滤清器壳的工艺制定及模具设计
- 格式:pdf
- 大小:237.12 KB
- 文档页数:5
维普资讯
20 07年第 5期( 总第 11 ) 0期
内燃 机与动力装置
IC E&P wrl t .. oe a pn
2o 年 1 07 0月
【 工艺与设备 】
滤 清器 壳 的工 艺制 定及 模 具设 计
张玉英 。 志远 钱
( 坊科技 职业 学 院, 东 潍坊 潍 山
Z A G Y —y g, IN Z i un H N u i Q A h —ya n
( in c neadT cnl yV ct nl o ee Weag 22 0 ) We agSi c eh o g oa o f
中图分 类号 :K 2 . 文 献标识 码 : 文章 编号 :6 3 37 2 0 ) 5 O O 5 T 44 1 B 17 —6 9 (0 7 0 一O4 一0
Te h o o y a d e De i n o le - u i g c n l g n Di sg fFi r Io sn t I
1 概 述
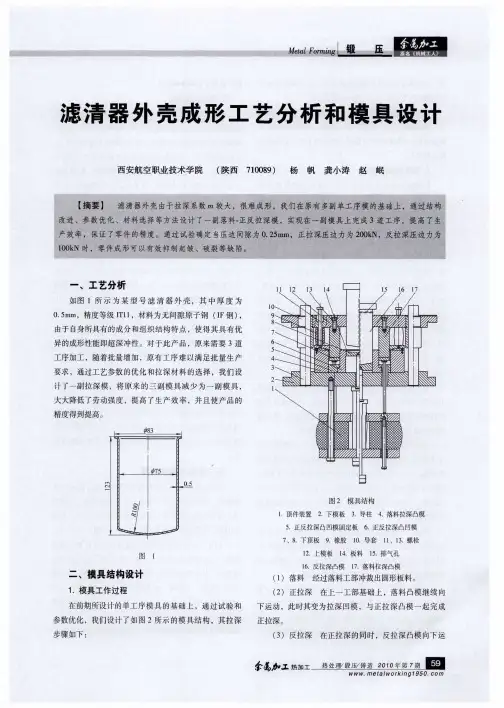
滤 清 器壳 是 柴油 机 机油 滤 清器 的外壳 , 结 构 其
如图 1 所示 , 材料 为 0 F冷 轧板 , 厚 15 中小批量 8 料 .,
的工艺 方案 。拉 深变形 是 冲压 板料 成形工 艺 中最 典 型 、 复杂 的一种 成形工 艺 , 是应用 最广 泛 的一 种 最 也 冲压 工艺 。怎样 确定制 件拉深 次数 及拉深 直径 和优
作者简介 : 张玉英 (95 , , 1 一)女 山东胶州人 , 6 潍坊科技 职业学院副教授 , 研究方 向为模具设计与制造 。
收 稿 日期  ̄ 0 —0 —2 2 7 8 5 0
维普资讯
20 07年第 5 期
张玉英 , : 等 滤清器壳的工艺制定及模 具设 计
化模具 圆角半径是 拉深 工序 的关键 。要保证 该件 完
生产 。该 零件形 状 属 旋转 体 , 顶 部 带锥 形 的凸缘 是 筒形 件 。通 过计 算 分 析 , d /、/ 较 为适 中 , 其 凸 d hd都 具 备拉深 工艺 性 , 需 多道 拉 伸 工序 成 形 。该 件 上 但
Ab ta t T e p p r a ay e h e h i u f f tr h u i g a d p e e t te a p o c e o t s r c : h a e l z s t e t nq e o l o sn n c ie n r s ns h p ra h h w o s d sg e t h i e p a o yid ia a t i l g n te tp sd y p si g a d man sr cu a e in t e n q l frc l rc lp rs w t f h c u n n h a eo o i eb r sn i tu t rl n h e n c aa trsiso i n v ro sp o e s sa d s mmais te p a t a x r n e . h r ceitc fde i a iu rc e u s n re rcil e p i c s h c e e Ke o d T h i e y W r s: e n q ; c u T n i efce t Ed e P e sn R d u Ed ig e sl Co f in ; e i g r sig; a i s; gn ; e Di
220) 670
摘 要 : 文对 滤清 器 壳进行 了工艺分析 , 绍 了拟 定顶部 带锥 形的 凸缘 筒形件 冲压工 艺方 本 介
案 的方法及 各 工序模 具 的主要 结构特 点 , 最后 总结 了模 具 设计 过程 中具有 实 际意 义的 实践 经
验。
关键词 : 艺 ; 拉伸 系数 ; 压 边 圈 ; 圆角半径 ; 翻 边 ; 模 具 工
好 的成 形 , 理 的设 计每 道工序 的模具 结构 , 合 也是 我
们探讨 的重 要 内容 。
下两端平 面有平 面度和平行度 要求 , 2 . 。 d 4 5 与 9
 ̄ 9两圆柱 面及 ∞ 5圆端 面有 同轴 度 要求 , O 虽然 精 度要求都 不是很 高 , 要 保证 其 平 面度 和平 行 度要 但 求 需增加 整形工 序 , 要 保证 其 同轴度 要 求 也要 在 而
再翻边 成形 。通过 以上 分析 得 知 , 该零 件 的成 形需
缘周边 会 不齐 , 因而必须 进行 修边 , 根据 图 1 所示 零
件结 构 尺寸 , 计算 并 查 阅资料 得知 : 边余 量 经 修
占=4, 3
要工序 较多 。这需 要我们 在保证 零件 各项精 度要求
的情况 下 , 各工序 进行最 合理 安排 , 将 制定 出最优化
各工序 模具结 构上 予 以考 虑 。除此 , 该件 的两个 R 1
2 滤清器壳工艺方案的确定
21 拉 深工序 计算 ,
2 1 1 修边 余量 的确定 ..
在拉 深过程 中, 由于众所周 知 的原 因 , 拉深件 凸
圆角半径 都相 对较 小 而 难 以一 次 成形 , 需 增 加 相 也 应 整形工 序 。至 于顶 部 的 翻边 孑 , 经 冲预 制 孔后 L需
・4 l・
2 13 确定 拉深次 数及 拉深直 径 ..
依 据零件 图样 , 考虑 修边余 量 可知 : 凸缘直径 d 凸=15 6 m,最 终 拉 神 直 径 d=10 5 m, 1 .m 0 .m 料厚 t .m 毛坯 直径 D=22 m。 =15 m, 6m
故 ld / 凸 d=1 1 ,/ 0 .5 tD X10=0 5 .7
20 07年第 5期( 总第 11 ) 0期
内燃 机与动力装置
IC E&P wrl t .. oe a pn
2o 年 1 07 0月
【 工艺与设备 】
滤 清器 壳 的工 艺制 定及 模 具设 计
张玉英 。 志远 钱
( 坊科技 职业 学 院, 东 潍坊 潍 山
Z A G Y —y g, IN Z i un H N u i Q A h —ya n
( in c neadT cnl yV ct nl o ee Weag 22 0 ) We agSi c eh o g oa o f
中图分 类号 :K 2 . 文 献标识 码 : 文章 编号 :6 3 37 2 0 ) 5 O O 5 T 44 1 B 17 —6 9 (0 7 0 一O4 一0
Te h o o y a d e De i n o le - u i g c n l g n Di sg fFi r Io sn t I
1 概 述
滤 清 器壳 是 柴油 机 机油 滤 清器 的外壳 , 结 构 其
如图 1 所示 , 材料 为 0 F冷 轧板 , 厚 15 中小批量 8 料 .,
的工艺 方案 。拉 深变形 是 冲压 板料 成形工 艺 中最 典 型 、 复杂 的一种 成形工 艺 , 是应用 最广 泛 的一 种 最 也 冲压 工艺 。怎样 确定制 件拉深 次数 及拉深 直径 和优
作者简介 : 张玉英 (95 , , 1 一)女 山东胶州人 , 6 潍坊科技 职业学院副教授 , 研究方 向为模具设计与制造 。
收 稿 日期  ̄ 0 —0 —2 2 7 8 5 0
维普资讯
20 07年第 5 期
张玉英 , : 等 滤清器壳的工艺制定及模 具设 计
化模具 圆角半径是 拉深 工序 的关键 。要保证 该件 完
生产 。该 零件形 状 属 旋转 体 , 顶 部 带锥 形 的凸缘 是 筒形 件 。通 过计 算 分 析 , d /、/ 较 为适 中 , 其 凸 d hd都 具 备拉深 工艺 性 , 需 多道 拉 伸 工序 成 形 。该 件 上 但
Ab ta t T e p p r a ay e h e h i u f f tr h u i g a d p e e t te a p o c e o t s r c : h a e l z s t e t nq e o l o sn n c ie n r s ns h p ra h h w o s d sg e t h i e p a o yid ia a t i l g n te tp sd y p si g a d man sr cu a e in t e n q l frc l rc lp rs w t f h c u n n h a eo o i eb r sn i tu t rl n h e n c aa trsiso i n v ro sp o e s sa d s mmais te p a t a x r n e . h r ceitc fde i a iu rc e u s n re rcil e p i c s h c e e Ke o d T h i e y W r s: e n q ; c u T n i efce t Ed e P e sn R d u Ed ig e sl Co f in ; e i g r sig; a i s; gn ; e Di
220) 670
摘 要 : 文对 滤清 器 壳进行 了工艺分析 , 绍 了拟 定顶部 带锥 形的 凸缘 筒形件 冲压工 艺方 本 介
案 的方法及 各 工序模 具 的主要 结构特 点 , 最后 总结 了模 具 设计 过程 中具有 实 际意 义的 实践 经
验。
关键词 : 艺 ; 拉伸 系数 ; 压 边 圈 ; 圆角半径 ; 翻 边 ; 模 具 工
好 的成 形 , 理 的设 计每 道工序 的模具 结构 , 合 也是 我
们探讨 的重 要 内容 。
下两端平 面有平 面度和平行度 要求 , 2 . 。 d 4 5 与 9
 ̄ 9两圆柱 面及 ∞ 5圆端 面有 同轴 度 要求 , O 虽然 精 度要求都 不是很 高 , 要 保证 其 平 面度 和平 行 度要 但 求 需增加 整形工 序 , 要 保证 其 同轴度 要 求 也要 在 而
再翻边 成形 。通过 以上 分析 得 知 , 该零 件 的成 形需
缘周边 会 不齐 , 因而必须 进行 修边 , 根据 图 1 所示 零
件结 构 尺寸 , 计算 并 查 阅资料 得知 : 边余 量 经 修
占=4, 3
要工序 较多 。这需 要我们 在保证 零件 各项精 度要求
的情况 下 , 各工序 进行最 合理 安排 , 将 制定 出最优化
各工序 模具结 构上 予 以考 虑 。除此 , 该件 的两个 R 1
2 滤清器壳工艺方案的确定
21 拉 深工序 计算 ,
2 1 1 修边 余量 的确定 ..
在拉 深过程 中, 由于众所周 知 的原 因 , 拉深件 凸
圆角半径 都相 对较 小 而 难 以一 次 成形 , 需 增 加 相 也 应 整形工 序 。至 于顶 部 的 翻边 孑 , 经 冲预 制 孔后 L需
・4 l・
2 13 确定 拉深次 数及 拉深直 径 ..
依 据零件 图样 , 考虑 修边余 量 可知 : 凸缘直径 d 凸=15 6 m,最 终 拉 神 直 径 d=10 5 m, 1 .m 0 .m 料厚 t .m 毛坯 直径 D=22 m。 =15 m, 6m
故 ld / 凸 d=1 1 ,/ 0 .5 tD X10=0 5 .7