过程检验控制规定
编制:审核:批准:编号:Q/
1.目的
对机加产品实施检验,防止不合格品发生,确保加工的产品质量合格,确保发现的不良品得到快速有效的控制,防止不合格品流出。
2.范围
适用于机加制造和成品检验全过程的产品质量控制。
3.职责
操作人员负责按“三检制”规定对产品实施检查。
检验人员负责按工艺规定对产品实施检验。
操作人员和检验人员负责对机加过程中产生的不良品及毛坯外观不良品实施把关拦截。
管理人员负责对各工序人员执行产品检验的情况进行监督检查,负责对不良品进行处置。
4.工作程序(流程图)
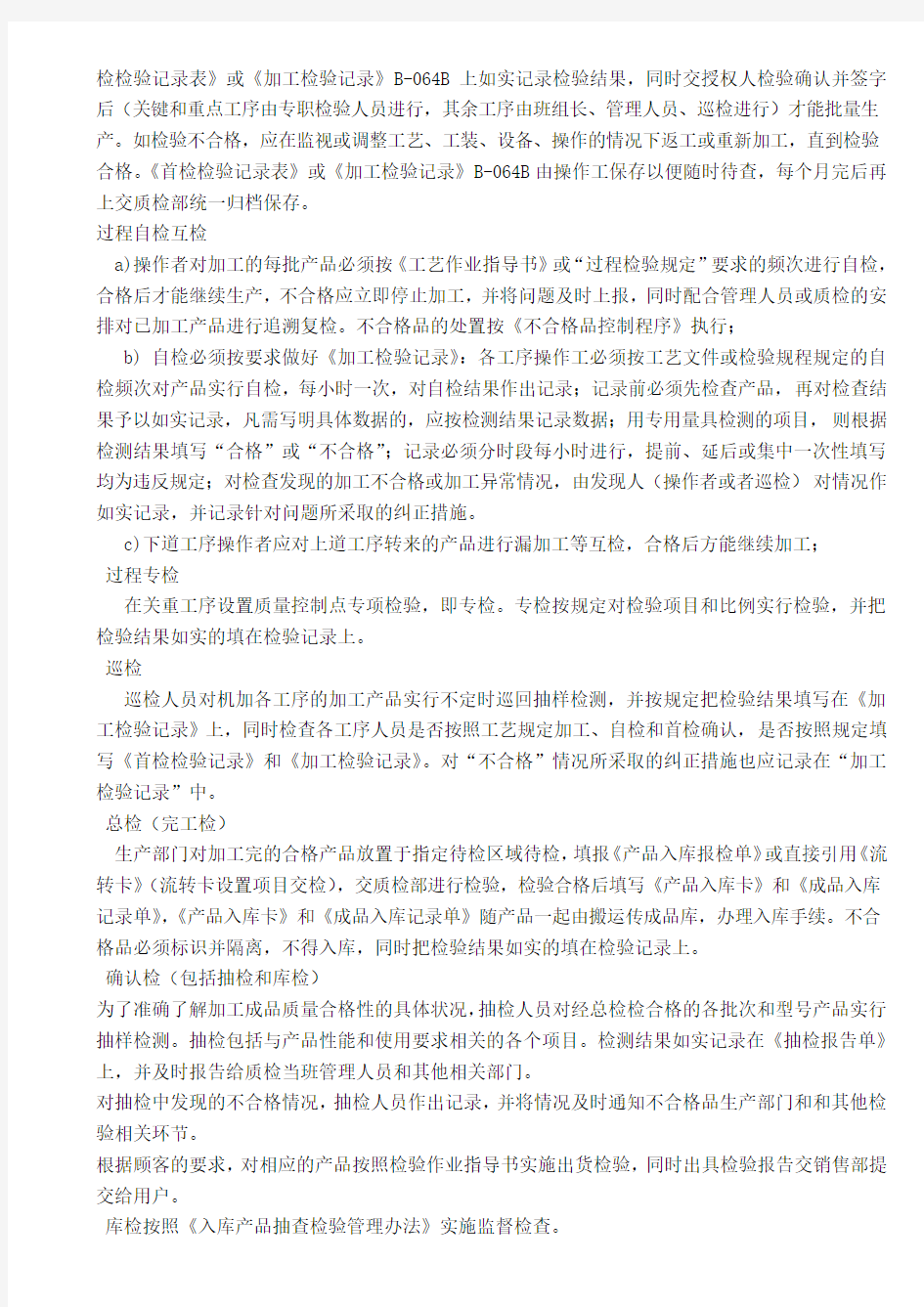
机加过程检验流程图
产品检验基本要求
各工序操作工和检验人员是品质保证的直接责任人,在产品加工和检验过程中必须严格执行有关的检验规定。
各工序操作工严格按规定的检验频次对产品实施检验;各检验人员严格按规定的检验项目和检验比例对产品实施检验,任何人员不得违反相关的检验规定。
要求填写检验记录的人员须严格按规定填写相关的检验记录。
各机加工序及检验人员,发现质量问题须及时向管理人员报告。对发生或发现的质量问题操作工或检验人员不得私自处理。
对量具、检具须合理使用、精心保管保养;并按规定对量、检具定期实施送检。
生产过程检验制度
首件检验
生产现场实行首检制:每班开始生产、更换产品品种(技术要求有变化时)、更换批次、调整工艺、刀具更换、工装调整、设备修理或停机1小时后生产的前3件产品,经操作者自检合格后在《首
检检验记录表》或《加工检验记录》B-064B上如实记录检验结果,同时交授权人检验确认并签字后(关键和重点工序由专职检验人员进行,其余工序由班组长、管理人员、巡检进行)才能批量生产。如检验不合格,应在监视或调整工艺、工装、设备、操作的情况下返工或重新加工,直到检验合格。《首检检验记录表》或《加工检验记录》B-064B由操作工保存以便随时待查,每个月完后再上交质检部统一归档保存。
过程自检互检
a)操作者对加工的每批产品必须按《工艺作业指导书》或“过程检验规定”要求的频次进行自检,合格后才能继续生产,不合格应立即停止加工,并将问题及时上报,同时配合管理人员或质检的安排对已加工产品进行追溯复检。不合格品的处置按《不合格品控制程序》执行;
b) 自检必须按要求做好《加工检验记录》:各工序操作工必须按工艺文件或检验规程规定的自检频次对产品实行自检,每小时一次,对自检结果作出记录;记录前必须先检查产品,再对检查结果予以如实记录,凡需写明具体数据的,应按检测结果记录数据;用专用量具检测的项目,则根据检测结果填写“合格”或“不合格”;记录必须分时段每小时进行,提前、延后或集中一次性填写均为违反规定;对检查发现的加工不合格或加工异常情况,由发现人(操作者或者巡检)对情况作如实记录,并记录针对问题所采取的纠正措施。
c)下道工序操作者应对上道工序转来的产品进行漏加工等互检,合格后方能继续加工;
过程专检
在关重工序设置质量控制点专项检验,即专检。专检按规定对检验项目和比例实行检验,并把检验结果如实的填在检验记录上。
巡检
巡检人员对机加各工序的加工产品实行不定时巡回抽样检测,并按规定把检验结果填写在《加工检验记录》上,同时检查各工序人员是否按照工艺规定加工、自检和首检确认,是否按照规定填写《首检检验记录》和《加工检验记录》。对“不合格”情况所采取的纠正措施也应记录在“加工检验记录”中。
总检(完工检)
生产部门对加工完的合格产品放置于指定待检区域待检,填报《产品入库报检单》或直接引用《流转卡》(流转卡设置项目交检),交质检部进行检验,检验合格后填写《产品入库卡》和《成品入库记录单》,《产品入库卡》和《成品入库记录单》随产品一起由搬运传成品库,办理入库手续。不合格品必须标识并隔离,不得入库,同时把检验结果如实的填在检验记录上。
确认检(包括抽检和库检)
为了准确了解加工成品质量合格性的具体状况,抽检人员对经总检检合格的各批次和型号产品实行抽样检测。抽检包括与产品性能和使用要求相关的各个项目。检测结果如实记录在《抽检报告单》上,并及时报告给质检当班管理人员和其他相关部门。
对抽检中发现的不合格情况,抽检人员作出记录,并将情况及时通知不合格品生产部门和和其他检验相关环节。
根据顾客的要求,对相应的产品按照检验作业指导书实施出货检验,同时出具检验报告交销售部提交给用户。
库检按照《入库产品抽查检验管理办法》实施监督检查。