3电弧炉炼钢物料平衡和热平衡
3.1 物料平衡计算
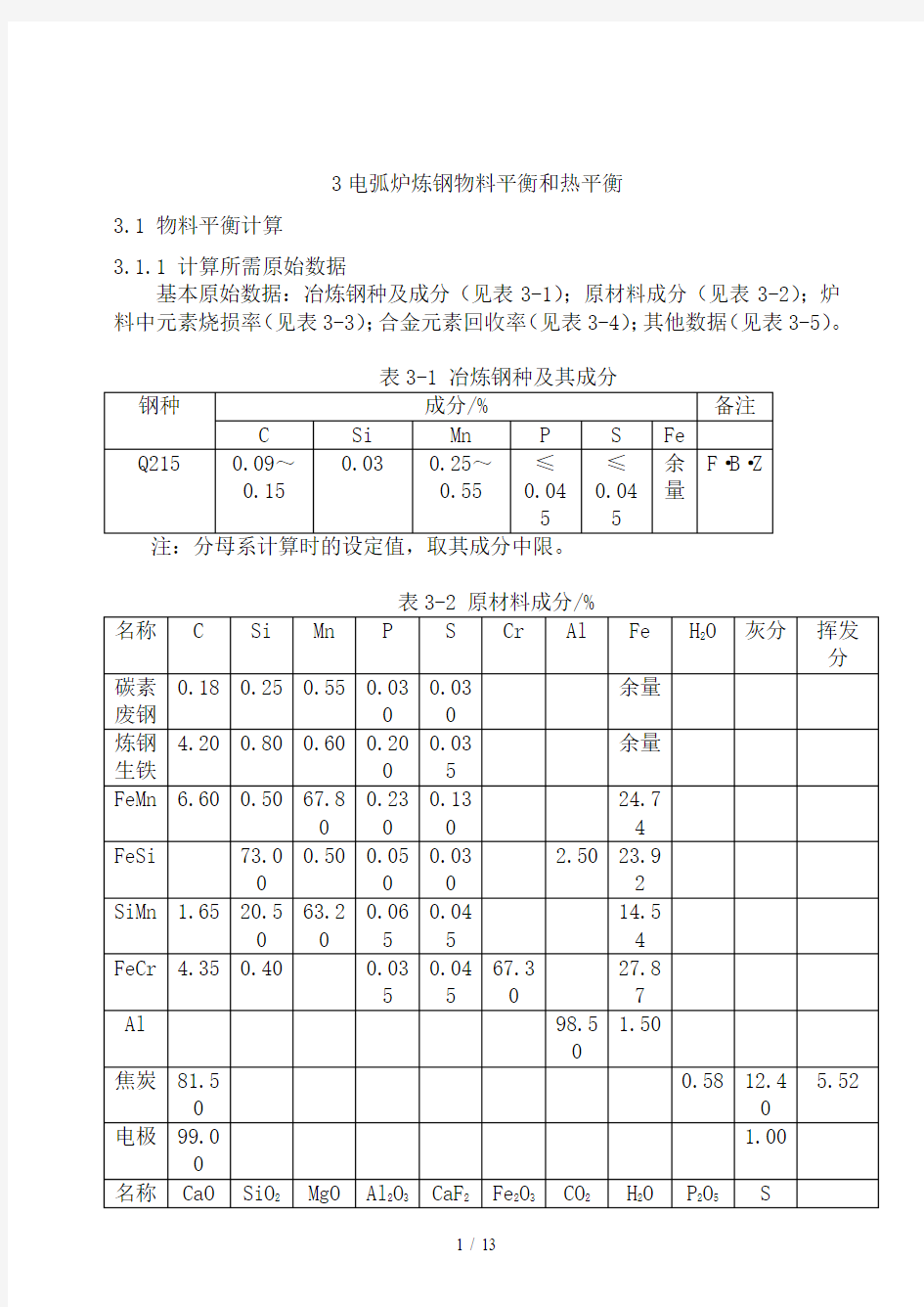
3.1.1 计算所需原始数据
基本原始数据:冶炼钢种及成分(见表3-1);原材料成分(见表3-2);炉料中元素烧损率(见表3-3);合金元素回收率(见表3-4);其他数据(见表3-5)。
表3-1 冶炼钢种及其成分
钢种成分/% 备注
C Si Mn P S Fe
Q215 0.09~
0.15 0.03 0.25~
0.55
≤
0.04
5
≤
0.04
5
余
量
F·B·Z
注:分母系计算时的设定值,取其成分中限。
表3-2 原材料成分/%
名称 C Si Mn P S Cr Al Fe H
2
O 灰分挥发
分
碳素废钢0.18 0.25 0.55 0.03
0.03
余量
炼钢生铁4.20 0.80 0.60 0.20
0.03
5
余量
FeMn 6.60 0.50 67.8
0 0.23
0.13
24.7
4
FeSi 73.0
0 0.50 0.05
0.03
2.50 2
3.9
2
SiMn 1.65 20.5
0 63.2
0.06
5
0.04
5
14.5
4
FeCr 4.35 0.40 0.03
5 0.04
5
67.3
27.8
7
Al 98.5
1.50
焦炭81.5
0 0.58 12.4
5.52
电极99.0
1.00
名称CaO SiO
2MgO Al
2
O
3
CaF
2
Fe
2
O
3
CO
2
H
2
O P
2
O
5
S
石灰88.0
2.50 2.60 1.50 0.50 4.64 0.10 0.10 0.06
萤石0.30 5.50 0.60 1.60 88.0
1.50 1.50 0.90 0.10
铁矿石1.30 5.75 0.30 1.45 89.7
7
1.20 0.15 0.08
火砖块0.55 60.8
0.60 36.8
1.25
高铝砖1.25 6.40 0.12 91.3
5
0.88
镁砂 4.10 3.65 89.5
0.85 1.90
焦炭灰分4.40 49.7
0.95 26.2
5
18.5
5
0.15
电极灰分8.90 57.8
0.10 33.1
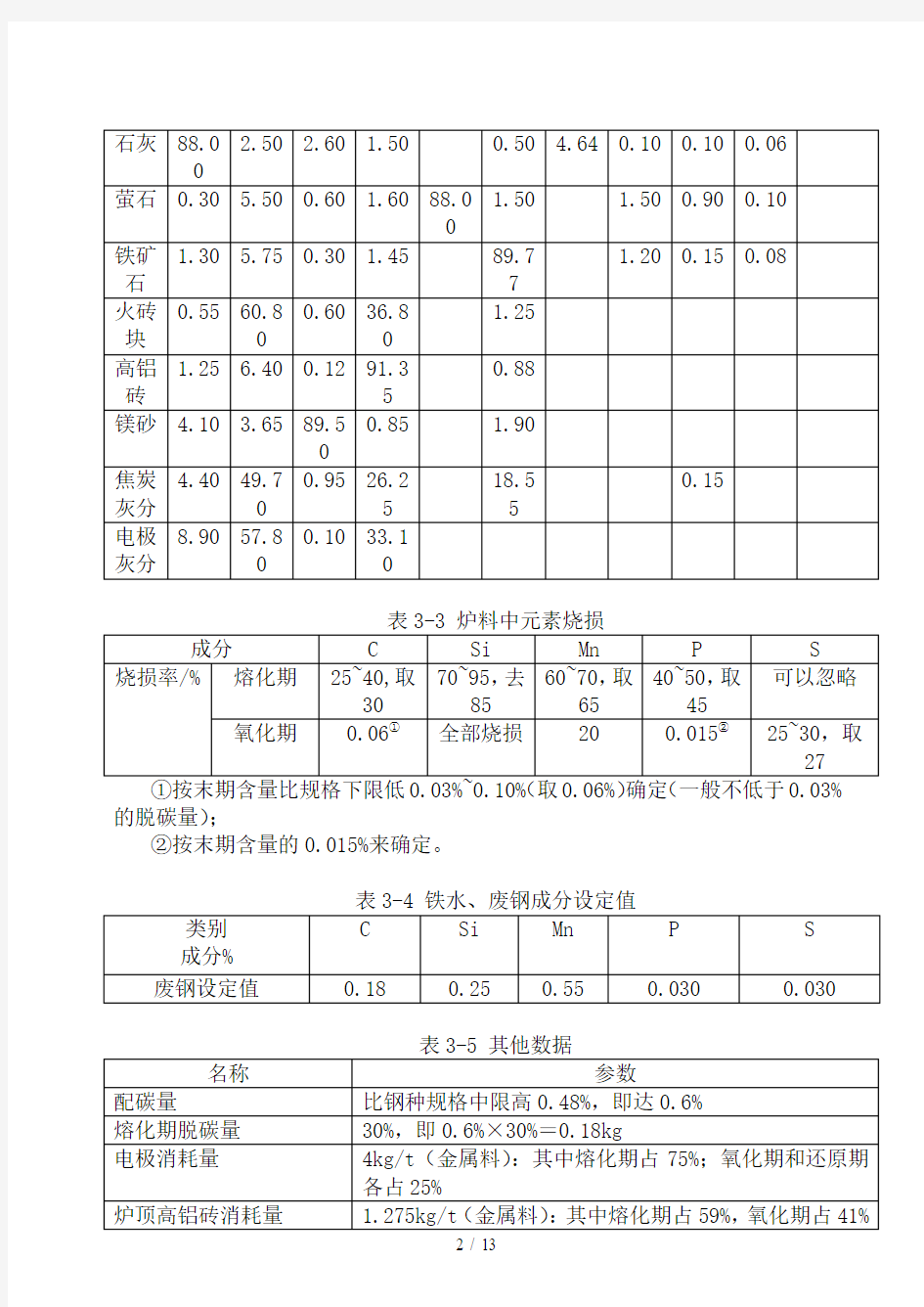
表3-3 炉料中元素烧损
成分 C Si Mn P S
烧损率/% 熔化期25~40,取
30 70~95,去
85
60~70,取
65
40~50,取
45
可以忽略
氧化期0.06①全部烧损20 0.015②25~30,取
27
①按末期含量比规格下限低0.03%~0.10%(取0.06%)确定(一般不低于0.03%
的脱碳量);
②按末期含量的0.015%来确定。
表3-4 铁水、废钢成分设定值
类别
成分%
C Si Mn P S
废钢设定值0.18 0.25 0.55 0.030 0.030
表3-5 其他数据
名称参数
配碳量比钢种规格中限高0.48%,即达0.6%
熔化期脱碳量30%,即0.6%×30%=0.18kg
电极消耗量4kg/t(金属料):其中熔化期占75%;氧化期和还原期
各占25%
炉顶高铝砖消耗量 1.275kg/t(金属料):其中熔化期占59%,氧化期占41%
炉衬镁砖消耗量 3.5kg/t(金属料):其中熔化期占57%;氧化期和还原
期各占43%
100%来自于氧气
熔化期和氧化期所需要
氧量
氧气纯度和利用率99%,余者为N
,氧利用率90%
2
焦炭中碳的回收率75%(系指配料用焦炭)
碳氧化产物均按70%生成CO,30%生成CO
考虑
2
烟尘量按8.5kg/t(金属料)考虑
3.1.2 物料平衡基本项目
收入项有:废钢、生铁、焦炭、石灰、萤石、电极、炉衬镁砖、炉顶高铝砖、火砖块、铁合金、氧气和空气。
支出项有:钢水、炉渣、炉气、挥发的铁、焦炭中挥发分。
3.1.3 计算步骤
以100kg金属炉料(废钢+生铁)为基础,按工艺阶段——熔化期、氧化期
和还原期分别进行计算,然后汇总成物料平衡表。
第一步:熔化期计算。
(1)确定物料消耗量:
1)金属炉料配入量。废钢和生铁按75kg和25kg搭配,不足碳量用焦炭来配。其结果列于表3-6。计算用原始数据见表3-2和3-5。
表3-6 炉料配入量
名称用量/kg 配料成分/kg
C Si Mn P S Fe
废钢100.000 0.18 0.25 0.55 0.03 0.03 98.96
焦炭0.687 0.42①
合计100.687 0.6 0.25 0.55 0.03 0.03 98.96
①碳烧损率25%。
2)其他原材料消耗量。为了提前造渣脱磷,先加入一部分石灰(20kg/t(金
属料))和矿石(10kg/t(金属料))。炉顶、炉衬和电极消耗量见表3-5。
(2)确定氧气和空气消耗量:耗氧项包括炉料中元素的氧化,焦炭和电极
中碳的氧化;而矿石则带来部分氧,石灰中CaO被自身S还原出部分氧。前后
两者之差即为所需净氧量2.458kg。详见表3-7。
根据表3-5中的假设,应由氧气供给的氧气为100%,即2.239kg。由此可
求出氧气实际消耗量。详见表3-8。
上述1)+2)便是熔化期的物料收入量。
表3-7 净耗氧量的计算
项目名称元素反应产物元素氧
化量/kg 耗氧量
/kg
供氧量
/kg
耗氧项炉料中元
素的氧化
C
Si
Mn
P
Fe
(C)→{CO}
(C)→{CO
2
}
(Si )→SiO
2
)
(Mn)→MnO)
(P)→P
2
O
5
)
(Fe)→FeO)①
(Fe→(Fe
2
O
3
)
①
0.126
0.054
0.2125
0.3575
0.0135
0.297
1.682
0.168
0.144
0.2428
0.104
0.0174
0.0848
0.721
合计 2.7425 1.482 焦炭中碳
的氧化
电极中碳
的氧化
C
C
(C)→{CO}
(C)→{CO
2
}
(C)→{CO}
(C )→{CO
2
}
0.098
0.042
0.208
0.089
0.131
0.112
0.277
0.237
合计 2.239
供氧项
矿石
石灰S CaO+S=CaS+O 0.0006 合计0.0006 净耗氧量 2.2384
①令铁烧损率为2%,其中80%生成Fe
2O
3
挥发掉成为烟尘的一部分;20%成
渣。在这20%中,按3:1的比例分别生成(FeO)和(Fe
2O
3)。
表3-8 氧气实际消耗量氧气/kg
带入O
2带入N
2
2.2384/氧利用率=2.2384/90%=
3.128 (3.128/99%)×
1%=0.032
(3)确定炉渣量:炉渣源于炉料中Si、Mn、P、Fe等元素的氧化产物,炉顶和炉衬的蚀损,焦炭和电极中的灰分,以及加入的各种熔剂。结果见表3-9。
表3-9 熔化期炉渣量的确定
名称消
耗
量
成渣组分/kg
CaO SiO
2
MgO Al
2
O
3
MnO FeO Fe
2
O
3
P
2
O
5
CaS 合计
/kg
炉料Si
Mn
P
Fe
0.2
13
0.3
58
0.0
14
0.3
96
0.4
55 0.4
6
0.3
82
0.14
1
0.0
31
0.45
5
0.46
2
0.03
1
0.52
3
炉顶炉衬焦炭电极石灰0.0
75
0.2
00
0.6
87
0.3
00
2.0
00
0.0
01
0.0
08
0.0
04
略
1.7
58
0.0
04
0.0
07
0.0
42
0.0
02
0.0
50
略
0.1
79
0.0
01
略
0.0
52
0.06
9
0.00
2
0.02
2
0.00
1
0.03
0.00
1
0.00
4
0.01
6
0.01
略
0.0
02
0.0
02
0.07
5
0.20
0.08
5
0.00
3
1.90
4
合计 1.7
71 0.5
61
0.2
32
0.12
4
0.4
6
0.3
82
0.17
2
0.0
33
0.0
02
3.73
7
百分比47.
38
15 6.2 3.32 12.
3
10.
21
4.6 0.8
8
0.5
4
100.
00
(4)确定金属量:金属量Q
i
=金属炉料重+矿石带入的铁量-炉料中C、Si、Mn、P和Fe的烧损量+焦炭配入的碳量=100-2.7425+0.42=97.6775kg。
(5)确定炉气量:炉气来源于炉料以及焦炭和电极中碳的氧化物CO和CO
2
,
氧气带入的N
2,物料中的H
2
O及其反应产物,游离O
2
及其反应产物,石灰的烧
减(CO
2
),焦炭的挥发分。计算结果列于表3-10。
表3-10 炉气量计算项目气态产物/kg
CO CO
2N
2
H
2
O H
2
挥发
物
合计
炉料中C的氧化焦炭带入
电极带入
石灰带入
氧气带入
游离O
2
参与反应
CO+1/2O
2=CO
2
H
2
O参与反应
H 2O+CO=H
2
+CO
2
0.294
0.228
0.485
-0.43
54
-0.00
93
0.198
0.154
0.326
0.093
0.684
1
0.014
67
0.025
1
0.004
0.002
-0.00
6 0.00067
0.047
0.492
0.424
0.811
0.095
0.0251
0.2487
合计0.562
3
1.47 0.025
1
0 0.00067 0.038 2.091
质量分数/% 26.83 70.13 1.19 0 0.03 1.81 100.00
(6)确定铁的挥发量:有表3-7中设定,铁的挥发量为:97.949×2%×80%=1.564kg。上述(3)+(4)+(5)+(6)便是熔化期的物料支出量。
由此可列出熔化期物料平衡表3-11。
表3-11 熔化期物料平衡表
收入支出
项目质量/kg % 项目质量/kg %
废钢100.000 94.54 金属97.6775 92.94 焦炭0.687 0.65 炉渣 3.7374 3.56 电极0.300 0.283 炉气 2.0961 1.99 石灰 2.000 1.89 铁的挥发 1.583 1.51 炉顶0.075 0.071
炉衬0.200 0.189
氧气 2.513 2.37
合计105.775 100.00 合计105.094 100.00 注:计算误差=(105.775-105.094)/105.775×100%=0.64%。
第二步:氧化期计算。
引起氧化期物料波动的因素有:扒除熔化渣,造新渣;金属中元素的进一步氧化;炉顶、炉衬的蚀损和电极的烧损。
(1)确定渣量:
1)留渣量。为了有利去磷,要进行换渣,即通常除去70%左右熔化渣,而进入氧化期只留下30%的渣。其组成见表3-12。
干燥过程的物料与热平衡计算 1、湿物料的含水率 湿物料的含水率通常用两种方法表示。 (1)湿基含水率:水分质量占湿物料质量的百分数,用ω表示。 100%?= 湿物料的总质量 水分质量 ω (2)干基含水率:由于干燥过程中,绝干物料的质量不变,故常取绝干物料为基准定义水分含量。把水分质量与绝干物料的质量之比定义为干基含水率,用χ表示。 100%?= 量 湿物料中绝干物料的质水分质量 χ (3)两种含水率的换算关系: χ χ ω+= 1 ω ω χ-= 1 2、湿物料的比热与焓 (1)湿物料的比热m C 湿物料的比热可用加与法写成如下形式: w s m C C C χ+= 式中:m C —湿物料的比热,()C kg J ?绝干物料/k ; s C —绝干物料的比热,()C kg J ?绝干物料/k ; w C —物料中所含水分的比热,取值4、186()C kg J ?水/k (2)湿物料的焓I ' 湿物料的焓I '包括单位质量绝干物料的焓与物料中所含水分的焓。(都就是以0C 为基准)。 ()θθχθχθm s w s C C C C I =+=+='186.4 式中:θ为湿物料的温度,C 。
3、空气的焓I 空气中的焓值就是指空气中含有的总热量。通常以干空气中的单位质量为基准称作比焓,工程中简称为焓。它就是指1kg 干空气的焓与它相对应的水蒸汽的焓的总与。 空气的焓值计算公式为: ()χ1.88t 24901.01t I ++= 或()χχ2490t 1.881.01I ++= 式中;I —空气(含湿)的焓,绝干空气kg/kg ; χ—空气的干基含湿量,绝干空气kg/kg ; 1、01—干空气的平均定压比热,K ?kJ/kg ; 1、88—水蒸汽的定压比热,K ?kJ/kg ; 2490—0C 水的汽化潜热,kJ/kg 。 由上式可以瞧出,()t 1.881.01χ+就是随温度变化的热量即显热。而χ2490则就是0C 时kg χ水的汽化潜热。它就是随含湿量而变化的,与温度无关,即“潜热”。 4、干燥系统的物料衡算 干燥系统的示意图如下: (1)水分蒸汽量W 按上述示意图作干燥过程中的0水量与物料平衡,假设干燥系统中无物料损失,则: 2211χχG LH G LH +=+ 水量平衡 G 1
炼钢过程的物料平衡与热平衡计算 炼钢过程的物料平衡与热平衡计算是建立在物质与能量守恒的基础上。其主要目的是比较整个 冶炼过程中物料、能量的收入项和支出项,为改进操作工艺制度,确定合理的设计参数和提高炼钢技术经济指标提供某些定量依据。应当指出,由于炼钢系复杂的高温物理化学过程,加上测试手段有限,目前尚难以做到精确取值和计算。尽管如此,它对指导炼钢生产和设计仍有重要的意义。 本章主要结合实例阐述氧气顶吹转炉和电弧炉氧化法炼钢过程物料平衡和热平衡计算的基本步骤和方法,同时列出一些供计算用的原始参考数据。 1.1物料平衡计算 (1)计算所需原始数据。基本原始数据有:冶炼钢种及其成分(表1);金属料一铁水和废钢的成分(表1);终点钢水成分(表1);造渣用溶剂及炉衬等原材料的成分(表2);脱氧和合金化用铁合金的成分及其回收率(表3);其它工艺参数(表4). 钢种、铁水、废钢和终点钢水的成分设定值 表
②[C ]和[Si ]按实际生产情况选取;[Mn ]、[P ]和[S ]分别按铁水中相应成分含量的 30%、10%和60%留在钢水中设 表 原材料成分 表铁合金成分(分子)及其回收率(分母) ①与氧生产 2 表4其它工艺参数设定值
(2)物料平衡基本项目 收入项有:铁水、废钢、溶剂(石灰、萤石、轻烧白云石)、氧气、炉衬蚀损、铁合金。 支出项有:钢水、炉渣、烟尘、渣中铁珠、炉气、喷溅。 (3)计算步骤。以100kg铁水为基础进行计算。 第一步:计算脱氧和合金化前的总渣量及其成分。 总渣量包括铁水中元素氧化、炉衬蚀损和加入溶剂的成渣量。其各项成渣量分别列于表5、6和7 总渣量及其成分如表8所示。 第二步:计算氧气消耗量。 氧气实际消耗量系消耗项目与供入项目之差,详见表9。 表5铁水中元素的氧化产物及其成渣量
1.转炉炼钢物料平衡计算 1.1计算原始数据 基本原始数据:冶炼钢种及其成分、铁水和废钢成分、终点钢水成分(表1); 造渣用溶剂及炉衬等原材料的成分(表2);脱氧和合金化用铁合金的成分及其回收率(表3);其他工艺参数(表4)。 表1 钢水、铁水、废钢和终点钢水的成分设定值 成分含量 /% 类别 C Si Mn P S 钢种Q235设定值0.18 0.25 0.55 ≤0.045 ≤0.050 铁水设定值 4.10 0.90 0.55 0.300 0.035 废钢设定值0.18 0.25 0.55 0.030 0.030 终点钢水设定值0.10 痕迹0.18 0.020 0.021 aa[C]和[Si]按实际产生情况选取;[Mn]、[P]和[S]分别按铁水中相应成分含量的30%、10%和60%留在刚水中设定。 表2 原材料成分 成分/% 类别CaO SiO2MnO Al2O3Fe2O3CaF2P2O5S CO2H2O C 灰分 挥发 分 石灰87.00 2.80 2.70 1.80 0.60 0.10 0.06 4.84 0.10 萤石0.30 5.40 0.70 1.60 1.50 88.00 0.90 0.10 1.50 生白云石37.40 0.80 24.60 1.00 36.2 炉衬 1.20 3.00 78.80 1.40 1.60 14.0 焦炭0.58 81.5 12.4 5.52
表3 铁合金成分(分子)及其回收率(分母) 成分含量/回收率/% 类别 C Si Mn Al P S Fe 硅铁—73.00/75 0.50/ 80 2.50/ 0.05/ 100 0.03/ 100 23.92/100 锰铁 6.60/ 900.50/ 75 67.8/ 80 —0.23/ 100 0.13/ 100 24.74/100 10%与氧生成CO2。 表4 其他工艺参数设定值 名称参数名称参数 终渣碱度 萤石加入量 生白云石加入量炉衬蚀损量 终渣∑ω(FeO)含量(按向钢中传氧量ω(Fe2O3) =1.35ω(FeO)折算) 烟尘量 喷吹铁损W(CaO)/W(SiO2)=3. 5 为铁水量得0.5% 为铁水量得2.5% 为铁水量得0.3% 15%,而W(Fe2O3)/ ∑w(FeO)=1/3,即 W(Fe2O3)=5% W(FeO)=8.25% 为铁水量得1.5%(其 中W(FeO)75%, W(Fe2O3)为20%) 为铁水量得1% 渣中铁损(铁珠) 氧气纯度 炉气中自由氧含量 气化去硫量 金属中[C]的氧化产 物 废钢量 为渣量的6% 99%,余者为N2 0.5%(体积比) 占总去硫量得1/3 90%C氧化成CO,10%C氧化成 CO2 由热平衡计算确定,本计算结果 为铁水量的13.64%,即废钢比为 12.00%
物料平衡计算公式 This model paper was revised by the Standardization Office on December 10, 2020
物料平衡计算公式: 每片主药含量 理论片重= 测得颗粒主药百分含量 1.原辅料粉碎、过筛的物料平衡 物料平衡范围: %~100 % 物料平衡= %100?+a c b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg) 2.制粒工序的物料平衡 物料平衡范围: %~ % 制粒工序的物料平衡= a d c b ++×100% 制粒工序的收率=a b ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg) c-尾料总重(kg) d-取样量(kg) 3.压片工序的物料平衡范围: %~ % 压片工序的物料平衡=a d c b ++×100% 压片工序的收率=a b ×100%
a-接收颗粒重量(kg) b-片子重量(kg) c-取样重量(kg) d-尾料重量(kg) 4.包衣工序的物料平衡 包衣工序的物料平衡范围: %~ % 包衣工序的物料平衡 = b a e d c +++ 包衣工序的收率 = b a c + a-素片重量(kg) b-包衣剂重量(kg) c- 糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg) 5.内包装工序物料平衡 内包装工序物料平衡范围: %~ % 包材物料平衡=%100?++++A a d c b B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d- 废料量(kg) 片剂物料平衡=%100?++a d c b a :领用量(Kg) b :产出量(Kg) c :取样量(Kg) d :废料量(Kg) 6.外包装工序的物料平衡
高炉冶炼综合计算 1.1概述 组建炼铁车间(厂)或新建高炉,都必须依据产量以及原料和燃料条件作为高炉冶炼综合计算包括配料计算、物料平衡计算和热平衡计算。从计算中得到原料、燃料消耗量及鼓风消耗量等,得到冶炼主要产品(除生铁以外)煤气及炉渣产生量等基本参数。以这些参数为基础作炼铁车间(厂)或高炉设计。 计算之前,首先必须确定主要工艺技术参数。对于一种新的工业生产装置,应通过实验室研究、半工业性试验、以致于工业性试验等一系列研究来确定基本工艺技术参数。高炉炼铁工艺已有200余年的历史,技术基本成熟,计算用基本工艺技术参数的确定,除特殊矿源应作冶炼基础研究外,一般情况下都是结合地区条件、地区高炉冶炼情况予以分析确定。例如冶炼强度、焦比、有效容积利用系数等。 计算用的各种原料、燃料以及辅助材料等必须作工业全分析,而且将各种成分之总和换算成100%,元素含量和化合物含量要相吻合。 将依据确定的工艺技术参数、原燃料成分计算出单位产品的原料、燃料以及辅助材料的消耗量,以及主、副产品成分和产量等,供车间设计使用。配料计算也是物料平衡和热平衡计算的基础。 依据质量守恒定律,投入高炉物料的质量总和应等于高炉排出物料的质量总和。物料平衡计算可以验证配料计算是否准确无误,也是热平衡计算的基础。物料平衡计算结果的相对误差不应大于0.25%。 常用的热平衡计算方法有两种。第一种是根据热化学的盖斯定律,即按入炉物料的初态和出炉物料的终态计算,而不考虑炉内实际反应过程。此法又称总热平衡法。它的不足是没有反应出高炉冶炼过程中放热反应和吸热反应所发生的具体空间位置,这种方法比较简便,计算结果可以判断高炉冶炼热工效果,检查配料计算各工艺技术参数选取是否合理,它是经常采用的一种计算方法。 第二种是区域热平衡法。这种方法以高炉局部区域为研究对象,常将高炉下部直接还原区域进行热平衡计算,计算其中热量的产生和消耗项目,这比较准确地反应高炉下部实际情况,可判断炉内下部热量利用情况,以便采取相应的技术措施。该计算比较复杂。要从冶炼现场测取大量工艺数据方可进行。 1.2配料计算 一.设定原料条件 1、矿石成分: 表 1-1原料成分,%
第二章、转炉物料平衡和热平衡计算 1、低磷生铁吹炼(单渣法) 一、原始数据 (一)铁水成分及温度 (二)原材料成分 (三)冶炼钢种及成分 (四)平均比热 (五)冷却剂 用废钢做冷却剂,其成分与冶炼钢种中限相同。 (六)反应热效应
反应热效应通常采用25℃为参考温度,比较常用的反应数据见表2-1-5 (七)根据国内转炉实测数据选取 1、渣中铁珠量为渣量的2.5%; 2、金属中[C]假定85%氧化成CO,15%氧化成CO2; 3、喷溅铁损为铁水量的0.3%; 4、取炉气平均温度1450℃,自由氧含量0.5%,烟尘量为铁水量的1.8%,其中FeO=75%,Fe203=22%; 5、炉衬侵蚀量为铁水量的0.15%; 6、氧气成分为98.9% O2,1.5% N2。 根据铁水成分,渣料质量,采用单渣不留渣操作。先以100公斤铁水为计算基础。 (一)炉渣及其成分的计算 1、铁水中各元素氧化量 表2-1-6 成分,kg C Si Mn P S 合计项目 铁水 4.36 0.57 0.62 0.07 0.05 终点钢水0.13 痕迹0.13 0.008 0.019 氧化量 4.23 0.57 0.49 0.062 0.031 5.308 [C]:取终点钢水含碳量0.15%; [Si]:在碱性氧气转炉炼钢中,铁水中的Si几乎全部被氧化; [Mn]:顶底复吹转炉残锰量取60%; [P]:采用低磷铁水吹炼,铁水中磷90%进入炉渣,10%留在钢中; [S]:氧气转炉去硫率不高,取40%。 2、各元素氧化量,耗氧量及其氧化产物量见表2-1-7 3、造渣剂成分及数量 根据国内同类转炉有关数据选取 1)矿石加入量及成分 矿石加入量为1.00公斤/100公斤铁水,成分及重量见表2-1-8 2)萤石加入量及成分
摘要 摘要 当前电弧炉正朝着大型电弧炉、超高功率供电技术、采用各种炉外精炼、发展直接还原法炼钢、逐步扩大机械化自动化及用电子计算机进行过程控制等的发展,所以我们进行了电炉炼钢的设计,以适应潮流的发展。电炉的主要产品是钢材,而钢的质量取决于电炉冶炼技术和工艺,目前我国钢铁产业大量整合趋向于集中,整合资源优化升级。本设计根据指导老师的课题范围,查阅相关资料,结合重庆地区实际条件,优化设计年产为100万吨的电炉间。 本次设计查阅国内大型电炉车间设计的相关内容和文献资料,明确本次设计的目的、方法,并向老师请教可行性方案。结合《炼钢设备及车间设计.》、《炼钢厂设计原理》、《炉外处理》等资料进行设计提纲的书写。对电炉进行配料计算,计算出电炉炼钢的原料配比。对电炉电气设备、炉外精炼、连铸系统、车间烟气净化系统、炼钢车间布局,结合国内大型电炉进行设定并向田老师探讨可行的方法和数据。绘制电弧炉平面图和电炉炼钢车间平面布置图。 关键字:电弧炉车间设计连铸炉外精炼
ABSTRACT ABSTRACT The current is moving large electric arc furnace electric arc furnace, high-power power supply technology, using a variety of refining, the development of direct reduction steel making, and gradually expand the use of mechanization and automation and process control computer for the development, so we were EAF designed to fit the trend of development. The main products are steel furnace, and the quality of steel depends on the electric furnace smelting technology and techniques, present a large number of integrated steel industry in China tend to focus on integrating resources for optimization and upgrading. The design of the subject areas under the guidance of teachers, access to relevant information, combined with the actual conditions in Chongqing, optimal design capacity of 100 tons of furnace plant. The design of access to large domestic electric furnace workshop content and related design documents, specifically designed for this purpose, methods, feasibility of the program to the teacher for help. With "steel-making equipment and plant design.", "Steel design principles", " outside the furnace processing ", etc. to design the outline of the writing. Calculated on the EAF ingredients to calculate the ratio of electric steelmaking raw materials. Electrical equipment on the furnace, secondary refining, continuous casting system, the plant flue gas purification systems, steel plant layout, combined with the large EAF set to Tian to explore feasible approaches and data. Electric arc furnace steel-making plans and drawing workshop floor plan. Keyword:electric arc furnace, plant design, casting, refinin
钢铁冶金专业设计资料 (炼铁、炼钢) 本钢工学院冶化教研室 二00三年八月
第一章物料平衡与热平衡计算 物料平衡和热平衡计算是氧气顶吹转炉冶炼工艺设计的一项基本的计算,它是建立在物质和能量不灭定律的基础上的。它以转炉作为考察对象,根据装入转炉内或参与炼钢过程的全部物料数据和炼钢过程的全部产物数据,如图1—1-1所示的收入项数据和支出项数据,来进行物料的重量和热平衡计算.通过计算,可以定量地掌握冶炼工重要参数,做到“胸中有数”.对指导生产和分析研究改进冶炼工艺,设计转炉炼钢车间等均有其重要意义.由于转炉炼钢过程是一个十分复杂的物理化学过程,很显然,要求进行精确的计算较为困难,特别是热平衡,只能是近似计算,但它仍然有十分重要的指导意义。 物料平衡和热平衡计算,一般可分为两面种方案.第一种方案是为了设计转炉及其氧枪设备以及相应的转炉炼钢车间而进行的计算,通常侧重于理论计算,特别是新设计转炉而无实际炉型可以参考的情况下;另一种方案是为了校核和改善已投产的转炉冶炼工艺参数及其设备参数或者采用新工艺新技术等,而由实测数据进行的计算,后者侧重于实测.本计算是采用第一种方案。 目前,我国顶吹转炉所采用的生铁基本上为低磷的(0.10~0。40%)和中磷的(0.40~1。00%)两种,对这两种不同含磷量生铁的冶炼工艺制度也不相同。因此,下面以50吨转炉为例,分别就低磷生铁和高磷生铁两种情况,进行物料平衡和热平衡计算. 1.1原始数据
1。1.1铁水成分及温度 表1—1—1 1.1.2原材料成分
资料内容仅供您学习参考,如有不当之处,请联系改正或者删除 2 / 56 表1-1—2原材料成分
转炉炼钢物料平衡和热平衡计算模板- 第二章、转炉物料平衡和热平衡计算 1、低磷生铁吹炼(单渣法) 一、原始数据 (一)铁水成分及温度 表2-1-1 成分 C Si Mn P S 温度 ? % 4.36 o.57 0. 62 0.07 0.05 1300 (二)原材料成分 表2-1-2 烧合计成分% CaO SiO MgO AlO S P CaF FeO FeO HO C 2232232减 % 种类100 91(08 1(66 1(54 1(22 0(06 4(44 石灰 100 1(00 5(61 0(52 1(10 0(07 29(4 61(8 0(50 矿石 100 6(00 0(58 1(78 0(09 0(55 89(00 2(00 萤石 10 8 53(04 0(48 34(94 0(74 白云石 100 1(40 2(60 85(00 11(00 炉衬 (三)冶炼钢种及成分 表2-1-3 成分 C Si Mn P S % 0.12—0.20 0.20—0.55 1.20—1.60 ?0.045 ?0.045 (四)平均比热 表2-1-4 项目固态平均比热kcal/kg.? 熔化潜热kcal/kg 液态或气态平均比热 kcal/kg.?
生铁 0.178 52 0.20 钢 0.167 65 0.20 炉渣 50 0.298 烟尘 0.238 50 矿石炉气:CO 0.349 CO 0.558 2 SO 0.555 2 O 0.356 2 N 0.346 2 HO 0.439 2 (五)冷却剂 用废钢做冷却剂,其成分与冶炼钢种中限相同。 (六)反应热效应 1 反应热效应通常采用25?为参考温度,比较常用的反应数据见表2-1-5 (七)根据国内转炉实测数据选取 1、渣中铁珠量为渣量的2.5%; 2、金属中[C]假定85%氧化成CO,15%氧化成CO; 2 3、喷溅铁损为铁水量的0.3%; 4、取炉气平均温度1450?,自由氧含量0.5%,烟尘量为铁水量的1.8%,其中FeO=75%, Fe0=22%; 23 5、炉衬侵蚀量为铁水量的0.15%; 6、氧气成分为98.9% O,1.5% N。 22 表2-1-5 反应放出热 kcal/kg C(FeC)+1/2O=CO 2616.9 32 C(FeC)+1/2O=CO 8250.7 322 Si(FeSi)+O=SiO 6767.2 322
文章编号:1005—7277(2007)03—0057—02 2007年第29卷第3期第57页 电气传动自动化 ELECTRICDRIVEAUTOMATION Vol.29,No.3 2007,29(3):57~58 1前言 随着国民经济的发展和现代化技术的进步, 电力网负荷急剧增大,对电网感性无功要求也与日俱增。特别是可逆式大型轧钢机、炼钢电弧炉等冲击负荷、非线性负荷容量的不断增加,加上普遍应用的电力电子和微电子技术,使得电力网发生电压波形畸变,电压波动闪变和三相不平衡等,产生电能质量降低,电网功率因数降低,网络损耗增加等不良影响。近年发展起来的静止型无功补偿装置 (StaticVarCompensator,简称SVC)是一种快速调节无功功率的装置,已成功应用于冶金、采矿和电气化铁路等冲击性负荷的补偿上。而晶闸管控制电抗器型(称TCR型)SVC用可控硅控制线性电抗器实现较快、连续的无功功率调节,它具有反应时间快 (5-20ms),运行可靠,无级补偿、分相调节,能平衡有功,适用范围广和廉价等优点。TCR装置还能实现分相控制,有较好的抑制不对称负荷的能力,因而在冶金行业中应用最广。 2TCR型+FCSVC系统组成及控制原理 2.1系统组成 TCR+FC型SVC系统的组成如图1所示,一般由TCR、滤波器(FilterCompensatior,简称FC)及控 制系统组成。通过控制与电抗器串联的两个反并联晶闸管的导通角,既可以向系统输送感性无功电流,又可以向系统输送容性无功电流。该补偿器响应时间快(小于半周波),灵活性大,而且可以连续 调节无功输出,缺点是产生谐波,但加上滤波装置则可以克服。因此,该电路又称为TCR+FC型电路。 2.2可调相控电抗器(TCR)产生连续、变化感性无功的基本原理 如图2所示,u为交流电压。Th1、Th2为两个反并联晶闸管,分别在电源电压波的两个半周内导通,理想控制触发角α在90-180° 范围内调节。而实际最小触发角不在90°,有一个最小角度,在最小角度触发时,TCR的输出无功功率达到额定值。控制这两个晶闸管在一定范围内导通,则可控制电抗器流过的电流I,I和u的基本波形如图3所示。 α为Th1和Th2的触发角,则有: i=2V!ωL (cosα-cosωt) TCR+FC型SVC原理及应用 朱金奇 (安阳钢铁集团有限责任公司,河南安阳455004) 摘要:介绍了TCR+FC型SVC的基本原理和应用实例,并对无功补偿与谐波抑制的发展方向进行了展望。关键词:SVC;无功补偿;谐波中图分类号:TM714.3 文献标识码:C ThebasicprincipleandapplicationofFCR+FCtypeSVC ZHUJin-qi (AnyangIronandSteelGroupCo.Ltd.,Anyang455004,China) Abstract:ThebasicprincipleandapplicationofFCR+FCtypeSVCareintroduced,andthedevelopmentdirectionofreactivepowercompensateandharmonicrestrainin thefuturearealsopresented.Keyword:SVC;reactivepowercompensation;harmonic
钢铁冶金专业设计资料(炼铁、炼钢) 本钢工学院冶化教研室 二00三年八月
第一章物料平衡与热平衡计算 物料平衡和热平衡计算是氧气顶吹转炉冶炼工艺设计的一项基本的计算,它是建立在物质和能量不灭定律的基础上的。它以转炉作为考察对象,根据装入转炉或参与炼钢过程的全部物料数据和炼钢过程的全部产物数据,如图1-1-1所示的收入项数据和支出项数据,来进行物料的重量和热平衡计算。通过计算,可以定量地掌握冶炼工重要参数,做到“胸中有数”。对指导生产和分析研究改进冶炼工艺,设计转炉炼钢车间等均有其重要意义。由于转炉炼钢过程是一个十分复杂的物理化学过程,很显然,要求进行精确的计算较为困难,特别是热平衡,只能是近似计算,但它仍然有十分重要的指导意义。 物料平衡和热平衡计算,一般可分为两面种方案。第一种方案是为了设计转炉及其氧枪设备以及相应的转炉炼钢车间而进行的计算,通常侧重于理论计算,特别是新设计转炉而无实际炉型可以参考的情况下;另一种方案是为了校核和改善已投产的转炉冶炼工艺参数及其设备参数或者采用新工艺新技术等,而由实测数据进行的计算,后者侧重于实测。本计算是采用第一种方案。 目前,我国顶吹转炉所采用的生铁基本上为低磷的(0.10~0.40%)和中磷的(0.40~1.00%)两种,对这两种不同含磷量生铁的冶炼工艺制度也不相同。因此,下面以50吨转炉为例,分别就低磷生铁和高磷生铁两种情况,进行物料平衡和热平衡计算。 1.1原始数据 1.1.1铁水成分及温度 表1-1-1 1.1.2原材料成分
表1-1-2 原材料成分 表2-1-1铁水成分与温度 转炉冶炼钢种常为普通碳素钢和低合金钢,在此以要求冶炼BD3钢考虑,其成分见表2-1-3
片剂物料平衡的计算 (1)整粒终混平衡的计算 A=总投料量(kg) B=合格颗粒量(kg) C=不合格颗粒量(kg) D=取样量(kg) B + C + D 平衡= --------------------×100% 应为95%~102% A (2)整粒终混得率的计算 得率=B/A×100% (3)压片平衡的计算 A=合格颗粒重量(kg) B=不合格品重量(kg) C=合格片重量(kg) D=取样量(kg) B + C + D 平衡=------------------×100% 应为95%~100% A (4)压片得率的计算 得率=C/A×100% (5)包装平衡的计算 A:领取素片重量(kg) B:包装数量(片) C:平均片重(kg) D:内包装不合格品量(kg) E:外包装不合格品量(kg)
平衡=(B×C÷1000+D+E)/A×100% 应为95%~102%(6)包装得率的计算 得率=(B×C÷1000)/A×100% (7)批平衡的计算 A:总投料量(kg) B:包装数量(片) C:制粒不合格品量(kg) D:制粒取样量(kg) E:压片不合格品量(kg) F:压片取样量(kg) G:内包装不合格品量(kg) H:外包装不合格品量(kg) B×平均片重÷1000+C+D+E+F+G+H 平衡=-------------------------------- ×100% (应为95%~102%) A (8)批得率的计算 得率=B×平均片重÷1000/A×100% (9)内包材平衡的计算 A:使用量(kg) B:合格药板数量(板) C:不合格药板数量(板) D:未冲裁报废铝箔(米) E:铝塑板的宽(米)
马钢三钢厂50t电弧炉自动控制系统毕 业设计 目录 1. 概述 (1) 1.1 引言 (1) 1.2 电弧炉系统 (1) 1.2.1电弧炉炼钢发展概况 (1) 1.2.2 电弧炉炼钢的特点 (2) 1.3 电弧炉工艺发展概况 (3) 1.3.1 电弧炉的历史发展 (4) 1.3.2 电弧炉在国内的发展 (4) 1.4 电弧炉自动化技术的发展趋势 (5) 1.4.1 电弧炉控制方法理论研究 (5) 1.4.2 电弧炉自动化发展趋势 (6) 1.5 电弧炉炼钢设备概括 (7) 1.5.1 电弧炉炼钢的机械设备 (7) 1.5.2 电弧炉炼钢的电气设备 (9) 1.6 电弧炉炼钢过程及工艺简介 (10) 1.6.1 电弧炉炼钢过程 (10) 1.6.2 电弧炉工艺简述 (11) 1.6.3 电弧炉工艺对控制系统的要求 (12) 1.6.4 电弧炉炼钢工艺对电极调节器的要求 (12) 2. 电弧炉炼钢控制系统 (14) 2.1 电极升降自动控制系统 (14) 2.1.1 电极调节器的特点 (15) 2.1.2 电极调节控制原理 (16) 2.2 液压、水冷、气动控制系统 (18) 2.2.1 液压控制系统 (18) 2.2.2 水冷控制系统 (18) 2.2.3 气动控制系统 (19) 2.3 计算机在电弧炉炼钢过程中的应用 (19) 2.4 PLC控制系统 (20) 2.4.1 电弧炉PLC控制系统的构成 (21) 2.4.2 电弧炉PLC控制系统的功能 (21) 3. 电弧炉控制系统的软硬件设计 (23) 3.1 电弧炉控制系统硬件设计 (23) 3.1.1 系统硬件选型 (23) 3.2 电弧炉控制系统软件设计 (24) 3.2.1 变压器保护系统 (24) 3.2.2 液压站控制 (26)
水泥工业窑热能平衡4.1.6.1 水泥工业窑热能平衡的基本概念 熟料烧成综合能耗 comprehensive energy consumption of clinker burning 熟料烧成综合能耗指烧成系统在标定期间内,实际消耗的各种能源实物量按规定的计算方法和单位分别折算成标准煤的总和,单位为千克(kg)。 熟料烧成热耗 heat consumption of clinker burning 熟料烧成热耗指单位熟料产量下消耗的燃料燃烧热,单位为千焦每千克(kJ/kg)。 回转窑系统热效率 heat efficiency of rotary kiln system 回转窑系统热效率指单位质量熟料的形成热与燃料(包括生料中可燃物质)燃烧放出热量的比值,以百分数表示(%)。 根据热平衡参数测定结果计算,热平衡参数的测定按JC/T733规定的方法进行。窑的主要设备情况及热平衡测定结果记录表参见附录A。 熟料形成热的理论计算方法参见附录B 4.1.6.2 水泥回转窑物料平衡 物料平衡计算的范围是从冷却机熟料出口到预热器废弃出口(即包括冷却机、回转窑、分解炉和预热器系统)并考虑了窑灰回窑操作的情况。 物料基础:1kg熟料 1.收入部分 (1)燃料消耗量 1)固体或液体燃料消耗量
+= yr Fr r sh M M m M …………………………(4-1) 式中: m r ——每千克熟料燃料消耗量,单位为kg/kg ; M yr ——每小时如窑燃料量,单位为kg/h ; M Fr ——每小时入分解炉燃料量,单位为kg/h ; M sh ——每小时熟料产量,单位为kg/h 。 2) 气体燃料消耗量 ρ= ?r r r sh V m M …………………………………(4-2) 式中: V y ——每小时气体燃料消耗体积,单位为Nm 3/h ; ρr ——气体燃料的标况密度,单位为kg/Nm 3。 ρρρρρρρρ?+?+?+?+?+?+?= 2 2 2 2 2 22O 222O C 100 m m CO CO m m C H H N H O r CO CO H H N H O ………………………………………………………………………………………………… (4-3) 式中: CO 2、CO 、O 2、C m H m 、H 2、N 2、H 2O ——气体燃料中各成分的体积分数,以百分数表示(%); ρ2 CO 、ρCO 、ρ2 O 、ρm m C H 、ρ2H 、ρ2N 、ρ2 H O ——各成分的标况密度,单位为 kg/m 3N,参见附录C 。
物料平衡计算公式: 每片主药含量 理论片重= 测得颗粒主药百分含量 1.原辅料粉碎、过筛的物料平衡 物料平衡范围:97.0 %~100 % 物料平衡= %100?+a c b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg) 2.制粒工序的物料平衡 物料平衡范围:98.0 %~104.0 % 制粒工序的物料平衡= a d c b ++×100% 制粒工序的收率=a b ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg) c-尾料总重(kg) d-取样量(kg) 3.压片工序的物料平衡范围:97.0 %~100.0 % 压片工序的物料平衡= a d c b ++×100% 压片工序的收率=a b ×100% a-接收颗粒重量(kg) b-片子重量(kg) c-取样重量(kg) d-尾料重量(kg) 4.包衣工序的物料平衡 包衣工序的物料平衡范围:98.0 %~100.0 % 包衣工序的物料平衡 = b a e d c +++ 包衣工序的收率 = b a c +
a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg) 5.内包装工序物料平衡 内包装工序物料平衡范围:99.5 %~100.0 % 包材物料平衡=%100?++++A a d c b B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg) 片剂物料平衡=%100?++a d c b a :领用量(Kg) b :产出量(Kg) c :取样量(Kg) d :废料量(Kg) 6.外包装工序的物料平衡 包装材料的物料平衡范围:100% 包装材料物料平衡=%100?+++e a d c b e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量 7.生产成品率 成品率范围:90%~102% 片剂收率= %100?++a d c b a-计划产量 b-入库量 c-留样量 d-取样量
毕业设计说明书 设计题目:100吨交流电弧炉炼钢车间设计 学 号:_________________________ 姓 名:_________________________ 专 业 班 级:_________________________ 李龙 冶金技术2班 0929302245 2012 年 05月20号
毕业设计说明书................................................................................................................... - 1 -文献综述. (2) 1.3现代电弧炉炼钢技术 (5) 1.4电弧炉炼钢的发展趋势 (6) 1.5电弧炉装备技术未来的创新发展 (6) 1.5.2我国正进人电炉炼钢高速发展时期 (7) 3.4.1、炉料入炉 (13) 第四章建设所选电弧炉炼钢工程的必要性和可行性分析 (13) 电弧炉车间设计 (18) 1.1电炉车间计算 (18) 11..1电炉容量和座数的确定 (18) 1.1.2电炉车间生产技术指标 (18) 参考文献.................................................................................................................................................. 致谢..........................................................................................................................................................
湖南工业大学 本科毕业设计(论文)开题报告 (2012届) 2011年12月19日
顶底复吹技术,工艺成熟,脱磷效果好,在后续的生产中采用多种精炼方法,其中LF、RH 、CAS—OB、VOD、VAD的应用可以很好的控制钢水的成分和温度,生产纯净钢,不锈钢等,连铸工艺能够实现连续浇铸,提高产量,降低成本,同时随着连铸技术的发展,近终型连铸,高效连铸等多种连铸技术得到应用,大大的提高了铸钢的质量,一定围降低了企业的成本。经现代技术和工艺生产出来的如板材,管线钢,不锈钢等的质量得到了很大的保障,市场的信誉度高,市场需求量大。 故设计建造年产310万t合格铸坯炼钢厂是可行的,也是必要的。 2.2 主要研究容 研究容包括设计说明书和图纸两个部分。 2.2.1 设计说明书 (1)中英文摘要、关键词 (2)绪论 (3)厂址的选择 (4)产品方案设计 (5)工艺流程设计 (6)转炉容量和座数的确定 (7)氧气转炉物料平衡和热平衡计算 (8)转炉炼钢厂主体设备设计计算(包括转炉炉型、供气及氧枪设计、精炼方法及设备、连铸设备) (9)转炉炼钢厂辅助设备设计计算(包括铁水供应系统、废钢供应系统、出钢出渣设备、烟气净化回收系统) (10)生产规模的确定及转炉车间主厂房的工艺布置和尺寸选择(包括车间主厂房的加料跨、炉子跨、精炼跨、浇注跨的布置形式及主要尺寸的设计确定)(11)劳动定员和成本核算 (12)应用专题研究 (13)结论、参考文献 2.2.2 设计图纸 (1)转炉炉型图 (2)转炉炼钢厂平面布置图 (3)转炉车间主厂房纵向剖面图 2.3 研究思路及方案 (1)根据设计容,书写中英文摘要、关键词。 (2)查阅专业文献,结合毕业实习,收集当前转炉炼钢工艺技术、车间设
炼钢过程中的物料平衡与热平衡计算
炼钢过程的物料平衡与热平衡计算 炼钢过程的物料平衡与热平衡计算是建立在物质与能量守恒的基础上。其主要目的是比较整个冶炼过程中物料、能量的收入项和支出项,为改进操作工艺制度,确定合理的设计参数和提高炼钢技术经济指标提供某些定量依据。应当指出,由于炼钢系复杂的高温物理化学过程,加上测试手段有限,目前尚难以做到精确取值和计算。尽管如此,它对指导炼钢生产和设计仍有重要的意义。 本章主要结合实例阐述氧气顶吹转炉和电弧炉氧化法炼钢过程物料平衡和热平衡计算的基本步骤和方法,同时列出一些供计算用的原始参考数据。 1.1 物料平衡计算 (1)计算所需原始数据。基本原始数据有:冶炼钢种及其成分(表1);金属料—铁水和废钢的成分(表1);终点钢水成分(表1);造渣用溶剂及炉衬等原材料的成分(表2);脱氧和合金化用铁合金的成分及其回收率(表3);其它工艺参数(表4). 表1 钢种、铁水、废钢和终点钢水的成分设定值 ①本计算设定的冶炼钢种为H15Mn。 ②[C]和[Si]按实际生产情况选取;[Mn]、[P]和[S]分别按铁水中相应成分含量的30%、10%和60%留在钢水中设定。
表2 原材料成分 表3 铁合金成分(分子)及其回收率(分母) ①10%C与氧生产CO2 表4 其它工艺参数设定值 (2)物料平衡基本项目。 收入项有:铁水、废钢、溶剂(石灰、萤石、轻烧白云石)、氧气、炉衬蚀损、铁合金。支出项有:钢水、炉渣、烟尘、渣中铁珠、炉气、喷溅。
(3)计算步骤。以100kg铁水为基础进行计算。 第一步:计算脱氧和合金化前的总渣量及其成分。 总渣量包括铁水中元素氧化、炉衬蚀损和加入溶剂的成渣量。其各项成渣量分别列于表5、6和7。总渣量及其成分如表8所示。 第二步:计算氧气消耗量。 氧气实际消耗量系消耗项目与供入项目之差,详见表9。 表5 铁水中元素的氧化产物及其成渣量 ①由CaO还原出的氧量,消耗的CaO量=0.013×56/32=0.023kg 表6 炉衬蚀损的成渣量 表7 加入溶剂的成渣量
一、物料平衡计算 (1) 1、计算所需原始数据 (1) 2、物料平衡基本项目 (2) 3、计算步骤 (2) 二、热平衡计算 (9) 1、计算热收入Q s (9) 2、计算热支出Q z (11) 三、电弧炉炉型及主要参数 (12) 参考文献 (15)
一、物料平衡计算 1、计算所需原始数据 基本原始数据:冶炼钢种及成分(见表1);原材料成分(见2);炉料中元素烧损率(见表3);其他数据(见表4) 表1 冶炼钢种及其成分 钢种 成分(%) 备注C Si Mn P S Cr Fe GCr9 1.00~ 1.10/1.05 0.15~ 0.35/0.25 0.20~0.40 ≤0.027 ≤0.020 0.90~ 1.20 余量氧化法 注:分母系计算时的设定值,取其成分中限。 表2 原材料成分(%) 名称C Si Mn P S Cr Al Fe H2O灰分挥发分碳素废钢0.18 0.25 0.55 0.030 0.030 余量 炼钢生铁 4.20 0.80 0.60 0.200 0.035 余量 焦炭81.50 0.58 12.40 5.52 电极99.00 1.00 名称CaO SiO2MgO Al2O3CaF2Fe2O3CO2H2O P2O5S 石灰88.00 2.50 2.60 1.50 0.50 4.64 0.10 0.10 0.06 铁矿石 1.30 5.75 0.30 1.45 89.77 1.20 0.15 0.08 火砖块0.55 60.80 0.60 36.80 1.25 高铝砖 1.25 6.40 0.12 91.35 0.88 镁砂 4.10 3.65 89.50 0.85 1.90 焦炭灰分 4.40 49.70 0.95 26.25 18.55 0.15 电极灰分8.90 57.80 0.10 33.10 表3 炉料中元素烧损率 成分C Si Mn P S 烧损率(%)熔化期25~40,取30 70~95,取 85 60~70,取 65 40~50,取 45 可以忽略 氧化期0.06①全部烧损20 0.015②25~30,取27 ①按末期含量比规格下限低0.03%~0.10%(取0.06%)确定(一般不低于0.03%的脱碳量); ②按末期含量0.015%来确定