LNG储罐焊接技术及发展
- 格式:ppt
- 大小:5.80 MB
- 文档页数:70
LNG 低温储罐材料及焊接要点分析摘要:LNG是液化天然气的英文缩写,LNG低温储罐建造中的焊接过程尤为关键,并且LNG低温储罐内罐原材料是9Ni钢。
本文就围绕LNG低温储罐内罐原材料9Ni钢的性能、成分、组织、热处理工艺、冷热裂纹、电弧的磁偏吹、焊接接头的低温韧性等进行阐述。
关键词:9Ni钢;LNG低温储罐焊接;性能分析伴随着我国经济的高速发展,我国对能源的需求也与日俱增,清洁能源的推广和使用日益增多,同时,清洁能源天然气的需求量不断增加,液化石油气、LNG低温储存罐等关键材料镍系低温9 Ni钢的需求也日益增长。
9 Ni钢是 LNG 低温储罐的内壁原材料,LNG低温储罐建造完成投入生产后9Ni钢内罐长期处于-162℃的超低温环境下,所以9 Ni钢的焊接性能尤为重要,而我国目前生产9 Ni 钢的工艺已经日趋成熟,但仍有部分需要依靠进口,因此我国 LNG产业还是受到了很大的制约,研究9 Ni钢对我国能源安全发展具有重要意义。
1.9Ni钢的定义目前LNG低温储罐的制作材料是以9Ni钢为主的,因为9Ni钢具有普通钢材不具备的在低温下都能表现出良好的强度和韧性性能,所以在LNG低温储罐中广泛应用。
1.1 9Ni钢的组成成分性能9Ni钢中的化学组成,特别是 C、Ni的含量,决定了低温下9 Ni钢的力学性能,9Ni钢中的 w (Ni)含量为8.5%-9.5%,因此其脆性温度转变和体心立方结构,这决定了其低温下的强度,且属于马氏体型低温用钢,决定了其低温储存罐的韧性是钢的纯净度及其组织结构,为保证9Ni钢的韧性,必须降低Mn、 Mo和Cr这几种元素的含量,以保证钢的纯净度,这几种元素的存在,将直接降低9 Ni钢在生产 LNG低温储存罐时所需的低温储存罐性能要求,为了保证 LNG低温储存罐的低温储存罐性能,我们在制造 Ni钢时,必须将Ni钢的工艺加入到生产LNG低温储罐所需的工艺中。
而9 Ni钢中的 C含量对其性能的影响也是很大的, C含量过高,9 Ni钢的焊接性能和冷脆性都会受到很大的影响,如果 C含量过低,可使9 Ni钢在回火过程中马氏体碳化物的析出明显减少,因此应保证9 Ni钢保持较低的碳含量,其他化学元素的添加也可适当增加9 Ni钢的低温韧性,但要控制 S、P在钢中的含量,过高含量会降低钢的低温韧性。
试析LNG低温储罐内罐的焊接工艺技术摘要:近年来,我国相关部门不断地就各方工业项目颁布了有助于其发展的政策,这就导致我国当下对能源的需求不断增大,其中LNG在各种能源缺口中占有不小的比例,因此LNG项目链的建设与发展具有极为重要的意义,一方面它能解决我国当下能源短缺的问题,另一方面,它也是对生态环保议题的有力回答,从长远来看,有助于我国实现整个社会的可持续发展,使得我国在国际竞争中占据有利位置。
关键词:LNG低温储罐;内罐;焊接工艺技术1、LNG储罐焊接中的问题1.1LNG储罐壁板环缝焊接问题LNG储罐壁板焊接过程中,在进行环缝焊接的时候,通常采用埋弧自动平焊机,几台焊机均匀分布,且沿相同方向焊接。
在这个过程中,电流电压焊道很容易变成高低变凸的形状,低高焊道下,垂高焊道表面形状也会变成波浪状。
基于此,LNG储罐壁板环缝焊接中经常出现以下问题:第一遍焊道产生麻坑、中层焊道形状不良、最后焊道出现夹渣、T形接头处焊穿、坡口处漏焊。
1.2气孔防风措施没做到位是造成气孔的最主要原因,在焊接过程中,部分气体在熔池凝固前未能完全散出,结果导致了气孔的出现。
或者焊丝的质量不过关,在焊接过程中误将某些气体携带进熔池内,也将导致气孔的生成。
1.3LNG储罐焊接变形问题LNG储罐焊接过程中,若焊接时间、焊接温度等控制不合理,便有可能出现变形问题。
以往针对焊接变形问题,多采用工装卡具控制手段,避免钢板由于受到各种因素的影响而出现的局部收缩变形问题。
采取这样的手段,虽然在一定程度上避免了焊接变形的出现,但若是拘束过强,则会增加焊缝内的残余应力。
基于此,在使用工装卡具控制预防变形的同时,也要注意采取有效的措施,降低残余应力,将其控制在屈服极限范围之内。
2、LNG低温储罐内罐的焊接工艺2.1焊接材料在我国对焊接技术及相关材料的要求比较高,首先,对于母材的要求,必须符合我国相关设计文件的规定与要求,对于焊接材料厂家,必须给出相关的制造厂的质量证明书与合格证书,其焊接材料的质量不能够低于国家现行标准的规定与要求,焊接材料在使用前,应按照国家相关标准的规定进行检查与验收。

低温储罐焊接工艺研究摘要液化石油气(LPG)具有燃烧值高,对大气无污染等特点,被誉为洁净的绿色能源,它还是优质的化工原料,因此,LPG越来越得到广泛地应用。
但是LPG的缺点是易燃、易爆、相态易变等,一般采用低温液化储存。
随着液化石油气行业的发展,LPG低温储罐的建设,逐渐引起人们的广泛关注。
本文主要研究了低温储罐用钢的焊接性能,分析了低温储罐用钢的服役环境。
通过多方比较,选择09MnNiDR钢作为低温储罐用钢的焊接材料。
通过对焊接接头的组织和性能进行实验研究,确定焊接工艺要点,包括选择焊接方法,选择焊接材料,进行焊接工艺评定分析,对低温用钢焊接接头进行试验,对其金相组织进行分析,对其硬度进行测定,研究低温用钢的金属焊接性,正确选择预热温度和焊后热处理等,制定出合理的09MnNiDR钢的焊接工艺。
关键词:低温储罐;09MnNiDR;焊接性;工艺评定AbstractLiquefied petroleum gas (LPG) with a high combustion value, no pollution to the atmosphere, known as a clean and green energy, it is also a high quality chemical raw materials, therefore, LPG has been more widely used. But the disadvantage of LPG is flammable, explosive, volatile phase etc, normally utilize liquid storage. With the development of liquefied petroleum gas industry, LPG storage tanks at low temperature construction, has gradually attract people's attention. This paper studies the low-temperature storage tank of steel’s welding performance and service environment. Through various comparison, select 09MnNiDR steel as low-temperature storage tanks welding material. On microstructure and properties of welded joints to conduct experimental research to determine the welding process elements, including the choice of welding method, welding material selection, welding procedure qualification analysis, study on welded joints of low-temperature steel, analysis the microstructure, test the hardness, measure the metal welding of low temperature steel, and choice the correct preheating temperature and post weld heat treatment etc, to draw up a reasonable welding process of 09MnNiDR steel.Key word:low-temperature storage tank;09MnNiDR;welding property;process analysis目录第1章绪论 (1)1.1 低温储罐在工业生产中的应用 (1)1.2 低温储罐用钢概况 (2)1.3 本课题研究的意义及内容 (2)第2章低温储罐的焊接理论基础 (4)2.1 低温储罐所用金属材料 (4)2.2 低温储罐用焊接材料 (7)2.3 低温储罐用钢的焊接性 (9)2.4 低温储罐焊接工艺方法 (12)2.5 低温储罐用钢焊接条件的选择 (14)2.6 焊接缺陷对接头性能的影响 (16)第3章低温储罐用钢焊接试验 (18)3.1 试验用钢及其化学成分和力学性能 (18)3.2 试验用钢09MnNiDR的焊接性试验 (18)3.3 09MnNiDR焊接接头力学性能试验 (22)3.4 09MnNiDR焊接接头的断裂性能试验 (22)3.5 09MnNiDR焊接接头金相及硬度试验 (26)第4章09MnNiDR焊接接头试验结果及分析 (27)4.1 09MnNiDR的焊接性试验 (27)4.2 09MnNiDR焊接接头断裂性能试验 (29)4.3 09MnNiDR焊接接头破坏性试验 (32)4.5 09MnNiDR焊接的综合工艺评定 (36)结论 (38)参考文献 (39)致谢 (40)第1章绪论1.1 低温储罐在工业生产中的应用所谓“低温用钢”指的是在-10℃温度以下使用的钢材。
大型LNG储罐用9%Ni钢焊接工艺研究引言9%Ni钢由于其具有较高的强度和低温韧性,同时还兼备良好的焊接性能,因此被广泛使用在低温设备领域。
9%Ni钢最早由美国国际镍公司产品研究实验室在1944年研制成功,是一种w(Ni) 为9%的低碳调质钢[1]。
9%Ni钢最低使用温度可达-196℃,在极低环境温度下仍然具有较高的强韧性,而且相比于奥氏体不锈钢和铝合金,热胀系数小,经济性好,使用温度低。
目前,在大型的低温储罐和压力容器中,9%Ni钢基本取代了Ni-Cr不锈钢,成为建造大型液化天然气(Liquefied Natural Gas, LNG)低温储罐的主要材料。
在大型LNG低温储罐建设过程中,9%Ni钢焊接是技术关键,焊接接头性能的好坏直接关系到储罐的施工质量与安全可靠性。
日本、美国等国家对9%Ni钢的焊接技术已经比较成熟,而国内关于9%Ni钢焊接相关研究相对较少。
因此本文分别采用焊条手工焊(SMAW )和埋弧焊(SAW)两种焊接方法对9%Ni钢进行焊接试验,研究了四种焊材焊接工艺下焊接接头的力学性能,为9%Ni钢在LNG储罐制作中提供理论和试验依据。
(a)V型坡口(b)X型坡口3.2.3 冲击韧性冲击试验按GB/T2650-2008《焊接接头冲击试验方法》进行,分别取焊缝和热影响区做冲击试验,每组实验取三个试样,试验温度为-196℃,实验结果如表8所示。
根据GB24510-2009标准中的9Ni590A要求,每组3个试样的冲击功Akv平均值不低于50J,允许其中有1个试验值低于规定值,但不应低于规定值的70%。
由表8可以看出,06Ni9钢在四种焊接工艺下焊接接头的低温冲击韧性优良,全部满足要求。
其中采用埋弧焊获得焊缝与手工焊相比,低温冲击韧性变化不大,而热影响区的冲击韧性低于手工焊热影响区。
4 结论4.1采用林肯NYLOID2Φ3.2mm焊条手工焊,伊萨NICRMO-6Φ3.2mm焊条手工焊,林肯ERNICRMO-4Φ2.4mm焊丝匹配P2007焊剂埋弧焊,伊萨NICRMO-4Φ2.4mm焊丝匹配Thyseen Marathon104焊剂埋弧焊,在这四种焊接工艺下焊接接头均符合评定要求,在环境温度-196℃时,接头低温冲击韧性良好,焊接接头获得了较高的强韧性,综合力学性能良好。
LNG储罐的焊接施工研究摘要:伴随着社会经济快速发展,能源需求量也在不断提升。
天然气凭借污染小、热值高以及价格低廉等优势,在各行业领域内已得到高度重视,是一种洁净的优质燃料。
现如今,国际能源结构正在逐渐发生改变,天然气用量呈明显上升趋势,不仅可以充当居民日常生活燃料,还可以应用在制冷、供热以及发电等行业领域内。
LNG指的就是天然气在经过净化之后,配合制冷剂与压缩升温,将其中的氮气、二氧化碳和水等物质去除,从而获得液态形式的LNG。
但LNG要比天然气体积缩小近600倍,因此对储罐质量与焊接工艺也提出了一定的要求。
对此本文将分析LNG储罐特点与注意事项,结合LNG储罐焊接施工难点,提出高效的焊接施工技术和优化策略。
关键词:LNG储罐焊接施工;安全性;吊顶焊接;冷热裂纹引言通常情况下,LNG会被储存在零下162摄氏度的低温储罐环境中。
储罐罐体主要分为内外两层结构。
因为LNG储罐具有一定的复杂性特征,所以在设计与焊接施工中面临的难点问题较多。
因此,优化LNG储罐焊接施工技术具有十分重要的现实意义。
通过优化储罐焊接工艺技术可以有效提升LNG储罐安全性与稳定性。
一、LNG储罐特点与注意事项LNG需要储存在低温容器内,而通过科学高效的储罐焊接工艺技术,可以全面提升LNG储罐焊接安全性与稳定性。
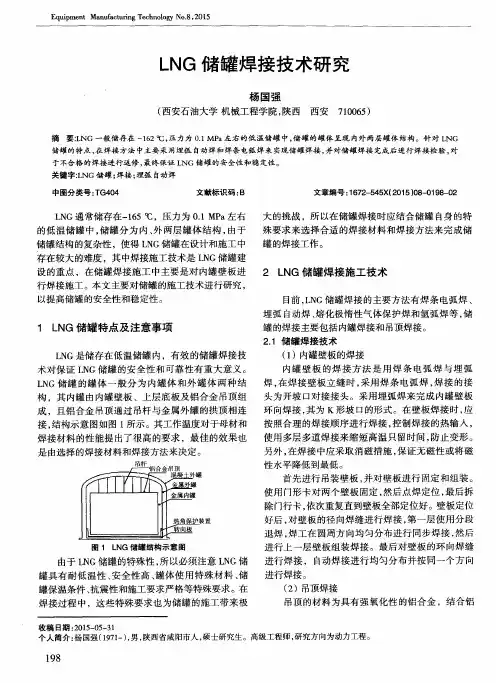
通常情况下,LNG储罐结构可以划分为内外两部分罐体。
其中内罐体结构主要是铝合金吊顶以及上层底板所构成,铝合金吊顶也需要通过吊杆和金属外罐拱顶连接在一起。
焊接实际工作温度也对LNG储罐母材与焊接材料性能提出更高要求,焊接材料与方法决定着最终效果。
另外,由于LNG储罐具有一定的特殊性,因此一定要重视其安全性、耐低温性以及抗震性等特殊要求。
这些特殊要求也会对实际焊接施工带来一定的影响。
因此,LNG储罐要在焊接施工中结合自身实际需求选择焊接材料与焊接措施,从而顺利完成LNG储罐焊接操作。
二、LNG储罐焊接施工难点分析(一)热裂纹问题LNG储罐所采用的9%Ni钢材具有良好的热裂纹敏感性,热裂纹通常都会出现在接近固相线的高温条件下,呈现出沿晶界分布的特点,有时也会在低于固相线温度顺着边界生成,多数存在于焊缝金属内,少数情况会出现在接头熔合组织当中。
焊接技术第38卷第8期2009年8月·工艺与新技术·收稿日期:2009-01-18基金项目:国家“863”项目———LNG 用高性能低温钢及关键技术的研究(2007AA03Z506)文章编号:1002-025X (2009)08-0040-02LNG 储罐用9Ni 钢的焊接材料与工艺吴智武,王移山,李少华,李箕福(钢铁研究总院,北京100081)摘要:在简述LNG 储罐用9Ni 钢的基础上,对其焊接材料与工艺进行了综述性介绍。
在焊接材料方面,介绍了主要性能评价指标和常用焊接材料类型,并对新研制的9Ni 钢Ni 基焊条与国内的应用情况进行了叙述;在焊接工艺方面,介绍了9Ni 钢的焊接工艺要点。
关键词:液化天然气(LNG );9Ni 钢;焊接材料与工艺;低温韧性中图分类号:TG457.1文献标志码:B0引言w (Ni )9%钢亦被称为9Ni 钢或Ni9钢,是w (Ni )8.5%~9.5%的超低温钢,与具有优良性能的不锈钢相比,有合金含量少、价格便宜的优点;与低温用铝合金相比,有许用应力大、热膨胀率小的优点。
因此该钢广泛用于建造液化天然气(Liquefied Natural Gas ,简称LNG )储罐[1-2]。
9Ni 钢常用的热处理方法有3种,NNT 处理(2次正火+回火)、QT 处理(淬火+回火)和IHT 处理(双相区淬火+回火)。
在回火处理时,C ,Ni ,Mn 等元素向弥散分布于基体内的奥氏体扩散,可得到体积分数为5%~10%富含C ,Ni ,Mn 的奥氏体,即回转奥氏体。
该奥氏体非常稳定,在-196℃低温下不发生马氏体相变,并呈弥散分布,使9Ni 钢在-196℃时仍具有很好的低温韧性[2-3]。
自1960年通过研究证明不进行焊后消除应力处理亦可安全使用以来,就成为用于制造低温储罐的主要材料之一。
但9Ni 钢是民用钢种产品中技术难度大、要求高的产品,目前我国基本依赖进口,并且对9Ni 钢的配套焊接材料的研究和开发还比较少,这对于我国LNG 工业的发展形成严重制约。
大型LNG低温储罐施工及焊接技术高和平发布时间:2021-08-18T08:33:28.778Z 来源:《基层建设》2021年第16期作者:高和平[导读] 随着我国经济的高速发展,对液化天然气的使用量不断增加,各种液化天然气工程越来越多。
天津大港油田集团工程建设有限责任公司天津 300000摘要:随着我国经济的高速发展,对液化天然气的使用量不断增加,各种液化天然气工程越来越多。
LNG低温储罐在存储和使用液化天然气的过程中发挥着非常重要的作用,对其各方面性能有着非常高的要求,需要认真做好LNG储罐的施工及焊接工作。
为此,笔者将要在本文中对大型LNG低温储罐施工及焊接技术进行探讨,希望对促进我国天然气事业的发展,可以起到有利的作用。
关键词:LNG低温储罐;施工;焊接技术1前言大型LNG低温储罐凭借其规模效益和便于集约化管理的特点,在国家能源建设中发挥着非常重要的作用。
由于LNG储罐的特殊性,其对施工有着非常高的要求,一旦存在施工不合理的问题,就会导致储罐生产质量问题,严重时会直接都会储罐在使用过程中出现事故,有必要对储罐施工认真进行探讨。
2施工2.1罐体架设。
罐体架设是储罐施工的重要环节,其先于罐体安装开展。
在低温LNG储罐内壁施工的过程中,经常会采用内、外挂三脚架、辅助跳板、组合护栏的架设方式,并在两层罐壁之间设置钢斜梯通道。
在外罐顶部施工的过程中,经常会采用楼梯间架设通道的方式,从上到下每隔一定距离将通道与外罐壁间采用临时支撑的方式【1】。
2.2罐体安装。
大型LNG低温储罐外壁通常会采用预应力混凝土结构,钢筋会保有一定的弧度,施工难度相对较大,在实际施工过程中需要按照以下步骤进行:一、做好外罐衬板预埋件与螺柱之间的焊接工作,在外壁施工期间完成预制成型件的安装。
二、在完成预埋件与螺柱的焊接之后,可以直接采用倒装施工法进行施工,首先进行外罐组装和焊接,然后气吹顶升到罐体二围板高度,给开展罐底部施工流出足够的空间。
LNG储罐焊接技术及开展教学课件(二)
1. LNG储罐的基本介绍
- LNG储罐是用于存储液化天然气的容器,通常采用双壳结构,内壳为不锈钢或铝合金制成,外壳为碳钢制成。
- LNG储罐的主要特点是密闭性要求高,安全性要求高,所以在设计和制造过程中需要严格遵守相关标准和规范。
2. LNG储罐焊接技术的要求
- LNG储罐的焊接工艺要求高,必须保证焊缝的质量和密封性。
- 焊接前需要进行材料的质量检查,包括板材的厚度、硬度、化学成分等。
- 焊接时需要控制焊接参数,包括焊接电流、电压、焊接速度等,以确保焊缝质量。
- 焊接后需要进行无损检测,包括超声波检测、X射线检测等,以检测焊缝的缺陷和裂纹等。
3. LNG储罐焊接技术的应用
- LNG储罐焊接技术广泛应用于液化天然气储罐、液化石油气储罐等领域。
- 焊接技术的进步和应用,使得液化气体储罐的安全性和可靠性得到了提高,有助于保障人们的生命财产安全。
4. LNG储罐焊接技术的教学课件
- LNG储罐焊接技术的教学课件应该包括焊接工艺的基本原理、焊接参
数的控制、焊接前后的质量检测等内容。
- 课件应该以实例为主,通过案例分析来帮助学生理解和掌握焊接技术的应用。
- 同时,课件应该强调安全意识,让学生认识到焊接技术的重要性和安全性,从而提高学生的安全意识和责任感。
试论LNG低温储罐内罐的焊接工艺技术【摘要】天然气作为一种新型绿色清洁能源,近年来在世界各国都得到广范推广应用,由此带动了液化天然气(LNG)加工及贮存产业的迅猛发展。
在LNG 项目中最关键的装置就是贮存液化天然气的LNG低温储罐,现在我国自主研发的低温钢板新型材料(06Ni9)也已应用到LNG低温贮罐的制作材料中。
以这种材料的中薄板作为LNG低温储罐的内罐材料在国内还属首次,它的焊接也就是一个新的课题,我们在2010年3月承建,2012年5月建成投运的延长石油集团油气勘探公司的液化天然气厂(100×104m3/d),它的10000m3LNG低温储罐的内罐就是采用这种新型材料设计。
我就以本项目的低温储罐的内罐壁板的焊接为例,来介绍一下该种材料的焊接工艺,以便对类似的工程有所参考。
【关键词】LNG低温储罐06Ni9低温钢板内罐壁板的焊接工艺卡1 焊前准备1.1 罐体结构简介储罐主要由内罐、外罐、保冷层、平台梯子等组成,结构形式为内罐吊顶、外罐拱顶的双壁单容罐,内罐存储LNG,外罐仅用来承装保冷材料和闪蒸气体。
内罐罐体材料为06Ni9低碳调质钢,由底板及顶板及9带壁板组成,其中底板δ=5mm、δ=10mm,壁板δ=7、8、10mm,加强圈δ=5、6mm。
1.2 材料(1)母材的要求:所采用的材料,应符合设计文件的规定。
材料必须具有制造厂的质量证明书,其质量不得低于国家现行标准的规定。
材料使用前,应按相关国家现行标准的规定进行检查和验收。
06Ni9板供货状态:淬火加回火,基体组织为回火马氏体加奥氏体组织。
(2)焊材的要求:焊条应符合现行国家标准《镍及镍合金焊条》GB/T 13814的规定。
焊条应具备出厂合格证及材质证明书,无破损、发霉、油污、锈蚀、偏心现象。
焊材的选用:06Ni9焊接焊条选用:E NiCrMo-6。
(3)焊材的管理:存放焊材库房规定:①应干燥通风,库房内不得存放腐蚀性介质,焊材存放应距离地面和墙面至少300mm,库内温度应不低于5℃,湿度应不大于60%;②焊接材料应做好标识,分区存放,分类管理;③焊条使用前应按照焊条说明书的要求烘干,烘干后的焊条应保持在100-150℃的恒温箱中,随用随取。
总第5期2010年6月安徽机电职业技术学院学报Journal of Anhui Technical College of Mechanical&Electrical EngineeringPG)作为21世纪最具有潜力的清洁能源之一,正得到越来越广泛地应用。
但液化石油气属易存。
大型低温储罐是低温储存系统的核心设备,随着我国液化石油气行业的发展,LPG低温注,本文主要论述了目前建设LPG低温储罐所用的钢材、焊接材料以及相应的焊接工艺,阐决办法,为国内LPG低温储罐焊接工艺研究提供技术参考。
温储罐;焊接工艺 文献标志码:Aelopment of Welding Procedure of Steel in LPGTemperature Storage TanksGu Wei 1 Wang Guo-ping 2(1. Anhui Technical College of Mechanical and Electrical Engineering,Wuhu, Anhui 241000,2. Hefei University of Technology, Hefei, Anhui, 230601)Abstract: Liquefied petroleum gas (LPG), as one of the most potential clean energy in 21st century, is more and more widely used nowadays. However, being inflammable and explosive, LPG needs to be stored in lower temperature and liquated state, and large cryogenic storage tanks are the core device in the storage system. With the development of LPG industry in our country, construction of LPG low temperature storage tanks has gradually attracted widespread attention. This thesis mainly expounds the types of steel used in the current construction of LPG storage tanks, welding materials and the corresponding welding procedure, elaborates the problems and countermeasures in the process of welding, and thus provides the technical reference for the study on welding procedure of steel in the LPG low temperature storage tanks.Key words: LPG; large cryogenic storage tank; welding procedure一、概述世界清洁能源液化石油气,简称液化气(英文Liquefied petroleum gas即LPG),是石油产品之一。
lng大型储罐工艺管道焊接工艺评定《LNG大型储罐工艺管道焊接工艺评定》一、引言作为液化天然气(LNG)行业的重要环节,大型储罐工艺管道的焊接工艺评定是至关重要的。
本文将从深度和广度两个方面,对这一主题展开全面评估,并提供有关该主题的个人观点和理解。
二、工艺管道焊接工艺评定的意义1. LNG工艺管道的重要性LNG在能源行业中占据着重要地位,其储罐工艺管道作为LNG装载、储存和输送的主要通道,其质量直接关系到整个LNG项目的安全生产和运营。
2. 焊接工艺评定的必要性LNG大型储罐工艺管道的特殊性和复杂性导致其焊接工艺需要经过严格的评定和监控,以确保焊接质量达到标准,保障工艺管道的安全运行。
三、工艺管道焊接工艺评定的深度探讨1. 工艺管道焊接工艺评定的流程a. 设定评定标准:根据国家和行业标准,确定工艺管道焊接工艺的评定标准。
b. 焊接工艺试验:进行焊接工艺的试验和评定,包括焊接设备、焊接材料和焊接工艺参数的确定。
c. 质量监控和评价:对焊接工艺进行全过程的质量监控和评价,确保焊接质量符合标准要求。
2. 工艺管道焊接工艺评定的关键技术a. 焊接材料选择:根据工艺管道的材质和使用环境选择合适的焊接材料。
b. 焊接工艺参数控制:包括焊接电流、电压、焊接速度等参数的控制,确保焊接过程中的稳定性和质量。
c. 非破坏检测技术:采用超声波、X射线等非破坏检测技术,对焊缝进行全面检测,发现潜在质量问题。
四、工艺管道焊接工艺评定的广度探讨1. 国内外工艺管道焊接工艺评定标准的比较a. 国内标准:国家标准《LNG大型储罐工艺管道焊接工艺评定标准》(GB/T XXXXX-XXXX)。
b. 国外标准:美国焊接学会(ASME)、国际焊接工程师协会(IIW)等组织发布的焊接工艺评定标准。
2. 工艺管道焊接工艺评定的应用案例通过介绍一些国内外LNG项目中工艺管道焊接工艺评定的应用案例,分析其在实际项目中的意义和作用。
五、总结与回顾工艺管道焊接工艺评定是保障LNG大型储罐工艺管道安全运行的重要环节,需严格按照评定流程进行,并结合国内外标准和应用案例进行全面评估和监控。
9%Ni钢大型LNG低温储罐的焊接施工作者:耿万军摘要:中国石化集团第四建设公司在2004年承揽了位于深圳市东部大鹏湾东岸秤头角的国内首个大型LNG接收站罐体工程,负责3台16万立LNG低温储罐的施工,历经3年磨砺在大型LNG低温储罐施工上积累了经验,特别是针对9%Ni低温钢的焊接技术有了很好的掌握。
大型 LNG低温储罐内罐材料采用9%Ni钢,该钢种在焊接冶金反应和热循环的作用下,其组织和成分改变,产生脆硬相,低温性能下降,冷热裂纹倾向增大,焊接施工比较复杂;分析了9%Ni钢低温储罐的焊接特点,介绍了9%Ni钢低温储罐采用的埋弧自动横焊和焊条电弧焊焊接工艺,以及现场焊接中容易出现的焊接缺陷及应对措施;通过对9%Ni钢焊接技术的摸索和焊接过程中焊接工艺的严格控制有效地保证了大型LNG 低温储罐焊接施工质量。
关键词:LNG低温储罐;9%Ni钢;焊接工艺;常见焊接缺陷引言目前世界上建造的LNG储罐越来越多,9%Ni钢是国际上LNG储罐广泛使用的钢种,其焊接性能良好,焊接工艺越来越完善。
近年来,我国大力推广实施清洁能源战略,国内中石油、中海油及各个地方开始了9%Ni钢低温储罐的焊接制造。
9%Ni钢的技术含量高,焊接难度大,该钢种在焊接冶金反应和热循环的作用下,其组织和成分改变,产生脆硬相,低温性能降低,冷裂纹、热裂纹倾向增大;9%Ni钢焊接施工必须解决钢材焊接的裂纹倾向、低温韧性的下降和磁化问题。
2004年中石化集团第四建设公司承揽了位于深圳市东部大鹏湾东岸秤头角的国内首个大型LNG接收站罐体工程,负责三台国内最大的16万立LNG储罐的罐体安装工作,罐体为全容式低温储罐,设计温度-168℃,其中内罐直径80m,高度35.43m,内罐壁板、内罐底板以及第二层底板为ASTM A553M Type1的低温钢(9%Ni钢)。
1. 9%Ni钢的性能分析选用美国(ASTM)A553M Type1的材料,供货状态为淬火+回火(QT)状态,材料经淬火处理后可以得到晶粒细小的马氏体组织,其后的回火处理(温度580℃)又使马氏体组织又转变为铁素体和细小的析出碳化物,同时可获得少量的弥散奥氏体,从而母材的韧性大大改善。
LNG储罐焊接技术及开展教学课件(一)LNG储罐焊接技术及开展教学课件LNG储罐是液化天然气储存和运输的关键设备之一,其焊接技术的质量对设备的使用寿命和安全性起着至关重要的作用。
因此,提高LNG储罐焊接技术水平、加强LNG储罐焊接技术的培训和教学是非常必要的。
一、LNG储罐焊接技术的要求LNG储罐焊接技术的要求主要包括以下几个方面:1. 焊缝质量:LNG储罐焊接部位通常处于比较复杂的环境下,如高温、高压、腐蚀等,因此要求焊缝必须具有高的气密性、承压性和耐腐蚀性。
2. 焊接工艺:LNG储罐焊接工艺较为繁琐,要求焊工必须熟练掌握各种焊接工艺,例如埋弧焊、TIG焊、MIG/MAG焊等。
3. 焊接材料:LNG储罐焊接材料应该选用高强度、耐腐蚀、符合现行标准的焊接材料。
4. 焊接设备:LNG储罐焊接设备的选用要严格按照设备制造厂家的要求,确保设备的使用安全和焊接质量。
二、LNG储罐焊接技术的培训和教学在LNG储罐焊接技术方面,要进行广泛的培训和教学。
与此相应的,可以开展课件教学,主要包括以下几点:1. 焊接安全:LNG储罐焊接涉及到高温、高压等危险因素,需要确保焊接安全,避免发生事故。
2. 焊接工艺:包括埋弧焊、TIG焊、MIG/MAG焊等各种焊接工艺的讲解与示范。
3. 焊接材料:介绍各种焊接材料的特点、选用标准等。
4. 检验方法:介绍焊接质量的检验方法,包括射线检查、超声波检测、磁粉检验等。
5. 教学实践:通过实践,让学生锻炼实际操作、熟练掌握焊接技能。
三、总结LNG储罐焊接技术是液化天然气行业的重要技术之一,与安全、寿命、运输等方面息息相关。
因此,学习与掌握LNG储罐焊接技术必须要求严格、标准高。
相应地,开展LNG储罐焊接技术的培训和教学是及其重要的。
破译LNG储罐中的9%镍钢焊接作者:史仁明文章来源:现代制造网点击数:27 更新时间:2009-11-69%镍钢具有良好的机械性能,但也具有容易磁化的特性,如何采用有效的焊接方法避免焊接缺陷的发生,对于保证9%镍钢LNG储罐的安全和可靠具有十分重要的意义。
采用有效的焊接方法,对于保证9%镍钢LNG储罐的安全和可靠至关重要。
-196℃的工作温度对母材和焊接材料的机械性能提出了很高的要求,而最佳的效果取决于根据经验所选择的合适的焊接材料、焊接方法以及正确的焊前准备。
西班牙CARTAGENA10.5万m3储罐的焊接是现代LNG储罐建设的一个实例:几家欧洲公司都参与了储罐的建设,包括西班牙的AGROMAN、英国的WHESSOE、意大利的TANCO和德国UTP。
这个LNG储罐包含一个混凝土的外罐和一个9%镍钢的内罐, 从顶部较薄的板开始焊接,直到底部较厚板的焊接(这种施工技术由RODOVERKEN AB公司开发)。
9%镍钢及焊接材料LNG储罐的内罐钢材采用合金钢板(材料号:1.5662, ASTM A353, A553, EN10028-4 X8Ni9),这种合金具有非常好的机械性能,尤其是在极端低温下的机械性能, 比如在-196℃时的冲击性能大于41J。
在焊接过程中,必须保持这些性能。
采用铁基或镍基焊接材料都能满足要求(如表3),当然也可以采用其它的镍基焊接材料,这取决于储罐安装的技术规格。
1.焊接工艺及方法最常用的LNG储罐焊接方法是手工电弧焊(SMAW)和埋弧自动焊(SAW)。
手工电弧焊和埋弧自动焊各有其特点:手工电弧焊能适用于各种位置焊接,但效率较低;埋弧自动焊具有很高的熔敷效率,但只能适用平焊和横焊位置。
采用正确的焊接方法、焊接材料和焊接规范参数,可以获得满意的焊接结果,UTP在过去的施工中积累了大量这方面的经验。
1)手工电弧焊在LNG储罐的焊接中,最常用的手工电弧焊条是AWS ENiCrMo-6,如UTP Soudonel D.ENiCrMo-6。
LNG储罐制造技术及焊接工艺李发林【摘要】主要从S30408钢的成分、组织、焊接材料的选择及焊接接头的低温性能等方面介绍了该钢的焊接性能.通过焊接工艺评定试验确定合适的焊接材料,满足LNG低温球罐的制造技术要求.【期刊名称】《金属加工:热加工》【年(卷),期】2015(000)018【总页数】2页(P37-38)【作者】李发林【作者单位】江联重工股份有限公司【正文语种】中文我公司承接的低温项目装置中的2 500m3LNG储罐设备是目前国内容积最大的LNG储罐,由于设备交货期短,制造质量要求高,且该材料加工工艺复杂,不锈钢厂内压制和工地现场的组装和焊接难度大,焊接材料熔敷金属的冲击韧性应满足-196℃低温冲击要求。
鉴于此,在制造过程中需要通过设计合理的压制模型,制定合理的焊接工艺规程,来保证设备的制造质量。
(1)设备结构内部球罐采用S30408钢板,球罐设备壁厚为22mm,φ16 800mm。
立式外罐采用Q235B钢板,球罐设备壁厚为8mm、φ1 9160mm。
设备主要参数如表1所示。
(2)球罐材料化学成分和力学性能球壳板材料采用太钢的钢板,板厚22mm,其化学成分如表2所示,力学性能如表3所示。
(3)焊接材料由于该批设备的设计要求较高,对焊接接头的低温韧性要求非常严格。
且技术要求上特别注明施焊产品的焊接材料一定要进行-196℃低温冲击试验。
我们通过进行焊接工艺评定确定焊接材料及焊接工艺规程,以保证焊接材料的合理性。
焊材的化学成分和力学性能如表4、表5所示。
确定了焊接材料后,根据NB/T47014—2011《承压设备焊接工艺评定》的要求进行焊接工艺评定,试板规格为500mm×160mm×16mm共4块。
标记为HP001和HP002。
(1)试件准备采用等离子切割下料,车制坡口,打磨坡口两侧及其边缘20mm,用丙酮清洗,去除油污等杂质,试件坡口形式钝边4mm,单边角度为30°,焊接坡口如附图所示。