加工工艺流程图
- 格式:doc
- 大小:111.00 KB
- 文档页数:4

质量手册A/0-2011 照GB/T19001-2008 idt ISO9001:2008编制
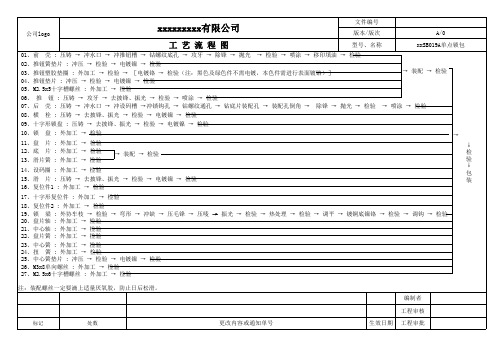
附件1 产品加工工艺流程图
蒸制菜(鸡腿)腌渍
肉类、调料采购→入库→出库→解冻→清洗→
★验收「(必要时) 」(绞肉)→搅拌
炖制菜
肉类、调料采购→入库→出库→解冻→清洗→刀工处理→焯水→※
★验收「(必要时) 」
烧制菜
「(必要时) 」
蔬菜、调料采购(★验收)→拣菜→清洗→切配→焯水(必要时
炒制菜
(肉类、水产品)
肉类、水产、蔬菜、调料采购→「(必要时) 」
★验收(蔬菜)拣菜
炸制菜(
肉类、水产、蔬菜、调料采购→入库→出库→解冻→清洗→(
★验收「(必要时) 」(鱼
(
汤、粥、豆浆制作(鸡蛋)清洗外壳→过桥
蔬菜、鸡蛋、粮食、调料采购→入库→出库→(蔬菜)
★验收(大米、杂粮)
(黄豆)拣豆→洗豆→浸豆→磨浆
米饭
大米采购(★验收)→入库→出库→拣米→洗米→浸米→★焖饭
面食(馒头、花卷、烧饼)(馒头)
面粉、调料采购→入库→出库→和面→(花卷)发酵→制压皮(
★验收(烧饼)
(水饺、锅贴
面食(水饺、锅贴、包子) 和面→
面粉、肉类、蔬菜、调料采购→入库→出库→(包子)
★验收(肉类)解冻
(必要时)
(蔬菜)
↑↑
★餐具、工具洗消★容器、工具洗消注:“★”表示关键工序。

五金加工工艺流程图五金加工工艺流程图是指将原材料经过一系列的加工过程,制成五金制品的具体步骤。
以下是一个典型的五金加工工艺流程图,包括了常见的工艺步骤和所需的设备、工具:1. 设计阶段:根据客户的需求和产品的功能要求,设计师进行产品的绘图和设计。
这个阶段需要使用计算机辅助设计软件等工具。
2. 材料选购:根据产品的要求,选购合适的原材料。
常用的五金加工原材料包括铁材、铜材、铝材等。
3. 材料切割:使用切割机械将原材料切割成所需的形状和尺寸。
切割机械有剪板机、钳剪等设备。
4. 材料磨光:使用磨光机进行材料的磨光处理,使表面光滑,去除锐角和毛刺。
5. 弯曲和成型:根据产品设计图纸,使用弯曲机或冲压机对材料进行弯曲或成型。
这个步骤可以给产品赋予特定的形状。
6. 焊接:将需要连接的部件使用焊接机进行焊接,使它们紧密地连接在一起。
常用的焊接方式有电弧焊接、氩弧焊接等。
7. 表面处理:对产品的表面进行处理,增加防腐蚀或美观性。
常见的表面处理方式有喷涂、电镀、镀锌等。
8. 组装:将所有加工好的部件进行组装成整体的产品。
组装包括螺栓、螺母连接,使用扳手、扭矩扳手等工具进行紧固操作。
9. 检测:对产品进行质量检测,包括尺寸、重量、外观等方面的检查。
常用的检测工具有卡尺、衡器等。
10. 包装和运输:将检测合格的产品进行包装,使用包装材料进行保护,并安全地运输到指定地点。
以上是一个典型的五金加工工艺流程图,其中包括了常见的工艺步骤和所需的设备、工具。
不同的产品和加工要求可能会有所不同,但总体流程是相似的。
五金加工工艺的精细与否直接关系到产品的质量和使用寿命,因此在加工过程中要严格按照工艺流程进行操作,确保产品的质量和性能。
同时,使用合适的设备和工具,对材料进行精细加工和处理,也能提高产品的质量和外观。

完整版)生产机加工件工艺流程图制造工艺流程图如下:1.原材料入库:将原材料送入仓库。
2.原材料检查:检查原材料是否符合要求。
3.原材料储存:将原材料分别放置在不同的仓库中。
4.原材料分类:根据加工工艺将原材料进行分类。
5.原材料粗加工:将原材料进行初步加工。
C加工:使用CNC机床进行加工。
7.精加工:对产品进行精密加工。
8.线切割加工:使用线切割机进行加工。
9.零部件尺寸检验:对零部件的尺寸进行检验。
10.氧化、着色、抛光:进行表面处理。
11.零件组装:将零部件组装成产品。
12.产品装配:将产品进行组装。
13.激光打标:使用激光进行打标。
14.成品检验:对成品进行检验。
制造工艺流程表如下:NO 工程名称作业内容管理项目记录操作人员1 原材料入库将原材料送入仓库先入先出原材料出库表仓库检验2 原材料检查检查原材料是否符合要求 N/A 外部采购合同书,输入检验报告保管员3 原材料储存将原材料分别放置在不同的仓库中分规格保管作业日志精工车间4 原材料分类根据加工工艺将原材料进行分类按加工工艺分原材料出库表技术人员5 原材料粗加工将原材料进行初步加工按顺序进行作业日志精工车间6 CNC加工使用CNC机床进行加工尺寸生产作业指导书技术人员7 精加工对产品进行精密加工尺寸生产作业指导书技术人员8 线切割加工使用线切割机进行加工尺寸生产作业指导书技术人员9 零部件尺寸检验对零部件的尺寸进行检验尺寸检验报告技术人员10 氧化、着色、抛光进行表面处理表面管理作业日志精工车间11 零件组装将零部件组装成产品产品的结合性生产作业指导书技术人员12 产品装配将产品进行组装产品的结合性生产作业指导书技术人员13 激光打标使用激光进行打标作业日志技术人员14 成品检验对成品进行检验产品检验达标检验报告技术人员以上是机加工制造工艺流程图和制造工艺流程表。
我们将原材料进行分类、加工、精加工、线切割加工、零部件尺寸检验、氧化、着色、抛光、零件组装、产品装配、激光打标和成品检验。

零件加工工艺流程图零件加工工艺流程图主要是指将原材料通过一系列加工工艺和工序加工成最终产品的过程。
下面是一个典型的零件加工工艺流程图,包含以下几个关键工艺和工序。
第一步:原材料准备1. 初步检查原材料质量和规格是否符合要求;2. 使用机械设备将原材料进行截断,确保尺寸符合工艺要求;3. 为了提高材料的切削性能,可以对原材料进行火焰热处理。
第二步:粗加工1. 使用加工中心或车床将原材料进行初步加工,包括车削、铣削、钻孔等工序;2. 根据设计要求,进行粗磨和刨削,以形成基本的几何形状;3. 进行相关表面处理,如打磨、抛光等。
第三步:精加工1. 进一步进行车削、铣削、钻孔等精细加工工序;2. 对产品进行精磨和研磨,以提高几何和尺寸精度;3. 进行光洁度检测和表面质量检查。
第四步:热处理1. 对零件进行热处理,包括淬火、回火、退火等工艺;2. 通过热处理改变零件的物理和化学性质,提高其强度和耐磨性。
第五步:表面处理1. 零件经过镀铬、电镀、镀镍等表面处理;2. 通过表面处理提高零件的抗腐蚀性能、耐磨损性能等。
第六步:装配和焊接1. 将多个零件进行装配,使用螺栓、焊接等方法进行固定;2. 进行装配过程中的调试和检测,确保零件装配正确。
第七步:质量检验1. 对加工完成的零件进行质量检验,包括尺寸检测、硬度测试、金属组织分析等;2. 检查零件表面的光洁度、毛刺等。
第八步:包装和运输1. 将加工完成的零件进行包装,以防止零件在运输过程中受到损坏;2. 运输零件到目的地。
以上是一个典型的零件加工工艺流程图,包括原材料准备、粗加工、精加工、热处理、表面处理、装配和焊接、质量检验、包装和运输等关键工艺和工序。
不同的零件加工流程可能会有所不同,但大致流程是相似的。
通过合理的工艺流程和工序控制,可以确保零件加工的质量和精度,提高零件的整体性能和寿命。

生产加工工艺流程图一、制造工艺流程表NO 工程名称作业内容管理项目记录操作人员1 原材料入库原材料入库先入先出原材料出库表仓库检验保管员2 原材料进口检查实施进口检查N/A 外部采购合同书,输入检验报告3 原材料储存移动至原材料仓库保管分规格保管作业日志4 原材料分出原材料工程投入先入先出原材料出库表5 原材料加工产品的加工按顺序进行作业日志精工车间技术人员6 切割原材料切割尺寸生产作业指导书7 车床加工产品的精密加工尺寸生产作业指导书8 铣床加工产品的精密加工尺寸生产作业指导书9 表面毛刺处理表面毛刺处理去除毛刺生产作业指导书10 表面研磨表面粗度研磨粗度生产作业指导书11 一次超声波洗涤超声波洗涤作业去除异物生产作业指导书12 表面处理表面着色外周管理生产作业指导书13 激光条纹激光打标外周管理生产作业指导书14 产品组装产品组装产品的结合性作业日志15 二次超声波洗涤超声波洗涤作业去除异物作业日志16 成品检查最终检查N/A 检验报告检验员17 包装作业包装作业包装状态作业日志内外包装操作工18 标签作业贴标签N/A 作业日志19 仓库保管、入库包装成品N/A 仓库保管、成品入库表仓库检验保管员20出库产品出库N/A成品出库表原材料来料检查原材料粗加工精加工☆成品检查打标打孔、攻牙车床加工出库仓库保管、入库铣床加工原材料入库原材料储存原材料分出热处理表面研磨☆表面毛刺处理数控加工二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序三、有关制造工艺流程图的详细说明○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。

玻璃加工生产工艺流程图
所用原料运至配料车间进行配料、混料后,经熔制车间上料口进行熔化,合格的玻璃液一部分送入制球车间制球,另一部分送入拉丝车间进行拉丝、纺纱成玻璃纤维。
生产工艺流程见图。
生产工艺流程图
生产工艺分为配料、熔制、制球、拉丝、纺纱等工序。
各工序工艺流程简述如下:
(1)配料
砂岩、白粒岩经斗式提升机提升到粉料仓中,石灰石、白云石、纯碱、回头料采用料罐提升到粉料仓中,其余原料用载货电梯运到粉料仓仓顶,人工拆包后倒入粉料仓中。
原料经称量、配料后由皮带送至混合机混合后出料。
(2)熔制
配合料运至熔制车间上料口,由加料机投入窑炉,经熔化、澄清、均化为合格的玻璃液后,流入工作池。
(3)制球
合格的玻璃液经供料道均化、调整成适合成型的温度,由剪刀机剪成料滴,进入制球机制成玻璃球,检验合格的玻璃球通过跑到进入球仓冷却、退火后,经检验合格由人工包装,最后运至成品库。
不合格的球运往原料车间,重新回炉利用。
(4)拉丝
合格的玻璃液经供料道均化、调整成适合成型的温度,进入拉丝机拉丝。
(5)络纱
纤维丝经纺纱机纺成玻璃纤维,最后打包入库。


创建日期: 责任人:工序号/SN 制造◇/MFG 搬运○/Transit 储存△/Store 检验□/Inspect过程特性控制/Process control point 示意图 / Picture 端面粗加工 (80° Nr1.2)A (外径粗加工)B端面精加工 (80° Nr0.8)A(外径精加工)B 内径粗加工(80° Nr0.8)C 内径精加工(55° Nr0.4)C Dia.18钻头加工D*430注意零件碰伤端面粗加工 (80° Nr1.2)E (外径粗加工)F端面精加工 (80° Nr0.8)E(外径精加工)F内径粗加工(80° Nr0.8)G(内径粗加工)H内径精加工(55° Nr0.4)G (内径精加工)H60注意零件碰伤钻孔(H1101 - H1111)钻孔(H3101 - H3104)钻孔(H3001 - H3002)钻孔(H3201)钻孔(H3201)钻孔(H3301)钻孔(H3201)倒角(H1101 - H1111)倒角(H3101 - H3104)倒角(H3001 - H3002)倒角(H3201)倒角(H3301)攻丝(H3101 - H3104)攻丝(H3201)立式车床车削加工90△上挂架80成品检验按抽样标准检验图纸尺寸/Inspect dimension per our AQL.吊装零件至下一道工序行车70钻孔+攻丝/Drilling and tapping加工中心50尺寸检验/FQC 3D 按抽样标准检验图纸尺寸/Inspect dimension per our AQL.吊装并将零件翻身行车40过 程 流 程 图Process flow chart零件号(料号)版本号/Part No.RVE.零件描述(品名)/Description:过程描述/ Process description 车削加工立式车床20设备/Equipment 按抽样标准检验图纸尺寸10尺寸检验/FQC 3D。
生产机加工件工艺流程
图
The manuscript was revised on the evening of 2021
机加工制造工艺流程图
一、
制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊
工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管
理。

机加工制造工艺流程图
一、制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。