工序号SR6-1400
工序名称焊接机器人
客户
人员定额1序号
12
3
4
5序号数量序号
数量
工具名称数量规格型号数量规格型号11扁铲1200MM
1
300MM
2
2
焊接夹具
1
作业过程中保持物品摆放整齐有序,生产现场整洁干净
工艺参数:焊接电流(A)140-190;电弧电压(V)19-22;焊接速度60cm/min; 气体流
量(L/min)10-15,送丝速度5-8m/min
外观质量:焊接均衡、饱满,不允许有
焊渣、虚焊、漏焊,焊缝共11条;外观
质量及焊缝员工100%划检。 零件②:
面轮廓取公差1.0;●零件③:2处面轮廓取单向正公差0.5;2处边轮廓取单向
负公差0.5;零件④:位置度0.5 。 焊接强度:熔深试验-熔深≥0.3mm,焊缝后度≥2.5mm(首件-1件/周)。
焊 接 作 业 指 导 书
调节垫片
SX5-28100020A-HJ-编制: 审核: 批准:
装配零件名称
装配零件号装配零件名称
装配零件号
工具名称前横梁前板
SX5-28100020A-HJ-锉刀
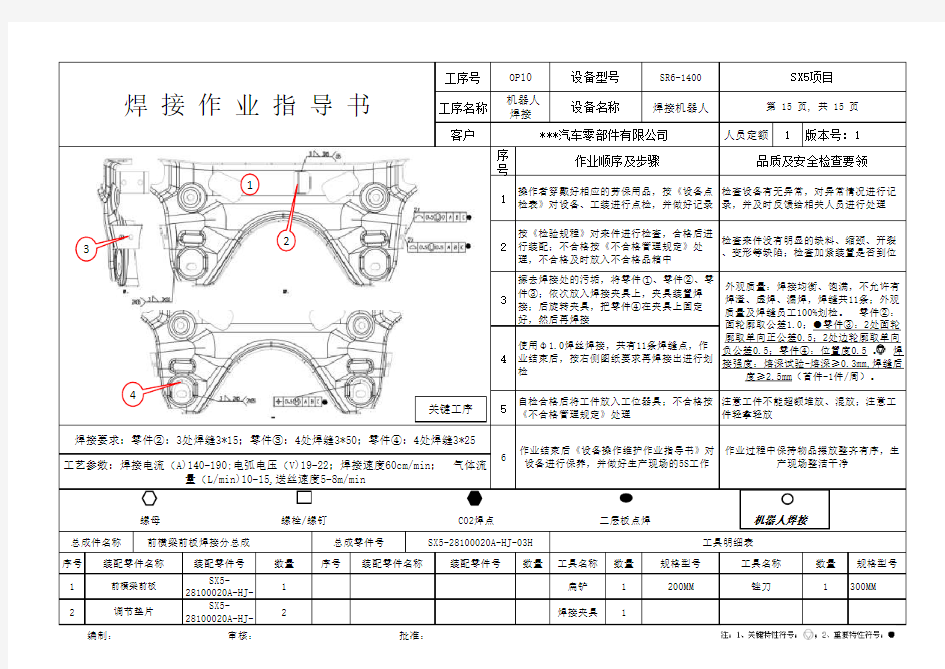
焊接要求:零件②:3处焊缝3*15;零件③:4处焊缝3*50;零件④:4处焊缝3*25 螺母 螺栓/螺钉 CO2焊点 二层板点焊 机器人焊接总成件名称 前横梁前板焊接分总成
总成零件号 SX5-28100020A-HJ-03H
工具明细表
6
作业结束后《设备操作维护作业指导书》对设备进行保养,并做好生产现场的5S工作按《检验规程》对来件进行检查,合格后进
行装配;不合格按《不合格管理规定》处
理,不合格及时放入不合格品箱中
检查来件没有明显的缺料、缩颈、开裂
、变形等缺陷;检查加紧装置是否到位
擦去焊接处的污垢,将零件①、零件②、零
件③;依次放入焊接夹具上,夹具装置焊
接;后旋转夹具,把零件④在夹具上固定
好,然后再焊接
使用ф1.0焊丝焊接,共有11条焊缝点,作业结束后,按右侧图纸要求再焊接出进行划检自检合格后将工件放入工位器具;不合格按《不合格管理规定》处理
注意工件不能超额堆放、混放;注意工
件轻拿轻放
***汽车零部件有限公司
版本号:1
作业顺序及步骤
品质及安全检查要领
操作者穿戴好相应的劳保用品,按《设备点检表》对设备、工装进行点检,并做好记录检查设备有无异常,对异常情况进行记
录,并及时反馈给相关人员进行处理
OP10设备型号SX5项目
机器人焊接
设备名称
第 15 页, 共 15 页
关键工序
1
2
3
4