瓶口缺陷视觉检测机说明书
- 格式:pdf
- 大小:1.35 MB
- 文档页数:7

酒瓶口缺陷检测技术探究随着酒类市场的不断发展,酒瓶作为饮品包装的重要组成部分,起到了承载和保护产品的作用。
然而,由于生产工艺的差异或其他原因,酒瓶口存在一定的缺陷可能会导致产品的泄漏或污染。
因此,酒瓶口缺陷的准确检测成为了酒瓶制造业的重要问题。
本文将探究一些常见的酒瓶口缺陷检测技术,并分析其优缺点。
一、目视检测法目视检测法是最为常见和简单的酒瓶口缺陷检测技术,通常由专门的检测人员通过目视观察来判断是否存在缺陷。
这种方法的优点在于成本低,操作简单,可以快速检测出明显的缺陷。
然而,目视检测法受到人眼视觉的局限,无法准确检测微小缺陷,并且在长时间的操作过程中易出现疲劳和视觉疲劳导致判断的不准确。
二、机器视觉检测技术随着计算机技术的快速发展,机器视觉检测技术逐渐应用于酒瓶口缺陷的检测中。
该技术通过摄像头拍摄酒瓶口图像,并使用图像处理算法进行分析和判断。
相比于目视检测法,机器视觉检测技术具有以下优点:精度高、检测速度快、适应性强。
此外,机器视觉检测技术可以将大量的数据存储,以便于后续的数据分析和处理。
然而,机器视觉检测技术也存在一些挑战,比如对图像处理算法要求高,设备成本较高。
三、红外检测技术酒瓶口缺陷往往会引起局部温度的变化,基于这一原理,红外检测技术被应用于酒瓶口缺陷的检测中。
该技术使用红外摄像头捕捉酒瓶口表面的红外辐射图像,通过图像处理算法来识别缺陷。
红外检测技术具有以下优点:可用于检测微小缺陷、对环境光线不敏感、检测速度较快。
但是,红外摄像设备的成本较高,且对设备的要求较高,使得该技术在实际应用中面临一定的挑战。
四、声波检测技术声波检测技术是一种通过声波信号来检测酒瓶口缺陷的技术。
这种技术利用超声波传感器发射声波信号,通过对回波信号进行分析来判断酒瓶口的质量状况。
相比于其他技术,声波检测技术具有以下优点:对环境光线不敏感、可用于检测多种类型的缺陷。
然而,声波检测技术在应用过程中可能会受到环境噪声的干扰,需要进行一定的滤波和分析处理。


–English language version // HEUFT SYSTEMTECHNIK GMBH // Wine Special No. 1 techTeleServiceextensive product monitoring includ-ing reject verificationintegrated self test functions for regu-larly checking the detection reliabilitySPECTRUM TX sys-tems provide maximum versatility and operational reliability and at thesame time fulfil fundamen-with the naked eye as well as shell-shaped fractures and chips on the container base. It is not only equipped with proven optic detection units and servo drives for a spe-cific container rotation for this but also with the unique, particularly careful and precise, thousandth of a second. This extremely short exposure time allows high resolu-tion X-ray images rich in contrast without motion blurs to be produced even along high speed lines. Furthermore the indi-vidual bottle is therefore exposed to approximately 100 times less radiation on average than in the case of the classic line scanner. For example such an X-ray strobe only emits radiation for 36 sec-onds when screening 36,000 bottles in one hour. Therefore there is no emission whatsoever during 99% of this period. On the other hand conventional X-ray devices emit radiation continuously for 60 minutes. Another advantage of this pulsed radiometric measurement: the inspector neither has to be switched off nor run empty during line stoppages – there is no danger of the containers being subjected to excessive radiation.The unprecedented detection reliability of the HEUFT InLine IX empty bottle inspector is due to the in-house developed X-ray technology which has only been used in the full container inspectors of the HEUFT eXaminer series until now. In contrast to conventional X-ray scanners radiation is only emitted precisely at themoment when a bottle to be examined is in the inspection area and that in the form of an X-ray flash which only lasts aX-ray flashes instead of X-ray beamsbottle opening is the best choice for those who wish to find such faults in other parts of the container. It even detects the inter-rupted threads of screw top bottles reliably.Whether camera or X-ray images: all the detection pictures are transferred digitally series can is always carried out accurately, efficiently and with unrivalled precision due to their modular design.heUFt reflexx²the new dimension indetection reliabilityAn extremely powerful image process-ing system is required in order to obtain optimal inspection results even at high production outputs. Therefore we have developed our own which is specifically designed for HEUFT systems. HEUFT reflexx² is the name of the latest genera-tion of this hardware and software for the real-time combination and analysis of a wide range of detection pictures. Inte-grated filter and evaluation masks clearly distinguish between cosmetic defects and real risks to the product quality. The HEUFT reflexx² reaches a new dimen-sion in detection reliability with a false rejection rate which is in the tenth of a percentage range due to a faster image transmission and greatly increased com-puting power, resolution, colour depth and contrast. Furthermore the specific teaching in of good and faulty objects is considerably faster and easier without affecting the sensitivity. The function for automatically saving all the detection pictures is completely new. The power consumption of the high-performance image processing system has also been dramatically reduced.OUtStanding preciSiOn dUring the inSpectiOn Of labelSthe heUft FinalView FO fulfils the highest demands when it comes to the specific quality inspection of the most varied labels. it shows its true qualities especially on premium wine lines and in the case of a large variety of brands and specifications.HEUFT FinalView FO final product inspectionAre the labels present? Are they straight, without any offset and in the correct place on the wine bottle? Are they intact and without folds or dog ears? Is the label design really correct and in the correct language - does it correspond to the filledproduct and the respective target market? Questions such as these play an important role especially for export-oriented wine producers with a wide range of brands and specifications. The superior inspec-tion technology of the HEUFT FinalView FOof the modular system can be extended if required. It inspects up to 72,000 bot-tles per hour without difficulty and even has upward output reserves. Furthermoreprovides exact answers.The system for a final product inspection carries out a homogenous, all-around illu- mination which is automatically reproduc-ible according to the brand in order to check the presence, correct positioning and integrity of the labels and that their contents correspond to the filled product. For this LED modules of the latest genera-tion, which are precisely controllable, move the wine bottles to be examined into the correct light. They are harmoniously illu- minated from above and below. This is achieved without having to make any com-promises because the conveyor chain lets light through: matt or shiny label areas are individually illuminated so that neither reflections nor shadows can impair the out-standing precision during the detection of faults.Furthermore the fully developed optics contributes to the impressive detection accuracy of the new HEUFT FinalView FO : The colour photographs are digitised and transmitted per Gigabit Ethernet to the new HEUFT reflexx² high-performance image processing system (see the info box on page 5) for evaluation. Containers with missing, non-brand, incorrectly positioned, misprinted or damaged labels are identi-fied precisely and the proportion of costly false rejections compared with conven- tional devices is drastically reduced. The new HEUFT FinalView FO also detects symbols or lettering the colour of which is similar to the respective background. The systemeven reliably differentiates labels which only deviate due to a single characteristic which is just five square millimetres in size. It removes incorrectly labelled wine bottles gently but consistently from the produc-tion flow. This ensures that only optimally equipped products reach the market.Whether a fill level, leakage and closureBecause the network-compatible systemnO diSpleaSUre with the clOSUretive sensors. Their curvature is also exam- ined with this which makes it possible to draw conclusions about the internal pressure of the bottle being examined and consequently its tightness.The HEUFT VX provides even more relia- bility when detecting closure faults.Other high-precision detection units can be integrated in the system from the HEUFT SPECTRUM TX modular concept (see “One standard device with a whole host of possibilities!“ on page 3) in addi- tion to those mentioned.• canted closures are detected using ultrasonic sensors•deviating closure colours as well as non-brand or faulty closure and cap logos are tracked down using a colour camera technology•missing, damaged or detached tam-per evident rings but also absent or crooked closures, faulty agrafes on champagne bottles and numerous other closure faults are detected by the HEUFT VISION module using a special illumination, camera and image processing technology•defects such as crooked screw tops, faulty safety elements or wine corks which are either too high or too lowThe HEUFT basic can be equipped with infrared light scanners for the optical inspection of the presence of real cork, glass and synthetic corks. Photocells identify closure elements which are too high. The full container check verifies the presence of metal closures using induc-HEUFT basic & HEUFT VXare also identified by the HEUFT FinalView closure inspection (also camera-based) which produces four views and puts them together into a centred detection picture which shows the whole closure area com-pletelyThe HEUFT VX has additional detec-tion technologies available especially for checking the functionality, integ-rity and safety of newly applied long or Stelvin caps. The newly developed roll-on inspection obtains particularly precise results. Because it generates four differ-ent camera views of the contour of such screw closures and can precisely measure up to eight profile depths in each case. Missing thread turns or those which have not been formed enough can be iden-tified with it just as well as those which are incorrectly positioned. Even nicks in the thread area as well as improp- erly flanged tamper evident rings aremissing or incorrectly positioned corks, leaking or not properly functioning screw closures, absent or improperly flanged tamper evident rings, deformed or incomplete agrafes, damaged or non-brand caps: diverse closure faults threaten the safety and quality of wine and champagne bottles and their sensitive contents. it is good that heUft has an equally wide variety of inno-vative technologies in its range for precisely checking and inspecting the most varied closures.reliably detected. The innovative inspec-tion technology minimises the risk of wine bottles with screw tops which can-not be opened or are difficult to open, leak or even present a danger of injury to the consumer from reaching the market. It is just as important to promptly iden-tify the causes of such quality defects as it is to reliably detect closure faults and to consistently reject the wine and cham-pagne bottles in question. Therefore the HEUFT VX also offers an extensive closer management. It permanently supervises the correct operation of the closer analo-gous to monitoring the filler (see “A fill level detection is good but fill manage-ment is better“ on pages 8-9) and exposes those closer heads which impair it. This information can also be transferred to PDA and MES systems for archiving, documenting and analysing purposes. Relevant warning messages make it pos-sible to intervene in good time in order to avoid serial faults and to ensure theproductivity and efficiency of complete filling lines.Whether corks, stoppers, long or Stelvin caps: innovative quality control and inspection technologies from HEUFT ensure that only perfectly sealed wine and champagne bottles reach the cus-tomer.the heUft VGX not only checks the completeness and integrity of the contents but also numerous other quality features of the outer packaging for wine bottles.Many wine bottlers use weighing systems as a final check for newly filled cardboard boxes, cases or trays. However broken con- tainers inside the outer packaging can often not be detected with this: for instance if wine escapes from a burst bottle the total weight of the full case does not necessar-ily change straight away – the liquid staysinside to begin with or gradually soaks into the cardboard. Those who have an inspec-tion system which identifies the broken bot-tle even in the sealed outer packaging, the inside of which cannot be seen, as well as numerous other quality defects which scales cannot find are clearly at an advantage. The HEUFT VGX is therefore the clever alter-native particularly in the premium segment! The end of line system reliably checks the completeness of the bottles in the case and also identifies faulty, underfilled, unsealed, lying and upright containers. In addition it examines the external appearance with-out contact and detects deformations and raised cardboard box flaps as well as faultycolours, logos and product markings. Cases with full containers which do not comply with the quality specifications are auto-matically sorted out. The HEUFT VGX also records serial faults in time and then issues a switch-off pulse immediately.The system uses three different technolo-gies, depending on the characteristics and the material, in order to check the contents of the cardboard boxes and trays: infrared sensors emit light beams from above and if these are all reflected this means that the number of bottles in the case is correct. Inductive proximity switches identify metal closures. The corresponding wine bottle is either unsealed or not present if one is not found in the designated position. The greatest detection reliability is achievedusing X-ray technology: missing containers stand out immediately because the absorp-tion rate of the radiation which is emitted in extremely low doses changes as a result. Bottles which are lying, broken, significantly underfilled or possibly leaking are also detected reliably in this way.Furthermore the HEUFT VGX also checks the external appearance of the outer pack-aging. Its height profile is measured, for example, by means of ultrasonic sensors in order to detect faults such as raised card- board box flaps. The modular full case inspector can also be equipped with a colour, logo and barcode detection for winemakers with a large variety of products and packag-ing as well as for bottlers of select premium products who attach great importance totheir goods having a perfect appearance at the point of sale: a special camera system detects deviating case colours. Three dif-ferent measuring windows can be defined so that differently coloured labels, lettering and symbols cannot distort the result in the course of this. In addition the HEUFT VGX can photograph up to seven different logos and compare them to the original designs previously stored in the system. A special sensor reads barcode labels.The end of line system accomplishes con-siderably more than conventional weighing systems due to this extensive inspection of the quality features of newly packed card-board boxes and trays.The heUft VGX only allows perfect wine boxes to pass through.Faulty wine boxes are rejected.Responsible according to the press law: Hans-Ulrich Goller-MasalinHEUFT SYSTEMTECHNIK GMBHHEUFT SYSTEMTECHNIK GMBH is the technology leader with regard to in-line quality assurance during the filling and packaging of food, drink and healthcare products. Pioneering in-house develop-ments and a consistent modular systemheUft iS SyStemtechnik!for a wide range of technologies, modules and tasks generate superior inspection systems which also meet special require-ments exactly and achieve a new level of quality in terms of precision, efficiency and availability when detecting productA supplier who is extremely well posi- tioned globally with fast reaction times is needed in order to avoid costly standstills and production downtimes: a supplier like heUFt. We ensure that our experienced service team is on the spot as quickly as possible for installation, commissioning, mainte-nance and repairs with our own locations in 14 different countries and a comprehensive network of service bases on five continents. The HEUFT TeleService provides an addi-tional advantage: with this device malfunc-tions can be identified, analysed and in many cases directly rectified using a pro-tected Internet connection from a distance independent of the location. An on-site visit, if this is nevertheless necessary, is short- ened considerably due to the information received in advance.Regardless of what happens: the HEUFT service team will not abandon you and will promptly rectify causes of disturbances before lengthy standstills and production downtimes can occur.heUft will nOt abandOn yOU!get in tOUch!HEUFT SYSTEMTECHNIK GMBHBrohltalstraße 31-33 • 56659 Burgbrohl • Germany • Phone: +49 (0) 26 36 / 56 0 Fax: +49 (0)2636/*******************•heUft SyStemtechnik gmbhBurgbrohl, GERMANY Phone: +49 2636 56 0**************heUft france S.a.Brumath, FRANCEPhone: +33 388 59 3000****************heUft dO braSil ltda.Alphaville-Barueri-SP-BRASIL Phone: +55 11 4195 7671****************heUft aSia ltd.Hong Kong, CHINAPhone: +86 21 6434 0400 **************Job applications +49 2636 56 0**************visits and events + 49 2636/56-2672***************heUft ltd.Tamworth, GREAT BRITAIN Phone: +44 1 827 25 5800************heUft italia s.r.l.Vigevano, ITALYPhone: +39 0381 290411***************heUft S.a.Beccar, ARGENTINAPhone: +54 11 4707 0936*******************heUft aUStria gmbh Leobersdorf, AUSTRIAPhone: +43 2256 65556 0*****************technical desk +49 2636 56 2780************************technical Service +49 2636 56 2780************************heUft hiSpania, S.a.Madrid, SPAINPhone: +34 91 6667 300***************heUft Scan aps Gilleleje, DENMARK Phone: +45 4836 5070*********************heUft meXicO, S.a. de c.v.Naucalpan de Juárez, MEXICO Phone: +52 55 5374 3280****************OOO heUft eUraSia Moscow, RUSSIAPhone: +7-495-935-8704*****************remote Service+49 2636 56 2770 *********************training+49 2636 56 2670 ******************heUft QUaliplUS b.v.Deventer, NETHERLANDS Phone: + 31 570 6617 00*********************heUft USa, inc.Downers Grove, USAPhone: +1 630 968 9011*************heUft Systems technology (Shanghai ) co. ltd., CHINA Phone: +86 21 6434 3911***************internet: email:**************Sales request+49 2636 56 2740************************Spare parts request +49 2636 56 2750***********************************and packaging faults. Whether checking fill levels and closures, detecting foreign objects or inspecting labels: HEUFT creates solutions with a system because “HEUFT ist Systemtechnik“!IN-LINE QUALITY ASSURANCE WITH HEUFTTHE RIGHT SOLUTION FOR EACH TASK!HEUFT SYSTEMTECHNIK GMBH | Brohltalstr. 31-33 GermanyPhone: +49 2636 560 | Fax: +49 2636 562 56 。
基于机器视觉的玻璃瓶口缺陷检测方法随着工业化的发展,玻璃瓶已经成为了我们生活中不可或缺的物品之一。
然而,由于生产过程中的各种原因,玻璃瓶口上可能会出现一些缺陷,这些缺陷会影响到瓶子的密封性能,从而影响到产品的质量。
因此,如何快速、准确地检测玻璃瓶口的缺陷,成为了一个亟待解决的问题。
近年来,基于机器视觉的玻璃瓶口缺陷检测方法逐渐成为了研究的热点。
这种方法利用计算机视觉技术,通过对瓶口图像的处理和分析,来实现对瓶口缺陷的检测。
具体来说,这种方法主要包括以下几个步骤:1. 图像采集:利用相机等设备对玻璃瓶口进行拍摄,获取瓶口图像。
2. 图像预处理:对采集到的图像进行预处理,包括去噪、灰度化、二值化等操作,以便于后续的图像分析。
3. 特征提取:利用图像处理技术,提取瓶口图像中的特征信息,如边缘、角点等。
4. 缺陷检测:根据提取到的特征信息,结合一定的算法模型,对瓶口图像进行缺陷检测。
5. 结果输出:将检测结果输出,以便于后续的处理和分析。
基于机器视觉的玻璃瓶口缺陷检测方法具有以下优点:1. 高效性:利用计算机视觉技术,可以快速、准确地对瓶口缺陷进行检测,大大提高了检测效率。
2. 自动化:该方法可以实现自动化检测,减少了人工干预,降低了人工误差。
3. 精度高:利用图像处理技术,可以对瓶口图像进行高精度的分析和处理,从而实现对瓶口缺陷的精准检测。
4. 可靠性高:该方法可以避免人为因素对检测结果的影响,提高了检测结果的可靠性。
总之,基于机器视觉的玻璃瓶口缺陷检测方法是一种高效、自动化、精度高、可靠性高的检测方法,可以有效地提高玻璃瓶生产的质量和效率。
随着计算机视觉技术的不断发展,相信这种方法在未来会得到更广泛的应用和推广。

Vi s i o n I n s p e c t i o nVision Inspection SolutionsPowerful Tools for Quality AssuranceVision Inspection Solutions Inspection ApplicationsPowerful Inspection Software Efficient Reporting FeaturesVision InspectionCI-VISION2V i s i o n I n s p e c t i o n S o l u t i o n sAdvanced Inspection Applications From Experts in Vision InspectionVision Inspection Systems from METTLER TOLEDO CI-Vision are part of an integrated hardware and software solution, designed to provide sophisticated systems configured for each customer. With over 30 years experience in vision inspection, we continue to innovate and offer leading solutions in numerous applications in package and label inspection.Discover the Benefits of a Vision Inspection System• Enable a Broad Range of Inspection Applications - Perform many types of inspections of labels and packages in food, beverage, cosmetics, pharmaceutical or industrial applications. We are not limited by industry - our systems are designed to configure to your production inspection needs.• Rely on Powerful CIVCore Software - Our software is designed to perform inspections to meet yourrequirements, ensuring you get the right inspection everytime. This includes inspections such as detecting variable inkjet print in challenging applications.• Increase Operational Efficiency - Using advanced reporting features, statistical analysis and integrated connectivity, you can efficiently manage your production lines. Proactive maintenance from our qualified service team ensures you can monitor your systems for minimal downtime to production.• Easy Setup & Serviceability - With global presence in 39 countries, we have experts available either in person or by phone to provide troubleshooting. METTLER TOLEDO is known for its service and customer support - we are your trusted partner ensuring we’re always available to help.The advantages of vision inspection extend to package integrity checks, barcode detection, lot number verification and many more inspection criteria, including examples below:Lot Number VerificationChecks for presence and quality of date/lot information, preventing consumption of expired product and supporting product bel Position or SkewVerifies branded products are displayed appropriately, ensuringthat brand image is maintained.Neck or Thread InspectionEnsures that every container can be properly sealed, preventing spoilage and productcontamination.3Ensure Minimal Rework and Mitigate Product Recalls in Specific Applications and Production Challenges With vision inspection methods in place to monitor and manage label and package integrity, you can efficiently manage rework at the production line. This helps minimize costs associated with downstream rework and recalls, providing your manufacturing facility with an efficient process for product changeovers and monitoring. • Food & Beverage Applications - Allergens pose a critcal issue for consumer safety - our systems prevent mislabeled products from leaving the production floor. Inspection of lot codes, or barcodes helps to ensure tracebility in the event of a recall due to contamination by outside pathogens.• Personal Care & Cosmetics Applications - Vision inspection of cap integrity, label quality and critical product information on the label provide assurance that the end customer will receive a top-quality product every time.• Medical Device & Pharmaceutical Applications - High-quality packaging and label information can mean the difference between life or death for highly regulated industries. Relying on vision inspection to review package integrity, critical warning labels, and barcode information ensures your product meets regulatorystandards for safety and efficacy.Cap Integrity & Label Inspection For personal care industries, your packaging should stand as a testament to your branding - let only the best products shine through.Lid VerificationFood & beverage applications include bottle fill level, labels, and seal integrity checks to ensureconsumer safety.Package Closure & Expiration Verify that a complete product package is sent on to theconsumer, with the right expiration dates and refrigeration instructions specificially important forperishable items.4Intuitive Softwarein One Powerful PackageV i s i o n I n s p e c t i o n S o l u t i o n sMETTLER TOLEDO CIVCore Software provides powerful vision inspection solutions forCI-Vision systems. This flexible and intuitive user interface offers a wealth of tools to help you eliminate production errors and rework.Automatic Part Selection Rather than having operators manually execute product changeovers on the system, CIVCore has the ability to receive signals from central production control software, changing between product profilesautomatically and reducing the chances of human error.Intuitive InterfaceTaking cues from mobile application design, the CIVCore interface is easy to learn and use. Larger icons and an open screen allow users with any level of experience to perform daily functions. The look and feel is standard on all METTLER TOLEDO CI-Vision inspection systems, meaning operators only need tolearn one interface.Statistical PackageExtensive statistical analysis generated by CIVCore can aid production managers inidentifying weaknesses in their production process. Reports can be exported easily and scheduled to run at regular times during the day, providing managers withup-to-date analysis.The Design Philosophy for CIVCore Follows Three Basic Tenents:• Adopt the Newest Inspection Tools - We consult with manufacturers to ensure they have the tools they need; should needs change, new tools can be added.• Adjust to Different Products Rapidly - CIVCore Software offers a four touch changeover routine - making changing between pre-configured product profiles easy.•Adapt to New Products - The training wizard allows users to quickly train new parts on the system as quickly as advances in package and label design happen.5Inkjet Print DetectionFor Reliable Dot Print InspectionDetection on Variable Surfaces CIVCore is optimized to inspect a variety of materials that may have uneven or round surfaces. The Dot Print tool ensures complex packaging is integrated into the inspection methods.Scalable Print DetectionA system is configured to detect characters or numerals in a range of detection sizes. Program the Dot Print Tool for specific dates, specific text, and variable text, all pre-programmed for detection. Individual Character Recognition Dot Print Tool detects eachindividual characters, especially important when characters may be touching, or blurred due toprint quality.CIVCore - Dot Print ToolUsing the latest library of vision inspection tools, our CIVCore software has the capability todetect and inspect inkjet print. With this Dot Print Tool, our software offers manufacturers reassurance that the final product meets their specifications and has all theinformation needed to relay critical information to a customer.6V i s i o n I n s p e c t i o n S o l u t i o n sAdvanced Reporting & Connectivity For Enhanced ProductivityQuality assurance is critical in developing high-quality products and monitoringoperational efficiencies. Statistical analysis in manufacturing is crucial to understanding and controlling the causes of process variation which would otherwise lead tounacceptable levels of products that fail to meet quality control standards. Our software can help you optimize your manufacturing process, enabling you to effectively monitorproduction efficiencies connected to industry standard communication protocols.Histogram ChartsSee how variable data is distributed between the upper and lowerspecification limits. The histogram provides a visual image of thecurrent situation of the process and can be used as a tool for assessing process improvements.Control ChartsVisually determine the process variability over time. Shifts in the trend can alert to changes in the process which affect product quality.Pareto ChartsQuickly determine the most important quality parameters to optimize the process. Using attribute data, the Pareto chart highlights which causes areresponsible for the highest number of failures. Substantialimprovements to the process can be obtained through prioritization of failure causes highlighted by the Pareto charts.7METTLER TOLEDO ProdX Support ProdX Inspection data management software provides seamless integration of product inspection devices making processes more streamlined, more accessible and more efficient.Enable Remote Part ChangesProdX supports whole line changeover as well as assigning a machine as the master for part changes.Export ReportsStatistics showing machine counts broken down by channel, station, and camera level allow customers to produce line reports right from ProdX.Monitor MessagesFaults and adjustments made to machines are displayed in ProdX.Review Failed Product Information Receive direct display of failures including failure images from the ProdX display.CIVCore Software Connectivity PackTags SupportCIVCore features support for Pack Tags, allowing CI-Vision systems to communicate with other machinery on manufacturing lines for better integration into your production line.Industry Standard Communication Compatible with PackTags communication protocols such as OPC/UA, EthernetIP and PROFINET Integrated OEE ReportingUtlize PackTags data to perform OEE calculations within the CIVCore software.Easily Connect to Your Setup Connect to your existing PackML communications tools, ensuring minimal disruption to current production monitoring andreporting.Integrated Software:Any vision software can provide manufacturers with a failure count, but our software goes beyond that. Our enhanced statistical package explains why each product failed and can be set to generate regular reports displaying failure trends, aiding in analysis of the production process.Additionally, communication is important in the production process, and that includes communication between production equipment. The METTLER TOLEDO softwaresupports standard communications protocols such as PackTags, and is fully compatible with our own METTLER TOLEDO Prod X software./ci-visionCIVCore Feature SummaryFeature DescriptionPart FilteringEnables users to search the parts library, making it easier to find parts for product changeovers.Double Blind Data EntryDouble blind data entry requires two users to both input the sameinformation to change to a new inspection profile, effectively eliminating human error.Increased AccountabilityUser logs know who was using the system, when they used it and any settings they may have changed; the interface makes user logs easier to access.Improved Statistics ModuleThe new CIVCore comes with an easy-to-use statistics model for reporting and production monitoring purposes.Anti-Circumvention Technology (purchase option)CIVCore won’t be fooled. The software knows when it is being worked around and sounds an alarm.Stored Failure Images Images of defective products are stored for review, while an overlay texthelper displays the reason for failure.High Failure SignalsTell CIVCore a threshold for high failure rates, and once the limit has been reached, the system can send a shutdown signal to your production line.Closed-loop camera feedback CIVCore features an improved camera feedback loop, which improves image acquisition and allows for easier troubleshooting.Inkjet Print InspectionCIVCore Dot Print Tool inspects inkjet printing either printed directly on labels or packages.Our service offerings are structured in with you in mind - providing you support to get your system up and running without fuss. We perform a lab evaluation and site survey of every quoted project - providing you confidence in our products working for you, and we provide a variety of service contracts designed to fit your budget.METTLER TOLEDO Service & SupportJust ask us.Our knowledgeable and courteous technical support team is there to offer whatever system support you require, whether it be conducted remotely or on site.。

大学本科毕业设计任务书题目:基于机器视觉的酒瓶检测系统设计学生姓名届届学院<系)专业指导教师职称下达任务日期一、毕业设计内容及要求本课题的范畴属于机器视觉中的视觉检测领域。
我国是生产和消费的大国,特别是酒业生产己经成为国民经济的重要组成部分。
对于酒类生产过程中,对于酒瓶瑕疵和酒瓶液位的检测,传统的方法是采用人工检测,但人眼观测存在如下缺点:(1> 人眼长期观察容易疲劳,难免产生遗漏(2> 人眼感觉难以量化,标准难以掌握(3>因人的反映速度有限,一旦发现啤酒体积不符合要求,也难以立即剔除,需中断酒水生产线的运行,这样对生产线的速度及其连贯性有一定限制。
随着罐装速度不断提高,传统人眼检测己难以保证准确性。
机器视觉系统采用高分辨率摄像技术,光学照明技术,机电控制技术以及实时图像处理技术,很好的满足了检测的实时性与准确性要求。
采用机器视觉的方法,可以有效克服人眼检测的不足,提高生产线的自动化程度与效率。
本课题即研究基于机器视觉,利用图像处理技术进行酒瓶瑕疵和液位情况的相关检测。
此设备应用到酒类生产线上,可代替传统的人眼检测,将不合格产品剔除。
具有高速度,高精度,无接触,无污染,智能自动化的特点。
基于机器视觉进行酒瓶检测的基本工作原理是:在生产线上,被测酒瓶经光源照射,经光学系统聚焦后成像于CCD工业相机的CCD像面上;用图像采集卡采集相机的图像信息,然后由计算机的算法程序软件完成对酒瓶瑕疵和液位信息的自动检测。
本课题的主要目标有三方面:(1>视觉检测系统的器件选型对于一个典型的机器视觉检测系统,其硬件系统构成主要包括光源、镜头、芯片和相机、图像采集卡、计算机。
光源是机器视觉系统的第一步,特别对于酒瓶类易透射和反射光的被测物,选择何种光源非常重要。
光源对能否进行稳定、清晰、高对比度的成像起着关键作用,而稳定、清晰、高对比度成像对保证结果的准确和可靠性起着关键作用。
镜头<成像透镜)把被测物成像于CCD传感器的光敏面上,以达到非接触式测量的放大或缩小被测物的目的。

EBI设备测试瓶设置及步骤1.准备测试瓶,测试瓶必须要缠反光胶带,如下图所示:
2.主界面下点击启动测试瓶图标准备设置测试瓶数量及缺陷
3.点击测试瓶设置图标,设置测试瓶数量及相关缺陷,以设置6个测试瓶为例,其中2个
瓶底缺陷,1个瓶身缺陷,1个瓶口缺陷,两个残夜缺陷。
如下所示:
4.设置测试瓶启动条件,可以以计时的方式,也可以以计算生产瓶子数量的方式,只需要把相对应的X改为√就可以了:
5.启动手动测试瓶,只需要在下图界面下点击手动启动测试瓶检查功能:
6.如果测试全部通过将会出现下图结果。

玻璃瓶瑕疵自动检测系统摘要本课题是研究玻璃瓶瑕疵自动检测系统,针对玻璃瓶检测的高速度、高精度、实时性的特点,本文主要利用数字图像处理技术及其方法研究一套玻璃瓶瑕疵检测系统,利用该检测系统提供的一些数字图像处理方法可以决速准确的判断出该图像是否为缺陷图像。
利用该检测系统所应用的技术设计出来的系统不受主观因素的影响,能快速、准确地检测产品,完成人工无法完成的检测任务,是现代化生产中不可缺少的工具。
本文详细地介绍了图像处理技术,验证了多种图像检测算法,我们提出了一种基于混合滤波器缺陷检测算法,并从理论和实验两方面对检测效果做了评价。
论文分析了各种模式识别方法,提出了玻璃瓶缺陷检测的具体方案。
方案利用聚类算法来提取缺陷,通过对缺陷特征的分析来识别玻璃瓶的好坏。
本系统的主要部分由CCD摄像机、图像采集卡和微型计算机组成。
CCD摄像机采集玻璃瓶图像,图像采集卡把玻璃瓶图像转换成计算机能识别和处理的数字图像,再通过计算机上的软件完成缺陷检测功能。
检测系统在实验阶段的检测精度已达到设计要求,较成功地实现了玻璃瓶缺陷的检测,能用于检测玻璃瓶的裂痕、气泡等缺陷。
关键词:图像处理缺陷图像分割模式识别特征提取AbstractThis paper studies the glass bottle defect detection system, for the high-speed, high precision and real-time features of glass bottle detection,this paper mainly uses the technologies and methods of digital image processing to research and develop a glass-crack inspecting system.We can judge whether the image is a crack or not from the digital image processing methods that the inspecting system applies us.The detection system, which designed with this technique, won’t b e influenced by subjective factors. It can detect the product fleetly and accurately that the human can’t do. It is an indispensable tool in modernization production.This paper introduces image processing technique detailedly.Demonstrating a variety of image detection algorithm, we propose a defect detection algorithm based on hybrid filter, and have evaluated the testing results from both theory and experiment.The paper analyses a variety of pattern identification technique and raises a specific scheme for the detection of the glass bottle blemish. The scheme uses the clustering arithmetic to distill blemish, and identifies the glass bottle by analyzing the character of blemish.This system’s hardware is mainly composed of CCD camera, image capture card and computer. The image of glass bottle is collected by CCD camera, and turned to digital images that can be identified with computer by image capture card, and identify glass bottles’blemish with the software in the computer. The detection system has successfully realized the blemish detection of bottles. It reaches the detection precision needed in experimental conditions and can detect the blemish of glass bottles, such as crack, bleb, etc.Keywords: Image Processing;Blemish;Image segmentation;Pattern Identification;Feature Extraction1绪论2系统结构3图像处理(图片比较)4数据处理5结论6参考文献第一章绪论1.1 本课题的提出随着时代的发展,科技的进步,人们对工业产品的数量和质量要求越来越高,传统意义上的检测技术与飞速发展的工业要求之间的矛盾日益突出。

易拉盖底盖视觉检测设备安全操作规定引言易拉盖底盖是一种应用广泛的封口方式,可以用于饮料、食品、药品等领域,是一种非常方便、快捷的包装方式。
为了确保易拉盖底盖的安全性,需要进行一定的检测以保证其质量。
现在,很多企业都采用了易拉盖底盖视觉检测设备进行检测,但是对于这些设备的操作规范并不是很清晰,因此我们需要出台相应的安全操作规定,以保障操作人员的人身安全和设备安全。
设备安全操作规定一、设备前的准备工作1.确定操作人员:设备操作前,需要确定好操作人员,严禁未经过培训的人员进行操作。
2.检查设备:在使用设备前,需要对设备进行检查,确保设备处于正常状态,没有异常情况发生。
3.确定测试样本:在进行检测前,需要确定好测试样本,并进行准确标注。
二、设备的操作流程1.打开设备电源:在进行操作前,需要先打开设备电源,并等待设备进入正常工作状态。
2.选择测试程序:根据需要进行测试程序的选择,并进行设置。
3.放置测试样本:将测试样本放置在设备对应的位置上,并按照设备要求进行定位。
4.启动测试程序:在确认样本准确、无异常后,启动测试程序开始检测。
5.程序完成后关闭电源:在测试程序完成后,关闭设备电源,并按照要求进行设备的安全维护。
6.结果记录:在测试完成后,需要将测试结果进行记录,并保存好相应的数据资料。
三、设备的安全防护1.设备外壳维护:在操作结束后,需要对设备进行外壳的清洁维护,保证外壳的清洁、干燥,以防水和电路短路等问题发生。
2.设备移动:在移动设备时,应该轻拿轻放,尽量避免碰撞和擦伤。
3.设备维护:定期对设备进行维护,及时更换老化和损坏的零部件,并做好相应的记录。
结论易拉盖底盖视觉检测设备是企业进行检测的重要工具,正确的操作规范能够保证检测的准确性,同时可以减少设备的损坏,延长设备的寿命。
建立良好的设备操作规范,不仅可以保障设备的安全,还可以提高操作人员的安全意识,为企业的生产保驾护航。

瓶口检测仪操作手册Continuous Snap 连续拍照Snap Interval:拍照时间间隔●Part Management 零件管理对瓶子种类进行管理,分配至检测项●System Configuration 系统配置离线状态下,Administrator 管理员以上级别,这组菜单允许你执行系统和Channel设置。
●Alarm Configuration 报警设置选择不同的报警项,Miss part,未检测的瓶子。
Miss Result,检测无结论的瓶子。
Excessive Defects,过多有缺陷的瓶子。
可有声、光报警。
●Diagnostics Tools 诊断工具硬件诊断可测试单个输入/输出口I/O的信号查看电脑硬件配置。
●Database Tool 数据库工具通过这个菜单可存储或装载Save or Load系统或监测数据●(一般)通常选项查看记录文件,软件升级,用户设置,系统关闭●Language Selection 语言选择语言选择,可选语言显示在下拉菜单中(无中文)●Online/Offline在线/离线点击可更换模式系统有两种操作方式,在线检测和离线在线为绿色离线为红色●Help。
帮助帮助你运用这个系统●Statistics area 统计数据区Clear statistics 清除统计数据操作步骤点击Camera1右击Camera1选择Clear statistics●Job Option 工作选择项Select Job 选择工作操作步骤点击Camera1右击Camera1选择Select Job选择所需工作,在Job list中点击OK。
Programming Inspection检测原理Intellispee系统采用最新的视频技术在高速生产状态获取零件图像,数字化这些图像经图像处理判断零件外观合格与否。
为设定系统,放置一零件于摄像机镜头下,视频系统获取图像,然后为检测图像设置参数,每次检测允许有其自身的要求和通过/不合格的灵敏度。

AvengerVERSATILE ULTRASONIC FLAW DETECTORDual A-Trace 2-3 echo mode DAC/TCG2 independent linear flaw gates Shear wave modeDAC curve in FW modeTime encoded B-ScanIntroductionThe Avenger is a small handheld UT instrument offering both versatileflaw detection as well as a series of thickness gaging capabilities. While the basic software can perform flaw detection utilizing linear independent flaw gates, an advanced software version is capable of Time Corrected Gain (TCG) by setting up a DAC curve enabling state-of-the-art conventional flaw detection. Special AWS calculations as per the D1.1/1.5 AWS code are available in the AWS software upgrade in order to facilitate such industry-standard inspections in a convenient and fast manner.ApplicationsGeneral ultrasonic flaw detectionMetals, plastics, composites, glass, rubber Tube, pipe tank, pressure vessel Investment castings Chemical milling Turbine blades Boilers GlassP r o vided b vided by y : com (800)40404-A -ATE TEC CAd Advanced vanced T Test estE quipment Rentals®AvengerVERSATILE ULTRASONIC FLAW DETECTOR5542 Buckingham Drive - Huntington Beach - CA 92649 – PH: 714-893-2438 - FX: 714-897-3840 - ***********************Standard featuresSingle and dual element transducersContact, delay/immersion, through-transmission, shear modeHigh-Speed LCD displaySplitView: Dual A-Trace displayPeak Echo Hold: Fixed or timed “waterfall” resetDefault and user programmable setupsRugged aluminum case with rubber end capsWindows based Data Transfer software optionalAdvanced featuresSoftwareoptionsTime-encodedB-ScanDAC/TGCcurveAWScalculationsStandard xDAC x xDAC+AWS x xTime-encoded B-Scan: View A-Scan and B-Scan simultaneouslyDAC- Distance Amplitude Correction – incorporates 20-pointDAC curve to compensate for material attenuation and sounddissipation and maintain a true quantitative signal amplitudeacross the range covered by the DAC curveAWS- Calculations – includes standardized calculations requiredto fulfill compliant AWS inspections and measurementsAvenger AWS PackageAvenger-L00, including DAC+AWS software upgradeAWS0266 shear wave transducer, TBS103 test blockAWW045, AWW060, AWW070 wedgesCHRF028-TM contact transducer, BBG01 cableTechnical SpecificationsGeneral Package Avenger unit, Rechargeable ‘AA’ batteries, AC charger, User manual, COC, Pelican Case Display 240 x 320 pixels | 2.3in x 3.1in (58mm x 79mm) | automatic/on/off backlightDimensions 3.25in x 1.4in x 7in, 1.75lbs | 82mm x 35.5mm x 178mm, 0.8kgPower source 6 field-replaceable ‘AA’ batteries (autonomy of 8 hours) or AC powerOperating temp 32 F - 122 F (0 °C to 50 °C)Storage temp -4 F - 140 F (-20 °C to 60 °C)Connector type Dual Lemo00 or Dual BNC or Dual Lemo01Transducer Type Single and dual element | Contact, Delay, Immersion, Shear, Through-transmission Frequency 0.5 MHz - 15 MHzPerformance Measurement Range 0 in – 340 in (0mm – 8636mm)Resolution 0.001 in (0.0254mm)Velocity 0.0490 in/us – 0.9999 in/usGates Thickness gates IP-1st, 1st-2nd, 2nd-3rd | IP blocking, IF blocking, IF-1st blocking, 1st–2nd blocking | POS and NEG Linear flaw gates 2 independent linear gates | % of FSH for each of both gatesAlarm types Auditable and visual | Thickness high, low, both | Amplitude higher, lowerDAC flaw gates OPTIONAL: DAC curve (20-point)Modes Shear wave mode Flat plate| Thickness and one linear gate availableTCG mode OPTIONAL: TCG (Time Corrected Gain) available in all modes | automatic or manual setupAWS-code mode OPTIONAL: AWS D1.1/1.5 calculations (A, B, C, D values automatically calculated)Pulser Pulse volts | PRF 250V | 300HzReceiver Gain 0 - 100dB (up to 0.1 increments)Damping | Tuning 25Ω - 375Ω (8 damping levels) | Filter on/offDisplay modes RF, +HW, -HW, FWStorage Internal 2MB data logger – 250 A-Scans storable, up to 20 User setups storableConnectivity PC Software Windows based USB Data Transfer Software: up- and download setups and data (optional)。

验瓶机操作手册简介这种空瓶检测机是一种结构紧凑的直线式机型。
导向带系统可怜保证精确的容器导向。
通过IRIS检测系统(改进型高分辨率检测系统),带有微小损伤的和未被清洗干净的容器都能够检测出来并排除掉。
一台电机用于机器头部的自动高度调节,特殊容器的传送部件可以迅速地转换到另外一种容器。
冷却系统保证检测模块的恒定温度和机头的高度运行可靠性。
吹除器或抽除装置用于除掉瓶底上的残余泡沫和润滑物。
机器配备有瓶壁、瓶底和瓶口检测及两套残余液体的探测。
可以根据需要在机器上加装下列检测模块:瓶口外侧检测螺纹检测内壁检测形状探测永久性陶瓷标探测性能优异的电子和照相机技术与经受住时间考验的克朗斯机械结构相结合确保了最大的安全性和可靠性。
技术数据前言机器的有关数据均采用国际标准单位制。
本章包含有:机器的基本数据;有关的附加规格等。
请注意:所述的数值(例如:尺寸、重量等)均指标准结构的机型。
特殊的机器数据可以在技术文件的有关章节中找到,例如:备件文件和电气部件文件等。
机器数据能源供应连接加工和运行材料必须适合于在食品部门中使用(如果它们与产品接触的话)。
加工材料不得含有加工料品中禁止使用的成分,如:微生物、清洁剂消毒剂、污物等。
(如果它们与产品接触的话)只能使用所描述的运行和加工材料。
如果需要做出规定的话,生产线或机器的所有者必须在指定厂家的协助下,安装运行气体/蒸汽的排除系统。
运行材料的供给连接(根据机器的类型/模数) 运行气体 干燥、无油运行空气 运行水冷水 热水(备选)润滑物(例如:用户的集中润滑系统)电源供给有关所连接的负载(类型、质量、数量),请参考电器部件文件和控制柜上的标牌。
运行介质压力、温度、质量运行空气供给压力 最低6巴 最高10巴 工作压力 最低5巴最高7巴 主空气供给(根据机器的类型/模数的不同而供货) 给定值5。
5巴许可的运行温度5-50摄氏度加工材料在质量上必须适合于加工行业的要求。
加工材料不得含有加工料品中禁止使用的成分。

无缺陷有缺陷的包装异物附着与盖子移位检验马达电线的包装或焊接缺陷C =B = 视野(Y)(Y)下表显示不同相机类型与视野所对应的最小可检测尺寸。
假定图像处理系统的最小可检测像素尺寸为理想值,即 2 个像素。
如果最小可检测像素尺寸假定是 4 个像素,则其结果将翻一倍。
上表中的数字仅为理论数字,具体由检测条件而定。
在本示例中,捕获目标的视野 (B) 在 10 mm 至 100 mm 之间不等,具体取决于应用所选定的镜头尺寸。
CCD 的像素数量根据所使用的相机而有所不同。
标准尺寸 24 万像素 CCD 在 Y 方向 (A) 上的像素数量为 480 个像素,而百万像素型,如二百万像素 CCD 的这个数量则是 1200 个像素。
CCD 上最小可检测尺寸 (C) 是1个像素,但最好给瑕疵检测应用设置2 至 4 个像素。
现在来估算一下使用百万像素相机在 60 mm 视野 (B) 时的最小可检测瑕疵尺寸。
假定最小可检测像素尺寸 (C) 为理想值,即 2 个像素。
如果将A = 1200 个像素、B = 60 mm 、C = 2 个像素指定给前述公式:相机24 万像素200 万像素CCD 的像素数量(Y 方向)480 个像素1200 个像素视野 [mm]1030501002005000.040.130.210.420.83 2.080.020.050.080.170.330.83基本原理最小可检测尺寸 = 60 x 2 ÷ 1200 = 0.1 mm图像模糊高速快门图像低速快门图像例如:要求的最小可检测瑕疵尺寸 = 1 mm生产线速度 = 1 m/sec.快门速度 = 1 mm ÷ 5 ÷ 1000 mm/sec. = 1/5000理想的快门速度是 1/5000。
最大生产线速度LED 上的瑕疵S检测原理(当检测方向指定为X时)KC1-0109 Copyright (c) 2007 KEYENCE CORPORATION. All rights reserved. CVInspection1-KC-L-CS 0129-1 E 642154 Printed in Japan*642154*。

M E S S Ep r E M i E r Etech Deutschsprachige Ausgabe // HEUFT SYSTEMTECHNIK GMBH // Newsletter // Brau Beviale 2012InLine IXSintegriert. Spezielle Kameraperspektiven ermög-lichen einen unbehinderten Blick ins Mündungs-innere. Weder das Flaschengewinde noch dessenReflexionen beeinträchtigen das Inspektionsergeb-nis; Ausbrüche und sogar kleinste vertikale Risse inSämtliche Kamera- und Röntgenaufnahmen wertetdie neue Hochleistungsbildverarbeitung HEUFTtechnologien unterscheidet sie dabei tolerierbare Verpackungsstrukturen klar von echten Beschädi-... erfahren Sie mehr auf Seite 2 sowie animierte Tags, die auf dem Touchscreenangezeigt werden und jetzt zusätzlich auch anden entsprechenden mechanischen Teilen derVollgutkontrolle selbst aktiv aufleuchten, bietenwertvollen Support bei Umstellung, Reinigungund Wartung. Parallel dazu informiert einefreundliche Stimme akustisch über die jeweils er-forderliche Vorgehensweise.++3Einen gleichmäßigen und effizienten Behälterfluss verwirklichen: Das geht auch ohne Druck und Lärm! DerhEUft für allE fällE!Von der Leergebinde- bis hin zur Etikettenin-spektion: Auf der Brau Beviale 2012 in Nürn-berg zeigt HEUFT nahezu die komplette Palette an Systemen und Tools zur Inline-Qualitäts-sicherung von Produkt und Verpackung sowie zur Optimierung der Effizienz ganzer Abfüllan-lagen. Neben Top-Neuheiten wie dem Rönt-gen-Leerflascheninspektor HEUfT InLine IXS und dem HEUfT spotter SF zur präzisen Voll-flascheninspektion präsentieren wir auf unserer deutlichen vergrößerten Ausstellungsfläche am Stand 5/309 folgende HEUFT-Produkte:•den HEUfT LGX mit lernfähiger Seiten- wandinspektion zur umfassenden Quali-tätsprüfung von Leergutkästen,Im Leergut-Rundläufer am HEUFT-Messestandfehlerhafte Leerdosen rechtzeitig aus dem Verkehr ziehen und sowohl die Produktivität der gesamten Abfülllinie als auch die Integrität des Endpro-canLine funktioniert Diese Erkennungssicherheit erreicht der bereits praxiserprobte, kompakte HEUFT canLine mit einer reflexions- und schattenfreien LED-Ausleuchtung der Leerdosen und nur einer einzigen Kamera, die von oben her den gesamten Öffnungs-, Innen-wand- und Bodenbereich der Behälter ablichtet. Die Optik verfügt über eine derartige Tiefenschärfe, dass die Fehler auf den hochauflö- senden Aufnahmen klar sichtbar werden – selbst dann, wenn die Abfüllanlage im ab- soluten High-Speed-Ausleit- und SortierweicheSanft aBEr BEStiMMtVollflaschen auf bis zu vier Bahnen verteilen, Leergut sortieren und fehlerhafte Behälter ste-hend aus dem Produktionsstrom entfernen: Die HEUfT XY behandelt Getränkeverpackun-gen aller Art besonders behutsam und scho-nend. In Abfülllinien, in denen Premium-Indi-vidualflaschen aus Glas bzw. leichtgewichtige PET-Leerbehälter gefahren werden, zeigt die Ausleit- und Sortierweiche ihre wahren Qua-litäten.Edle Glasverpackungen stellen höchste Anforde-rungen an die Ausstattung einer Abfülllinie. Damit sie keine Kratzer oder Beschädigungen abbekom-men, müssen sie ganz behutsam durch die Anla-…Hocheffizient und geschmeidig zu-gleich – so hat ein optimaler Behäl-tertransport auszusehen. Mit HEUfT-Equipment erreichen Sie beides: eine lückenlose, staufreie Versorgung der Leitmaschinen und einen schonen-den, drucklosen und geräuscharmen Behälterfluss.“E-Mail:*******************Tel.: +49 2636 / 56 2630HARALD AXProduktmanagerTransportbandsysteme & Liniensteuerung HEUFT SYSTEMTECHNIK GMBH…Auch mittelständische Privatbraue-reien mit vergleichsweise geringem Ausstoß und wenig Platz haben höchste Qualitätsansprüche und wollen inspizieren wie die Großen. Gut, dass ich ihnen maßgeschneiderte Kompaktlösungen zur Leerflaschen-inspektion auf HEUfT -Niveau anbie-ten kann.“E-Mail:*************************JOHANNES SEIDELVertriebsleiter Süddeutschland HEUFT SYSTEMTECHNIK GMBH…Einfach einfach: Das revolutionäre Usability-Konzept der Vollgutkontrolle HEUfT prime ist der neue Stand der Technik. Dank der audio-visuellen Benutzerführung finden sich auch un- erfahrene Anwender schnell und ein-fach zurecht. Probieren Sie‘s aus!“E-Mail:************************Tel.: +49 2636 / 56 1860MARKUS MÜLLER ProduktmanagerVollgutkontrolle & Etikettierung HEUFT SYSTEMTECHNIK GMBH... gEnial Einfach, Einfach gEnial... Fortsetzung von Seite 1…Die Leistungsfähigkeit des HEUfT spotter SF sorgt bei unseren eura- sischen Kunden – vor allem in der Bier- und Spirituosenbranche – für eine hohe Nachfrage. Zahlreiche Global Player erwägen, ihre Pro- duktionslinien mit dem Vollflaschen- inspektor auszustatten. Aufgrund der hohen Anzahl entsprechender Anfragen schätzen wir das Potential des HEUfT spotter SF auf dem eura-sischen Markt als sehr hoch ein.“E-Mail:************************Tel.: +7 909 / 944 8000MARINA HOFMANN Geschäftsführerin OOO HEUFT EURASIA... UnSichtBarES SichtBar MachEnNeues Feldbus-SystemSchnEllEr, EinfachEr,wirtSchaftlichErHEUFT-Systeme installieren, räumlich getrennte Komponenten integrieren und Zusatzmodule nachrüsten: Damit das schneller, einfacher und wirtschaftlicher funktioniert, haben wir das iso-chrone serielle Interface HEUFT ISI entwickelt. Es reduziert den Verdrahtungsaufwand drastisch.ersetzt die aufwendige Parallelverdrahtung von Sensoren und Aktoren und überträgt deren Signalein Echtzeit. Dazu ist nur eine einzige Leitung er-forderlich. Der Anschluss von Lichtschranken, Stauschaltern und Ausleitweichen gelingt dadurch unkompliziert und mit dramatisch verringerter Fehleranfälligkeit.Diese neue Schnittstellentechnik ermög-licht sogar die direkte Integration einer Um noch mehr erkennen zu können, sind weitere Technologien in das kompakte System integrier- bar. Unter anderem handelt es sich dabei umBestens bewährtnEhMEn SiE kontakt aUf!HEUFT-Kundenzentrum! Dort herrschen ideale Bedingungen, um unsere Inspektionssysteme live in Betrieb zu erleben und ausführlich zu begutachten. Wer seinen Besuch ankündigt und vorab entsprechende Muster zur Ver- fügung stellt, kann deren nungssicherheit sogar gleich an seinen ei- genen Produkten und Verpackungen aus- tionen lassen sich in unserer großzügigen Show-Arena direkt am viduellen Besuchstermin:***************,+492636/56-0.Siesinduns jederzeit herzlich willkommen.HEUFT MoDUlar & nachrüStBarDie neue innere Mündungsinspektion in meinen Leerflascheninspektor integrieren? Den Funktions- umfang meines Fremdkörperinspektors um eine Füllstands- oder Verschlusskontrolle erweitern? Mit unserem Baukastensystem funktioniert das auch nachträglich! Denn so gut wie alle HEUFT-Geräte basieren auf einer kompakten, universel-len Steuerungseinheit, in der sämtliche system-übergreifenden Komponenten untergebracht sind. Das Ergebnis: Eine einzigartige Aufwärts-kompatibilität für besonders einfache Nachrüs-Darüber hinaus verschaffen integrierte Ethernet-und DDE-Schnittstellen und TCP/IP-Zugang in alle Netzwerke. Die multilinguale Benutzer- steht damit nicht nur am jeweiligen Gerät selbst, sondern auch auf allen …Der Markenkern ist das Entscheidende“Mit der lernfähigen Seitenwandinspektion des HEUFT LGX überprüft die Fürstlich Fürstenber-gische Brauerei in Donaueschingen das Design und Erscheinungsbild ihres Leerkastenpools. /de/markenkern-entscheidende-fak-tor_669.html…nichts dem zufall überlassen“Mit dem HEUFT beetec , dem HEUFT synchron , dem HEUFT SX und dem HEUFT InLine stellt die Münchner Paulaner Brauerei einen dynami-schen, harmonischen und geräuscharmen Be-hältertransport sowie eine sortenreine Zuführung fehlerfreier Leerflaschen sicher./de/nichts-zufall-ueberlassen_654.htmlBudweiser Budvar bevorzugt hEUftMit zwei neuen HEUFT InLine -Systemen gewähr-leistet die tschechische Großbrauerei Budweiser Budvar, dass nur fremdkörperfreie, saubere und unbeschädigte Leerflaschen aus ihrem eigenen Portfolio befüllt werden./de/budweiser-budvar-bevorzugt-heuft_635.htmlchina setzt auf EffizienzMit dem HEUFT PROFILER und dem HEUFT synchron steigern bedeutende chinesische Brauer-eigruppen die Effizienz und den Output ihrer Ab-füllanlagen./de/china-setzt-effizienz_644.htmlhEUft-SyStEME in DEr praxiS。
瓶口缺陷视觉检测机 使用说明书
武汉市兰皓科技有限责任公司
第一部分 操作说明
一、界面介绍
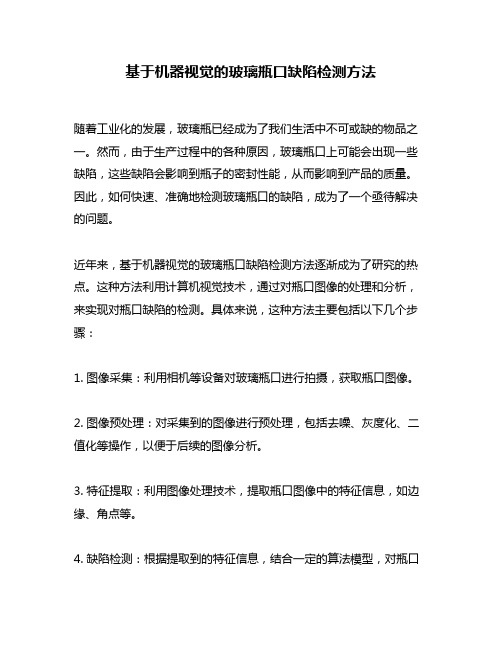
进入检测软件后,界面显示如下:相机将捕捉到的瓶口图片显示在当前画面中,经过处理后的图片数据则显示在瓶口上方。
如图1,瓶口上有6条箭头线段,每一条线段与瓶口边沿相交于两点,此两点间的距离即为瓶口直径。
图1中,最上方显示“当前程序”名称、“检测产品型号”、“检测结果”和“检测时间”等基本检测信息。
“数据统计”部分显示了已检测产品的统计结果,包括:良品、不良品、总量以及合格率等数据。
此数据依实际情况实时更新。
“结果分析”部分显示了对当前瓶口测得的数据。
图1,“第一组对边”是指由处在“①”号位置的两条互相垂直的箭头线段截得的一对弦(弦长即为直径)。
同理“第二组对边”和“第三组对边”分别表示由处在“②”“③”位置的箭头线段截得的两对弦。
相机分别测得以上每一条弦的长度,并将每一组弦长以及每一组弦
长的差值在一行中显示出来,如:。
“圆度检测”和“切口检测”下方分别有两个绿色的指示灯。
每一个指示灯分别指示圆度和切口合格状态。
合格时,指示灯为绿色,不合格为红色。
“圆度阈值”:测得的6条直径中的最大值和最小值之差与该阈值进行比较,用于设置瓶口圆度标准,可调节,单位为毫米。
如图1,当阈值设为1.0时,若实测最大直径与最小直径之差为1.2,则认为结果超过“圆度阈值”,导致该瓶口检测的结果不合格。
图1
“缺口深浅阈值”和“缺口面积阈值”:缺口颜色灰度值深浅标准和缺口面积
大小标准,均可调节。
瓶口有缺口时,缺口的颜色一定比光滑无损的瓶口颜色深。
当测得缺口颜色灰度值小于设置的阈值时,若满足小于该“缺口深浅阈值”的缺口面积同时大于“缺口面积阈值”,则该瓶口检测的结果不合格。
灰度值:黑白相机将照片中的灰度由纯黑色到纯白色依次划分了256级,0级为纯黑,255级为纯白。
例如图2,若设置,只要测得瓶口中某区域比设置值“141”
颜色深的都认为测得区域的灰度值不合格;同时,当测得的缺口颜色深于141的区域面积(面积阈值的单位为像素)大于(40个像素),则认为该瓶口检测的结果不合格。
图2
“剔除开启”和“保存NG图片”为勾选框,当勾选相应选项后,该功能会开启,否则关闭。
二、操作流程
开机流程:
1.开启控制柜电源。
2.开启工控机电源。
3.开启软件,当屏幕下方状态栏显示“已联机时”,说明相机已准备就绪。
此时可
开始检测。
关机流程:
1.关闭软件。
2.关闭工控机电源。
3.关闭控制柜电源。
第二部分 维护与故障诊断
一、维护
1.关于曝光时间、拍照延时和剔除延时:
图3所示为开启In-Sight Explorer 4.XX软件后的电子表格界面。
该表格中3-10行显示的内容和第一部分介绍的内容完全一致。
第11行之后的内容请不要随意更改。
这里只对第12行相关数据做简要说明,如图4所示:
“曝光时间”:相机每采集一帧照片,快门开启的时间。
单位为毫秒。
曝光时间越长,相片越亮,采集的照片越容易出现拖尾现象。
“拍照延时”:相机采集到拍照指令后,延后一定的时长执行拍照任务,该时长即为拍照延时。
单位为毫秒。
拍照延时(t1)由触发相机的光纤传感器与相机之间的距离(S1)以及瓶口移动的线速度(V1)决定。
理论上,t1=S1/V1。
“剔除延时”:相机检测结束后,延后一定的时长给出剔除信号,该时长即为拍照延时。
单位为毫秒。
拍照延时(t2)由相机与剔除装置之间的距离(S2)以及瓶口移动的线速度(V1)决定。
理论上,t2=S2/V1。
图3
图4
2.关于NG图像存储和工控机IP地址:
NG图像可以保存,但工控机中必须开启FTP服务功能(或开启In-SightExplorer 软件)。
同时工控机IP地址必须和电子表格中设置的一致。
如图5所示,双击
E93单元格,弹出WriteImageFTP对话框。
该对话框中“主机名”中的IP地址即为工控机的IP地址。
为确保程序运行可靠,建议不要更改图5中的地址:
169.254.0.100,同时确保工控机的IP地址设为:169.254.0.100,子网掩码设为:255.255.0.0。
对话框中“文件名”为:E:\NGImage\NG,即:NG图片的名称为NG.JPG,保存路径为E:\NGImage。
图5
3.相机IP地址
如图6所示,请在电子表格的菜单栏中找到“传感器”选项,并在下拉菜单中选择“网络设置”,“网络设置”中可以设置IP地址和子网掩码,请不要修改该内容。
图6
4.光源的维护
请不要旋转控制柜中光源控制器的亮度调节电位器(黑色圆形)。
并请记录电位器刻度值,当偶尔旋转电位器后,请将旋钮还原至已记录的位置,如图7所示。
请每周用清洁软布擦拭光源底部玻璃片,保证光线顺利进入相机。
图7
5.相机与镜头的维护
请记录相机镜头上光圈与对焦环的位置,并一定不要改变光圈和对焦环的位置,保证光圈和对焦环的两颗固定螺丝已经锁死(如图8)。
应定期用清洁空气轻轻吹掉镜头表面的浮尘。
对难以清理的污渍,应用清洁长纤棉沾取工业酒精乙醚溶液,浸润后轻轻擦拭清理。
亦可用镜头清洁套件清理。
不要来回用力擦拭镜头!不要用混有细小颗粒物的软布或长纤棉擦拭镜头!镜头上粘有颗粒物时不要试图用力擦掉!不要改变相机与瓶口间的距离!不要松动镜头与相机之间的连接!
图8
二、故障诊断表
故障 诊断 处理
照片不如以前清晰 1.光源玻璃片脏污;
2.相机与瓶口间距离改
变;
3.相机镜头脏污;
4.相机对焦环或光圈位
置变化。
1.清理光源玻璃片;
2.恢复相机与瓶口间的
距离;
3.清理相机镜头;
4.恢复相机对焦环或光
圈的位置。
照片亮度明显变亮或变暗 1.相机光圈位置改变;
2.相机曝光时间改变;
3.光源控制器亮度调节
电位器被旋转改变。
1.恢复相机光圈位置;
2.恢复相机曝光时间;
3.恢复亮度调节电位器
至已记录位置。
无法连接相机 1.相机未上电;
2.相机网线未与工控机
连接可靠;
3.工控机或相机IP地址
更改。
1.相机通电;
2.重新拔插网线一次;
3.恢复工控机或相机IP
地址。
开启软件后未显示“已联
机”
相机尚未完成启动 请等待相机完成启动。