切片软件的安装与使用
- 格式:doc
- 大小:1.14 MB
- 文档页数:17
CURA切片软件的安装和使用
软件使用简介
一、切片软件的安装及汉化
二、切片软件脱机使用方法
脱机打印即使用SD卡打印,无需电脑连接机器,使用方便,操作简单,推荐用户使用脱机打印。
三、切片软件联机使用方法
联机打印,需要通过数据线将电脑和3D打印机相连接,打印过程中不能断电,电脑不能屏保或休眠,以防数据传输失败,使用起来相对比较繁琐,通常不建议用户使用。
四、软件参数详细讲解
切片软件的安装及汉化
注意切片文件名保存为GCode(保存切片)代码时不能为中文或者特殊字符1、安装软件
点击安装程序后,弹出页面,一直点击下一步完成安装。
2.汉化切片软件,找到安装CURA-15.4文件夹
将汉化包中的文件util覆盖到安装目录中的文件
将文件中的utilt替换掉即可
重新打开CURA15.04.3切片软件,设置语言如下
2.机型设置
3、软件参数设定
打开在出现的界面可以修改打印过程的全部控制参数。
切换到完整配置模式。
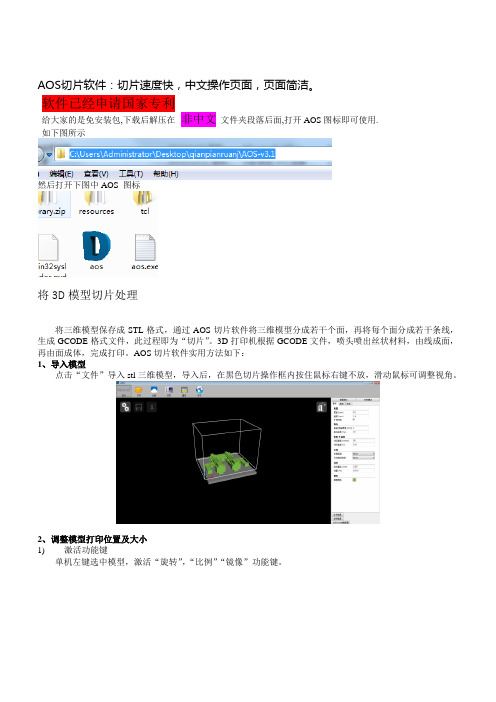
AOS切片软件:切片速度快,中文操作页面,页面简洁。
软件已经申请国家专利给大家的是免安装包,下载后解压在非中文文件夹段落后面,打开AOS图标即可使用.如下图所示然后打开下图中AOS 图标将3D模型切片处理将三维模型保存成STL格式,通过AOS切片软件将三维模型分成若干个面,再将每个面分成若干条线,生成GCODE格式文件,此过程即为“切片”。
3D打印机根据GCODE文件,喷头喷出丝状材料,由线成面,再由面成体,完成打印。
AOS切片软件实用方法如下:1、导入模型点击“文件”导入stl三维模型,导入后,在黑色切片操作框内按住鼠标右键不放,滑动鼠标可调整视角。
2、调整模型打印位置及大小1)激活功能键单机左键选中模型,激活“旋转”,“比例”“镜像”功能键。
2)调整模型打印位置点击“旋转”,出现红绿黄三个维度调整线,鼠标滑过彩色线,系统自动捕捉,线颜色变亮时,按住鼠标左键不放,向需要调整的方向滑动鼠标,即可调整模型空间位置。
肉眼观察模型底面和平台面已经平齐或接近平齐时,点击“倾倒”,即可保证模型底面与平台面完全平齐。
此时对准模型按住鼠标左键不放,滑动鼠标可调整模型与平台的相对位置。
点击“复位”,可将模型位置回复最初导入状态。
3)调整模型大小点击“比例”,当“保持比例”锁上时,调整比例,可实现等比例缩放,否则不等比例。
当打印模型大小超出机器打印范围时,模型颜色变“灰”,此时需调整模型大小及位置。
2、设置切片参数1)基本设置①“层高”:设置范围为0.06-0.25mm,高质量打印可用0.06,快速打印可用0.25,建议使用0.1mm;②“壁厚”:设置为喷嘴直径0.4mm的整数倍,如0.8、1.2、1.6,壁厚越大,模型强度越高,建议使用1.6mm;③“底部/顶部厚度”:设置为“层高”的整数倍,建议使用1mm;④“填充密度”:设置范围为0~100%,模型强度与填充密度成正比、打印所需时间与填充密度成反比。
若模型强度要求较低,建议“填充密度”设置为15~20%,若模型强度要求高,建议“填充密度”设置为60~70%,若模型要求实心,则设置为100%。

PrusaSlicer是一款开源的3D打印切片软件,由知名3D打印机制造商Prusa Research开发和维护。
它是一款功能强大、易于使用的软件,适用于各种类型的3D打印机,用户可以利用PrusaSlicer将3D模型转换为可打印的切片文件,以便进行3D打印。
本手册将为您介绍PrusaSlicer软件的基本功能、操作方法和一些技巧,帮助您更好地使用这款软件进行3D打印。
一、PrusaSlicer软件简介PrusaSlicer是一款免费的3D打印切片软件,它基于Slic3r软件,但在此基础上进行了许多改进和优化。
PrusaSlicer提供了丰富的功能和参数设置,能够满足用户对3D打印的各种需求。
与其他商业化的切片软件相比,PrusaSlicer具有更高的定制性和灵活性,适用于各类用户,从新手到专业人士都能够轻松上手使用。
二、PrusaSlicer软件安装与配置1. 下载安装PrusaSlicer软件用户可以通过Prusa Research官方全球信息湾或GitHub进行PrusaSlicer软件的下载。
在下载完成后,根据操作系统的不同,进行相应的安装步骤,完成软件的安装过程。
2. 软件配置在首次运行PrusaSlicer软件时,用户需要进行一些基本的软件配置。
包括语言选择、3D打印机配置、打印材料设置等。
通过这些配置,用户可以为软件提供更加准确的参数信息,以便进行更高质量的切片和打印。
三、PrusaSlicer软件界面PrusaSlicer软件界面设计简洁、直观,用户可以快速上手。
主要包括模型加载区域、切片设置区域、打印设置区域等。
用户可以在界面中进行模型导入、参数设置、预览模型等操作,非常便捷。
四、PrusaSlicer软件基本功能1. 模型导入PrusaSlicer支持导入各种3D模型文件,包括STL、OBJ等格式。
用户可以直接将模型文件拖放到软件界面中,进行快速导入。
2. 切片设置软件提供丰富的切片设置选项,用户可以根据自己的需求,对模型进行不同的层高、填充密度、支撑结构等参数进行设置,以便得到最佳的打印效果。

3D打印机切⽚软件种类及使⽤⽅法好的切⽚软件是3D打印的核⼼,现在的切⽚软件也⾮常多。
⽬前使⽤⽐较⼴泛且操作便捷的切⽚软件有Cura,XBuilder,Makerbot 等。
切⽚软件的好坏,会直接影响到打印物品的质量。
今天给⼤家简单介绍这⼏款切⽚软件的使⽤⽅法。
⼀、MakerBotMakerBot 软件是由美国Makerbot 公司开发的⼀款切⽚软件。
同样,操作界⾯⾮常简单,只需要简单的⼏个步骤即可完成切⽚。
快捷键Ctrl+O 打开需要切⽚的⽂件双击左侧的Move 按钮可以移动模型双击turn 按钮,可以对模型进⾏旋转操作。
双击scale 按钮,可以对模型的⼤⼩进⾏缩放。
点击右上⾓“Export Print File”进⾏切⽚Makerbot 软件还能预估打印所需要的时间以及耗费材料的重量。
点击Exprot Now保存到指定⽂件夹即可。
⼆、XBuilderXBuilder 3.0 软件是由西锐三维打印科技⾃主开发的⼀款中⽂版软件,界⾯简洁,操作⽅便。
⽀持.stl, .gcode, .obj等常⽤3D格式⽂件。
更重要的是,界⾯完全汉化,对于英语不好的童鞋来说,是个不错的选择。
点击载⼊,选择需要切⽚的.stl 格式⽂件。
软件窗⼝左侧的⼯具栏可以⼀键实现改变模型视⾓,尺⼨,位置,旋转等操作。
移动视点:选中按钮后,使⽤⿏标左键可以实现模型视⾓的改变。
移动模型:选中按钮后,使⽤⿏标左键可实现对模型的任意拖动。
旋转:选中按钮后,使⽤⿏标左键可实现对模型的任意旋转。
缩放:选中按钮后,使⽤⿏标左键可实现对模型的放⼤与缩⼩。
双击模型设置,可对模型进⾏精确数值的平移、旋转、缩放操作。
此外,还设有正视图,俯视图等⼀键式操作。
童鞋们就不⽤担⼼不⼩⼼把模型移到视线范围外了。
模型调整好后,点击切⽚按钮。
进⼊切⽚设置界⾯。
选择打印机的类型,Smart-225P 或者Smart300M 。
设置模型的填充率,温度以及打印速度。
设置好后点击切⽚,保存成.x3g 或.xery ⽂件即可。
切片软件的安装于使用切片软件的安装此处我们选用目前最为流行的“Cura”切片软件,以14。
01版本为例。
首先,在网上下载“Cura"切片软件文件安装。
将安装包复制到电脑任何盘符根目录双击安装,出现安装界面直接点击Next下一步。
请勿更改安装目录。
点击Install出现安装进度条,勿点击任何按钮,等待下一步提示提示安装驱动点击下一步点击完成回到软件安装界面后依次点击Next-Finish完成软件安装,自动进入软件配置界面直接点击Next选中Ultimaker Original后点击Next进入下一步选中热床功能Heated printer bed(self built),点击下一步Next依次点击Skip upgrade跳过进入下级界面点击Skip checks跳过.进入上图所示界面后点击Finish至此切片软件安装完成。
切片软件的使用在安装完成后会自动进入软件。
为配合使用,软件参数需要稍作修改。
点击Tools后选中Print all once点击Expert,选中Switch to full settings此时界面出现变化,我们接着设置,点击Machine,选中Machine settings…打开机器设置,将各参数设置如上图完全相同(E—Stepsper1mm filament将610改为566)后点击OK保存在键盘同时按下Ctrl+E或点击Expert选项,点击Open expert settings打开专家设置将各项参数设置设置如上图完全相同,点击OK保存(框选处不得漏填)设置主界面参数,Basic参数设置Quality,此项设置决定打印质量Layer height为打印层高,我们设置为0.15—0.2mm。
Shell thickness为打印模型壁厚,如果设置厚度超过模型本身壁厚将打印实心,低于模型厚度的话将会打印填充,此项参数可根据您对模型强度要求稍作修改,一般设置为1mm.Enable retraction为启用反抽,此项打钩。

3D打印控制软件Cura使用基础图解教程玩3D打印机的朋友,在上位机控制软件方面,通常的选择是Repetier-Host,这个软件功能丰富,允许用户对3D打印机进行比较细致的控制。
但是,Repetier-Host中自带的两个切片插件Slic3r和Skeinforge却都不算好用。
它们运行速度慢,内存占用高。
有没有办法解决这个问题呢?幸好我们还有Cura。
Cura的特点是切片速度快,用户体验好,用起来感觉非常爽。
第一节,软件安装双击Cura安装程序,安装过程就开始了。
因为Cura安装程序没有发布者的电子签名,因此Windows会提示用户小心。
如果你确信下载的渠道是没问题的,就按下“是”按钮。
这时,Cura安装程序正式启动,第一步是选择安装的目标位置。
按下Next进入下一步。
下一步是选择需要安装的Cura功能。
Cura主程序是一定要安装的,没法取消。
Arduino驱动我们之前的准备工作中已经安装好了,就不需要安装了。
把“Install Arduino Drivers”的勾去掉。
STL, OBJ和AMF是三种3D模型格式。
STL是最常见的格式,其他两种比较少见,按照缺省的选择不打勾也挺好。
这时按下Install就开始正式安装了。
整个安装过程需要一些时间,等待进度条达到100%,文件复制步骤就结束了。
这时按下Next按钮。
这时安装过程就结束了,在最后一页上直接按下Finish就好了。
第二节,Cura首次启动设置向导安装过程结束之后,Cura就自动启动了。
因为是首次启动,设置向导会弹出来,帮你进行初步的设置工作。
这个设置向导第一页很简陋,按下Next就好。
按下Next之后,设置向导会问你的打印机机型。
因为Cura是Ultimaker公司开发的软件,所以Ultimaker肯定是排在最前面啦。
但虎哥我用的是RepRap Prusa i3,因此只能选择Other那项了。
选好之后,按下Next键进入下一步。
这时设置向导会再问我具体的3D打印机机型,这时就有Prusa Mendel i3了,选择这项。
切片软件的安装与使用一、切片软件的安装1. 在浏览器中切片软件,例如Photoshop、GIMP或Avidemux等。
然后,找到适合你需求的软件,并前往官方网站。
4.在安装向导中,你需要同意软件的使用条款和许可协议。
阅读这些条款,然后选择“我同意”。
接下来,选择软件的安装位置和其他设置选项。
5.点击“安装”按钮,等待软件安装完成。
这个过程可能需要一些时间,具体时间根据软件的大小和你的计算机性能而定。
6.安装完成后,你可能会看到一个“完成”或“退出”按钮。
点击该按钮以完成安装过程。
二、切片软件的使用1.打开安装好的切片软件。
通常情况下,你可以在计算机的开始菜单中找到软件的图标,并点击打开。
2.根据软件的界面和功能,你可以选择打开要切片的图像或视频文件。
这通常可以通过点击“文件”菜单,然后选择“打开”选项来完成。
3.在开启了要切片的文件后,你可以根据软件的工具栏或菜单栏上提供的选项进行选择和设置。
4.如果你要将图像或视频文件分割成更小的部分,你通常需要指定切片的大小、位置和格式。
这些选项通常可以在软件的“设置”菜单中找到。
5.当你完成选择和设置后,你可以点击“切片”或“保存”按钮,以开始切片过程。
在此过程中,软件将根据你的指导将图像或视频分割成多个部分。
6.一旦切片过程完成,你可以选择保存和导出切片后的文件。
通常可以通过点击“文件”菜单,然后选择“保存”或“导出”选项来完成。
三、切片软件的注意事项1.在安装和使用切片软件之前,最好阅读软件的相关文档和教程。
这些资源可以帮助你更好地了解软件的功能和使用方法。
2.在切片之前,最好备份原始文件。
这样在切割出问题或切片结果不满意时,你可以随时恢复到原始文件。
3.在切片过程中,你需要考虑切片的大小和格式。
过大的切片可能导致性能问题或文件传输问题。
4.在选择切片软件时,最好选择适合你需求和操作系统的软件。
不同的软件可能有不同的功能和兼容性。
总结。
JoysSlicer-13.11(中文)使用指南>JoysSlicer软件下载下载地址:—>>常用软件下载—>>JoysSlicer_1.10.2-3DJOY/常用工具软件下载/注意:英文版的有ardunio驱动,中文版的没有。
所以如果您是第一次安装,那得麻烦您两个版本都安装一下。
1.>>JoysSlicer软件安装1.1选择安装路径,完成后点击next注意:安装路径不可以出现中文字符,否则软件无法正常使用1.2选择JoysSlicer软件可以加载的文件格式,完成后点击Install1.3JoysSlicer软件开始安装1.4安装完成点击下一步1.5点击完成1.6点击next1.7点击finsh,完成安装2.>>JoysSlicer软件使用JoysSlicer软件打开后是英文界面,通过设置将其转换为中文界面设置机型您可以在此页面连接机器,调整平台。
也可以通过LCD脱机调节平台。
2.1.1点击File —>> Preferences2.1.2点击language —>>Chinese —>>Ok2.1.3关闭软件再打开,显示中文界面2.2切换到完整模式2.2.1点击高级选项—>>切换到完整模式2.2.2完成cure软件设置3.>>JoysSlicer软件参数设置3.1点开文件菜单栏3.1.1文件工具栏说明3.2.1打印参数设置A注:✓层高根据打印的表面精度会经常更改,参数单位为mm,最大值不能超过喷嘴直.径的80%,最小值不能低与0.02mm,建议设定值为0.05mm 为超高精度表面,0.1mm 为高精度表面。
0.15 为较好表面。
0.2mm为一般精度。
其中设定值越大,打印的速度会更快,需要使用者从中取舍。
外壳厚度为模型外壳厚度一般选择喷嘴直径的整数倍。
✓模型底部和顶部外壳厚度,可以选择层厚的整数倍;模型内部的填充比率,设定0 是不进行任何打印填充只进行外壳打印,适合薄壁模型使用,设定100 就是进行实体打印,打印成型后内部为实心零件。
一、切片软件的安装及汉化1、安装软件点击安装程序后,弹出页面,一直点击下一步完成安装。
注意记清安装目录,后面会用到,最好不要使用中文文件夹,以免出现不必要错误。
首次安装会出现配置向导,继续。
向导设置完成后,软件启动并弹出更新版本提示,选“否”软件打开界面如下关闭软件以完成下一步的汉化定制2、cura的汉化定制在SD卡提供的资料中找到下图文件夹,将里面的多个文件复制。
复制文件安装目录找到安装目录, 并粘贴在该目录下,进行文件替换在“开始”里面找到cura启动图标并打开进入软件,设置语言选项点OK并重启软件生效3、配置机型设置完成点击OK 最后一步,加载配置文件配置文件在SD卡资料中配置完成(配置主要是将打印的参数进行了设定,导入模型文件即可打印)。
4、cura的操作及参数注解软件参数详细注释通过刚才的导入配置文件,cura参数已经配置合理,可以直接加载模型打印了。
下面是这些参数的详细注释,同时用户也可以通过网络查找更多资源。
二、打印导入stl模型设置合理参数(新手玩家最好先不要修改)。
后缀是“.stl”格式这个模型没有悬空部分,不需要加支撑,选“None”就可以打印时间和所需耗生成用于打印的文件格式是“.gcode”保存到TF卡中,然后将TF卡插入打印机中,点击“打印”找到刚才保存的文件,删除打印点击文件名,点击“打印”按钮。
打印状态界面打印机执行打印时会先进行加热,温度达到之后才会运动。
当然点击删除图标也可以对文件进行删除操作。
打印过程中可以对打印温度速度挤出量进行调节暂停之后,如果不需更换耗材点“取消”,停止打印后,如果保存断点,下次打印此文件时会询问是否从断点开始打印,如果点“是”就可继续从断点处打印这个文件(Z轴高度请不要移动,否则对接不上)。
ps切片工具的用法切片工具是一种在图像处理中常用的工具,它可以将一个图像按照一定的尺寸或形状进行切割,从而使得图像的具体部分可以更方便地被提取、处理或显示。
切片工具常常被用于网页设计、图像处理软件等领域,它的灵活性和可定制性使得它成为了许多设计师和开发者的首选工具。
切片工具的用法十分简单,下面我将介绍一下它的具体步骤和注意事项。
第一步,打开图像软件,并加载需要切割的图像。
在大多数图像处理软件中,切片工具通常都是一个独立的功能板块,可以在菜单栏或工具栏中找到。
点击切片工具,工具面板中会出现相关的选项和工具。
第二步,选择切片的尺寸或形状。
切片工具通常提供了多种切片模式,比如矩形、正方形、圆形、椭圆形等。
根据需要,选择合适的切片模式。
如果需要自定义切片的尺寸,可以通过调整工具面板中的参数来实现。
第三步,通过切割线在图像上标记需要切割的区域。
在工具面板中,可以通过鼠标点击和拖拽的方式来标记切割线。
切割线会自动吸附到图像的边缘和主要元素,这样可以确保切割线的准确性和精度。
如果需要多个切片,可以继续标记切割线,直到完成所有切片的标记。
第四步,对切片进行调整和优化。
一旦完成切片的标记,可以对每个切片进行进一步的调整和优化。
比如,可以调整切片的尺寸、位置和旋转角度,以便更精确地提取图像的具体部分。
此外,还可以对每个切片进行单独的图像处理操作,比如调整亮度、对比度、饱和度等参数,以达到最佳的效果。
第五步,导出切片。
完成切片的调整和优化后,可以将切片导出为单独的图像文件。
切片工具通常支持多种图像格式,比如JPEG、PNG、GIF等。
根据需要选择合适的图像格式,并设置导出的路径和文件名。
第六步,应用切片。
一旦切片导出完成,可以将它们应用到具体的项目中。
比如,在网页设计中,可以将切片作为背景图像、按钮图像或滚动条图像等进行使用。
而在图像处理软件中,可以将切片作为纹理、贴图或图层进行使用。
根据具体的需求,将切片应用到合适的位置和元素上,以获得最佳的效果。
切片软件的安装于使用
切片软件的安装
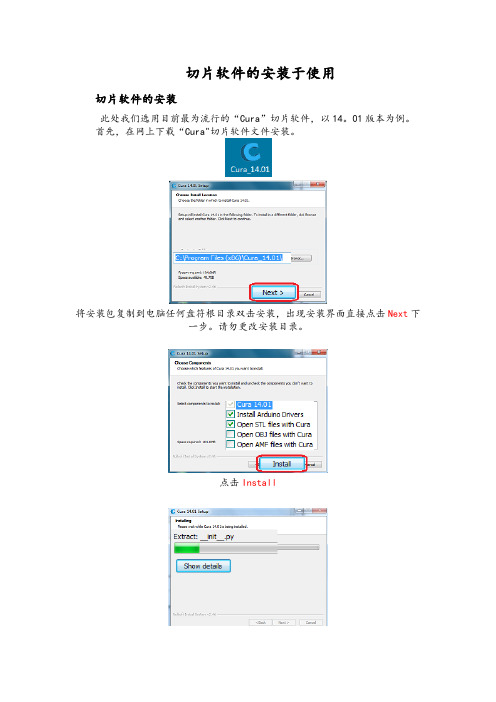
此处我们选用目前最为流行的“Cura”切片软件,以14.01版本为例。
首先,在网上下载“Cura”切片软件文件安装。
将安装包复制到电脑任何盘符根目录双击安装,出现安装界面直接点击Next下
一步。
请勿更改安装目录。
点击Install
出现安装进度条,勿点击任何按钮,等待下一步提示
提示安装驱动点击下一步
点击完成
回到软件安装界面后依次点击Next—Finish完成软件安装,自动进入软件配置界面
直接点击Next
选中Ultimaker Original后点击Next进入下一步
选中热床功能Heated printer bed(self built),点击下一步Next
依次点击Skip upgrade跳过进入下级界面点击Skip checks跳过。
进入上图所示界面后点击Finish
至此切片软件安装完成。
切片软件的使用
在安装完成后会自动进入软件。
为配合使用,软件参数需要稍作修改。
点击T ools后选中Print all once
点击Expert,选中Switch to full settings
此时界面出现变化,我们接着设置,点击Machine,选中Machine settings…打开机器设置,将各参数设置如上图完全相同(E-Stepsper1mm filament将610改
为566)后点击OK保存
在键盘同时按下Ctrl+E或点击Expert选项,点击Open expert settings打开专
家设置
将各项参数设置设置如上图完全相同,点击OK保存(框选处不得漏填)
设置主界面参数,Basic参数设置
Quality,此项设置决定打印质量
Layer height为打印层高,我们设置为0.15-0.2mm。
Shell thickness为打印模型壁厚,如果设置厚度超过模型本身壁厚将打印实心,低于模型厚度的话将会打印填充,此项参数可根据您对模型强度要求稍作修改,
一般设置为1mm。
Enable retraction为启用反抽,此项打钩。
在打印模型同一层有断点时最为明显,由当前打印结束段跳至下一起始段时,中间会有细微拉丝情况,启用反抽会大大降低拉丝以打印出最佳效果。
Fill,模型填充,在模型为中空或实体较厚情况下打印,模型除了顶层、底层、壁厚,其他就是填充了
Bottom/T op thickness为顶层和底层厚度,不要太高,我们设置为1mm。
Fill Density为填充密度,密度设置过高会影响打印时间大大增加,为20%。
一般设置此值。
Speed and T emperature,打印的速度和温度。
Print speed为打印速度,我们通常设置40-60,在模型较小时可适当降低打印速度保证打印质量。
Printing temperature打印机喷嘴温度,一般PLA为190-200°,ABS为230°。
根据耗材材质差异和质量参差不齐,温度设置不尽相同,为使您的打印机避免出现堵头或其他未知故障,请使用正规厂家生产的耗材或联系我们购买。
Bed temperature为热床温度。
热床,加热平台,为了打印模型实体更好粘接平台不脱落。
一般设置为60°
Support,支撑。
Support type,支撑物,在模型悬空处打印,在右边有个下拉菜单,点击出现None、T ouching Buildplate、Everywhere。
分别为不打印支撑、接触平台处打印和所有悬空处打印。
一般选Buildplate全部打印以防止掉丝。
Platform adhesion type,平台粘附类型。
下拉菜单选项有None、Brim、Raft,分别为不打印粘附物、打印边缘线、底座(筏)。
如果接触面形成整体且面积较大,可选择打印边缘线,目的在于打印模型实体前将喷嘴出丝流量稳定下来得到更好的打印质量和粘接效果。
接触面积较小时应选择打印底座,为防止脱落。
在模型上视面积较大时应注意打印的边缘线是否超出打印围200*200mm。
Filament,丝料(耗材)设置
Diameter为耗材直径,本机所用丝料标称直径为3mm,一般生产成型的丝料都会有误差,经过反复试验,此项设置2.9-2.95为宜,我们设置为2.96。
Flow为丝料的挤出流量,我们设置为100%。
上图,模型底部外缘为两圈边缘线。
上图,模型悬空处(箭头所指)为支撑物。
Advanced高级设置
Machine,这里是硬件参数设置
Nozzle size喷嘴直径,本机喷嘴出丝孔直径为0.4(可选),按照实际尺寸设置,填入0.4。
Retraction反抽,前面讲述了反抽作用,这里用来设置反抽参数。
Speed反抽速度。
设为40。
Distance反抽长度。
设为3.5mm
Quality质量、Speed速度、Cool冷却等参数。
请依照如图所示填写,红色线条框选位置在切片时会使用到,后文再提。
Plugins为插件栏,此处不要修改任何参数
Start/End-GCode,起始代码和结束代码。
在起始代码中红色框选位置为打印前关闭冷却风扇。
这里,我们为了出丝顺畅避免堵头,请在代码“M107”前加入分号将此条代码注释掉。
在蓝色框选位置为打印前挤出机送丝距离,我们将“E3”修改为“E8”即可,如图所示。
目的为了打印底层时出丝顺畅。
切片软件的参数设置已经完成,现在我们可以调入STL模型开始切片了。
首先,点击打开图标,找到STL格式模型文件后进行导入。
主界面虚拟平台会生成您下载或者设计的模型,如图
左上角SD符号的图标按钮为生成G代码至SD卡中,在它的下方显示为当前模型打印时间的估计YM样式图标一般不用。
(SD符号图标在未插入SD卡时显示
为
保存图标,点击可以保存G代码至任何盘符或文件夹)
现在,我们发现模型是竖立的并不适合打印要求,鼠标左键选中模型,视窗左下角出现3个图标按钮,分别为旋转、比例、镜像。
一般只用到旋转和比例。
点击Rotate旋转图标,根据需求拖动旋转轴,将平面设为底面。
点击视窗右上角View mode检查模式图标,点击Layers分层扫描。
在它下方的进度条显示的是当前模型的总层高,上下拖动白色滑块即可查看每层打印路线。
此模型没有悬空软件会自动识别不打印支撑,根据您的模型自行选择是否打印底座、边缘线或不打印。
此处我们选择Brim边缘线。
如果模型较为复杂没有大平面可作为底面,此时即可用到前文提到的Advanced 高级参数Quality中的Cut off object bottom切除选中模型底部,切除厚度。
请根据模型适当填写。
当前模型底部与平台接触面积如你所见非常小,我们可以切除模型的一半,先
查看模型比例,在Size Z中可以看到模型高度为26.2mm见下图
切除一半,在Scale—Size Z(高度)中输入13.1,当然可以根据需求输入切除
厚度。
效果见下图。
在打印另外一层时要将模型旋转180°后切除打印,下图。
此处要注意尺寸。
运用以上切除法优点在于,打印接触面积大,最大避免脱落;弊端就是需要二次打印和成品粘接。
检查无误后输出G代码至SD卡或者保存其他路径后再拷贝皆可。
输出的G代码文件名会自动取用模型文件名,请检查G代码文件名是否为英
文或阿拉伯数字,如果不是,只需将代码文件改为英文或数字即可。
G代码后缀“.gcode”请勿修改,否则打印机系统无法识别。
接下来就可以将SD卡插入打印机开始打印了。