铣刀片的应力场分析
- 格式:docx
- 大小:143.21 KB
- 文档页数:6
铣刀片的应力场分析
作者:董丽华袁哲俊李振加严复钢
1.引言
铣削属断续切削,切削过程中刀片受力非常复杂,力的大小和方向随时变化,刀片的失效形式主要为冲击破损。
因此,采用有限元法对铣刀片应力场进行分析,以寻求减少刀片破损的刀具最佳几何角度,对于铣刀片槽型的开发具有指导意义。
2.面铣切削加工坐标系统的建立
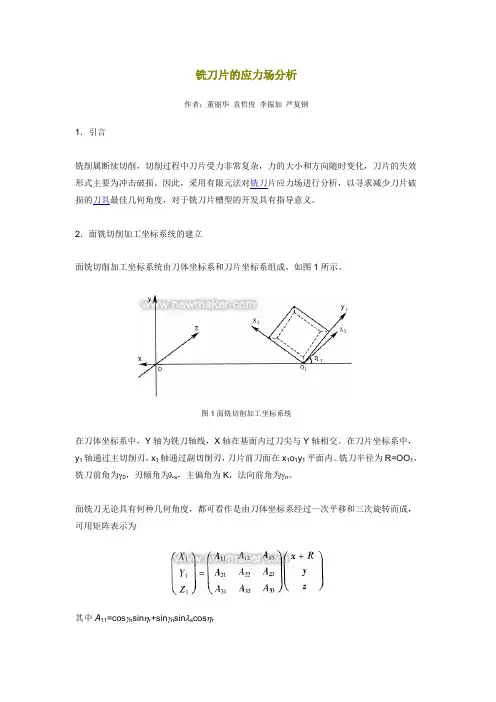
面铣切削加工坐标系统由刀体坐标系和刀片坐标系组成,如图1所示。
图1面铣切削加工坐标系统
在刀体坐标系中,Y轴为铣刀轴线,X轴在基面内过刀尖与Y轴相交。
在刀片坐标系中,y1轴通过主切削刃,x1轴通过副切削刃,刀片前刀面在x1o1y1平面内。
铣刀半径为R=OO1,铣刀前角为γ0,刃倾角为λs,主偏角为K,法向前角为γn。
面铣刀无论具有何种几何角度,都可看作是由刀体坐标系经过一次平移和三次旋转而成,可用矩阵表示为
其中A11=cosγn sinηr+sinγn sinλs cosηr
A12=cosγn cosηr-sinγn sinλs sinηr
A13=sinγn cosλs
A21=-cosλs cosηr
A22=cosλs sinηr
A23=sinλs
A31=-sinγn sinηr+cosγn sinλs cosηr
A32=-sinγn cosηr-cosγn sinλs sinηr
A33=cosγn cosλs
tgγn=tgγ0cosλs
3.切入冲击力方向的确定
铣削与车削的不同之处在于铣削为断续切削,存在着切入、切出过程,铣刀的破损主要是由机械冲击力引起的。
因此,首先要确定铣刀切入瞬间冲击力的作用方向。
铣削时,铣刀高速旋转,工件缓慢进给,若忽略进给运动(因进给运动速度仅为铣刀运动速度的约1/4),铣刀切入冲击力的方向应该在刀具相对工件运动的切线方向上。
如图2所示。
图2 切入冲击力的方向
由图1可知,切入冲击力方向为Z轴方向,力F分解到刀片坐标系中为
式中A13、A23、A33取值见式(1),代入具体参数得
上式中,如果各分力值为正,则表示作用力沿坐标轴正方向;如果各分力值为负,则表示作用力沿坐标轴负方向。
将面铣刀几何角度代入上式,即可确定铣刀切入冲击力的方向。
4.切入瞬间应力场有限元分析
面铣刀前刀面外力分布模型如图3a所示。
图3 面铣刀受力模型
在面铣刀运动过程中,刀刃O的位移比刀面上的点A、B的位移大(因为刀刃O的半径及回转速度最大),因此在铣削过程中,刀刃受力最大,刀面受力呈逐渐减小分布。
面铣刀切入过程中,前刀面只受瞬间的集中力作用,因此可用分布力模型表示切入过程前刀面的受力状况,与稳定切削状态相比,只是接触长度比稳定切削状态短。
刀具受力模型如图3b所示,q1=kq2(k为系数),ψ为作用力方向角,L为分布力作用长度。
其中作用角ψ值由刀具几何角度确定,因此,刀片的几何角度不同,会引起作用力方向的改变。
下面对平前刀面刀片和带槽型刀片进行有限元分析,研究刀片槽型对铣削性能的影响。
刀片几何参数见表1。
表1 刀片几何参数
前角后角刃倾角
带槽型刀片18°7°5°
平前刀面刀片0°7°0°
由式(3)可知,即使在相同的外力作用下,带槽型刀片的主切削力Fz1也小于平前刀面刀片的主切削力,实际测量结果也证实了这一点。
1 有限元分析模型的建立
有限元分析采用美国SDRC公司的大型工程软件I-DEASMaster series4,利用实体造型模块建立平前刀面及带槽型铣刀片的实体模型(见图4),将实体模型输入有限元分析模块,并对其进行网格划分,对参加切削部分受力区域进行手工细分网格。
图3 面铣刀受力模型
2 边界条件的确定
为分析两种刀片切削时的应力、应变和位移情况,需在网格模型上加边界条件(切削力载荷),为测得实际切削时的铣削力,进行了铣削力试验。
试验在X5030A铣床上进行,工件材料为奥氏体不锈钢1Cr18Ni9Ti,刀片材料为YG546,切削用量v=100m/min,f=0.24mm/z,ap=4mm,其它切削条件均相同。
用CLY铣削测力仪测得的主切削力如下:有槽型刀片:Fz=280kg;平前刀面刀片:Fz=350kg。
按面铣刀受力模型在刃前区相应的位置加分布载荷,并将刀片材料的机械性能输入材料特性表,载荷作用角由刀具角度决定,按刀片所受约束情况建立位移和运动约束,将边界条件和约束并入一个组中,进行解算。
3 模型解算
模型解算的过程就是求解应力、应变和位移的过程。
经计算机辅助解算及后处理得到的两种刀片切削时的应力、应变和位移结果如图5所示。
(a)应力分布(b)应变(c)位移
图5 有限元分析结果
从图5可明显看出,平前刀面刀片切削时的应力、应变和位移均比有槽型刀片大。
因此,在铣刀片上开出正确的槽型,可在很大程度上改善其铣削性能。
5.结语
由于铣削过程的复杂性,使刀片的破损比车削严重得多,其中切入破损占有较大比重。
本文通过铣削过程分析、有限元分析和实验验证,证明在铣刀片上开出槽型,使刀具具有合理的几何角度,可改变切入冲击力的方向,减小刀片内部应力,改善铣削状态。
因此,铣刀片槽型的开发研究是铣削研究的一个发展方向,已受到各国金属切削行业的重视。
本文作者:哈尔滨工业大学董丽华袁哲俊哈尔滨理工大学李振加严复钢(end)。