浅谈自卸车纵梁焊合翻转胎的设计
- 格式:pdf
- 大小:94.10 KB
- 文档页数:2
目录第一章毛坯及其余量的选择 (1)1.1 确定毛坯制造形式 (1)1.2 确定机械加工余量 (1)第二章定位基准及机械加工过程的拟定 (2)2.1 定位基准的确定 (2)2.2 零件主要加工表面及加工方法 (2)2.3 零件的机械加工过程 (2)第三章工序设计 (4)3.1 选择机床 (4)3.2 选择夹具 (4)3.3 选择刀具 (4)3.4 选择量具 (4)3.5 确定切削用量及基本工时 (4)第四章选择润滑液绘制工艺流程示意图 (9)参考文献 (10)第一章 毛坯及其余量的选择1.1 确定毛坯制造形式毛坯的生产方式有铸造、锻造、焊接、轧制等。
毛坯的选择是否恰当将直接影响机械加工工艺过程、零件质量、成本和生产率,因此必须根据零件的材料、形状、尺寸、技术要求和生产类型等因素,正确选择毛坯。
通过对零件图的审查,本零件是车厢翻转轴,与支架翻转座配合使用,主要作用是用于自卸车车厢翻转时起承载作用,是汽车上较重要零件,生产纲领为中批量生产,从零件图上可以看出,其大体为三段直径相差10mm 的阶梯轴组成,最大处直径为Ø50,如果采用Ø50的圆钢则将车削掉单边余量至少为5mm 长180mm 的材料。
因此,为了保证翻转轴的力学性能,减少机械加工时间和节约成本,采用锻造毛坯,通过对零件的分析,只需要对其进行局部锻造,将端部镦粗,即:将坯料加热后 , 一端放在漏盘或胎模内 , 限制这一部分的塑性变形 , 然后锤击坯料的另一端 , 使之镦粗成形。
1.2 确定机械加工余量除了端部以外的部分不需要进行锻造,在能保证零件尺寸要求前提下,从节约成本考虑,机械加工余量越小越好,零件图上最高表面粗糙度为Ra3.2,尺寸公差最高为0.2,通过查参考文献【3】第901页表27-36车削的表面粗糙度,半精车能达到Ra3.2,故,本零件的加工路线选择粗车→半精车才能达到要求。
分两次走刀,故估计机械加工余量为3mm,则通过参考文献【1】第33页表2—18,确定毛坯尺寸为3.043±φmm 。
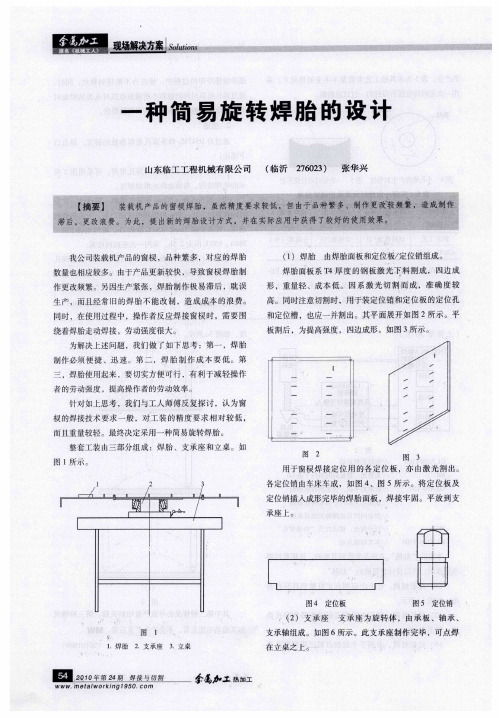
浅谈自卸车底板焊合翻转工装设计摘要在自卸车快速发展的今天,汽车制造企业在提高产品质量的同时,又面临着高效生产的挑战,专业化的生产辅助设备越来越受到业界重视,成套设备的技术性能要求越来越高,将辅助生产设备集成半自动化和自动化工装设备,为高效生产提供了便捷与实惠。
关键词:翻转;焊合;液压;工装自卸车底架制作过程中,总是在底架纵梁定位和组焊中花费较长的时间,并且靠行车吊装底架才能在必要部位焊接,特别是一些空间小的部位,有时即便是吊起底架也不能保证好的焊接操作,行车在起吊过程中容易出现碰撞。
为应对自卸车底架顺利焊合,我们设计了一套底架焊合工作平台,并且能够实现底架在0°之90°范围内翻转和停止翻转。
见图1为自卸车底架焊合翻转工装系统。
其中主要部分是通过液压控制系统翻转底架。
1.定位纵梁将纵梁平放在翻转平台,翻转臂卡在卡槽中,调节两纵梁左右距离L,使两纵梁之间的距离L能够满足设计要求,通过调节纵梁间的间距,进行纵梁定位,纵梁定位之后进行横梁平铺和底板铺焊。
2.底架焊合3.1伸程翻转臂与底架纵梁焊合,打开液压泵站电源,开启操纵阀,压缩气体进入PT液压举升阀,此时油缸进油管一打开,举升阀出油管二打开,泵站内回油管关闭,液压油进入油缸内使缸体缓缓伸长,此时翻转架和自卸车底架一起向左翻转。
液压油缸伸出速度与高压油管一、高压油管二及液压泵站内液压油流速成正比,液压油流速在泵站箱控制。
在伸程过程中,翻转角度由0°增加到90°。
当自卸车底架处于竖直状态时,底架落在支承梁上,工装挡块顶在底架上,此时限位阀打开,翻转角度不再增加,避免了自卸车底架过度翻转顶坏工装挡块,有效地进行了底架侧限位。
3.2回程为保证液压缸顺利回程,在液压泵站内安装了换向阀,操纵阀进气管关闭,排气管打开,液压举升气控阀关闭,此时液压缸内油量不再增加,液压泵站内循环打开,缸内液压油从高压油管一流出进入泵站中内置油箱。


轮胎翻转架的设计赵庆华【摘要】根据轮胎存放的要求,设计了轮胎翻转架,解决了轮胎的分类、存放、翻转等问题.【期刊名称】《机械工程师》【年(卷),期】2010(000)007【总页数】1页(P110)【关键词】轮胎;翻转架;设计【作者】赵庆华【作者单位】新疆天羚汽车厂(中国人民解放军第七四三八工厂)乌鲁木齐830002【正文语种】中文【中图分类】TH1221 问题的提出在库房货架产品开发中,我们按用户的要求设计了轮胎翻转架,它主要用于库房轮胎的存放。
原来轮胎的存放大多摆放在地上,占地面积大而且摆放数量有限,而且轮胎属橡胶制品,当橡胶制品受潮或胶体内棉线吸湿后,便会发霉腐蚀,使强度下降。
2 设计要求根据用户及产品存放要求,轮胎翻转架应达到以下几点要求:(1)轮胎应立式摆放,下端与地面保持一定距离。
(2)因库房面积有限,翻转架应与货架相似,分层摆放。
(3)轮胎摆放后,应能定期转动,避免同一着点长期产生永久性变形。
(4)考虑到运输的问题,轮胎翻转架应为可拆卸式的。
(5)翻转架强度、刚度可靠。
3 轮胎翻转架的结构设计3.1 定位方案的设计轮胎离地面保持一定的距离,左右侧定位靠框架及轮胎侧面,轮胎下端有两根无缝钢管支撑,这样轮胎就可以立式摆放。
3.2 轮胎翻转机构的设计轮胎摆放在架子上,如果靠人工定期翻转,那将是一件很辛苦的一件事,因此我们在框架的一端装有减速器,通过减速器及链条带动轮胎下端的支撑管转动,为了转动灵活,支撑管端头装有轴承及轴承座,轴承座支架固定在立柱上。
3.3 可拆卸的设计考虑到运输的问题,轮胎翻转架应为可拆卸式的,分为侧框总成、横撑总成、零部件总成(支撑管、轴承座、减速器),分别打包运输可避免总成件之间外表面的损伤,到安装现场依次组装即可使用。
如遇库房搬迁,可拆卸打包运输,异地组装再使用。
3.4 外形尺寸的确定摆放轮胎的型号确定翻转架的宽度尺寸,库房的高度确定翻转架的层数及高度尺寸,翻转架的长度尺寸一般约为2.5m。

矿用自卸车车架焊接工艺研究摘要:矿用自卸车是用于矿石或土方运输的专业设备,其载重大,运程短,工作效率高。
车架作为自卸车主要部件,主要用作支撑及安装固定,负责货物承载和其他系统部件的布置。
因整车自重及载重大,车架需承受较大疲劳载荷,加上恶劣的环境和复杂路况易导致车架开裂,从而缩短其使用寿命。
基于此,本文重点论述了矿用自卸车车架焊接工艺。
关键词:矿用自卸车;车架;焊接工艺随着生产发展及科技进步,矿用自卸车设计及制造正朝着规模化、轻量化方向发展,对钢材强度、性能和焊接水平要求越来越高。
由于大多数矿用自卸车在环境恶劣中运行,道路崎岖的严寒地区大型矿山,其使用寿命在很大程度上取决于关键受力构件-车架寿命。
车架通常由低合金高强度钢焊接而成,其冷作与焊接质量直接决定了车架寿命,所以提高车架焊接工艺水平对延长矿用自卸车使用寿命意义重大。
一、车架受载特性矿用自卸车车架是整车骨架,其大部分结构部件与总成通过车架固定其位置。
其承受来自上部结构的自重、物料质量、装载或卸载物料时瞬时冲击力、在崎岖道路上行驶时的随机颠簸力、刹车时惯性力、转弯时产生侧向力等,由于运行时的早期开裂现象,车架受弯曲、扭转、剪切、共同作用下复杂应力,极大地影响了矿用自卸车使用寿命。
二、矿用自卸车车架性能要求车架作为矿用自卸车的关键承载部件,在装载、运输、卸载货物时起着重要承载作用。
车架性能直接影响着整个矿用自卸车使用性能与寿命,同时也体现了整个车辆的技术水平。
车架的上面装载有发动机、行驶系、传动系、制动系、车厢等主要部件,是整个矿用自卸车的主要承载部件。
当矿用自卸车在崎岖不平的路面行驶工作时,由于紧急制动、转弯、颠簸等,车架会发生扭曲变形、垂直平面内的弯曲变形等;当矿用自卸车的一边轮胎或一个轮胎遇到障碍出现悬空或突起时,会使车架两边的纵梁产生较大变形,垂直平面内产生相对位移,进而改变各部件间的相对位置,能使接触的部件磨损消耗加剧。
因此,矿用自卸车车架的动力性能、刚度、强度等对整个车辆的使用性能与寿命、安全性有较大影响。
车架内外纵梁一体成形模具设计与应用车架内外纵梁一体成形模具设计与应用文/徐迎强、汤敏、刘程、张国兵·安徽江淮汽车股份有限公司纵梁是卡车车架的骨架部分,传统生产流程为内外纵梁各自成形后装配铆接,存在工装开发成本高、铆焊装配困难及需要削减纵梁的抗弯强度等问题,本文分析了内外纵梁一体成形工艺设计及结构设计的特点,并将制造加工出的模具成功应用于多个项目中。
纵梁是卡车车架的骨架部分,纵梁长度一般为5~10m不等,从其断面来看汽车车架纵梁是典形的U形件,包括内纵梁和外纵梁零件。
一般传统成形工艺,汽车车架纵梁内外板是各自落料冲孔,各自成形,模具开发成本高,成形后考虑精度存在差异,容易造成纵梁内外板装配孔位置不吻合,导致铆焊装配困难,且内外板形面因不吻合导致装配间隙大,装配间隙大会削减纵梁的抗弯强度。
内外纵梁一体成形是在一副模具中完成内外纵梁的成形,主要工艺流程包括:①首先将车架纵梁内、外板各自落好料,预留塞焊孔位;②将各自落好的车架纵梁内、外板料按照装配的位置塞焊在一起,并打磨处理;③将焊接在一起的车架纵梁内、外板放入纵梁成形模里成形。
本工艺避免了纵梁内外板各自成形孔位置不对位造成装配困难的问题,并且装配间隙也很小,提高纵梁的抗弯强度,减少成形模具投资成本并降低生产成本,应用前景广阔。
零件工艺性分析图1 内外纵梁零件图(A 外梁、B内梁)图1为内外纵梁零件图,零件材料都为B510L (屈服强度≥355MPa,抗拉强度为510~630MPa,延伸率≥24%),内纵梁厚度为3.0mm,外纵梁厚度为5.0mm,外观尺寸为5722mm(内梁为5007mm)×170mm×131mm,台阶落差为50mm,内纵梁内外R角为3mm及6mm,外纵梁内外R角为5mm及10mm。
该产品的主要技术要求:生产节拍(≥3.5SPM)、张口度(0~2mm)、上下翼面不齐度(±1mm)、扭曲度(3mm)、翘曲度(4mm)、台阶落差(±2mm)及面品(在全长范围内,上下翼面及腹面不得有起皱、拉毛、暗伤和裂纹等缺陷)。
关于自卸车后翻转支架总成的技术探究摘要:自卸车,是指安装有液压举升机构,能够将货箱举升起来进行自动卸货的卡车。
自卸车一直是我国经济建设中的重要力量,与我国的经济发展,尤其是我国的房地产业及基础建设投资密切相关,具有巨大的市场潜力。
关键词:自卸车、翻转支架、技术探究引言自卸车是指通过液压或机械举升而自行卸载货物的车辆。
又称翻斗车。
它属于卡车的一种,由汽车底盘、液压举升机构、货厢和取力装置等部件组成。
作为一种生产工具,自卸车不仅能上山,也能下乡、进工地,它不仅能拉煤炭、矿产资源,也能拉工程土方、建筑材料,甚至农村生活、生产物资,它不仅参与城市建设,也参与公路、铁路、机场、码头、水利工程建设,可以说,哪里有建设需求,哪里也就会有自卸车的需求。
作为与我国的基建事业紧密相连的工具,随着经济发展的快慢,基建投资的波动,自卸车的需求量也会有周期性波动。
但是,只要有经济活动、有基础建设的需要,对自卸车的需求就永远不会消失。
1、自卸车行业的现况1.1行业现状2020年,突如其来的新冠肺炎疫情对我国经济造成了较大的影响,为降低经济损失,各地方政府陆续加大基建投资力度,基建项目大量开工建设,自卸车市场需求激增。
仅2020年全年,自卸车销量就达到36.5万辆,同比增长15.6%。
而根据中国汽车工业协会公布的统计数据显示,2021年上半年我国自卸车累计销售量达到46.8万辆,同比2020年增长28.1%。
随着复工复产的快速推进,2020年下半年以来国内运力恢复速度较快。
从公路货运周转量月度累计同比增速来看,21年以来我国的物流运输需求持续增长,物流增长带来自卸车的新增需求提升。
2022年前两个月,国内重型自卸车市场延续了上年的连降势头,在疫情的影响下市场需求迟迟未能“释放”;另一方面,重型自卸车的新能源化进程颇快(前两月新能源占比达到12.8%),这一细分领域仍被看作是近年来重卡市场最有“前途”的细分市场之一。
1.2竞争格局2022上半年中国自卸车销售市场份额中,东风、重汽、陕汽居前三;东风汽车自卸车销售市场份额为19.0%;中国重汽自卸车销售市场份额为15.1%;陕汽集团自卸车销售市场份额为10.2%。
汽车工业研究·季刊2021年第1期自卸车焊装工艺解析▶◀……………………………………………………………………………冯永旺徐仰东张剡前言自卸车也叫翻斗车,属于专用汽车的一种。
专用汽车与普通汽车的区别主要是改装了具有专用功能的上装部分,能完成某些特殊的运输和作业功能。
因此除了要满足基本型汽车的性能要求外,还要满足专用功能的要求,这就形成了其自身特点。
项目现状某工厂现年生产自卸车4000台份,其中焊装车间年生产矩形货厢2000台和U 型货厢2000台和4000台副车架,但因原有厂房老旧,生产工艺设备落后,生产能力不足,物流不顺畅,场地拥挤,物流通道被占用,容易出现安全事故隐患等种种问题,现考虑重新规划一块新生产用地以达到公司经营需求。
焊装线工艺设计目标2.1生产品种:矩形货厢、U 型货厢、π型货厢等多种异型货厢。
本次工艺设计主要以常见的矩形货厢和U 型货厢展开说明。
2.2生产纲领及节拍:年产1万台(5000台矩形货厢+5000台U 型货厢)货厢和1万台副车架焊装生产能力,工作制度双班8小时,全年工作300天,货厢生产节拍约30min/台。
2.3产品特点:车厢长5400~8600mm ,底板宽度2300mm ,侧板高度1500mm ;副车架长5720mm ,宽度1950mm。
产品焊接工艺性分析3.1自卸车工艺流程图3.2整体布局设计鉴于焊装车间生产条件,厂房结构为钢结构,自卸车焊装车间面积为48m×136m=6528m 2,厂房钢立柱间距8m ,行车轨顶高8.8m 。
采用紧凑型布局;焊装车间共布置两条货厢生产线,一条矩形生产线和一条U 型及其它异型货厢生产线,其中矩形和U 型货厢前后板分总成共线生产,零部件制作模块另行考虑。
共设置5个主要焊装生产模块:a.底板制作运行模块;b.左、右侧板制作双线运行模块;c.合箱制作生产线运行模块;d.前板、后板制作生产线运行模块;e.副车架制作生产线运行模块;3.3工位节拍估算3.4工位图布置自卸车主线以底板焊装、箱体24汽车工业研究·季刊2021年第1期焊装为主,左右侧板通过KBK 输送至总拼工位,前后板通过天车输送至货厢主线,前后板焊接采用柔性共线生产,焊装后箱体总成转运涂装车间。
卡车车架纵梁滚压成形线浅析崔有山【摘要】由于用户需求的多样化,卡车车架尤其是车架纵梁表现为多品种、小批量生产特点.为实现卡车车架纵梁制造的高效率、高精度,卡车车架U形等截面纵梁采用滚压制造工艺.本文通过对滚压工艺可加工零件形状、设备结构形式、产品转换时设备调整方便性、生产效率、加工产品的质量保证等方面进行对比分析,结合卡车车架纵梁的形状特点,总结各种滚压设备结构的优点和不足,合理选择卡车车架纵梁滚压成形设备.【期刊名称】《锻压装备与制造技术》【年(卷),期】2015(050)003【总页数】4页(P48-51)【关键词】机械制造;卡车车架纵梁;滚压成形;设备选型【作者】崔有山【作者单位】一汽解放汽车有限公司卡车厂,吉林长春130011【正文语种】中文【中图分类】TG335.4卡车车架零件材料主要使用金属钢板,厚度多为3mm~8mm;轻型卡车车架纵梁厚度为5mm~6mm,横梁、连接板和支架钢板厚度3mm~5mm;中重型卡车车架纵梁厚度为7mm~8mm,加强板、横梁、连接板及支架厚度为5mm~8mm。
卡车车架结构如图1 所示。
随着卡车市场的细分,国内卡车大多分为重型卡车、中型卡车、轻型卡车和微型卡车,卡车的两大主要总成为车身和底盘,卡车底盘中车架是整车的骨架,车架的主要零件有纵梁、横梁、连接板、各种支架,各种零件采用螺栓联接、铆接或焊接装配成车架总成。
图1 卡车车架结构轻型卡车和微型卡车车架多采用弯曲纵梁;中、重型卡车纵梁多为直线型纵梁,纵梁分为变截面和等截面,腹面又分为有落差和无落差。
图2 是中重型卡车典型车架纵梁形状示意图。
卡车车架纵梁的质量控制要素主要有纵梁槽宽尺寸、腹面平面度、腹面直线度、纵梁的扭曲、翼面的直线度和腹面落差尺寸。
以上各要素如图3 所示。
1 纵梁制造工艺纵梁制造工艺主要分为冲压工艺和滚压工艺,冲压工艺最初全部采用大型压力机、落料冲孔模具、成形模具冲压实现;后来由于纵梁产品变化越来越快,从设计到投产时间通常只有半个月左右或更短的时间,而且每种产品产量低,通常年产量不足100 辆份。