ICALEO_2009_Presentation_Caristan_et_al
- 格式:pdf
- 大小:3.24 MB
- 文档页数:32
Mode power distribution
Incident beam diameter Focusing Lens
Conduction cooling of lens flange Temperature gradient profile varies between cold and hot mode operation and induces focus shift focus shift
power density irradiation time long short WELD DEFECT RATE LOW HIGH
C
Cases A&C: Cases B:
low high
15
New material for freeform focusing lens
Transmissive Optics’ Materials for Fiber Laser Processing at “Extreme Speed Extreme Power”
z x y
W W W
z
L
x y
13
High Speed High Power Case Comparison (time t = 0
W Thin slice of workpiece being laser-welded
A
- Laser with power P - Focus spot circular diameter W - Welding speed V - Laser with power n x P - Focus spot circular of diameter W - Welding speed n x V - Laser with power n x P - Focus spot oblong L x W - Welding speed n x V
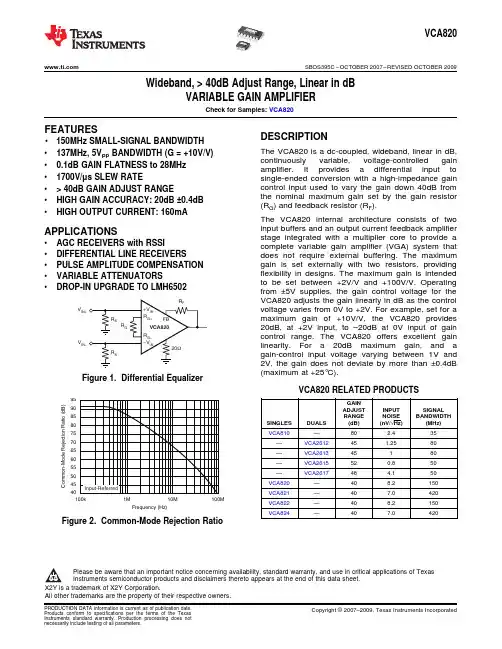
Beam Propagation through a Bifocal and Standard Focusing Lens: Measurements vs. Computations
Dross-free cut edge quality of high strength steel at extreme power extreme speed
- Laser
B
power n x P / Welding speed n x V - Average power density n x P / W2 - Irradiation time: W / (n x V) - Laser power n x P / Welding speed n x V - Average power density P / W2 - Irradiation time: W / V The workpiece does not distinguish between cases A and C
not require periodic mirror cleaning and alignment downtimes Niche high volume applications: thin gage cutting and welding Different optics material and designs
TOC
• •
– – – –
Why “Extreme Speed Extreme Power” Laser Processing? Enablers for Extreme Speed Extreme Power
Fiber laser technology advantages over CO2 lasers for niche aplications Bifocal technology for laser cutting Oblong spot technology for laser welding New material for freeform focusing lens
P
W
B
nxP
L= n x W
C
W
nxP
14
High Speed High Power Case Comparison (time t = W / V)
Thin slice of workpiece being laser-welded
A
- Laser power P / Welding speed V - Average power density P / W2 - Irradiation time W / V
;w
2 out
2
2 w in 2 4 w in 2 M 4 2
Beam Propagation through a Toroidal Focusing Lens: Measurements vs. Computations
Bead-on-Plate 5kW Fiber Laser-Welding in 1.5 mm Advanced Strength Steel
Fiber Laser Cutting and Welding at “Extreme Power – Extreme Speed”
By Charles Caristan – Air Liquide Jay Finn – Automatic Feed ICALEO 2009 Conference Orlando, FL
y Welding Direction
If Mirror A is a standard flat mirror and mirror B a standard parabolic mirror, then the focused beam spot on the workpiece is circular of diameter W With appropriate mirrors A and B, the focused beam spot on the workpiece can be oblong L x W, with the longitudinal length L oriented parallel to the welding direction.
W out (z) w out
1
z d out ZR
2
1 2
d out
4 2 w in 4 2 M 2 4 w in 2 2 M 4 2
;
Z
R
2
2 w in M 2 2 4 w in 2 M 4 2
• • •
Computational Model vs. Measurements of Caustics Experimental Results Example of Niche Application: High Speed Laser Blanking
Why Extreme Speed Extreme Power Laser Processing?
Opportunities & Challenges
In high volume applications, traditional metal processing has several advantages: throughput and piece cost
To overcome these advantages, laser processing must operate at increasingly high speeds and make the case for piece cost without sacrificing quality.
ZnS Material for Transmissive Optics for Fiber Laser Processing at “Extreme Speed Extreme Power”
Transmissive Optics’ Forms for Fiber Laser Processing
Cutting Speed (inch / min)
Focus Position (inch / 1000)
Oblong spot technology for laser welding
HSHP Laser Welding with an Oblong Focused Spot
z x
Laser welded with an oblong focused beam spot
Niche application High speed laser blanking
From Manufacturing ….To Laserfacturing
OLD
NEW
28
Multiple Lasers for Throughput
Optimum Nesting for Material Utilization
Beam Propagation Caustics Measurements
Bifocal lens Standard lens Toroidal lens
Beam Caustics Computation vs. Measurements
Beam Propagation Caustics Calculation
Bifocal technology for laser cutting
Industrialized Methods for Dual Focus Effect
Enhanced Focus Position Tolerance Dz
Bifocal technology to boost “production” cutting speed and increase R&R with larger focus position tolerance
Incident beam diameter Focusing Lens
Conduction cooling of lens flange Temperature gradient profile varies between cold and hot mode operation and induces focus shift focus shift
power density irradiation time long short WELD DEFECT RATE LOW HIGH
C
Cases A&C: Cases B:
low high
15
New material for freeform focusing lens
Transmissive Optics’ Materials for Fiber Laser Processing at “Extreme Speed Extreme Power”
z x y
W W W
z
L
x y
13
High Speed High Power Case Comparison (time t = 0
W Thin slice of workpiece being laser-welded
A
- Laser with power P - Focus spot circular diameter W - Welding speed V - Laser with power n x P - Focus spot circular of diameter W - Welding speed n x V - Laser with power n x P - Focus spot oblong L x W - Welding speed n x V
Beam Propagation through a Bifocal and Standard Focusing Lens: Measurements vs. Computations
Dross-free cut edge quality of high strength steel at extreme power extreme speed
- Laser
B
power n x P / Welding speed n x V - Average power density n x P / W2 - Irradiation time: W / (n x V) - Laser power n x P / Welding speed n x V - Average power density P / W2 - Irradiation time: W / V The workpiece does not distinguish between cases A and C
not require periodic mirror cleaning and alignment downtimes Niche high volume applications: thin gage cutting and welding Different optics material and designs
TOC
• •
– – – –
Why “Extreme Speed Extreme Power” Laser Processing? Enablers for Extreme Speed Extreme Power
Fiber laser technology advantages over CO2 lasers for niche aplications Bifocal technology for laser cutting Oblong spot technology for laser welding New material for freeform focusing lens
P
W
B
nxP
L= n x W
C
W
nxP
14
High Speed High Power Case Comparison (time t = W / V)
Thin slice of workpiece being laser-welded
A
- Laser power P / Welding speed V - Average power density P / W2 - Irradiation time W / V
;w
2 out
2
2 w in 2 4 w in 2 M 4 2
Beam Propagation through a Toroidal Focusing Lens: Measurements vs. Computations
Bead-on-Plate 5kW Fiber Laser-Welding in 1.5 mm Advanced Strength Steel
Fiber Laser Cutting and Welding at “Extreme Power – Extreme Speed”
By Charles Caristan – Air Liquide Jay Finn – Automatic Feed ICALEO 2009 Conference Orlando, FL
y Welding Direction
If Mirror A is a standard flat mirror and mirror B a standard parabolic mirror, then the focused beam spot on the workpiece is circular of diameter W With appropriate mirrors A and B, the focused beam spot on the workpiece can be oblong L x W, with the longitudinal length L oriented parallel to the welding direction.
W out (z) w out
1
z d out ZR
2
1 2
d out
4 2 w in 4 2 M 2 4 w in 2 2 M 4 2
;
Z
R
2
2 w in M 2 2 4 w in 2 M 4 2
• • •
Computational Model vs. Measurements of Caustics Experimental Results Example of Niche Application: High Speed Laser Blanking
Why Extreme Speed Extreme Power Laser Processing?
Opportunities & Challenges
In high volume applications, traditional metal processing has several advantages: throughput and piece cost
To overcome these advantages, laser processing must operate at increasingly high speeds and make the case for piece cost without sacrificing quality.
ZnS Material for Transmissive Optics for Fiber Laser Processing at “Extreme Speed Extreme Power”
Transmissive Optics’ Forms for Fiber Laser Processing
Cutting Speed (inch / min)
Focus Position (inch / 1000)
Oblong spot technology for laser welding
HSHP Laser Welding with an Oblong Focused Spot
z x
Laser welded with an oblong focused beam spot
Niche application High speed laser blanking
From Manufacturing ….To Laserfacturing
OLD
NEW
28
Multiple Lasers for Throughput
Optimum Nesting for Material Utilization
Beam Propagation Caustics Measurements
Bifocal lens Standard lens Toroidal lens
Beam Caustics Computation vs. Measurements
Beam Propagation Caustics Calculation
Bifocal technology for laser cutting
Industrialized Methods for Dual Focus Effect
Enhanced Focus Position Tolerance Dz
Bifocal technology to boost “production” cutting speed and increase R&R with larger focus position tolerance