铜箔生产检验QC工程表
- 格式:doc
- 大小:52.50 KB
- 文档页数:2

QC工程表作成标准
1目的
规定了检查课受入检查业务的QC工程表的作成方法。
2适用范围
适用于检查课实施的业务(纳品接收、量产品检查、验收)。
3QC工程表的作成
QC工程表基于初期流动规程,根据需要作成。
(1)作成部门
QC工程表的作成部门是受入检查部门。
QC工程表的作成业务由核心小组作成,其承认由核心小组的组长承认。
内容的责任者是作成部门的部门领导。
受入检查的核心小组:
检查课技术员
(2)作成时期
量产试作前完成。
·量产试作阶段:试作品完了后的量产前的寸法、性能检查明细
·量产阶段:量产时的寸法、性能检查的明细
4QC工程表的内容
除了客户指定,如果具备了以下内容,QC工程表的样式由作成部门自己决定。
(1)工程
①工程号/工程名/作业内容
记载检查工程的作业名、内容,给工程编号。
工程号要带着工程图,工程图记号如下表。
工程图内容详细
作业一般作业、接收物品、移动、打开捆包、抽取样品
检查判定纳入品是否合格的工程
作业·检查作业与检查同时进行的工程
②设备/治具
要记录列出的工程使用的主要设备的名称。
(2)管理特性
①制品特性
为了使部品满足仕样要求,要记录管理的项目。
②工程特性
为了满足制品特性,要记录作为一个工程的管理项目。
③特别特性
记载了顾客要求的安全、法规的适合性和特别管理需要的项目。
受入检查时,。



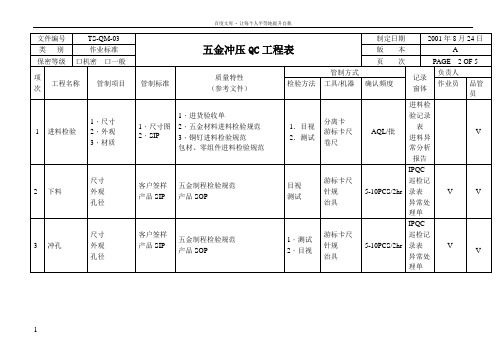
QC工程表文件編號版本版次頁次文件類別 QC 工程表工作指導書檢驗方法頻率記錄順序工程名管制項目管制標準表單計測器方法作業員品质員1.規格:核對電子元1.頇符合BOM(注意核對各項規格是否巡檢巡迴抽1 件、線材、標籤、包裝、符合) 。
材料使用目視全檢樣檢查 1次/4H 特別是規格的核對: 重點 n?5 記錄表巡檢 1(各物料加工要求扭力校1.依作业指导書、實配(特別是電子元件); 巡迴抽2 散熱片加工; 目視 2〃扭力對1次物料加工遊標卡尺全檢樣檢查 3(元件剪脚,成型机實配 /4H 2〃鎖電子元件之扭力為5.5Kg?20% –cm; 重點記錄表n?5 3. 元件加工须注意极性不得加工反。
1.元件規格及位置 1.依作业指导書、BOM,各件頇定位且平巡檢巡迴抽32.方向貼PCB板。
插件目視全檢樣檢查 1次/4H 重点 2.有極性之元件不可插反。
n?5 記錄表PQC檢驗 1.有極性之元件不可插反,有字元件字面 1.方向巡檢朝外,方便识别報告插件檢查目視全檢 2.位置 1次/4H 4 2.頇正確定位巡迴抽n?5 3.表面樣檢查 3.不可有破損,變形,漏插,插錯零件等記錄表1.各件頇平貼PCB板, 不可有傾斜、超出巡檢巡迴抽浴錫前 PCB板或浮高現象:特別是板上最高之元1.外觀目視全檢 1次/4H 樣檢查 5 壓件件:變壓器、電容等: 記錄表 n?51. ?助焊劑比重:0.820?0.025;?預熱區溫度: 115?10?;?锡炉温度260?5?,焊點1.浴錫條件巡檢巡迴抽吃錫時間3-5S 6 浴錫 2.錫爐表面目視全檢 1次/4H 樣檢查 2.零件须定位且贴板,各PAD吃锡须良:第一次: 重點記錄表 n?5 3.PCB板好,PCB板底/板面不可有锡珠、锡渣,明显的助焊剂残留。
1. 变压器等件不可浮高巡檢巡迴抽1. PCB板2. 焊点吃锡需良好,一块板上假焊,漏捡板检查目視全檢樣檢查 1次/4H 7 2. 焊点焊,包焊,短路等超过3处要分开放n?5 記錄表置并反映给锡炉工处理1.零件腳高度為2.5mm(MAX)且不可剪到巡檢巡迴抽錫丘,不得高于最高贴片元件,不可有倒遊標卡尺目視全檢樣檢查剪(切)腳 1.外觀腳及剪傷貼片零件、翹銅皮、錫裂, PCB1次/4H 8板上不可殘留零件腳,手工剪腳時需防n?5 記錄表護,以防元件腳飛入其他PCB板中。