微细铣削加工技术
王翔
(厦门大学物理与机电工程学院机电系 199201152779)
摘要:由于微机电系统(MicroElectroMechanicalSystem,MEMS)在微小零件加工中存在不足,微细铣削加工作为一项补充技术正在日益受到人们的重视。本文主要从微细铣削的发展背景;微细铣削的关键技术;微细铣削的机床系统和微细铣削的实验,针对特征尺寸在4
μ所谓中间尺度微小机械零件的微细铣削技术进行了介绍。使读者对微细铣削技10~10m
术有一定的认识。
关键词:微细铣削;使能技术;机床系统;铣削的实验
1前言:
随着科学技术的发展,近年来在IT、医疗器械以及通讯领域,人们对微小型零件(如:微型传感器、微型加速度计、微透镜阵列等)的需求日益增加。这种需求的增加促进了微细加工技术的发展。
在目前的多种微细加工技术中,微机电系统(MicroElectroMechanicalSystem,MEMS)一直是主流技术之一。由于MEMS技术衍生于微电子技术,它的主要加工对象被限制在硅基材料上,并且工件的几何形状基本上是简单的二维形状,因而只有在大规模集成电路的批量制造等方面才是经济的。微细切削加工技术,特别是微细铣削作为MEMS技术的补充,由于其几乎不受加工对象材料和几何形状的限制而受到研究人员的重视,正在成为微细加工技术中的新生力量。
近年来,采用传统的机械加工方法而进行微细制造的研究越来越受到人们的重视,针对特征尺寸在4
μ所谓中间尺度微小机械零件的微细切削制造成为一大研究热点,其10~10m
原因是机加工具有几大优势:
1加工精度高;
2生产效率高、灵活;
3能加工任意三维特征的零件;
4能加工包括钢在内的多种材料;
2微细铣削关键使能技术
微细铣削是一种加工能力强、成形精度高的微小零件机械加工方式,使用CNC加工中心可实现2D, 215D简单特征到复杂3D曲面零件的微细加工. 中间尺度微细铣削加工涵盖了多种关键性使能技术,如微细铣削装备、微细铣削刀具、计量、微小零件的装夹与操作、中间尺度微细铣削加工机理、表面抛光等,以下逐一分析论述.
2.1微细铣削装备
高性能微细铣削机床系统的开发是开展微细铣削研究的最重要环节. 机床的性能主要与主轴、伺服工作台和控制系统有关,微细铣削所用刀具的直径非常小,为了达到加工所需的理论切削线速度,微细铣削机床主轴应同时具有高回转精度及高转速,这就需要先进的电主轴和空气轴承作为技术设备支撑. 为了获得高的定位精度,微细铣削机床工作台一般采用精密滑台加直接驱动的形式,在保证导轨直线度的同时消除普通滚珠丝杠驱动方式具有的间隙误差. 控制上需采用全闭环控制方式,配置高精度的光栅尺,机床工作台的定位精度达到1μm以内.
2.2微细铣削刀具
微细铣削加工对刀具提出很高要求,也是制约微细铣削技术应用的重要因素. 刀具几何制约加工特征尺寸,刀具受力制约工艺参数优化和加工效率,刀具磨损和刀具寿命制约微细铣削加工的实用性. 因此,要实现微细制造技术的推广应用,必须针对刀具开展研究,综合考虑刀具几何、切削过程刀具受力、刀具柔性等因素,开展刀具制造、刀具磨损、刀具寿命等研究,这是微细铣削研究的关键问题.
2.3 计量
微细铣削技术的实现与应用中,对微小零件尺寸和表面质量的测量技术必不可少,如光干涉仪测量、扫描探针显微镜(SPM)、电子束聚焦比较仪测量等技术. 另外用于过程反馈和控制的内置传感技术也是微细铣削技术研究中的一项重要使能技术,如微力测量、内置应变仪测量、微变形测量等技术.
2.4 零件的装夹与操作
绝大多数常规的夹具和操作方法不适合于中间尺度微小零件的加工、装配和输送,这包括零件在设备上的定位与夹紧、零件从一个设备到其他设备之间的搬运、零件的收集以及不同零件之间的连接和装配. 因此,零件的装夹与操作是关键的必要条件,应尽可能地做到最小化.
2.5中间尺度微细铣削加工机理
微细铣削加工机理研究对于合理选择切削参数、保证微细铣削加工质量、降低生产成本和提高生产率意义重大. 工件材料力学性能是开展机理研究的基础,建立工件材料本构关系描述尺度的影响,采用有限元法对微切削过程进行建模,可揭示尺度效应产生的机理. 工件材料的微观结构对微细切削过程有显著的影响,这就需要开展对材料微观结构观测与描述以及晶粒力学性能建模等方面的研究.
2.6表面抛光
由于铣削特性限制了零件加工表面光洁度,因此对表面质量要求高的微小零件需采用去毛刺和表面抛光技术,其关键是了解不同的抛光技术对中间尺度微小零件亚表面损伤的影响
3微细铣削机床系统
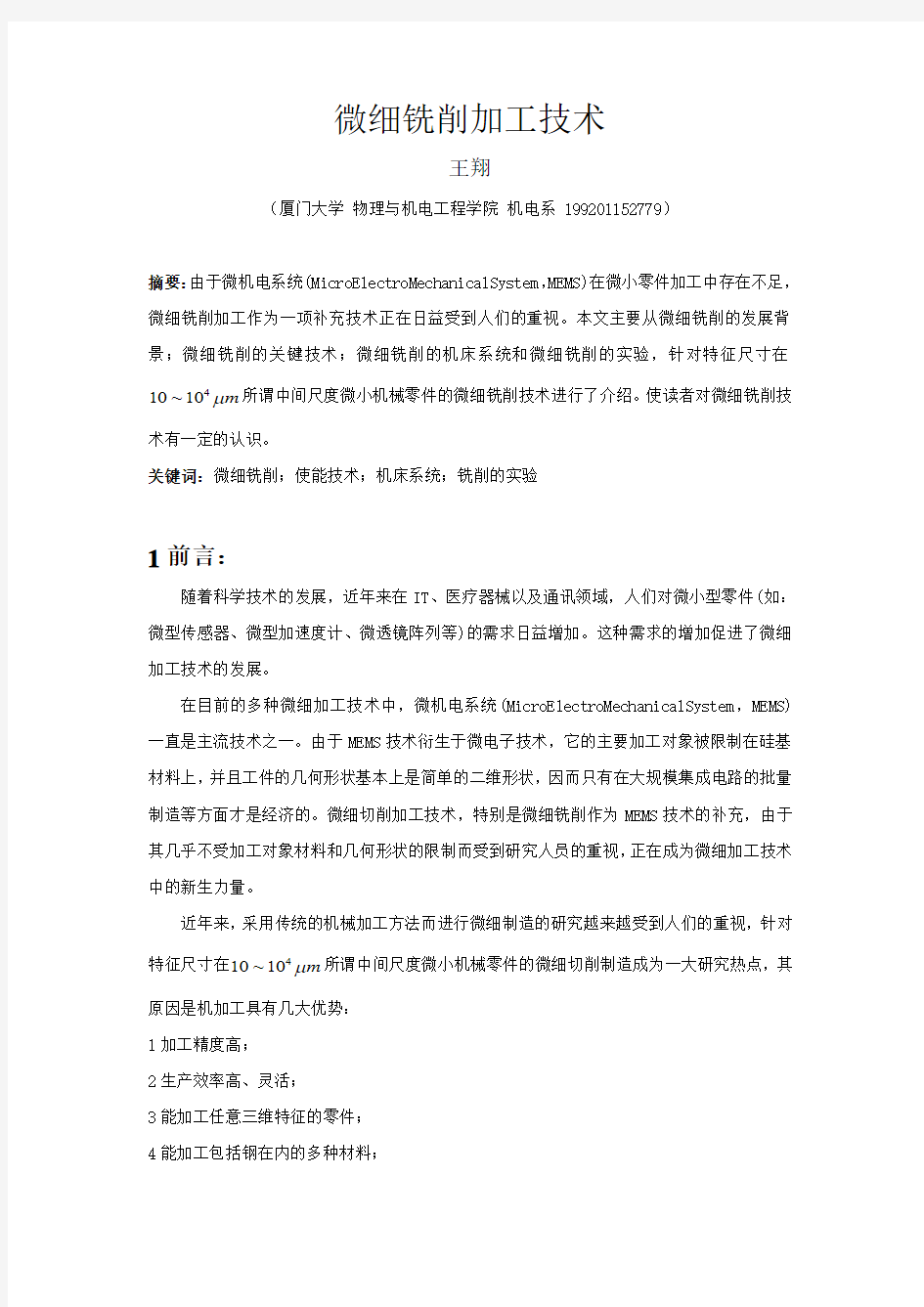
自行研制的小型数控三轴联动微铣床的实物及结构原理图分别如图1所示. 系统采用立式三坐标结构,包括水平面上的X, Y二维工作台和垂直的Z向主轴安装滑台,本体尺寸为300mm ×400mm×500mm,工作空间为50mm×50mm×40mm. 系统工作平台采用直线电机驱动交叉滚柱支撑导轨的二维滑台结构,导轨直线度为±0.1μm/25mm;主轴为空气静压电主轴,其最高转速可达r/min,径向跳动量小于0.5μm;同时,采用基于DSP的高性能运动控制卡作为控制器,由分辨率为0.05μm的精密光栅尺构成全闭环反馈,使系统具有结构紧凑、定位精度高和系统刚性高等优点. 经实测,机床定位精度可达1.53μm。
图1 小型三轴数控微铣床
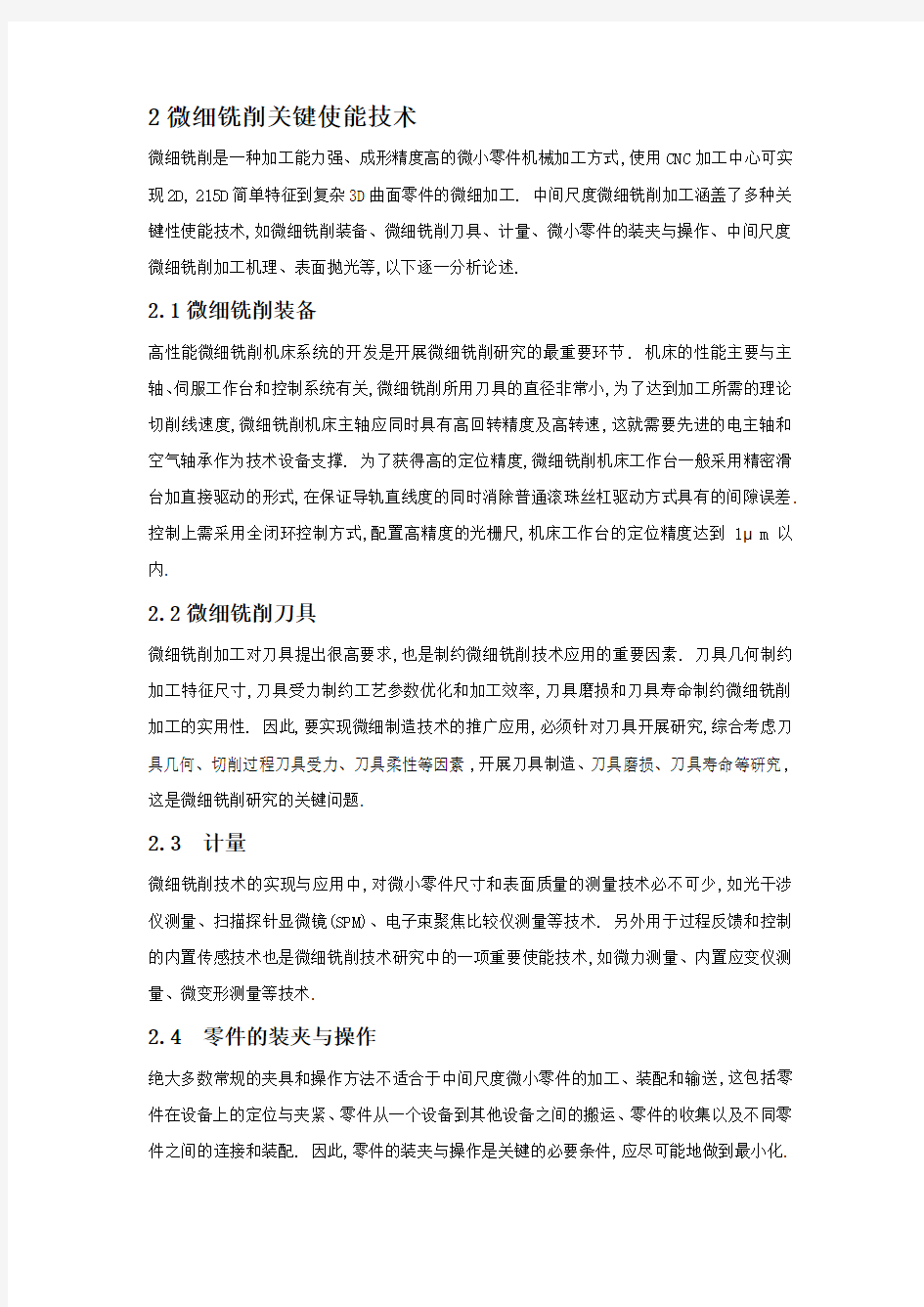
微细铣削系统主要由5个子模块构成,见图2,包括主轴及驱动模块、三轴定位模块、运动控
制模块、微径铣刀模块和基于CCD的在线监测模块。
图2 微细铣削系统构成示意图
4微细铣削实验
4.1平面微细铣削实验
实验目的为通过测量铣削平面的表面粗糙度评价机床的加工精度. 对表面粗糙度要求高的大尺寸零件来说,通常在铣削之后还需进行一系列改善表面粗糙度的后处理工艺. 然而,对于中间尺度特征的微小零件来说,难以通过后处理工艺改善表面粗糙度. 作为微细铣削加工工艺,如何确保零件的表面粗糙度达标尤为重要. 平面微细铣削加工材料为工业硬铝LY12,实验中采用的各项工艺参数如表1所示.
使用Talor Hobson Form120表面粗糙度轮廓仪(分辨率015nm)测得表面粗糙度Ra 值为215 nm. 图3为根据采样数据,利用Matlab绘制的一段工件表面形貌轨迹曲线,采样长度为12μm,测量步距2nm,每齿进给量214μm.。
4.2微直槽铣削实验
实验目的为考察机床在一维方向上的加工精度以及对大深宽比微小零件的加工性能. 直槽微细铣削加工材料为工业硬铝LY12,实验中采用的各项工艺参数如表2所示.
微直槽横截面结构示意图及CCD显微观测实物图如图4所示. 利用显微分析软件得到的图像测量结果显示,加工尺寸误差在1~2μm以内,经分析误差成因主要是主轴径向跳动。
图4 微直槽铣削实验
利用传统机械加工的灵活优势并结合微细加工的特点,开发适于微细切削的加工设备已成为微细加工领域的一大趋势. 在自主构建的小型数控铣床上,根据多种实验目的,针对不同结构微小零件进行铣削加工,分析结果充分显示了该铣床已经具备对中间尺度三维微小零件微细铣削加工能力. 今后,将通过对微细切削加工的尺寸特征、工艺参数、材料特性及环境影响等相关因素的深入研究,逐渐摸索微细切削加工新工艺.
[1] WeckM, FischerS, VosM. Fabricationofmicrocom2ponents usingultra precisionmachine tools [J]. Nano2technology, 1997, 8(3) : 1452148.
[2] LangW. Reflexions onthe future ofmicrosystems [J].Sensor andActuators, 1999, 72(1): 1215.
[3] 孙雅州, 梁迎春, 程凯. 微米和中间尺度机械制造[J]. 机械工程学报, 2004, 40(5) : 126.SunYazhou,LiangYingchun,ChengKai.Micro2scaleandmeso2scalemechanicalmanufact uring [J]. ChineseJournal ofMechanical Engineering, 2004, 40(5) : 126.(inChinese) [4] 刘克非, 张之敬, 周敏,等. 微细轴切削加工特性分析[J]. 中国机械工程, 2005, 16(22) : 198721990.LiuKefei, ZhangZhijing, ZhouMin, et al. Analysisof machiningcharacteristics of micro2shafts [J]. Chi2neseMechanical Engineering, 2005, 16(22): 198721990. (inChinese)
[5] 李红涛, 来新民, 李成锋,等. 介观尺度微型铣床开发及性能实验[J]. 机械工程学报, 2006, 42 (11) :1622167.Li Hongtao, Lai Xinmin, Li Chengfeng, et al. Devel2 opment of meso2scalemillingmachine tool and itsper2formance analysis [J]. Chines Journal ofMechanicalEngineering, 2006, 42(11): 1622167. ( inChinese)
[6] 张霖, 赵东标, 张建明,等. 微细切削用小型数控铣床的研制[J]. 东南大学学报:自然科学版, 2007, 37(1): 26229.
微孔加工方法 在孔加工过程中,应避免出现孔径扩大、孔直线度过大、工件表面粗糙度差及钻头过快磨损等问题,以防影响钻孔质量和增大加工成本,应尽量保证以下的技术要求:①尺寸精度:孔的直径和深度尺寸的精度;②形状精度:孔的圆度、圆柱度及轴线的直线度;③位置精度:孔与孔轴线或孔与外圆轴线的同轴度;孔与孔或孔与其他表面之间的平行度、垂直度等。 同时,还应该考虑以下5个要素: 1.孔径、孔深、公差、表面粗糙度、孔的结构; 2.工件的结构特点,包括夹持的稳定性、悬伸量和回转性; 3.机床的功率、转速冷却液系统和稳定性; 4.加工批量; 5.加工成本。 深孔加工:一般把长径比L(孔深与孔径比)大于5的孔称为深孔。深孔加工比一般孔的加工要困难和复杂,其原因是: 1.由于孔深与孔径比较大,刀具细而长、刚性差,所以在钻孔时容易偏斜,产生振动,使得孔的表面粗糙度和尺寸精度不易保证。 2.钻削时排屑困难。 3.热量不易排出,钻头散热条件差,使得刀具磨损加剧,甚至丧失切削能力。
机械钻削加工 一、HSS-E(高性能高速钢)钻头 由于长钻头本身的稳定度不好,因此在加工过程中必须采用较低的切削参数,而HSS较低的红硬性也要求进一步降低其切削速度。因此,在深孔加工中,外部的冷却液很难到达刀具的切削刃上,钻尖处实际进行着干加工,所有这些因素的综合导致了深孔加工需要很长的加工周期。 二、枪钻 硬质合金头枪钻可以实现精确而安全的孔加工,即使是在进行超常深孔的加工情况下也是如此。切削液被加压泵打入钻杆内(压力约为3MPa-8MPa),然后流过切削刃,当切削液沿着刀具和零件孔壁间的V形截面空间流出时,将切屑带走。由于钻杆是空心轴,刚性差,不能采用较大的进给量,因此生产效率较低;同时,切屑必须保持小而薄的形状,才能保证被冷却液冲出;此外,由于枪钻加工中高压冷却液的使用,因此要求使用专用机床。由于枪钻钻杆为非对称形,故其抗扭刚性差,只能传递有限的扭矩,因此枪钻只适用于加工小直径孔的零件。 枪钻是一种有效的深孔加工刀具,其加工范围很广,从模具钢材,玻璃纤维、特氟龙(Teflon)等塑料到高强度合金(如P20和铬镍铁合金)的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻
摘要:本文介绍了模具零部件的机加工方法及工艺规程的制定,并以电器盒模具模芯高效数控加工工艺为例,结合自己多年的注射模具加工经验,精辟地介绍了模具零部件高效铣削加工工序的编制,希望对工程技术人员有一定的帮助和借鉴作用。 关键词:CAD/CAM模具加工工艺 一、引言 在现代模具的成形制造中,由于模具的形面设计日趋复杂,自由曲面所占比例不断增加,因此对模具加工技术提出了更高要求,即不仅应保证高的制造精度和表面质量,而且要追求加工表面的美观。随着对高速加工技术研究的不断深入,尤其在机床加工、数控系统、刀具系统、CAD/CAM软件等相关技术不断发展的推动下,高速加工技术已越来越多地应用于模具的制造加工。高速加工技术对模具加工工艺产生了巨大影响,改变了传统模具加工采用的“退火→铣削加工→热处理→磨削”或“电火花加工→手工打磨、抛光”等复杂冗长的工艺流程。 但是,在实践中为了提高模具的加工效率,不能一味地去追求高速加工,有时为了节约生产成本与提高生产效率,必须采用高效加工方法,使一部分加工工序在普通机床上就可高效率完成。这样就要求设计者编制合理的模具加工工艺,以便提高模具的加工效率,降低模具的制造成本,减少模具的制造周期。 二、模具零部件的机加工方法 用机械加工方法加工模具零部件时要充分考虑零件的材料、结构形状、尺寸、精度和使用寿命等方面的不同要求,采用合理的加工方法和工艺路线。尽可能通过加工设备来保证模具零部件的加工质量,减少钳工修配工作量,提高生产效率和降低成本。 常用机械加工方法在模具零部件加工中的应用如表1所示。
表1 常用机加工方法可能达到的粗糙度及应用 三、模具高效加工工艺规程与策略制定 1.工艺规程制定 工艺规程必须针对加工对象,结合本企业实际生产条件进行制定,技术上要先进、经济上要合理。模具零部件加工工艺规程制定的一般步骤及所包含的基本内容如表2所示。
各种材料及其加工工艺详解 1. 表面立体印刷(水转印)水转印——是利用水的压力和活化剂使水转印载体薄膜上的剥离层溶解转移,基本流程为: a. 膜的印刷:在高分子薄膜上印上各种不同图案; b. 喷底漆:许多材质必须涂上一层附着剂,如金属、陶瓷等,若要转印不同的图案,必须使用不同的底色,如木纹基本使用棕色、咖啡色、土黄色等,石纹基本使用白色等; c. 膜的延展:让膜在水面上平放,并待膜伸展平整; d. 活化:以特殊溶剂(活化剂)使转印膜的图案活化成油墨状态; e. 转印:利用水压将经活化后的图案印于被印物上; f. 水洗:将被印工件残留的杂质用水洗净; g. 烘干:将被印工件烘干,温度要视素材的素性与熔点而定; h. 喷面漆:喷上透明保护漆保护被印物体表面; i. 烘干:将喷完面漆的物体表面干燥。水转印技术有两类,一种是水标转印技术,另一种是水披覆转印技术,前者主要完成文字和写真图案的转印,后者则倾向于在整个产品表面进行完整转印。披覆转印技术(CubicTransfer)使用一种容易溶解于水中的水性薄膜来承载图文。由于水披覆薄膜张力极佳,很容易缠绕于产品表面形成图文层,产品表面就像喷漆一样得到截然不同的外观。披覆转印技术可将彩色图纹披覆在任何形状之工件上,为生产商解决立体产品印刷的问题。曲面披
覆亦能在产品表面加上不同纹路,如皮纹、木纹、翡翠纹及云石纹等,同时亦可避免一般板面印花中常现的虚位。且在印刷流程中,由于产品表面不需与印刷膜接触,可避免损害产品表面及其完整性。 2. 金属拉丝直纹拉丝是指在铝板表面用机械磨擦的方法加工出直线纹路。它具有刷除铝板表面划痕和装饰铝板表面的双重作用。直纹拉丝有连续丝纹和断续丝纹两种。连续丝纹可用百洁布或不锈钢刷通过对铝板表面进行连续水平直线磨擦(如在有装置的条件下手工技磨或用刨床夹住钢丝刷在铝板上磨刷)获取。改变不锈钢刷的钢丝直径,可获得不同粗细的纹路。断续丝纹一般在刷光机或擦纹机上加工制得。制取原理:采用两组同向旋转的差动轮,上组为快速旋转的磨辊,下组为慢速转动的胶辊,铝或铝合金板从两组辊轮中经过,被刷出细腻的断续直纹。乱纹拉丝是在高速运转的铜丝刷下,使铝板前后左右移动磨擦所获得的一种无规则、无明显纹路的亚光丝纹。这种加工,对铝或铝合金板的表面要求较高。波纹一般在刷光机或擦纹机上制取。利用上组磨辊的轴向运动,在铝或铝合金板表面磨刷,得出波浪式纹路。旋纹也称旋光,是采用圆柱状毛毡或研石尼龙轮装在钻床上,用煤油调和抛光油膏,对铝或铝合金板表面进行旋转抛磨所获取的一种丝纹。它多用于圆形标牌和小型装饰性表盘的装饰性加工。 螺纹是用一台在轴上装有圆形毛毡的小电机,将其固定在桌
常见螺纹的加工方法 一、模具 直接用模具加工出螺纹的方法 1、滚压 用成形滚压模具使工件产生塑性变形以获得螺纹的加工方法。 螺纹滚压一般在滚丝机。搓丝机或在附装自动开合螺纹滚压头的自动车床上进行,适用于大批量生产标准紧固件和其它螺纹联接件的外螺纹。滚压螺纹的外径一般不超过25毫米,长度不大于100毫米,螺纹精度可达2级(GB197-63),所用坯件的直径大致与被加工螺纹的中径相等。 滚压一般不能加工内螺纹,但对材质较软的工件可用无槽挤压丝锥冷挤内螺纹(最大直径可达30毫米左右),工作原理与攻丝类似。冷挤内螺纹时所需扭距约比攻丝大1倍,加工精度和表面质量比攻丝略高。 为什么要用它(优点是什么) 表面粗糙度小于车削﹑铣削和磨削;滚压后的螺纹表面因冷作硬化而能提高强度和硬度;材料利用率高;生产率比切削加工成倍增长,且易于实现自动化;适用于大批量生产标准紧固件和其它螺纹联接件的外螺纹。滚压模具寿命很长。但滚压螺纹要求工件材料的硬度不超过HRC40;对毛坯尺寸精度要求较高;对滚压模具的精度和硬度要求也高,制造模具比较困难;不适于滚压牙形不对称的螺纹。按滚压模具的不同,螺纹滚压可分搓丝和滚丝两类。 搓丝两块带螺纹牙形的搓丝板错开1/2螺距相对布置,静板固定不动,动板作平行于静板的往复直线运动。当工件送入两板之间时,动板前进搓压工件,使其表面塑性变形而成螺纹。
滚丝有径向滚丝﹑切向滚丝和滚压头滚丝3种。 径向滚丝﹕2个(或3个)带螺纹牙形的滚丝轮安装在互相平行的轴上,工件放在两轮之间的支承上,两轮同向等速旋转,其中一轮还作径向进给运动。工件在滚丝轮带动下旋转,表面受径向挤压形成螺纹。对某些精度要求不高的丝杠,也可采用类似的方法滚压成形。 切向滚丝﹕又称行星式滚丝,滚压工具由1个旋转的中央滚丝轮和3块固定的弧形丝板组成。滚丝时,工件可以连续送进,故生产率比搓丝和径向滚丝高。 滚丝头滚丝﹕在自动车床上进行,一般用于加工工件上的短螺纹。滚压头中有3~4个均布于工件外周的滚丝轮。滚丝时,工件旋转,滚压头轴向进给,将工件滚压出螺纹。 二、切削 指用成形刀具或磨具在工件上加工螺纹的方法。 螺纹铣削:在螺纹铣床上用盘形铣刀或梳形铣刀进行铣削。盘形铣刀主要用于铣削丝杆﹑蜗杆等工件上的 螺纹铣刀 梯形外螺纹。梳形铣刀用于铣削内﹑外普通螺纹和锥螺纹,由于是用多刃铣刀铣削﹑其工作部分的长度又大于被加工螺纹的长度,故工件只需要旋转1.25~1.5转就可加工完成,生产率很高。螺纹铣削的螺距精度一般能达8~9级,表面粗糙度为R 5~0.63微米。这种方法适用于成批生产一般精度的螺纹工件或磨削前的粗加工。 在科技发达技术先进的今天加工中心成为各生产企业不可代替的工具,所以螺纹加工越来越多都是用铣削加工,
第三章常用的加工方法综述 一般情况下,车削的切削过程为什么比刨削、铣削等平稳?对加工有何影响? 答:除了车削断续表面之外,一般情况下车削过程是连续进行的,不像铣削和刨削,在一次走刀过程中刀齿有多次切入和切出,产生冲击。并且当车刀几何形状、背吃刀量和进给量一定时,切屑层公称横截面积是不变的。因此,车削是切削力基本上不发生变化,车削过程要比铣削平稳。又由于车削的主运动为工件回转,避免了惯性力和冲击的影响,所以车削允许采用较大的切削用量进行高速切削或强力切削,有利于提高生产率。 何为周铣和端铣?为什么在大批量生产中常采用端铣而不用周铣? 周铣:是用铣刀圆周表面上的切削刃铣削零件,铣刀的回转轴线平行。 端铣:是用铣刀端面上的切削刃铣削零件,铣刀的回转轴线与加工平面垂直。由于端铣的切削过程比周铣平稳,有利于提过加工质量,并且端铣可达到较小的表面粗糙度,端铣还可以采用高速铣削提高生产效率,也提过已加工表面质量。 【※】镗床镗孔与车床镗孔有何不同?各适合于什么场合? 答。镗床镗孔时,镗刀刀杆随主轴一起旋转,完成主运动,进给运动可由工作台带动零件纵向移动,也可由镗刀刀杆轴向移动实现。车床镗孔主运动和进给运动分别是由零件的回转和车刀的移动。回转体零件上的轴心孔多在车床上加工。箱体类零件上的孔或孔系(相互有平行度或垂直度要求的若干个孔)常用镗床加工。 为什么刨削,铣削只能得到中等精度和较大的表面粗糙度Ra值? 刨削:在龙门刨床上用宽刃细刨刀以很低的切削速度,大进给量和小的切削深度,从零件表面上切去一层极薄的金属,因切削力小,切削热少和变形少。铣削:在铣削过程中铣削力是变化的,切削过程不平稳,容易产生振动,这就限制了铣削加工质量和生产率的进一步提高。 用周铣法铣平面,从理论上分析,顺铣比逆铣有哪些优点?实际生产中,目前多采用哪种铣削方式?为什么? 顺铣比逆铣刀具耐度高,零件表面质量好,零件夹持的稳定性高。多采用逆铣,因为逆铣时,水平分力Fct与进给方向相反,铣削过程中工作台丝杆始终压向螺母,导致因为间隙的存在而引起零件窜动。目前,一般铣床尚没有消除工作台丝杆螺母之间间隙的机构,所以,生产中常采用逆铣法。当铣削带黑皮表面铸件或锻件时,若用顺铣法,因铣齿首先接触黑皮将加剧刀齿的磨损。 镗削的加工特点:可保证平面、各孔、槽的垂直度、平行度。可保证同轴孔的同轴度。可在一次装夹下,加工相互垂直、平行的孔合平面。 砂轮的自悦性:促使砂轮表层磨粒自动脱落,里层新磨粒锋利的切削刃则投入切削,砂轮又恢复了原有的切削性能。 【※】端磨平面时砂轮与零件的接触面积大,磨削力大,磨削热多,散热、冷却和排屑条件差,砂轮端面沿径向各点圆周速度不同,砂轮磨损不均匀,所以端磨精度不如周磨,但是端磨磨头悬伸长度较短,又垂直于工作台面,承受的主要是轴向力,刚度好,加之这种磨床功率较大,故可采用较大的磨削用量,生产效率较高,常用于大批量生产中代替铣削和刨削进行粗加工 内圆磨削的精度和生产率为什么低于外圆磨削表面粗糙度Ra值为什么也略大于外圆磨削 Addition 1、车削:【1】特点:特别适合于有色金属零件的精加工,因为有色金属零件材料的硬度较低,塑性较大,若用砂轮磨削,软的磨屑 易堵塞砂轮,难以得到粗糙度低的表面【2】应用:1.可以加工各种回转表面单件小批量:中小型零件,可选用数控机床加工; 大型圆盘类零件多用立式车床加工成批生产,用车床加工 2、钻孔:【1】没有孔,主进给运动都是钻头完成,粗加工【2】特点:1.钻头易引偏2.排屑困难3.切削温度高,刀具磨损快 3、扩孔:【1】已有孔,半精加工【2】特点:1.刚性较好2.导向作用好3.切削条件较好 4、铰孔:【1】以扩孔或半精镗孔为基础,精加工,公差等级IT8~IT6,用铰刀进行加工【2】铰刀工作部分包括切削部分和修光部分, 5、钻、扩、铰概述:麻花钻,扩孔钻和铰刀都是标准刀具,即定尺寸刀具。对于中等尺寸以下较精密的孔,在单位小批量甚至大批量 生产中,钻、扩、铰都是经常采用的典型工艺;钻、扩、铰只能保证孔本身的精度,而不易保证孔与孔之间的尺寸精度及位置精度。为了解决这一问题,可利用夹具进行加工,也可采用镗孔(※)箱体类:(有平行度或垂直度要求)用镗床加工 6、单刃镗刀镗孔:预加工孔如有轴线歪斜或有不大的位置误差,利用单刃镗孔可予以校正,若用扩孔或铰孔是不易达到的 7、多刃镗刀镗孔:与铰孔类似,不能校正原有孔的轴线歪斜或位置误差 8、镗孔:【1】概念:镗刀对已有孔进行扩大加工的方法【2】对于D>80mm的孔、内呈环形或孔内环槽等,镗削唯一适用【3】公差 等级IT8~IT6,表面粗糙度Ra为1.6~0.8μm;精细镗时尺寸公差等级可达IT7~IT5,表面粗糙度Ra为0.8~0.1μm【4】镗孔可以在镗床上或车床上进行。回转体零件上的轴心孔多在车床上加工,主运动和进给运动分别是零件的回转运动和车刀的移动【5】分类:根据结构和用途不同,镗床分为卧式镗床、坐标镗床、立式镗床、精密镗床,应用最广泛的是卧式镗床【6】镗孔时,镗刀刀杆随主轴一起旋转,完成主运动;进给运动可由工作台带着零件纵向移动,也可由镗刀刀杆轴向移动来实现 9、刨削:主运动:道具的往复直线运动,进给运动:工件随工作台的间歇运动 10、拉削:【1】利用多齿拉刀【2】拉削面积较大的平面时,为减少拉削力,可采用渐进式拉刀进行拉削【3】特点:1.生产率高,在
金属加工工艺 第一篇变形加工第二篇切削加工第三篇磨削加工第四篇焊接第五篇热处理第六篇表面处理 第一篇变形加工 一、塑性成型 二、固体成型 三、压力加工 四、粉末冶金 一、塑性成型加工 塑性(成型) 塑性(成型)加工是指高温加热下利用模具使金属在应力下塑性变形。 分类: 锻造: 锻造:在冷加工或者高温作业的条件下用捶打和挤压的方式给金属造型,是最简单最古老的金属造型工方式给金属造型,艺之一。艺之一。 扎制: 扎制:高温金属坯段经过了若干连续的圆柱型辊子,高温金属坯段经过了若干连续的圆柱型辊子,辊子将金属扎入型模中以获得预设的造型。 挤压:用于连续加工的,具有相同横截面形状的实心或者空心金属造型的工艺,状的实心或者空心金属造型的工艺,既可以高温作业又可
以进行冷加工。 冲击挤压:用于加工没有烟囱锥度要求的小型到中型规格的零件的工艺。生产快捷,可以加工各种壁厚的零件,加工成本低。 拉制钢丝: 拉制钢丝:利用一系列规格逐渐变小的拉丝模将金属条拉制成细丝状的工艺。 二、固体成型加工 固体成型加工:是指所使用的原料是一些在常温条件下可以进行造型的金属条、片以及其他固体形态。加工成本投入可以相对低廉一些。 固体成型加工分类:旋压:一种非常常见的用于生产圆形对称部件的加工方法。加工时,将高速旋转的金属板推近同样高速旋转的,固定的车床上的模型,以获得预先设定好的造型。该工艺适合各种批量形式的生产。弯曲:一种用于加工任何形式的片状,杆状以及管状材料的经济型生产工艺。 冲压成型: 金属片置于阳模与阴模之间经过压制成型,用于加工中空造型,深度可深可浅。 冲孔: 利用特殊工具在金属片上冲剪出一定造型的工艺,小批量生产都可以适用。冲切:与冲孔工艺基本类似,不同之处在于前者利用冲下部分,而后者利用冲切之后金属片剩余部分。 切屑成型:当对金属进行切割的时候有切屑生产的切割方式统称为切屑
微孔加工方法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 在孔加工过程中,应避免出现孔径扩大、孔直线度过大、工件表面粗糙度差及钻头过快磨损等问题,以防影响钻孔质量和增大加工成本,应尽量保证以下的技术要求:①尺寸精度:孔的直径和深度尺寸的精度;②形状精度:孔的圆度、圆柱度及轴线的直线度;③位置精度:孔与孔轴线或孔与外圆轴线的同轴度;孔与孔或孔与其他表面之间的平行度、垂直度等。 同时,还应该考虑以下5个要素: 1.孔径、孔深、公差、表面粗糙度、孔的结构; 2.工件的结构特点,包括夹持的稳定性、悬伸量和回转性; 3.机床的功率、转速冷却液系统和稳定性; 4.加工批量; 5.加工成本。 深孔加工:一般把长径比L(孔深与孔径比)大于5的孔称为深孔。深孔加工比一般孔的加工要困难和复杂,其原因是: 1.由于孔深与孔径比较大,刀具细而长、刚性差,所以在钻孔时容易偏斜,产生振动,使得孔的表面粗糙度和尺寸精度不易保证。 2.钻削时排屑困难。
3.热量不易排出,钻头散热条件差,使得刀具磨损加剧,甚至丧失切削能力。 机械钻削加工 一、HSS-E(高性能高速钢)钻头 由于长钻头本身的稳定度不好,因此在加工过程中必须采用较低的切削参数,而HSS 较低的红硬性也要求进一步降低其切削速度。因此,在深孔加工中,外部的冷却液很难到达刀具的切削刃上,钻尖处实际进行着干加工,所有这些因素的综合导致了深孔加工需要很长的加工周期。 二、枪钻 硬质合金头枪钻可以实现精确而安全的孔加工,即使是在进行超常深孔的加工情况下也是如此。切削液被加压泵打入钻杆内(压力约为3MPa-8MPa),然后流过切削刃,当切削液沿着刀具和零件孔壁间的V形截面空间流出时,将切屑带走。由于钻杆是空心轴,刚性差,不能采用较大的进给量,因此生产效率较低;同时,切屑必须保持小而薄的形状,才能保证被冷却液冲出;此外,由于枪钻加工中高压冷却液的使用,因此要求使用专用机床。由于枪钻钻杆为非对称形,故其抗扭刚性差,只能传递有限的扭矩,因此枪钻只适用于加工小直径孔的零件。 枪钻是一种有效的深孔加工刀具,其加工范围很广,从模具钢材,玻璃纤维、特氟龙(Teflon)等塑料到高强度合金(如P20和铬镍铁合金)的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻可保证孔的尺寸精度、位置精度和直线度。标准枪钻可加工孔径为1.5mm到76.2mm的孔,钻削深度可达直径的100倍。
复杂曲面高效加工的关键技术方法分析复杂曲面的高效加工在多个工业领域都有重要的应用价值,是一项值得深入研究的技术。因此,如何实现复杂曲面的高效加工(即高效率、高效益、高质量的加工)是一个迫切需要解决的重要课题。研究者采用各种不同的方法针对目前复杂曲面加工现状,以高效加工为目标,对提高复杂曲面加工高效性问题进行了深入研究,设计了许多科学的技术方法。本文针对复杂曲面高效加工中的关键技术方法进行分析,方便更好地将复杂曲面高效加工技术技术应用到专业领域中,直接服务于社会经济,实现其最基本的社会价值。 当今工业领域对高新技术的发展越来越重视,复杂曲面的应用也随之推广,复杂曲面主要用于满足两个方面的需求,一方面是力学特性和功能方面的需要,用于满足设备特定的性能要求,对产品形面的数学特征有高精度的要求;另一方面则为了满足美学效果的需要,和人们对产品外形的需求。针对复杂曲面加工的现状及发展趋势,提高复杂曲面加工的质量、效率及效益已成为主流方向,这对复杂曲面加工中各环节的技术方法都有很高的要求。 复杂曲面加工技术的发展概况 1.1复杂曲面加工技术的发展历程 复杂曲面以前主要通过手工放样,手工打磨或辅助于电脉冲的加工方法来完成,即单纯的手工制造。在制造工程中需要进行检测,和大量型线样板的制作,导致制作周期长,工时、材料消耗量大,从而使加工精度降低,难以满足实际生产的需要。在数控机床出现后,在工具和模具制造中得到了广泛的应用,随着新技术(计算机、激光、电子、新材料)的发展,在复杂曲面加工方面的许多新技术应运而
生,如激光开槽(LaserCaving)、快速原型制造(RapidPrototyping)和快速工装(RapidTooling)等。这些技术的优点在于所需的设备结构简单、灵活性很高,特别适合于加工单件或小批量的工具和模具。 1.2复杂曲面高效加工技术的理论体系 数控加工是复杂曲面加工的一种广泛应用的技术,也是目前复杂曲面加工的主要方法,包括机床数控技术、数控自动编程技术。机床数控系统是硬件也是控制机床运动的执行单元,;而数控编程则是软件,负责产生加工用的零件程序。二者相互作用,构成自动化的加工手段。 数控编程解决了数控加工中程序的编制问题,目前复杂曲面的加工主要包括:曲面造型、数控编程、数控机床加工等。同时在复杂曲面造型方面、数控编程方面、机床数控技术方面、综合效益方面还存在诸多问题,我们的目的是通过对这些问题的研究来完善高效加工技术的理论体系,提高复杂曲面加工水平。 复杂曲面高效加工的技术方法 2.1复杂曲面加工方法分析 从两个方面分析复杂曲面的加工方法:一是在造型方面,复杂曲面造型可以从数学的角度和加工的可行性上进行综合考虑,可以有效地避免复杂曲面加工中重迭现象的产生,增强企业的市场竞争力,实现更大的经济效益。二是在数控程序设计方面,复杂曲面的数控程序设计技术正飞速发展,要对基于特征的刀具轨迹生成方法进行研究,并且重视发展高速加工的数控程序设计技术,尤其是对NURBS加工的使用和有效的NURBS刀具轨迹的研究。 2.2复杂曲面加工设备技术
教案 课题:2.1 零件常用的传统机械加工方法 教学目的: 1.了解常用机械加工法的特点 2.掌握常用机械加工法的运用范围和能达到的精度 3.了解常用机械加工的机床 教学重点:掌握常用机械加工法的运用范围和能达到的精度 教学难点:掌握常用机械加工法的运用范围和能达到的精度 教学方法:讲授 教具:多媒体 课时:2 学时 2.1 零件常用的传统机械加工方法 机械加工方法广泛运用于模具制造。模具的机械加工大致有以下几种情况: (1)用车、铣、刨、钻、磨等通用机床加工模具零件,然后进行必要的钳工 修配,装配成各种模具。 (2)精度要求高的模具零件,只用普通机床加工难以保证高的加工精度,因 而需要采用精密机床进行加工。 (3)为了使模具零件特别是形状复杂的凸模、凹模型孔和型腔的加工更趋自动化,减少钳工修配的工作量,需采用数控机床(如三坐标数控铣床、加工中心、数控磨床等设备)加工模具零件。 2.1.1车削加工 1.车削加工的特点及应用 车削加工是在车床上利用车刀对工件的旋转表面进行切削加工的方法。它主要用来加工各种轴类、套筒类及盘类零件上的旋转表面和螺旋面,其中包括:内外圆柱面、内外圆锥面、内外螺纹、成型回转面、端面、沟槽以及滚花等。此外,还可以钻孔、扩孔、铰孔、攻螺纹等。车削加工精度一般为IT8~IT7,表面粗糙度为Ra6.3~1.6μm;精车时,加工精度可达IT6~IT5,粗糙度可达
Ra0.4~0.1μm。 车削加工的特点是: 加工范围广,适应性强,不但可以加工钢、铸铁及其合金, 还可以加工铜、铝等有色金属和某些非金属材料,不但可以加工单一轴线的零件,也可以加工曲轴、偏心轮或盘形凸轮等多轴线的零件;生产率高;刀具简单, 其制造、刃磨和安装都比较方便。 由于上述特点,车削加工无论在单件、小批,还是大批大量生产以及在机械 的维护修理方面,都占有重要的地位。 2.车床 车床(Lathe)的种类很多,按结构和用途可分为卧式车床、立式车床、仿形及多刀车床、自动和半自动车床、仪表车床和数控车床等。其中卧式车床应用最广,是其 他各类车床的基础。常用的卧式车床有C6132A,C6136,C6140 等几种。 2.1.2铣削加工 1.铣削加工的范围及其特点 1)铣削加工的范围 铣削主要用来对各种平面、各类沟槽等进行粗加工和半精加工,用成型铣 刀也可以加工出固定的曲面。其加工精度一般可达IT9~IT7,表面粗糙度为 Ra6.3~1.6μm。 概括而言,可以铣削平面、台阶面、成型曲面、螺旋面、键槽、T 形槽、燕 尾槽、螺纹、齿形等。 2)铣削加工的特点 铣削加工的特点具体如下: (1)生产率较高 (2)铣削过程不平稳 (3)刀齿散热较好 因此,铣削时,若采用切削液对刀具进行冷却,则必须连续浇注,以免产生较 大的热应力。 2.铣床 1)卧式铣床 卧式铣床的主轴是水平的, 2)立式铣床 立式铣床的主轴与工作台台面垂直。 2.1.3刨削加工 1.刨削加工的范围及其特点 刨削是使用刨刀在刨床上进行切削加工的方法,主要用来加工各种平面、沟 槽和齿条、直齿轮、花键等母线是直线的成型面。刨削比铣削平稳,但加工精
微孔技术及其应用前景分析 【摘要】:本文从微孔加工技术以及其特点介绍入手,分析微孔技术竞争力及其应用前景,旨在分析当前社会经济发展过程中,此项技术的竞争力以及应用后所预计取得的经济效益。 【关键词】:微孔技术、应用前景、竞争力 一、认知微孔技术 经济发展必然是不断满足人民日益增长的消费需求,随着人们对于生活品质的要求不断提高,微孔技术应运而生。该项主要是通过电子流微孔设备,超越机械打孔、激光打孔对人造革进行微孔加工,其技术的微孔孔径动态可调(0.001mm~0.5mm ),走皮速度动态可调(1~10米/分钟),且皮革厚度目前最厚可支持1.6mm。目前,该项技术已经运用到了鞋面鞋里革、沙发、服装等人造革合成革的微孔代加工。 微孔加工技术的优势在于,彻底改变人造革不透气的缺陷,此技术从仿生物的角度出发让人造革在表面上形成一排排密密麻麻 类似汗腺的微小细孔,在不会破坏人造革本身材料的强度、外形和美观的前提下达到透气防水的效果。 二、微孔技术应用前景分析 1、微孔技术的竞争优势 微孔加工技术主要应用于人造皮革的加工方面。目前,在人造皮革行业,一般传统的加工技术企业主要有:一、激光微孔技术,但是有孔径比限制,一般为1:10(即直径0.001mm,厚度0.01mm),
而且较易产生焦点,设备生命周期较短;二、机械打孔技术,但是无法加工微孔、一般孔径都肉眼可见;三、化学微孔技术,但是其打孔成本较高,而且污染环境。与以上几种常见的加工技术相比,微孔技术有突出的竞争优势,主要表现在透气度稳定、成本低、环保、美观等方面,并且在舒适度和健康度上也取得了显著的提高和重大的突破。微孔技术的发明,符合绿色经济的发展趋势,也适应了社会经济的发展,所以健康和环保成为微孔的核心竞争优势。随着此项技术的推广应用,将会为社会和消费者创造越来越多的财富和机会。 2、微孔技术的应用范围 目前,微孔技术已经能成熟地运用于人造革等产品,将来将扩大应用范围,根据此项技术透气度稳定,孔径小并可防水等方面特点,我们可以根据这些特点进行大胆预测,将来微孔技术可运用于超纤太空材料、鞋底、服装、pu鞋面、沙发、手机电池的微孔处理,香烟纸的微孔处理,膏药类的微孔处理以及婴儿尿不湿等与人体有直接皮肤接触的又需要高透气性能的材料微孔处理。 3、微孔技术的前景分析 通过以上分析,可以看出微孔技术具有明显的竞争优势和广阔的应用范围。最重要的是微孔技术的特点非常突出,高透气度和舒适度的特质决定了微孔技术的市场前景。接下来将从微孔技术主要几个应用产品来分析市场前景。 (1) 鞋面鞋里革、沙发、服装等人造革合成革的微孔代加工
复杂深孔的高效加工方法 复杂的深孔加工变得越来越富有挑战性。零件常常要求附加特征,例如非常小的孔光洁度、内室、孔径变化、轮廓、凹槽、螺纹及变化的孔方向。要高效地获得此类公差很小的孔,不仅需要具备丰富的经验和研发资源,而且需要工程能力、应用设施以及实质性的客户参与。 深孔加工(DHM) 是一类由专为现有应用而设计的刀具所主导的加工领域。许多不同的行业都涉及到深孔加工,但应用最广泛的是能源和航空航天业。起初某些深孔零件特征往往看似无法形成,但由专家们设计的非标刀具解决方案除了解决工序问题,也能确保它们在某种程度上以高效率和无差错为特征予以执行。 对复杂孔的需求不断增长,并且迫切需要缩短加工时间,这样就促进了现代深孔加工技术的发展。数十年来,深孔钻削都是一种采用硬质合金刀具的高效加工方法,但孔底镗削作为瓶颈已开始不断显现。 现在,该加工领域取得成功通常基于混合使用标准和专用刀具元件,这些元件具有设计成专用深孔加工刀具的经验。这些刀具配有加长的高精度刀柄,并且具有支撑功能和集成式铰刀,再
结合最新的切削刃槽形和刀片材质以及高效的冷却液和切屑控制,就能在最高的穿透率和加工安全性下获得所需的高质量结果。 停止深孔加工的零件首先需求钻削十分深的孔,然后往往是各种复杂的特征加工。深孔加工取得成功通常基于混合运用规范和公用刀具元件,这些元件具有设计成非标刀具的阅历。此类基于T-Max 424.10型钻头的非标刀具是单管运用的一局部。 在深孔钻削中1mm以下的小直径孔采用硬质合金枪钻加工而成,但对于15mm及以上的孔,一般采用焊接刃钻头,而对于25mm及以上的孔,则采用可转位刀片钻头才能进行非常高效的钻削。现代可转位刀片技术和钻管系统也为深孔加工提供了专用刀具的新可能性。 孔深超过10倍孔径时,加工出的孔一般认为很深。孔深达300倍径时就需要专门的技术,并采用单管或双管系统才能进行钻削。在漫长地加工至这些孔底部的过程中,需要专门的运动机构、刀具配置以及正确的切削刃才能完成内室、凹槽、螺纹和型腔的加工。支撑板技术是另一重要领域,在深孔钻削中也至关重要,现在它作为深孔加工技术的一部分也进展颇大。其中包括适合此领域可提供更高性能的合格刀具。 在深孔加工中,1mm以下的小直径孔采用硬质合金枪钻加工而成,但关于15mm及以上的孔,普通采用焊接刃钻头,而关于25mm及以上的孔,则采用可转位刀片钻头在单管系统和Ejector双管系统中才干十分高效地执行这些工序。山特维克可乐
第1章切削加工基础知识 1.1切削加工概述 切削cutting; 加工 machining; 金属切削 metal cutting (metal removal); 金属切削工艺 metal-removal process; 金属工艺学 technology of metals; 机器制造machine-building; 机械加工 machining; 冷加工 cold machining; 热加工 hot working; 工件 workpiece; 切屑chip; 常见的加工方法universal machining method; 钻削drilling; 镗削 boring; 车削 turning; 磨削 grinding; 铣削 milling; 刨削 planning; 插削slotting ; 锉filing ; 划线lineation; 錾切carving; 锯sawing; 刮削facing; 钻孔boring; 攻丝 tap; 1.2零件表面构成及成形方法 变形力 deforming force; 变形 deformation; 几何形状 geometrical; 尺寸dimension ; 精度 precision; 表面光洁度surface finish; 共轭曲线 conjugate curve; 范成法 generation method; 轴 shaft; 1.3机床的切削运动及切削要素 主运动 main movement; 主运动方向direction of main movement; 进给方向 direction of feed; 进给运动feed movement; 合成进给运动resultant movement of feed; 合成切削运动resultant movement of cutting; 合成切削运动方向direction of resultant movement of cutting ; 切削速度 cutting speed; 传动drive/transmission; 切削用量 cutting parameters; 切削速度 cutting speed; 切削深度 depth of cut; 进给速度 feed force; 切削功率 cutting power; 1.4金属切削刀具 合金工具钢alloy tool steel; 高速钢 high-speed steel; 硬质合金 hard alloy; 易加工 ease of manufacturing ; 切削刀具 cutting tool;
激光和激光技术 (7) 激光上釉技术对于材料改性很有发展前途,其成本低,容易控制和复制,有利于发展新材料。激光上釉结合火焰喷涂、等离子喷涂、离子沉积等技术,在控制组织、提高表面耐磨、耐腐蚀性能方面有着广阔的应用前景。电子材料、电磁材料和其它电气材料经激光上釉后用于测量仪表极为理想。一、激光打孔的特点。 (15) 二、激光打孔的分类。 (16) 三、激光打孔设备。 (17) 四、激光打孔工艺。 (19) National Jet公司于1937年由微型钻孔技术的开拓者John Cupler 建立。多年前,一个外国钻头制造商把自己所生产的最微型钻头送给Cupler,并问他是否能生产出如此小的钻头。而Cupler先生回答他们的方式是在这个钻头上钻了个孔并将它送了回去。 这些微型小孔只有在高倍显微镜下才能看到,许多微小型钻孔的决定因素也类似于标准尺寸的钻削加工。每当对一项新任务进行评估时,National Jet公司首先必须确定最为有效的孔加工方法。这很大程度上还得根据加工零件种类、内孔直径、几何形状、尺寸精度要求和深度、加工零件的批量大小,以及原来采用的加工方法等。 装有显微镜的手控机床经常被用于科研项目、小批量生产或只需要极少数的微小孔加工。一些致力于微小孔加工机床开发的制造商,大多提供是手控式机床,这一加工方法要追溯到上世纪的三十年代。其它的尽管已经用CNC工作台加以改造,但仍然保持着用手工控制钻头的进给,手动进给这样的微小直径钻头,需要熟练的工人进行手工感觉。National Jet公司已经总结的许多微小孔钻削的经验。“我们的熟练的工人操作者事实上都能由‘感觉’确认微小型钻头是否已
详细解析加工工艺材料 及中英文对照 SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
铸件及产品表面处理工艺: 压铸件:Die castings Zinc Die castings 电铸件:Electrical castings 不锈钢铸件:stainless steel castings 铸件表面处理Surface finish for the castings:做黑:blacking 镀锌:Zinc plating 镀铬:chrome plating 镀镍:nickel plating
磨砂面处理:grit satin finish Satin finish titanium 抛光处理:tumble bright 手工拉丝(圆形拉丝,放射线拉丝, 对角线拉丝):brushed metal surface/drawbench(circular metal brushed texture, radius metal brushed texture, diagonal metal brushed texture) Cell phone with brushed metal surface 哑光面处理:hand dull polished finish 镜面抛光处理:mirror polished finish 金属孔:metallic holes
氧化铬钝化处理:passivation treatment 电抛光处理:electrolytic polished 喷砂处理(玻璃砂,钢玉沙,石英砂):sandblasting(glass bead blasting, corundum-sand blasting, quartz-sand blasting) Satin finished surface TPU或橡胶凹刻: TPU,rubber text intaglio Cell phone TPU text intaglio CD纹样:CD pattern Cell phone navigation key used CD pattern
外文原文 Options for micro-holemaking As in the macroscale-machining world, holemaking is one of the most— if not the most—frequently performed operations for micromachining. Many options exist for how those holes are created. Each has its advantages and limitations, depending on the required hole diameter and depth, workpiece material and equipment requirements. This article covers holemaking with through-coolant drills and those without coolant holes, plunge milling, microdrilling using sinker EDMs and laser drilling. Helpful Holes Getting coolant to the drill tip while the tool is cutting helps reduce the amount of heat at the tool/workpiece interface and evacuate chips regardless of hole diameter. But through-coolant capability is especially helpful when deep-hole microdrilling because the tools are delicate and prone to failure when experiencing recutting of chips, chip packing and too much exposure to carbide’s worst enemy—heat. When applying flood coolant, the drill itself blocks access to the cutting action. “Somewhere about 3 to 5 diameters deep, the coolant has trouble getting down to the tip,” said Jeff Davis, vice president of engineering for Harvey Tool Co., Rowley, Mass. “It becomes wise to use a coolant-fed drill at that point.” In addition, flood coolant can cause more harm than good when microholemaking. “The pressure from the flood coolant can sometimes snap fragile drills as they enter the part,” Davis said. The toolmaker offers a line of through-coolant drills with diameters from 0.039" to 0.125" that are able to produce holes up to 12 diameters deep, as well as microdrills without coolant holes from 0.002" to 0.020". Having through-coolant capacity isn’t enough, though. Coolant needs to flow at a rate that enables it to clear the chips out of the hole. Davis recommends, at a minimum, 600 to 800 psi of coolant pressure. “It works much better if you have higher pressure than that,” he added. To prevent those tiny coolant holes from becoming clogged with debris, Davis also recommends a 5μm or finer coolant filter. Another recommendation is to machine a pilot, or guide, hole to prevent the tool from wandering on top of the workpiece and aid in producing a straight hole. When applying a pilot drill, it’s important to select one with an included angle on its point that’s equal t o or larger than the included angle on the through-coolant drill that follows. The pilot drill’s