塑胶模具物料分类及编码说明
- 格式:doc
- 大小:155.00 KB
- 文档页数:6
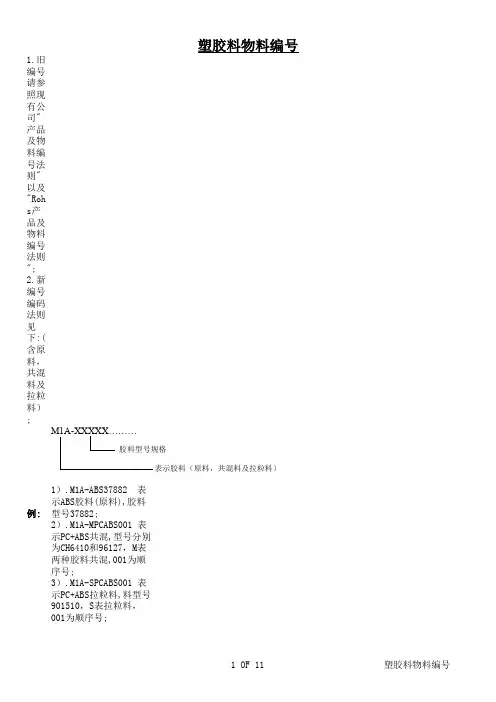
塑胶料物料编号1.旧编号请参照现有公司"产品及物料编号法则"以及"Rohs产品及物料编号法则";2.新编号编码法则见下:(含原料,共混料及拉粒料);M1A-XXXXX………胶料型号规格表示胶料(原料,共混料及拉粒料)例:1).M1A-ABS37882 表示ABS胶料(原料),胶料型号37882;2).M1A-M PCABS001 表示PC+ABS共混,型号分别为CH6410和96127,M表两种胶料共混,001为顺序号;3).M1A-SPCABS001 表示PC+ABS拉粒料,料型号901510,S表拉粒料,001为顺序号;4.1).M1A-PVC90DNT 表示PVC胶料(原料),胶料规格90度透明环保,其中D代度数,N代环保,T代透明;4.2).M1A-PVC95D 表示PVC胶料(原料),胶料规格95度普通PVC,其中D代度数;4.3).M1A-PVC95DN 表示PVC胶料(原料),胶料规格95度环保PVC,其中D代度数,N代环保;4.4).M1A-PVC95DT 表示PVC胶料(原料),胶料规格95度普通透明PVC,其中D代度数,T代透明;5).M1A-SBS85DT 表示SBS胶料(原料),胶料为SBS850透明,D代度数,T代透明.备注:a. M1A-M 表工厂自己混料,为混合料,Code is self-mixed plastic material,that means theresins are mixed in house.b. M1A-S 表胶料供应商混料成单一型号,为拉粒料,Code is vendor-mixed plasticmaterial,that means the resins are mixed by plastic material supplier.c. 顺序号由工程部统一3.水口料编号编码法则见下:M1Y-XXXXX………水口料名称型号规格表示水口料例:1).M1Y-PPAP3AW 表示PP水口料,水口型号AP3AW4.色料编号编码法则见下:M1Z-XXXXX………胶料名称及色粉编号表色料(原料+色粉)例:1).M1Z-ABSA5041 表示ABS色料,色粉编号A5041。
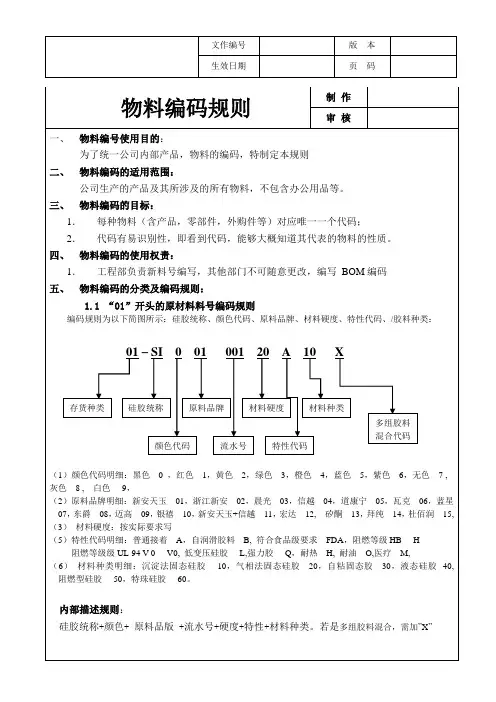
密级:★高★版本:1.0 常见物料分类及编码规则XXX股份有限公司金蝶软件(中国)有限公司2022年4月28日2022-04-28物料分类及编码规则公司所有物料(除固定资产外)实行三级分类管理,划分为大类别、小类别和品种类型,物料编码总长为15位,物料大类、小类、物料品种和物料规格型号之间用英文句号隔开。
基本编码结构如下:物料规格(10位)物料品种类型(2位阿拉伯数字)物料小分类(2位大写英文字母)物料大分类(1位大写英文字母)一、物料大分类及其代码:1、电子材料:用“T”表示电子材料是指以其电性能为主要应用的材料,根据公司目前应用情况看,包括:集成电路类、印刷电路板类、电容器类、电阻器类、电感器类、晶体管类、接插件类、稳压器类、变压器类、充电器类、开关类、电池类、电声器类、电位器类、磁珠类、数据线类和电线电缆类等。
2、光学材料:用“G”表示光学材料是指传输光线的介质材料,包括光学玻璃、光学晶体和光学塑料等光学介质材料,但不包括光电性能一体化应用的光电材料,例如发光二极管、氖灯、日光灯、显像管、液晶屏等光电类材料,该类材料归于电子材料类,3、塑胶材料:用“S”表示塑胶材料是指以高分子合成树脂为主要应用的材料,包括ABS、PVC、PA、PS、PE 等塑胶料,但不包括光学与塑胶一体化应用的材料,以及用于产品包装的塑胶材料,例如有机玻璃、玻璃钢、吸塑盒等,该类材料归于光学材料类或包装材料类。
公司目前应用的塑胶材料主要包括数码相机、车载摄像头、网络摄像头等产品的塑胶结构件,例如机壳,以及用于其他用途的PVC线管、塑胶工具、塑胶模具等。
4、金属材料:用“J”表示金属材料是指以钢、铁、铝等为主要应用的材料,公司目前主要包括数码相机、摄像头等产品使用的金属结构件,以及用于其他用途的角铁、金属线管、金属紧固件、金属工具、金属模具等。
5、包装材料:用“B”表示包装材料是指用于产品包装的材料,主要包括包装箱、吸塑盒、胶袋、包装带、封箱胶纸、不干胶标签、防潮剂、合格证等。
塑膠材料編碼
大部分塑膠包裝都用6種常見的樹脂製造:
聚對苯二甲酸乙二醇酯(PET);
高密度聚乙烯(硬性軟膠)(HDPE);
聚氯乙烯(PVC)
低密度聚乙烯(LDPE);
聚丙烯(百折膠)(PP);
及聚苯乙烯(硬膠)(PS)。
根據該編碼,每種樹脂會用一個數字代表,數字會印於以箭咀組成的三角形標誌內,而樹脂的英文簡稱則印於三角形標誌之下
3編碼表的第7個編號稱為「其他」(OTHER)類別。
這個編碼表示有關的產品是由上列6種樹脂以外的樹脂或以多於一種樹脂的混合料製造。
在塑膠產品加上編碼,不會對製造商和進口商帶來重大的開支。
製造商和進口商只需在產品的底模或在印刷時加上編碼,其所需的額外成本輕微。
而他們也需要確定和核證其產品所採用的樹脂種類。
密级:★高★版本:1.0 常见物料分类及编码规则XXX股份有限公司金蝶软件(中国)有限公司2022年4月25日2022-04-25物料分类及编码规则公司所有物料(除固定资产外)实行三级分类管理,划分为大类别、小类别和品种类型,物料编码总长为15位,物料大类、小类、物料品种和物料规格型号之间用英文句号隔开。
基本编码结构如下:物料规格(10位)物料品种类型(2位阿拉伯数字)物料小分类(2位大写英文字母)物料大分类(1位大写英文字母)一、物料大分类及其代码:1、电子材料:用“T”表示电子材料是指以其电性能为主要应用的材料,根据公司目前应用情况看,包括:集成电路类、印刷电路板类、电容器类、电阻器类、电感器类、晶体管类、接插件类、稳压器类、变压器类、充电器类、开关类、电池类、电声器类、电位器类、磁珠类、数据线类和电线电缆类等。
2、光学材料:用“G”表示光学材料是指传输光线的介质材料,包括光学玻璃、光学晶体和光学塑料等光学介质材料,但不包括光电性能一体化应用的光电材料,例如发光二极管、氖灯、日光灯、显像管、液晶屏等光电类材料,该类材料归于电子材料类,3、塑胶材料:用“S”表示塑胶材料是指以高分子合成树脂为主要应用的材料,包括ABS、PVC、PA、PS、PE等塑胶料,但不包括光学与塑胶一体化应用的材料,以及用于产品包装的塑胶材料,例如有机玻璃、玻璃钢、吸塑盒等,该类材料归于光学材料类或包装材料类。
公司目前应用的塑胶材料主要包括数码相机、车载摄像头、网络摄像头等产品的塑胶结构件,例如机壳,以及用于其他用途的PVC线管、塑胶工具、塑胶模具等。
4、金属材料:用“J”表示金属材料是指以钢、铁、铝等为主要应用的材料,公司目前主要包括数码相机、摄像头等产品使用的金属结构件,以及用于其他用途的角铁、金属线管、金属紧固件、金属工具、金属模具等。
5、包装材料:用“B”表示包装材料是指用于产品包装的材料,主要包括包装箱、吸塑盒、胶袋、包装带、封箱胶纸、不干胶标签、防潮剂、合格证等。
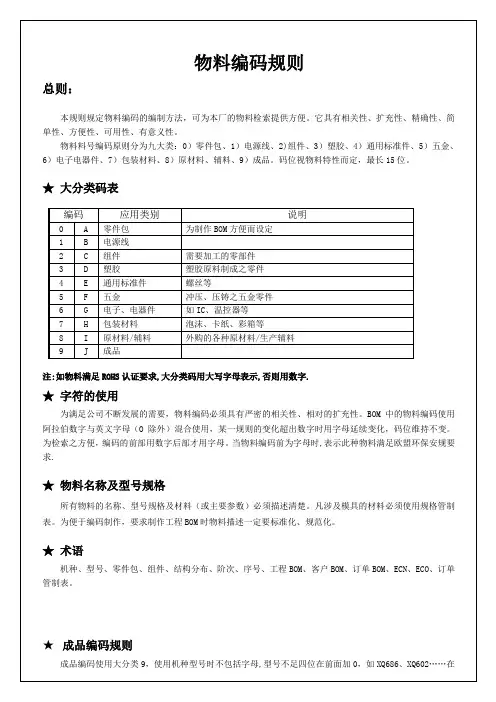
产品物料编码规则本规则规定物料编码的编制方法,可为本厂的物料检索提供方便。
它具有相关性、精确管理性、方便性、唯一性。
一、物料料号编码原则分为10大类:分别以数字开头第一个数区分:二、10大类里面又分类,视其特性不同,分类方法也不同,具体如下:1)、成品在第2-6位数按产品现有编号编写,不足5位以0补足,如CA905写为190500××××;第7位是材质编码,代表产品主结构的材质;1为铁质、2为铝质、3不锈钢、4为塑胶;5为木质,以后有其他材质往下编,如CA905写为1905001×××;第8-10位是流水号;如CA905写为1905001001;(手写也可写成1-90500-1-001);说明:如果主结构件有改变时,要变产品型号,如CA905B后轮套管改了,应写成1905101001,在型号第4位按顺序编,如果只是配置不同,就在流水号中按顺序编号;2)、半成品第2-6位数按现有产品编号分类,不足5位以0补足。
第7位数为材质编码;代表产品结构的材质;1为铁质;2为铝质、3不锈钢、4为塑胶;5为木质,以后有其他材质往下编至8;9为组装好的半成品,第8-10位为流水号,如CA905左边主架,应写成2905001001,右边为2905001002CA912左拆脚总成写为2912009001;3)、毛坯半成品在第一位数字后2-6位数按产品现有编号编写,不足5位以0补足。
第7位数为材质编码;代表产品主结构的材质;1为铁质;2为铝质、3不锈钢、4为塑胶;以后有其他材质往下编;第8位数区分,0-2为焊接好的部件,3-5为待焊接成部件的支零件,6-9为不用焊接的零件,如CA882L的前支承架,编号应写为38820020××,如果是前支承管编号应写成38820023××;CA882L的靠背管应写成38820026××第9-10位为流水号;4)、塑胶件第2位为型号类别;9代表手动轮椅、8代表助行器、7待定、6代表马桶椅、5代表电动轮椅、4待定、3代表浴室类、2代表产品附件、1代表病床;第5-7位代表颜色;颜色按颜色编号编写;第8-10位流水号5)、小五金件第2位为类别代码:9代表手动轮椅、8代表助行器、7待定、6代表马桶椅、5代表电动轮椅、4待定、3代表浴室类、2代表产品附件、1代表病床;第5-7位代表颜色;颜色按颜色编号编写;00代表毛坯第8-10位流水号6)、标准件第4位代表表面处理方式;0为本色、1为镀白锌、2为镀黑锌、3为镀彩锌、4为镀铬、5为发黑、6为电解、7为酸洗。
制品有限公司ELECTRONIC CO.,LTD物 料 编 码 规 则文件编号 CX-MOP-ED-003文件版本A0 页数 共计6 页制 定 人部 门日期 加盖受控印章表示文件处于受控状态公司资产,严禁私自复印核 准 人 职 位日期评审部门 评审人 评审结果日期 工程部 □同意 □需修改,修改意见于附页 生产部 □同意 □需修改,修改意见于附页 品质部 □同意 □需修改,修改意见于附页 物控部 □同意 □需修改,修改意见于附页 人事部 □同意 □需修改,修改意见于附页 采购部 □同意 □需修改,修改意见于附页 业务部□同意 □需修改,修改意见于附页PLASTIC CO.,LTD文件名称:物料编码规则(公司资产,严禁私自复印)版次A/0 制定人日期页次 2 of6核准人日期文件编号CX-MOP-ED-003 发行部门文管中心受控状态文件修订记录修订日期修订内容摘要修订页码版本版次修订人审核人PLASTIC CO.,LTD文件名称:物料编码规则(公司资产,严禁私自复印)版次A/0 制定人日期页次 3 of6核准人日期文件编号CX-MOP-ED-003 发行部门文管中心受控状态PLASTIC CO.,LTD文件名称:物料编码规则(公司资产,严禁私自复印)版次A/0 制定人日期页次 4 of6核准人日期文件编号CX-MOP-ED-003 发行部门文管中心受控状态1.目的:制定统一的物料编号;使物料标准化管理。
2.范围:适用于公司所有物料。
3.内容:3.1 物料编号物胶料PIN脚包材料编001 002 003号3.2 物料编码规则:XXX XXXXXX XX XX衍生编号环保要求规格代码物料种类3.2.1 物料种类编号如3.1表格,对应的物料都有对应的物料代码3.2.2 规格代码:3.2.2.1 胶料原料:正牌原料代码=010000 副牌原料代码=020000 抽粒料代码=030000 以下编号用于区分颜色PC ABS/PC001 002黑色白色深灰色01 02 03如:(胶料)001(原料)010(PC)001(环保)01(黑色)01=0010100010101PLASTIC CO.,LTD文件名称:物料编码规则(公司资产,严禁私自复印)版次A/0 制定人日期页次 5 of6核准人日期文件编号CX-MOP-ED-003 发行部门文管中心受控状态3.2.2.2 PIN脚部分PIN脚:代码+规格尺寸(前3位数为PIN规格代码,后3位数为PIN脚长)以下代码用于区分具体规格CCC UL VDE BSI SAA INDIA SABS KOREA NBR IRAM001 002 003 004 005 006 007 008 009 010 如:(PIN)002(UL)002(长23.4)234(环保)01(如有同样长度的有其它特征再增加衍生编号,没有就是00)00=00200223401003.2.2.3 包材部分纸箱:尺寸规格= 料号隔板:尺寸规格= 料号保护膜:宽度尺寸= 料号,不够位数前面加0PE 袋:尺寸= 料号封箱胶:宽度= 料号透明=01 蓝色=02以下用于衍生编号以区分具体规格名称纸箱隔板保护膜PE袋封箱胶01 02 03 04 05如:(包材)003(纸箱)01(尺寸长宽)5545(环保)01(无其它规格)00=00301554501003.2.3环保要求:非ROHS=00 ROHS=01 ROHS+PAHS=023.2.4衍生编号:如有同规格衍生的物料则以衍生序号表示PLASTIC CO.,LTD文件名称:物料编码规则(公司资产,严禁私自复印)版次A/0 制定人日期页次 6 of6核准人日期文件编号CX-MOP-ED-003 发行部门文管中心受控状态。
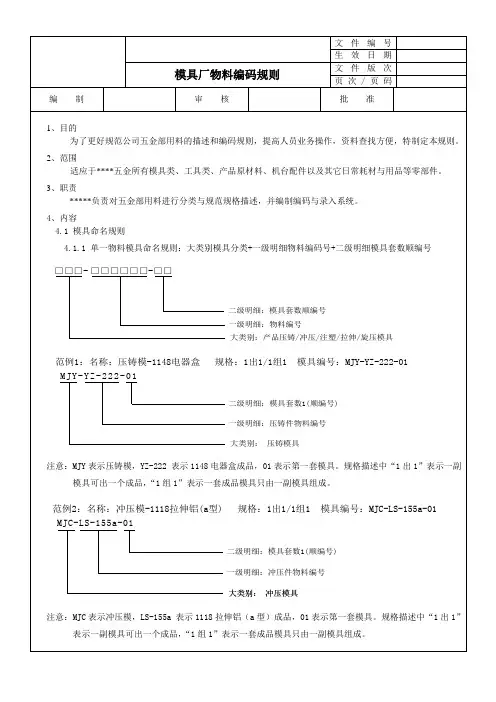
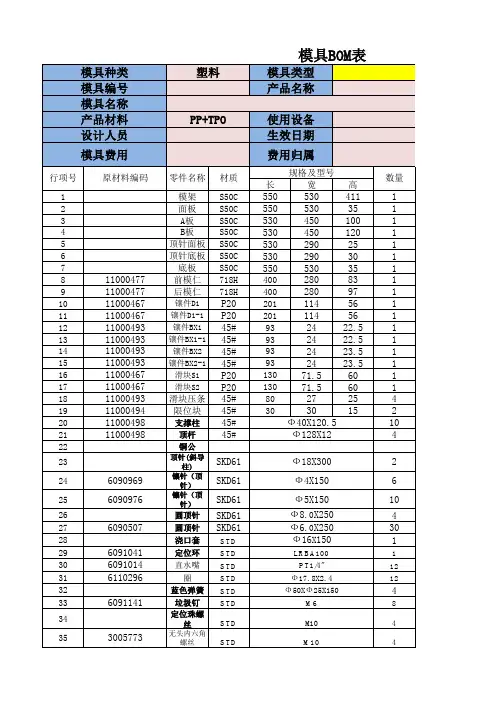
文件号34.2 模具配件命名规则 4.2.1 模架命名规则:一级物料类别分类+二级物料分类+三级物料型号分类+规格尺寸流水号4.2.2 标准模架编码:作业指导书编 WI-JY-13-0007 生效日期 2015-09-18 模具厂物料编码规则文件版次 1.0 页次/页码 第4页共10页编 制审 核批 准4.2.3 附表(型号规格详见附件1)模具配件类大类别 中类类别中类类别中类类别 名称 代码 名称 代码 名称 代码 名称代码 模架 M01 压铸模架 YM 双节司筒 ST02 蓝色弹簧 TH01 模具标准配件 M02 注塑模架 ZM 导柱 DZ01 红色弹簧 TH02 模具自制件M03板件 ZB01 导套 DS01 六角头螺栓 LS01 圆料 ZY01 一级冲头 CT01 内六角无头螺丝 LS02 单节圆顶针 YD01 二级冲头 CT02 内六角螺丝 LS03 双节圆顶针 YD02 三级冲头 CT03 六角螺母LS04 扁顶针 BD01 定位销 DW01 a 、大水口系统 b 、简化型细水口系统c 、细水口系统页次/页码编制审核批准4.4.2 附表加工工具类三级物料类别三级物料类别三级物料类别三级物料类别名称代码名称代码名称代码名称代码直柄中心钻头SS01 95°内孔车刀HW09 A型刀片NA01 直柄面铣刀SD01 直柄麻花钻头SS02 90°内孔车刀HW10 B型刀片NB01 直柄立铣刀SD02 直柄铰刀SS03 45°内孔车刀HW11 C型刀片NC01 直柄键槽铣刀SD03 锥柄麻花钻头TS01 内螺纹车刀HW12 D型刀片ND01 直柄T形铣刀SD04 锥柄铰刀TS02 内切槽车刀HW13 E型刀片NE01 直柄球头铣刀SD05 直槽丝锥(公制) ZC01 75°外圆车刀HW14 H型刀片NH01 锥柄面铣刀TD01 刃倾角丝锥(公RJ01 B型切断车刀HW15 K型刀片NK01 锥柄立铣刀TD02 制)螺旋槽丝锥(公LX01 外螺纹车刀HW16 L型刀片NL01 锥柄键槽铣刀TD03 制)挤压丝锥(公制) JY01 V带轮车刀HW17 M型刀片NM01 锥柄T形铣刀TD04 70°外圆车刀HW01 外圆刀杆CW01 O型刀片NO01 圆柱形铣刀DH01 45°端面车刀HW02 内圆刀杆CW02 P型刀片NP01 三面刃铣刀DH02 95°外圆车刀HW03 外螺纹刀杆CW03 R型刀片NR01 锯片铣刀DH03 切槽车刀HW04 内螺纹刀杆CW04 S型刀片NS01 模数铣刀DH04 90°端面车刀HW05 外切槽刀杆CW05 T型刀片NT01 凸圆弧铣刀DH05 90°外圆车刀HW06 内切槽刀杆CW06 V型刀片NV01 凹圆弧铣刀DH06 A型切断车刀HW07 数控铣刀杆CW07 W型刀片NW0175°内孔车刀HW08数控刀片型号附件1五金模具配件分类表序号大类别中类类别模架标准编号或材质(例)型号规格图片名称代码名称代码名称代码1模架M01 压铸模架YM详见4.2.2AI型/150×150/A25×B252 注塑模架ZM AI型/150×150/A25×B25 3模具配件M02单节圆顶针YD01 SKH51 G03材质/托位外径×总长×托长×头部直径×头部厚度4 双节圆顶针YD02 SKH51 G03材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度托针5 扁顶针BD01 SKH51 G03 材质/托位外径×宽×高×总长×托长×头部直径×头部厚度6 单节司筒ST01 PDAC G04 材质/外径×内径×总长×头部外径×头部厚度7 双节司筒ST02 PDAC G04 材质/托位外径×杆部外径×内径×总长×托长×头部外径×头部厚度8 导柱DZ01 SUJ2 G05 材质/外径×总长×锥度9 导套DS01 SUJ2 G05 材质/外径×内径×总长×锥度10 一级冲头CT01 SKD11 G06 材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度11 二级冲头CT02 SKD11 G06 材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度12 三级冲头CT03 SKD11 G06 材质/托位外径×杆中部外径×杆尾部外径×总长×托长×头部直径×头部厚度13 定位销DW01 SKH51 G03 材质/直径×长度14 浇口套JK01 SKD11 G06 材质/称呼寸法×长度×头部厚度×头部直径15 蓝色弹簧TH01 SWOSC-V G07 材质/颜色×外径×内径×厚度16 红色弹簧TH02 SWOSC-V G07 材质/颜色×外径×内径×厚度17 六角头螺栓LS01 SCM435 G08 螺纹直径×长度18 内六角无头螺丝LS02 SCM435 G08 螺纹直径×长度19 内六角螺丝LS03 SCM435 G08 螺纹直径×长度20 六角螺母LS04 SCM435 G08 螺纹直径×长度21 模具自制件M03板件ZB0145#钢G11材质/长×宽×厚度22 圆料ZY01 材质/直径×长度附件2。
密级:★高★版本:1.0 常见物料分类及编码规则XXX股份有限公司金蝶软件(中国)有限公司2022年4月27日2022-04-27物料分类及编码规则公司所有物料(除固定资产外)实行三级分类管理,划分为大类别、小类别和品种类型,物料编码总长为15位,物料大类、小类、物料品种和物料规格型号之间用英文句号隔开。
基本编码结构如下:物料规格(10位)物料品种类型(2位阿拉伯数字)物料小分类(2位大写英文字母)物料大分类(1位大写英文字母)一、物料大分类及其代码:1、电子材料:用“T”表示电子材料是指以其电性能为主要应用的材料,根据公司目前应用情况看,包括:集成电路类、印刷电路板类、电容器类、电阻器类、电感器类、晶体管类、接插件类、稳压器类、变压器类、充电器类、开关类、电池类、电声器类、电位器类、磁珠类、数据线类和电线电缆类等。
2、光学材料:用“G”表示光学材料是指传输光线的介质材料,包括光学玻璃、光学晶体和光学塑料等光学介质材料,但不包括光电性能一体化应用的光电材料,例如发光二极管、氖灯、日光灯、显像管、液晶屏等光电类材料,该类材料归于电子材料类,3、塑胶材料:用“S”表示塑胶材料是指以高分子合成树脂为主要应用的材料,包括ABS、PVC、PA、PS、PE 等塑胶料,但不包括光学与塑胶一体化应用的材料,以及用于产品包装的塑胶材料,例如有机玻璃、玻璃钢、吸塑盒等,该类材料归于光学材料类或包装材料类。
公司目前应用的塑胶材料主要包括数码相机、车载摄像头、网络摄像头等产品的塑胶结构件,例如机壳,以及用于其他用途的PVC线管、塑胶工具、塑胶模具等。
4、金属材料:用“J”表示金属材料是指以钢、铁、铝等为主要应用的材料,公司目前主要包括数码相机、摄像头等产品使用的金属结构件,以及用于其他用途的角铁、金属线管、金属紧固件、金属工具、金属模具等。
5、包装材料:用“B”表示包装材料是指用于产品包装的材料,主要包括包装箱、吸塑盒、胶袋、包装带、封箱胶纸、不干胶标签、防潮剂、合格证等。
塑胶日用品企业物料编码规则背景在塑胶日用品企业中,对于物料的管理是至关重要的,而物料编码则是物料管理的基础。
物料编码是将物料区分开来的唯一标志,能够提高物料管理的准确性、高效性,减少错误和重复劳动,提升企业的管理水平。
目的本文旨在为塑胶日用品企业制定物料编码规则,为企业物料管理提供规范的参考。
在此基础上,全面提高物料管理水平,提高企业运作效率。
编码原则在制定物料编码规则时,需要遵循以下编码原则:1.唯一性原则每个物料都应有唯一的编码,不能与其他物料重复。
2.防重原则物料编码应当包含多个位数,避免出现重复编码。
3.可识别性原则物料编码应当能够清晰地识别和区分不同的物料。
4.简约性原则物料编码应当尽可能简单,避免出现过于复杂的编码,方便员工记忆和使用。
编码规则根据以上编码原则,制定塑胶日用品企业物料编码规则如下:1.分类编码首先,将物料按照不同的类别进行分类,为每个类别分配一组编码,例如:类别编码类别名称100 温水瓶200 杯子300 盆400 筷子2.物料编码针对每个类别,可以采用以下编码格式:[类别编码][三位自增号]其中,类别编码为上述分类编码表中的编码,三位自增号为从001开始的三位数,用于防重和可识别。
例如:物料编码物料名称100001 小号温水瓶100002 中号温水瓶200001 透明玻璃杯200002 不锈钢杯3.序列号编码对于一些已有编码的物料,如外购、样品等,可以采用以下编码格式:[序列号]其中,序列号是一个与物料无关的顺序号。
例如:物料编码物料名称WGC1001 外购小号温水瓶SY2001 样品透明玻璃杯制定塑胶日用品企业物料编码规则时应当遵循唯一性、防重、可识别和简约的原则,并根据物料类别和需求采用不同的编码格式。
合理规范的物料编码,能够提高企业的物料管理效率和准确性,为企业的发展奠定坚实的基础。
塑胶部文件编码规则工艺规格编码为: MBSZ/WI-K-**-***-**-***-******-******,说明如下:MBSZ/WI-K-**-***-**-***-******-******产品生产的设备编号:B10-015 等WG1000 HTF530 等产品原料代码:产品原料代码ABS、PP等,产品编号:指定产品编写编号,则用产品序列号;不指定产品则不用编号产品年度号:如030、031。
工序号:01---注塑;02---混料;03---吹塑;04—通用文件。
程序文件规定的固定代码。
通用作业指导书编码为: MBSZ/WI-K-06-***/***,说明如下:通用作业指导书流水编号:***/***是通用作业指导书流水编号,工序号:01---混料;02---注塑/吹塑;03---维修;4---塑胶仓; 05---丝印;06---通用文件程序文件规定的固定代码。
流程图工序及流水号:1000--注塑、2000--混料、3000--吹塑、4000--总流程;如是指定产品编写编号,则用产品序列号;如:40-030-01ABXX的注塑总流程图则编写为:MBSZ/TF-K-030-ABS-4000如果一款产品需要多个流程图,则增加流水号即可,如:MBSZ/TF-K-030-ABS-4000,MBSZ/TF-K-030-ABS-4001。
产品年度号及产品用料代码号:如:030-ABS、029-PP。
程序文件规定的固定代码。
控制计划(试生产)编码为: MBSZ/CP2-K-***-****说明如下:MBSZ/CP2-K-***-****工序及流水号:1000--注塑、2000--混料、3000--吹塑、如是指定产品编写编号,则用产品序列号;如:130产品的控制计划则编写为:MBSZ/CP2-K-130 -1000如这款产品需增加不同的控制计划,则增加流水号即可,如:MBSZ/CP2-K-130 -1000,MBSZ/CP2-K-130 -1001。
塑膠材料編碼指引1 塑膠材料編碼的作用1 .1再造塑膠產品的價值及能否取得成功,主要視乎所用物料的純度。
若作為材料的塑膠成分混雜料越少,生產出來的再造塑料的品質會越可靠。
1 .2成功回收再造塑料的先決條件之一,是使用編碼方式協助分類。
這是確保各類用樹脂製成的塑膠容器和物料得到識別的主要方法,從而妥善收集、分類和再造。
市民大眾並不需要將塑膠容器以編碼分類,惟編碼方式可使回收再造商在塑膠物料回收再造之前,通過分類以確保再造的塑料盡量保持均質,以應市場的需要。
1 .3編碼可帶來的另一個好處,就是方便回收現在未有收集作回收再造用途的塑料。
如果能輕易確定廢物內某一種物料的供應量,便可鼓勵再造行業在具成本效益的情況下回收該種物料。
2 塑膠材料編碼2 .1我們建議採用美國塑膠工業協會( S ociety of The Plastics Industry, Inc.,USA)所使用的編碼,但會稍作修改,加入多個常見的首字母縮略詞。
編碼有助我們識別經常使用的膠樽和容器的樹脂成分。
2 .2大部分塑膠包裝都用6 種常見的樹脂製造:聚對苯二甲酸乙二醇酯( P E T);高密度聚乙烯( 硬性軟膠)( H D P E);聚氯乙烯( P V C);低密度聚乙烯( L D P E);聚丙烯( 百折膠)( P P );及聚苯乙烯( 硬膠)( P S )。
根據該編碼,每種樹脂會用一個數字代表,數字會印於等邊三角形標誌內,而樹脂的英文簡稱則印於三角形標誌之下。
2 .3編碼表的第7 個編號稱為「其他」( O T H E R)類別。
這個編碼表示有關的產品是由上列6 種樹脂以外的樹脂或以多於一種樹脂的混合料製造。
2 .4在塑膠產品加上編碼,不會對製造商和進口商帶來重大的開支。
製造商和進口商只需在產品的底模或在印刷時加上編碼,其所需的額外成本輕微。
而他們也需要確定和核證其產品所採用的樹脂種類。
3 編碼的使用3 .1編碼的作用,並不是向消費者保證某一種附有編碼的物品可即時獲接受回收再造。