酱油生产关键控制点及作业指导书
- 格式:doc
- 大小:26.50 KB
- 文档页数:2
酱油酿造工艺流程操作要点下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!一、原料准备1.1 选择优质大豆、小麦作为原料,要求无霉变、无杂质。
酱油作业指导书(酿造酱油和配制酱油)1.目的:为是酱油检验方法正确,操作步骤符合技术标准规定要求,防止检验过程出现差错,确保检验结果的可靠程度2.引用标准GB/T601-2002 化学试剂标准滴定溶液的制备GB2715-2005 粮食卫生标准GB2717-2003 酱油卫生标准GB2760-2007 食品添加剂使用卫生标准GB4789.22-2003 食品卫生微生物学检验调味品检验GB/T5009.39-2003 酱油卫生标准的分析方法GB5461-2000 食用盐GB5749-2006 生活饮用水卫生标准GB/T6682-2008 分析实验室用水规格和试验方法GB7718-2004 预包装食品标签通则GB/T18186-2000 酿造酱油SB10338-2000 酸水解植物蛋白调味液3.定义3.1酿造酱油:以大豆和/或脱脂大豆、小麦和/或麸皮为原料,经微生物发酵制成的具有特殊色、香、味的液体调味品。
酿造酱油分为高盐稀态发酵酱油(含固稀发酵酱油)和低盐固态发酵酱油。
3.2配制酱油:以酿造酱油为主体,与酸水解植物蛋白调味液、食品添加剂等配制而成的液体调味品。
4.职责4.1检验人员应全面执行本作业指导书中规定的作业细则进行检验4.2室主任和质量监督员负责监督检验执行情况5.工作程序检验前的准备:检验相关的技术文件、有效版本和技术表格,检查计量器具和相应的仪器设备是否在《仪器设备控制程序》要求的范围内,环境条件是否在《设施和环境控制程序》要求的范围之内。
6.检验方法6.1感官特性取2ml试样于25ml具塞比色管中,加水至刻度,振摇观察色泽、澄明度,应不浑浊,无沉淀物。
取上述30ml试样于50ml烧杯中,观察应无霉味,无霉花浮膜。
用玻璃棒搅拌烧杯中试样后,尝其味,不得有酸、苦、涩等异味。
体态澄清。
6.2可溶性总固形物6.2.1试液的制备将样品充分振摇后,用干滤纸滤入干燥的250ml锥形瓶中备用。
6.2.2分析步骤吸取试液10.00ml于100ml容量瓶中,加水稀释至刻度,摇匀。
I CS 67.060X 11DB37山东省地方标准DB37/T 1272-2009纯粮酿造酱油生产技术规范 Code for Production technical of soy sauce with foodstufffermentation前 言本标准由山东省质量技术监督局提出。
本标准由山东食品标准化技术委员会归口。
本标准附录A、B、C为资料性附录。
本标准起草单位:济南德馨斋食品有限公司、山东淄博巧媳妇食品有限公司、山东玉兔食品有限责任公司、青岛灯塔酿造有限公司、烟台欣和味达美食品有限公司、山东富氏味业有限公司、威海四海酿造有限公司。
本标准主要起草人:郭友武、董泰、姜浩禄、孙国民、侯庆云、赵正溪、刘进、刘秀丽。
纯粮酿造酱油生产技术规范1 2 3 3.1 3.2 4 4.1 范围本标准规定了纯粮酿造酱油生产技术规范的术语与定义、产品分类、要求、加工工艺、质量管理、标签、标志、包装、运输与贮存。
本标准适用于纯粮酿造酱油生产全过程。
规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 191 包装储运图示标志 GB 1351 小麦 GB 1352 大豆 GB 1355 小麦粉GB 2715 粮食卫生标准GB 2760 食品添加剂使用卫生标准 GB 5461 食用盐GB 5749 生活饮用水卫生标准 GB 7718 预包装食品标签通则 GB 8953 酱油厂卫生规范GB 14932.1 食用大豆粕卫生标准国家质量监督检验检疫总局第98号令《食品召回管理规定》 国家质量监督检验检疫总局第102号令《食品标识管理规定》 术语和定义下列术语与定义适用于本标准纯粮酿造酱油 soy sauce with foodstuff fermentation 纯粮酿造酱油是以大豆(或脱脂大豆)和小麦或其他粮食为原料,经微生物发酵制成的具有特殊色、香、味的液体调味品。
酱油生产工艺操作规程作业指导书一.润水、蒸煮一)工艺流程:大豆→润水→拌匀→入锅蒸料→冷却二)班前准备1)工作前要穿戴干净工作服、帽。
2)先把蒸料罐清洗干净。
3)从传递窗中传入事先经过筛网去除碎石杂物等预处理过并称量好的大豆,大豆需放入清水中清洗干净。
4)通知锅炉工人进行相应的准备工作。
三)作业过程:1)原料除杂:已经在班前做好。
2)润水浸泡将洗净后的大豆或豆粕放入蒸煮锅中,加水浸泡约8小时,其中加水量为大豆:水=1:1~1.2,待大豆膨胀后就可以了。
3)大豆蒸煮用搅拌杆对黄豆进行搅拌,盖上盖子,进行常压蒸煮,温度控制在:85-95℃,时间控制在蒸汽上冒至顶后蒸1小时,蒸煮期间需不定期地搅拌,以利于蒸煮均匀。
蒸煮全部均匀熟透,达到既酥又软,保持整粒不烂为标准。
如果蒸得不熟透,大豆成硬性,不利于蛋白酶吸收,降低转化生成率和氨基酸含量,延长发酵时间。
若过于酥烂,则制曲困难,杂菌极易丛生,同时发酵成熟后,加大滤油难度。
4)蒸煮结束后,必须尽快摊凉冷却,转入下一道工序。
5)保持工作场地的清洁卫生,设备无油污。
四)熟料的质量标准1、要求松散,既酥又软,保持整粒不烂,无夹生。
五)结束1)及时清洗蒸煮锅,流通排水管道。
2)保持蒸料场地及设备的清洁卫生。
二、凉拌、加曲一)工艺流程面粉、酱油曲精入锅蒸料→接种→制曲二)班前准备1)工作前要穿戴干净工作服、帽。
2)将不锈钢筛清洗干净、晾干,放在架子上待用。
3)工作前开启紫外灯1小时,以杀灭空气中的杂菌。
三)作业过程:1)蒸煮结束后,将熟料摊在不锈钢筛上快速冷却。
2)先按大豆的量称取适量的酱油曲精(每80kg原料用曲精20g,即一小包)。
3)取所需用量的曲精与10倍的面粉拌匀。
4)待熟料冷却,与面粉曲精进行混合搅拌。
5)之后传入制曲间进行制曲。
四)质量标准要求松散、拌曲均匀五)结束1)及时清洗场地,开启紫外灯进行空气消毒。
三、制曲一)工艺流程:(薄层制曲)接种→不锈钢筛制曲→第一次翻曲→第二次翻曲→成曲二)班前准备工作:1)工作前要穿戴好干净工作服、帽、口罩,清洗干净手。
酿造酱油生产关键控制点一、原料质量控制l、粮食选择优质豆子、小麦、谷子、为原料,原料应无污染、无霉变、无杂质,并应符合GB2715—2005《粮食卫生标准》的要求。
2、生产用水生产用水应符合GB5749—2006《生活饮用水卫生标准》的要求。
3、食盐酱油生产用盐应使用盐业公司供应的,符合GB5461—2000《食用盐》标准的合格食盐。
二、酱油生产l、蒸料豆子加水及润水,加水量以蒸熟后曲料水分达到47%~50%为标准。
润好水的豆子加入适量的小麦粉及麸皮,充分混合均匀后,上蒸锅将料蒸透。
使豆子中的蛋白质适度变性,小麦粉和麸皮中的淀粉蒸熟糊化,并杀灭附着在原料上的微生物,为制曲做好准备。
2、通风制曲 (关键控制点)将蒸好的原料快速冷却到45℃,接入米曲霉菌种经纯粹扩大培养后的种曲0.3%~0.4%,充分拌匀。
接入米曲霉菌种的曲料送入曲池中。
先间歇通风,后边续通风。
制曲温度在孢子发芽阶段控制在30~32℃,菌丝生长阶段控制在最高不超过35℃。
这期间要进行翻曲及铲曲。
孢子生长初期,产酶最为旺盛,品温以控制在30~32℃为宜。
3、发酵(关键控制点)成曲加12~13°Be热盐水拌和入发酵池,品温控制在42~45℃维持20天左右,酱醅基本成熟。
4、浸泡淋油将前次生产留下的三淋油加热至85℃,送入成熟的酱醅内浸泡,使酱油充分溶于其中,然后慢慢放出头油,使酱油与酱渣分离。
淋油采用多次浸泡,分别依序淋出头油、二油及三油。
循环套用,把酱油成分基本全部提取出来。
5、沉淀过滤将头油和二油打入沉淀池,静置沉淀后,用双联过滤器过滤。
6、灭菌灌装(关键控制点)将过滤后的酱油抽入超高温灭菌器中,在115℃下高温灭菌4~6秒钟后进行灌装。
7、检验入库包装后的酱油送化验室按规定进行出厂检验,符合GB18186-2000《醋造酱油》和GB2719-2003《酱油卫生标准》标准的产品进行装箱,并将该批产品入库。
酱油生产关键控制点及作业指导书一、一、制曲:制曲是酱油生产成败的关键。
制曲是微生物培养,生产蛋白水解酶的过程,制曲的好坏直接影响到产品的质量,必须按生产工艺工作。
制曲是酿造酱油的基础,曲的好坏直接影响到酱油品质和原料的利用率。
1、将合格种曲与熟料搅拌均匀,接种量0.3‰。
2、曲池料要平,上、中、下各一只温度计,开动风机,将温度调节到32℃使米曲霉孢子发芽。
3、3、静止培养6—8小时,曲料升温到32℃,开始通风,维持料在32℃左右,尽量缩小上下温差。
4、接种12—14小时后,通风阻力增大,此时应进行第一次翻,使料疏松,减少风阻,并保持30—32℃。
1、5、继续培养4—6小时后,进行第二次翻曲,品温坚持在30—32℃,培养28小时后,即可成曲。
一、二、发酵:发酵是先将成曲拌入多量的盐水,是成浓稠的半流动状态的混合物。
在这一过程中是水解大豆蛋白,生产成品的过程,发酵中关键点是环节中的温度。
1、1、将成曲拌入12—13Be°的盐水,加水量为95-98%入池发酵。
2、2、拌曲入池24小时内,根据曲料表层干湿,加入适量盐水,再将表层30cm厚的酱醅用铲翻一遍,倒到底下。
3、3、将表层踩实,加盖面盐,厚度2-3厘米。
4、4、十天左右翻到一次酱醅,上下混合均匀,倒完后重新加盖面盐,继续保温发酵。
5、5、发酵时间在30天以上,前期品温48-50℃,后期品温在41-45℃之间.二、三、灭菌:是酱油产品的消毒过程。
关键点是灭菌若未达到工艺要求,或灭菌后二次污染,将会引起卫生物超标,直接影响产品质量安全。
1、1、将淋好的酱油抽入酱油池,连接好高温灭菌器,检查酱油线路,打开阀门。
2、2、将高温灭菌器温度达到85℃后,开始灭菌,30分钟后抽入成品罐,检验合格后方可入库。
以上是我公司酱油生产关键控制点,如达不到上述要求,视为不合格产品,按公司规章制度追究当事人全部赔偿责任和相关管理者的相应管理责任,直至当事人和相关人员的法律责任。
酿造酱油检验作业指导书质量方针:坚持标准,客观公正,科学检测,精益求精1、目的:使酿造酱油标准的技术要求,试验方法,检验规则能正确进行,预防出现错误的检验结果。
2、适用范围:适用于调味用的酿造酱油。
3、引用标准:GB18186-2000GB5461-2000适用盐《氯化钠测定规程》4、职责:4. 1检验人员应全面执行检验规程。
4. 2审核人员负责审核检验记录、数据处理和检验报告。
4. 3所室主任负责人质量监督,负有监督检验本程序执行情况的责任。
5、工作秩序5. 1检测前的准备工作:将所需仪器擦拭干净,放在洁净的工作台上备用。
5. 2检验步骤:5. 2. 1可溶性总固形物的测定:吸取试样10ml与100ml容量瓶中,加水稀释至刻度摇匀。
吸取P上述稀释液2.00ml至于已烘至恒重的称重瓶中,移入(103±2)℃电热恒温干燥箱中,将瓶盖至于瓶边,4h后,将瓶盖盖好,取出移适应症干燥器内,冷却至室温,称重,再烘0.5h冷却称重,直至两次称重差不超过ling,即为恒重。
计算样品中可溶性总固形物含量按公式:X:=<[(m2-m~)/(10/100)*5]*100无盐固形物含量:总固形物一氯化钠含量5. 2. 2氯化钠测定仪器:微量滴定管试剂:0.1mol几硝酸银标准溶液:按GB/T601规定的方法配制标定。
铬酸钾溶液:(50g/1)称取5克铬酸钾,用少量水溶解后定容至1000ml。
分析步骤:吸取2ml的稀释液(吸取5ml样品,置于200ml 容量瓶中,加水至刻度摇匀)于250ml锥形瓶中,加100ml/欠及1ml铬酸银标准滴定溶液滴定至初显桔红色。
样品中氯化钠的含量按式计算:X1={(V-V。
)*C:X0.0585/[2*(5/200)]}*1005. 2. 3全氮测定:仪器:a、凯式烧瓶500ml b、冷凝液c、电热恒温干燥箱d、氮球混合e、分析天平感量0.1㎎f、40%氢氧化钾溶液,称取草40g氢氧化钠,溶于60ml水中g、0.1mol/L盐酸标液按GB/T601规定的方法配制标定。
《质量管理制度》7.0酿造酱油关键控制点及作业指导书关键控制点;工艺点:制曲发酵一.制曲要求自始至终温度控制在31-37℃的品温,绝不能超过40℃。
房内干湿球温差前中期要求±2℃,后期要求±1℃。
温度要求:静止培养时约31-32℃生长旺盛时约35-37℃时约31-32℃成熟后期应控制在32-33℃制曲后期,菌丝以生孢子,此时要求干湿球温差±1℃,以利于孢子发育(夏天可能要用水淋晒曲房地面------保湿,冬天可能要用外加温------保温)。
鼓风要求:原料升温后立即开鼓风机进行通风,一定要注意料层通风均匀,整个料层要通风到,防止风走短路。
一般要求前期风量可适量,中期生长旺盛,一定要鼓大风,到成熟后期又要适当减少,通风量与料的品温相适应,灵活掌握,但绝不能停止鼓风。
翻曲(疏松开始发黄的曲料)要求:每批要求翻曲三次。
一般要求是升温后5小时左右一次翻曲。
一次翻曲5---7小时二次翻曲。
二次翻曲后约5---7小时三次翻曲。
翻曲不要疏漏,要贴边、贴底。
黄曲要防止水毛产生,产生水毛是感染杂菌的现象,能及时处理应立即处理(如检测温度,干湿温差是否正常,通风是否正常等)。
凡感染水毛应做曲具彻底清洗或消毒。
曲室及工具要定期清洗消毒。
二.成曲质量要求:⑴26---36小时成品出曲;⑵外观:米曲霉生长丰满、菌丝密而粗壮、黄绿色、无结块,粒粒均匀,手感疏松柔软有弹性,不扎手、无水、手发黑等现象。
⑶气味:应具有曲固有的香气,不应有氨味和酸败味等不良气味;⑷气味:应具有曲固有的香气,不应有氨味和酸败味等不良气味;⑸成曲含水分应在25-34%之间。
关键控制点;工艺点:晒露发酵1.检查发酵池及连接管道是否完好,有无渗漏;2.成品曲料倒入发酵池后,定量加入规定浓度的盐水;3.制得的成曲出曲,把曲全部倒入发酵池中,按曲一份,盐水三份比例加入20°Bé盐水,搅拌均匀,第一天搅拌3次,第二天搅拌2次,第三天搅拌1次,第四天到第十天每天搅拌1次。
酱油生产工艺与品质控制作业指导书第1章酱油生产概述 (4)1.1 酱油的定义与分类 (4)1.2 酱油的生产流程及关键环节 (4)第2章原料选择与处理 (5)2.1 原料的选择标准 (5)2.1.1 黄豆 (5)2.1.2 麦曲 (5)2.1.3 盐 (5)2.1.4 水质 (5)2.2 原料的处理方法 (5)2.2.1 黄豆的处理 (5)2.2.2 麦曲的处理 (5)2.2.3 盐的处理 (6)2.3 原料处理过程中的品质控制 (6)2.3.1 严格把关原料质量,保证符合选择标准。
(6)2.3.2 控制原料处理过程中的温度、湿度等条件,保证微生物的生长和酶的活性。
(6)2.3.3 定期检查设备、工具的清洁卫生,避免交叉污染。
(6)2.3.4 对处理过程中的半成品进行质量检验,保证达到规定标准。
(6)2.3.5 建立完整的记录和追溯体系,对原料处理过程进行详细记录,以便分析和改进。
(6)第3章发酵工艺 (6)3.1 米曲霉的培养与扩大培养 (6)3.1.1 培养基的制备 (6)3.1.2 菌种的选择与活化 (6)3.1.3 扩大培养 (6)3.2 酱油发酵过程 (6)3.2.1 原料处理 (6)3.2.2 接种与发酵 (6)3.2.3 发酵周期 (7)3.3 发酵过程中的品质监控 (7)3.3.1 微生物指标监控 (7)3.3.2 理化指标监控 (7)3.3.3 感官指标监控 (7)3.3.4 发酵设备与工艺控制 (7)3.3.5 质量追溯与异常处理 (7)第4章精制工艺 (7)4.1 澄清与过滤 (7)4.1.1 澄清工艺 (7)4.1.2 过滤工艺 (8)4.2 蒸馏与浓缩 (8)4.2.1 蒸馏工艺 (8)4.3 精制过程中的品质控制 (8)4.3.1 原料检验 (8)4.3.2 过程监控 (8)4.3.3 成品检验 (9)4.3.4 设备与环境卫生 (9)4.3.5 人员培训与管理 (9)第5章调味与调配 (9)5.1 调味原料的选择与处理 (9)5.1.1 原料选择 (9)5.1.2 原料处理 (9)5.2 酱油的调配工艺 (9)5.2.1 调配原则 (9)5.2.2 调配工艺流程 (9)5.3 调配过程中的品质控制 (10)5.3.1 品质控制指标 (10)5.3.2 品质控制措施 (10)第6章灭菌与包装 (10)6.1 灭菌方法及设备 (10)6.1.1 灭菌方法 (10)6.1.1.1 物理灭菌 (10)6.1.1.2 化学灭菌 (10)6.1.2 灭菌设备 (11)6.1.2.1 高温灭菌设备 (11)6.1.2.2 紫外线灭菌设备 (11)6.1.2.3 化学灭菌设备 (11)6.2 包装材料与包装工艺 (11)6.2.1 包装材料 (11)6.2.2 包装工艺 (11)6.2.2.1 清洗 (11)6.2.2.2 灭菌 (11)6.2.2.3 填充 (11)6.2.2.4 封口 (11)6.2.2.5 打码 (11)6.3 灭菌与包装过程中的品质控制 (11)6.3.1 灭菌过程中的品质控制 (11)6.3.2 包装过程中的品质控制 (12)第7章酱油品质评价 (12)7.1 感官评价 (12)7.1.1 评价方法 (12)7.1.2 评价标准 (12)7.2 理化指标检测 (12)7.2.1 检测项目 (12)7.2.2 检测方法 (12)7.3 微生物指标检测 (13)7.3.1 检测项目 (13)7.3.2 检测方法 (13)7.3.3 检测标准 (13)第8章品质控制体系 (13)8.1 酱油生产过程中的品质控制要点 (13)8.1.1 原料检验 (13)8.1.2 生产过程监控 (13)8.1.3 成品检验 (13)8.2 品质控制体系建立与实施 (13)8.2.1 制定质量方针和目标 (13)8.2.2 建立质量管理体系 (13)8.2.3 培训与教育 (13)8.2.4 质量控制流程设计 (14)8.2.5 质量控制措施实施 (14)8.2.6 持续改进 (14)8.3 品质控制案例分析 (14)第9章酱油生产设备与工艺改进 (14)9.1 酱油生产设备选型与维护 (14)9.1.1 设备选型 (14)9.1.2 设备维护 (15)9.2 酱油生产工艺优化 (15)9.2.1 制曲工艺优化 (15)9.2.2 发酵工艺优化 (15)9.2.3 提取工艺优化 (15)9.3 新技术在酱油生产中的应用 (15)9.3.1 生物技术 (15)9.3.2 自动化与智能化技术 (15)9.3.3 节能与环保技术 (15)第10章安全与环保 (16)10.1 酱油生产过程中的安全措施 (16)10.1.1 物理安全措施 (16)10.1.2 化学安全措施 (16)10.1.3 生物安全措施 (16)10.2 酱油生产废水的处理与环保 (16)10.2.1 废水处理工艺 (16)10.2.2 环保措施 (16)10.3 酱油生产过程中的食品安全管理 (17)10.3.1 原料及辅料管理 (17)10.3.2 生产过程管理 (17)10.3.3 成品管理 (17)第1章酱油生产概述1.1 酱油的定义与分类酱油,作为一种传统的调味品,在我国具有悠久的历史。
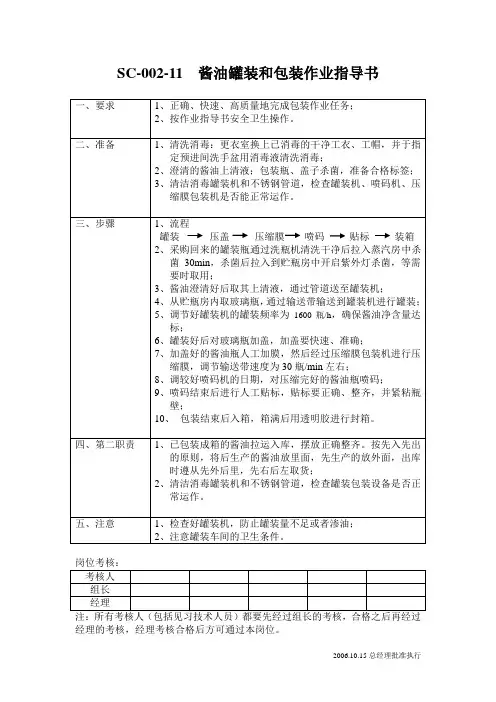
酱油作业指导书——6酱油发酵2006.10.15总经理批准执行SC-002-06酱油发酵作业指导书一、要求发酵制成酱油色、香、味俱全;按作业指导书卫生安全操作;二、准备清洗消毒:更衣室换上已消毒的干净工衣、工帽,并于指定预进间洗手盆用消毒液清洗消毒;制曲发酵质量好的曲料;清洁消毒装好玻璃顶盖的天然晒制池;清洗好阀门及其它工具,检查相关仪表、阀门是否完好。
三、原理晒制发酵是利用米曲霉所产生的蛋白酶、糖化酶、脂肪酶等酶及其它有益的微生物使大豆、面粉等有机物发生分解合成反应,大量生成特定的氨基酸等代谢产物。
蛋白质分解成低肽及氨基酸,淀粉水解成糖产生醇、酸、酯,从而组成酱油的色、香、味。
四、步骤采用天然晒制高盐稀醪的发酵方法。
检查发酵池假底及放油管口是否挂好,无渗漏;每批成品曲料倒入发酵池之后,拨平曲料,泵入规定浓度的盐水(oBe′)和数量;用自来水配制盐水,配制盐水时要用压缩空气搅拌均匀,盐水的要求一般是16~19(oBe′)(即含盐量:18.57~22.73g/100m),按规定,加足盐水数量;黄豆以每批1000Kg为例,各批次的盐水浓度(oBe′)及加入盐水量如下:序号盐水(oBe′)盐水量(kg)1(头油)18~1925002(二油)17~1816303(三油)16~1715204(四油)16~16.519165(五油)15∽161520做好相关的原始数据记录。
五、第二职责搞好环境卫生,设备、用具每用完一次一定要清洗干净;所有仪表、伐门、电动机要清洁卫生,地面要冲洗干净;协同品控部严格控制发酵过程。
六、注意按标准配制合格的盐水,盐水浓度(oBe′)要根据季节天气灵活掌握,如考虑取5过油,第4次加入盐水量要适当减少。
要经常检查所有设备是否运行良好,如发现异常,渗漏等现象,要及时叫修理人员处理,确保安全生产。
岗位考核:考核人组长经理注:所有考核人(包括见习技术人员)都要先经过组长的考核,合格之后再经过经理的考核,经理考核合格后方可通过本岗位。
酱油生产操作规程最新酱油是我国传统的调味品之一,具有丰富的风味和营养成分。
为了确保酱油的质量和安全,制定了一系列的操作规程。
下面是酱油生产操作规程的最新版本,共计1200字。
一、安全生产措施1. 生产车间必须保持通风良好,严禁吸烟、明火和其他火源进入车间。
2. 生产人员必须佩戴工作服、工作帽和口罩,并严禁长指甲和戴手饰。
3. 使用酱油生产设备时,必须穿戴好防护手套和安全鞋。
4. 定期对设备进行维护和检修,确保设备的正常运转。
二、原料准备1. 原料的采购必须选择符合卫生标准的产品,并保存完好。
2. 酱油的主要原料包括大豆、小麦、盐和水。
大豆和小麦必须经过洗净、晾干、破碎和蒸煮等处理。
3. 盐必须是食用盐,并经过除杂处理。
4. 水必须是符合卫生标准的饮用水。
三、发酵和熟化1. 将经过处理的大豆和小麦放入发酵罐中,并加入盐。
2. 在发酵罐内控制适宜的温度和湿度,进行长时间的发酵。
3. 发酵结束后,在合适的环境条件下,进行熟化过程,使酱油的味道更加浓郁。
4. 在发酵和熟化过程中,必须定期检测发酵度和酱油的质量,确保达到标准要求。
四、过滤和贮存1. 发酵和熟化结束后,将酱油进行过滤,去除杂质。
2. 过滤后的酱油必须根据规定的标准,进行贮存和包装。
3. 酱油的贮存环境必须保持温度适宜和干燥,避免阳光直射。
4. 包装必须符合卫生标准,并注明生产日期和保质期。
五、设备清洁和消毒1. 生产设备必须定期进行清洁和消毒,以防止污染和交叉感染。
2. 清洁和消毒过程必须严格按照操作规程进行,使用合适的清洁剂和消毒剂。
3. 清洁和消毒后,必须用清洁水进行冲洗,确保设备干净无残留。
六、记录和监控1. 生产过程中必须记录温度、湿度和酱油的质量指标等重要参数。
2. 历史记录必须保存至少两年,以备查证。
3. 酱油生产过程中,必须进行严格的监控和抽样检测,确保产品的品质。
4. 对不合格的酱油必须进行处理和销毁。
以上就是酱油生产操作规程的最新版本,共计1200字。
酱油工场良好作业范例专则1 目的本范例为酱油工场在制造、包装及储运等历程中,有关人员、修建、设施、设备之设置以及卫生、制程及品质等治理均切合良好条件之专业指引,并藉适当运用危害阐发重点管束(HACCP)系统之原则,以防备在不卫生条件、可能引起污染或品质劣化之情况下作业,并淘汰作业错误产生及创建健全的品保体系,以确保酱油之宁静卫生及稳定产物品质。
2 适用范畴本范例适用于从事产制供人类消费,并经适当包装之酱油制造工场。
3 专门用词界说3.1食品:指供人饮食或咀嚼之物品及其原料。
3.1.1酱油:指以传统酿造法、速酿法或混正当所制成的调味用卵白质剖析液,包罗加食盐、糖类、酒精、化学调味料、防腐剂等制成者。
3.1.1.1酿造酱油:指以黄豆、脱脂黄豆或黑豆及小麦、米等谷类,经蒸煮或以其它要领处理惩罚并经培养曲菌制成之酱油曲,或在此参加蒸熟米或以曲菌糖化、并注入食盐水、或加生酱油、酱油醪使其发酵及熟成所得之澄清调味料(包罗制造历程中使用帮助性剖析酵素者)。
3.1.1.2化学酱油:指以酱油醪或生酱油加黄豆等植物性卵白质以酸剖析处理惩罚所得之胺基酸液,或加黄豆等植物性卵白质以卵白质剖析酵素处理惩罚之酵素处理惩罚液,使之发酵及熟成,所得之澄清液体调味液。
3.1.1.3殽杂酱油:酿造酱油与化学酱油殽杂调制之酱油。
3.1.2生酱油:指发酵熟成后之酱油醪,经压榨所得之未经任那边理惩罚之液体。
3.2原质料:指原料及包装质料。
3.2.1原料:指制品可食部分之组成质料,包罗主原料、配料及食品添加物。
3.2.1.1主原料:指用于酱油酿造或剖析之质料,如黄豆、脱脂黄豆、黑豆、小麦、米等。
3.2.1.2配料:指主原料及食品添加物以外组成制品的次要质料。
3.2.1.3食品添加物:指食品在制造、加工、调配、包装、运送、贮存等历程中,用以着色、调味、防腐、漂白、乳化、增加香味、安定品质、促进发酵、增加稠度(甚至凝固)、增加营养、防备氧化或其它用途而添加或打仗于食品之物质。
一、高盐稀态工艺流程图:二、高盐稀态酱油生产工艺流程说明1.原料标准:1.1 工艺标准1.1.1 车间所用原料为非转基因原料1.1.2 脱脂大豆:粗蛋白含量≥47.50%,水分≤13.00%炒小麦:见炒小麦采购标准(达标)。
1.2感官标准:1.2.1 脱脂大豆:有脱脂大豆正常的形态,有正常的香气、色泽,无异味、霉变,无明显杂质,无大颗粒,无过多豆皮或过多粉状物。
1.2.2 炒小麦:标准袋包装,按采购标准验收。
1.3操作规程1.3.1. 蒸料前一天,将原料豆粕、炒小麦,提前按规定量运至车间上料间(缓冲间)。
车间空间消毒灭菌后,不允许再打开车间进料大门。
避免蒸料期间的杂菌污染。
2.工艺标准:2. 1 原料配比豆粕(粗蛋白以48%计):炒小麦=5.5:4.52. 2 接种量种曲:0.3-0.5%或曲精:0.03-0.05%2. 3 接种温度 30±2℃严禁高于40℃。
3.润水工序:3.1 工艺标准:3.1.1 所用水应符合国家饮用水标准。
3.1.2 润水量:脱脂大豆重量的(120±10)%,润水温度:≥85℃。
3.2 感官标准:3.2.1 豆粕润水均匀,不结块,无干料。
3.2.2 生产用水不得有异味,体态澄清。
3.3 操作规程:3.3.1上料前,检查蒸锅密封性能,排放蒸汽阀水,保证蒸锅洁净。
润水罐长期不用时,使用前应先重新清洗。
3.3.2 将蒸锅口旋转到正上位置,安装好润水绞龙和接料斗,开启润水绞龙,然后开启提升机开始上料,边上豆粕边润水,润水水温按标准要求。
润水总量按规定量,前期用水适当少些,后期适当多一些,避免润水干料。
3.3.3 上料完毕,关闭罐盖,在蒸锅内旋转润水20分,以保证豆粕颗粒中心润水润透,无夹心。
4.种曲4.1菌种名称:上海沪酿3.0424.2 种曲标准:孢子数≥2.0*1010个/g;发芽率≥85%;杂菌数≤1*106个/g 种曲的制作过程另订(需要用种曲机制作)。
酱油生产关键控制点及作业指导书
一、一、制曲:制曲是酱油生产成败的关键。
制曲是
微生物培养,生产蛋白水解酶的过程,制曲的好
坏直接影响到产品的质量,必须按生产工艺工作。
制曲是酿造酱油的基础,曲的好坏直接影响到酱
油品质和原料的利用率。
1、将合格种曲与熟料搅拌均匀,接种量0.3‰。
2、曲池料要平,上、中、下各一只温度计,开动风机,将温度调节到32℃使米曲霉孢子发芽。
3、3、静止培养6—8小时,曲料升温到32℃,开始通风,维持料在32℃左右,尽量缩小上下温差。
4、接种12—14小时后,通风阻力增大,此时应进行第一次翻,使料疏松,减少风阻,并保持30—32℃。
1、5、继续培养4—6小时后,进行第二次翻曲,品温坚持在30—32℃,培养28小时后,即可成曲。
一、二、发酵:发酵是先将成曲拌入多量的盐水,是成浓稠的半流动状态的混合物。
在这一过程中是水解大豆蛋白,生产成品的过程,发酵中关键点是环节中的温度。
1、1、将成曲拌入12—13Be°的盐水,加水量为95-98%入池发酵。
2、2、拌曲入池24小时内,根据曲料表层干湿,加入适量盐水,再将表层30cm厚的酱醅用铲翻一遍,倒到底下。
3、3、将表层踩实,加盖面盐,厚度2-3厘米。
4、4、十天左右翻到一次酱醅,上下混合均匀,倒完后重新加盖面盐,继续保温发酵。
5、5、发酵时间在30天以上,前期品温48-50℃,后期品温在41-45℃之间.
二、三、灭菌:是酱油产品的消毒过程。
关键点是灭菌若未达到工艺要求,或灭菌后二次污染,将会引起卫生物超标,直接影响产品质量安全。
1、1、将淋好的酱油抽入酱油池,连接好高温灭菌器,
检查酱油线路,打开阀门。
2、2、将高温灭菌器温度达到85℃后,开始灭菌,30分钟后抽入成品罐,检验合格后方可入库。
以上是我公司酱油生产关键控制点,如达不到上述要求,视为不合格产品,按公司规章制度追究当事人全部赔偿责任和相关管理者的相应管理责任,直至当事人和相关人员的法律责任。