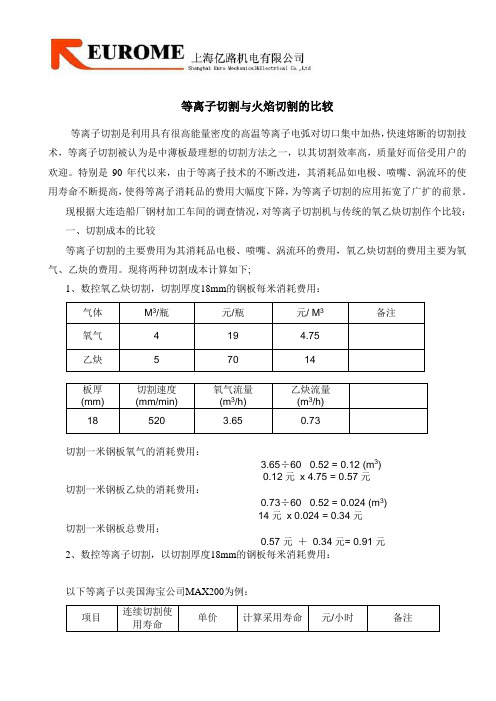
现根据大连造船厂钢材加工车间的调查情况,对等离子切割机与传统的氧乙炔切割作个比较:一、切割成本的比较等离子切割的主要费用为其消耗品电极、喷嘴、涡流环的费用,氧乙炔切割的费用主要为氧气、乙炔的费用。
现将两种切割成本计算如下;1、数控氧乙炔切割,切割厚度18mm的钢板每米消耗费用:气体M3/瓶元/瓶元/ M3备注氧气 4 19 4.75乙炔 5 70 14板厚(mm) 切割速度(mm/min)氧气流量(m3/h)乙炔流量(m3/h)18 520 3.65 0.73切割一米钢板氧气的消耗费用:3.65÷60 ÷0.52 = 0.12 (m3)0.12元x 4.75 = 0.57元切割一米钢板乙炔的消耗费用:0.73÷60 ÷0.52 = 0.024 (m3)14元x 0.024 = 0.34元切割一米钢板总费用:0.57元+0.34元= 0.91元2、数控等离子切割,以切割厚度18mm的钢板每米消耗费用:以下等离子以美国海宝公司MAX200为例:项目连续切割使用寿命单价计算采用寿命元/小时备注电极4-6小时50元4小时12.50喷嘴4-6小时128元4小时32涡流环15-25小时181元10小时18.10电流功率效率板厚电价切割速度200A 30 KW 100% 18mm 0.80元/度1500 mm/min切割钢板每小时电费:30KW x 100% x 0.8元= 24元每小时消耗品的费用:(12.5元+ 32元+18.10元) = 62.6元切割钢板每分钟费用:(12元+62.6元)÷60= 1.24元切割一米钢板总费用:1.24元÷ 1.5= 0.826元通过以上理论计算,可以看出火焰切割的每米成本要高于等离子切割,通过对船厂的调查,在实际应用中两者的成本基本相当,等离子稍微低一些。

切割机种类引言切割机是一种广泛应用于工业生产和制造业领域的机械设备,用于将各种材料切割成所需尺寸和形状。
随着技术的不断发展和创新,切割机的种类也越来越多。
本文将介绍几种常见的切割机种类,包括激光切割机、等离子切割机、水切割机和火焰切割机。
一、激光切割机激光切割机是利用高能量激光束对材料进行切割的机械设备。
它采用激光束的热能快速加热和熔化材料,然后通过气体流或机械运动将熔化的材料吹走,实现切割的目的。
激光切割机具有切割速度快、切割精度高、操作简单、无机械接触等优点,被广泛应用于金属加工、电子制造和汽车制造等领域。
二、等离子切割机等离子切割机是一种利用等离子体切割的设备,它利用高频电源产生高温等离子体,通过喷嘴将等离子束聚焦在材料表面并快速加热,使材料局部熔化并切割。
等离子切割机适用于各种金属和非金属材料的切割,具有切割速度快、切割质量高、切割厚度大等优点,被广泛应用于航空航天、电子制造和建筑领域。
三、水切割机水切割机是一种利用高压水流和磨粒进行切割的设备。
它将水加压至高压状态,并通过射出的水流和磨粒对材料进行切割。
水切割机适用于各种硬度的材料,包括金属、石材、陶瓷和塑料等,具有切割速度快、切割精度高、无热变形等优点,被广泛应用于石材加工、玻璃制造和船舶制造等行业。
四、火焰切割机火焰切割机是一种利用高温火焰熔化材料进行切割的设备。
它通过喷嘴喷出的燃烧氧乙炔或氧煤气,产生高温火焰对材料进行加热和熔化,然后通过气流将熔化的材料吹走,实现切割。
火焰切割机适用于各种金属材料的切割,包括钢铁、铝合金和铜等,具有切割速度快、成本低等优点,被广泛应用于金属冶炼、船舶制造和桥梁建设等领域。
结论随着工业技术的进步和发展,切割机种类越来越多,每种切割机都有其适用的材料和行业。
激光切割机适用于金属加工和电子制造,等离子切割机适用于航空航天和建筑行业,水切割机适用于石材加工和玻璃制造,火焰切割机适用于金属冶炼和桥梁建设。
根据不同的需求和应用场景选择合适的切割机,可以提高生产效率和产品质量,推动工业制造的发展。
切割机分为火焰切割机、等离子切割机、激光切割机、水切割等。
激光切割机为效率最快,切割精度最高,切割厚度一般较小。
等离子切割机切割速度也很快,切割面有一定的斜度。
火焰切割机针对于厚度较大的碳钢材质。
切割机一般来说数控火焰、等离子切割机掌握着很大一部分用户,而以后精细等离子,激光切割将代替前者,成为主流切割机,因为他们环保、切割速度快、切割质量好。
等离子
切割品质:倾角优秀·受热影响的区域小,基本无熔渣,良好至优秀的精细切割效果;
生产能力:切割各种厚度的金属材料时速度均极快,穿孔速度极快;
运行成本:易损件使用寿命长,生产效率良好,切割品质优秀,导致单次操作的成本比其他技术低;
维护方式:通常可由厂内维护小组对许多组件进行适当的维护。
[2]
激光
切割品质:倾角优秀,受热影响的区域小,基本无熔渣,在最窄弯度条件下可达到良好至优秀的精细切割效果;
生产能力:割炬可快速脱开,提高了生产效率,切割厚度低于6mm的的金属材料时速度极快,金属越厚,速度越慢,金属越厚,穿孔时间越长。
一般激光切割运用在非金属切割金属方面只有高精密的会使用激光切割;
激光切割机最昂贵,也是精度和效率最高的一种高科技切割设备,水刀切割机次之,火焰切割机再次之成本也相对较低,等离子切割机使用成本最低(每件计算)。
等离⼦与⽕焰切割原理⼀、等离⼦与⽕焰切割原理等离⼦等离⼦切割是⼀种新型的热切割⽅案, 它的⼯作原理是以⾼压缩⽓体为⼯作⽓体, 以⾼温⾼速的等离⼦弧为热源、将被切割的⾦属局部熔化、并同时⽤⾼速⽓流将已熔化的⾦属吹⾛、形成狭窄切缝。
可⽤于不锈钢、铝、铜、铸铁、碳钢等所有导电⾦属材料切割, 不仅切割速度快、切缝狭窄、切⼝平整、热影响区⼩,⼯件变形度低。
⽕焰⽕焰切割是最⽼的热切割⽅式,仅能切割碳钢,其切割⾦属厚度从1mm到500mm,但是当您需要切割的绝⼤多数低碳钢钢板厚度在20毫⽶以下时,应采⽤其他切割⽅式;⽕焰切割设备的好处是前期投资成本较低并且是切割厚⾦属板唯⼀经济有效的⼿段,但是在薄板切割⽅⾯有其不⾜之处。
与等离⼦⽐较起来,⽕焰切割的热影响区要⼤许多,热变形⽐较⼤,很多精细的形状图形⽕焰是很难做到完美切割的。
为了切割准确有效,操作⼈员需要拥有⾼超技术才能在⽕焰切割过程中及时回避⾦属板的热变形。
⼆、等离⼦与⽕焰切割优势与缺点对⽐等离⼦优点:更快的切割速度、更⾼的切割质量、操作⼯艺简单、运⾏成本低、⽆需预热、可切割⼀切导电⾦属材质;缺点:设备投资成本较⾼、对50mm以上的⼤厚度板材⽆法做到完美切割。
⽕焰优点:设备成本低廉、可切割超⼤厚度钢板、对20mm以上的厚板更是得⼼应⼿、切割⾯垂直度好。
缺点:需预热、且仅能切割碳钢、切割速度慢、操作⼯艺繁琐、运⾏成本较⾼。
三、等离⼦切割电源的种类等离⼦电源的种类分为:类激光等离⼦、⾼精细等离⼦、混合⽓体等离⼦、空⽓等离⼦。
类激光、⾼精细等离⼦作为当今等离⼦⾏业尖端产品,其切割品质已与激光相差⽆⼏,但在切割能⼒上却远胜于激光切割,⽬前的激光切割厚度还停留在25mm以下,但等离⼦切割厚度以经突破了100mm 。
国外的等离⼦切割技术⾮常发达,在欧洲等国家等离⼦切割已成为⾦属主流切割⽅案。
国内的等离⼦切割技术发展的较为迟缓,等离⼦电源的制造⽔平还处于起步介段,⽬前的技术也只能够免强⽣产空⽓等离⼦;像类激光、⾼精细、混合⽓体这些⾼端等离⼦⽬前还只能依赖进⼝。
数控火焰切割机优势全面解析数控火焰切割机是主要适合于中厚板切割加工的机械设备,相比同类的其他热切割方式,数控火焰切割机具有切割质量高、割面垂直度好、切割厚度大等特点,是目前国内市场应用最为广泛的一类切割加工方式。
下面我们将主要就数控火焰切割机的几大特性向您详细介绍并向大家对比火焰切割机与其他数控切割机的优势。
数控火焰切割机的特性:1、切割质量高一般来说,使用火焰切割多用于中厚板切割加工,类似材料厚度均在20MM以上,在此厚度基本上,100MM厚度以内材料切割由于不易发生变行且穿孔操作翻渣厉害易堵塞割嘴,可采用从钢板的边缘进行切入,在保持0-700mm/min速度范围内切割时,可保持割缝宽度在2mm以内,同时配备自动调高控制系统,使割枪高度在整个切割过程维持平稳。
2、割面垂直度高不同于数控等离子切割机因等离子弧造成的V型割面,数控火焰切割机加工的割面垂直度普遍较高,斜度可控制在2-3°以下,特点是针对10mm以上具有一定厚度的板面切割上,表现更佳。
3、切割厚度大在实际加工应用中,火焰切割的加工厚度范围在6-200MM之间,更换气管气路及割炬割嘴,切割厚度甚至能达到350MM。
为了更好的提高切割质量,针对不同厚度材料,在使用火焰切割时,其相关工艺参数会略有不同。
数控火焰切割机与其他数控切割机的对比1、数控火焰切割机VS高压水射流切割机高压水射流切割机的精度和切割材料的种类都优于火焰切割机,但是火焰切割机在切割速度和切割厚度上均大于水切割机,且设备成本和切割成本都相对低廉。
2、数控火焰切割机VS激光切割火焰切割机在切割速度精度以及切割材质种类方面都远不及激光切割机,但是在切割厚度和切割成本上都优于激光切割机。
3、数控火焰切割机VS数控等离子切割机火焰切割时的温度比等离子切割时温度低,直接导致了其切割速率不及等离子,而且无法切割不锈钢以及很多有色金属。
其优点在于,可以切割大厚度板材(我国已经掌握了切割2000mm厚度的火焰切断技术),切割设备和切割成本相对低廉,污染较等离子切割机小。
等离子切割与火焰切割之比较等离子切割迅速成为全球首选切割技术。
一位资深火焰切割用户可以在某些切割应用上获得良好的切割效果,例如,切割很厚的低碳钢。
不过,凭借出色的切割速度、卓越的切割质量以及切割其他种类金属的能力这一系列优势,等离子成为众多金属切割应用的理想之选。
1、更好的切割质量浮渣、热影响区、顶边圆角和切割角度是影响切割质量的几个主要因素。
尤其是在浮渣和热影响区这两个方面,等离子切割远远优于火焰切割,等离子切割的边缘基本不残留浮渣,而且热影响区小得多。
①浮渣等离子工艺使用高温带电气体熔化金属并将熔化后的金属材料从切割面上吹掉。
而火焰切割是利用氧气和钢之间产生的化学反应进行切割,因而会产生铁红渣或浮渣。
正由于这种工艺上的差异,等离子切割产生的浮渣较少,而且附着的浮渣更容易清除。
这些浮渣通常都可以轻松敲落,而无需磨平或铲除,大大减少了二次加工所需的时间。
更少的打磨操作带来更高的生产力。
②热影响区切割金属时需要关注的一个问题是所产生的热影响区大小。
高温会改变金属的化学结构,使受热边缘变暗(回火色)、翘曲,如果不除掉受热边缘,工件可能不适合进行二次焊接加工。
无论采用何种工艺,割炬移动越快,热影响区就越小。
等离子的快速切割特性使得所产生的热影响区较小,因而缩短了在清除受热边缘的二次加工上所花费的时间。
部分火焰切割用户也可能会关注回火色。
热影响区从外表看不出来,回火色则不然,它会使金属变色。
同样,等离子的快速切割这一特性使得回火色区域较小。
火焰切割的速度较慢,其在工件上形成回火色区域是使用等离子切割的5倍。
2、更高的生产效率等离子的切割和穿孔速度最快能达到火焰切割的85倍,生产效率的大幅提升可以带来巨大的效益,这还没算上在预热和二次加工方面所节省的时间。
3、更低的每零件成本分析成本时,必须了解运行成本和每个零件运行成本或每米运行成本之间的差异,这一点非常重要。
那么,如何确定切割一个零件的实际成本呢?每米运行成本是每小时切割所需的一切成本除以一小时内可以切割的总长度(米)所得的值。
等离子切割机与火焰切割机的比较
很多人在买东西的时候最关注的就是价格,确忽视了性价比。
一次成功的购物,是花最低的价格买最好的东西。
用等离子切割的工件,即可以节省加工设备,每年省去加工费用几十万元,不仅如此,由于等离子切割的效率高,综合效益可观,所以其价格也是非常的高。
所以一些企业在听到等离子切割机的价格是就放弃选择。
就没想到等离子切割机后期会给企业节省的利益。
等离子切割机消耗成本与火焰相当,但由于其高效率、高质量、经济效益可观,虽然上一台等离子切割机投资大,但仍旧是最佳选择,建议工厂领导创造条件购进数控等离子切割机。
厂方可在配置上选择一把火焰和一把等离子割枪,这样可以为以后的生产量加大而有准备。