机械制造工艺与设备试题一及答案
一、选择题(10×2分=20分)
1. 切削用量对切削温度影响最大的是()。
A.切削速度
B. 切削深度
C. 进给量
2. 与工件上得已加工表面相对得刀面是()。
A.前刀面
B.后刀面
C.副后刀面
D.切削平面
3. 在机械加工中直接改变工件的形状,尺寸和表面质量,使之成为所需零件的过程称为()
A.生产过程
B.工艺过程
C.工艺规程
D.机械加工工艺过程
4. 工件在安装定位时,根据加工技术要求实际限制的自由度数少于六个,仍满足加工要求,这种情况称为()。
A.欠定位
B.不完全定位
C.完全定位
D.过定位
5. 砂轮的硬度是指()。
A.磨粒的硬度
B.磨粒脱落的难易程度
C.磨粒、结合剂、气孔的体积比例
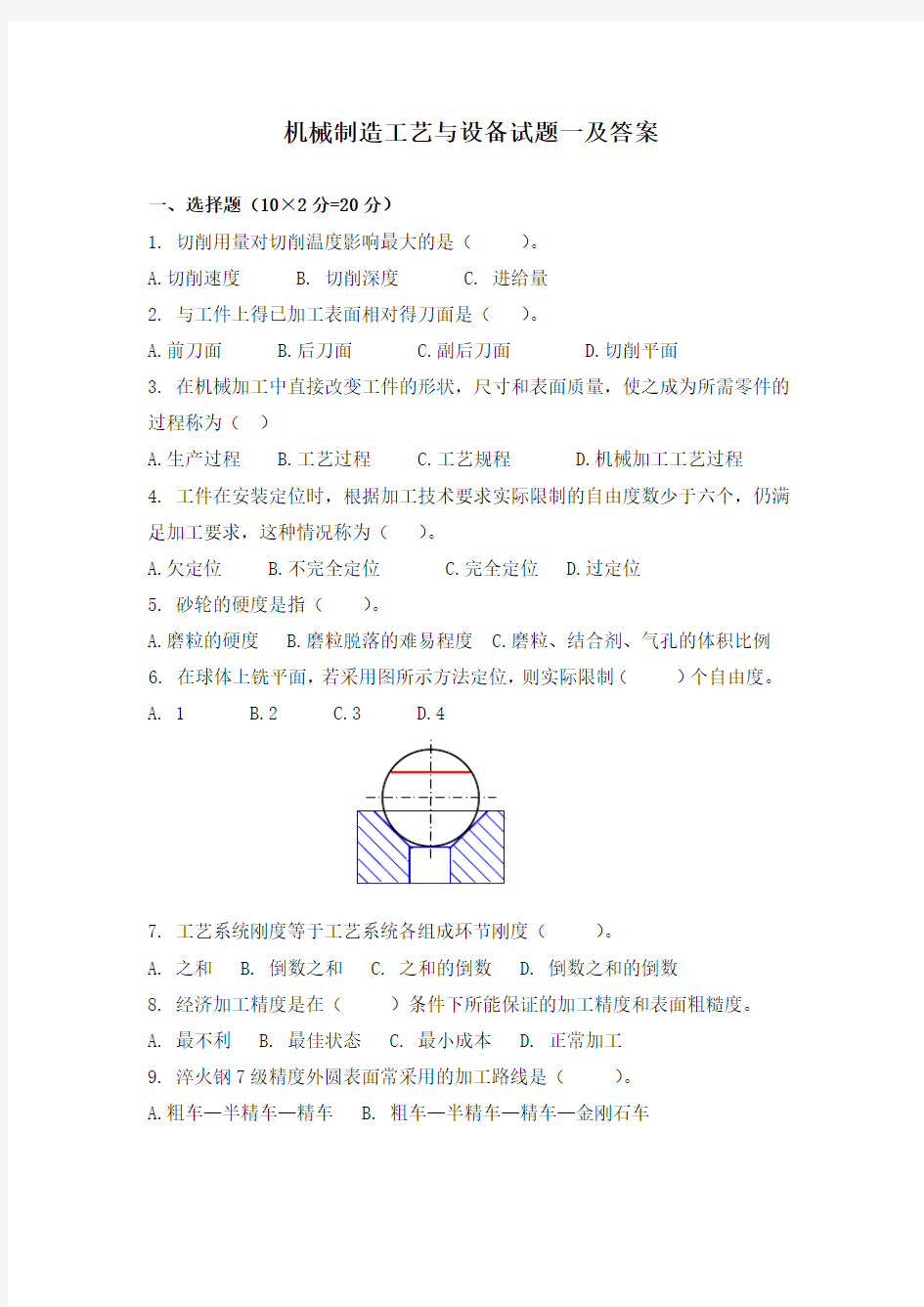
6. 在球体上铣平面,若采用图所示方法定位,则实际限制()个自由度。
A. 1
B.2
C.3
D.4
7. 工艺系统刚度等于工艺系统各组成环节刚度()。
A. 之和
B. 倒数之和
C. 之和的倒数
D. 倒数之和的倒数
8. 经济加工精度是在()条件下所能保证的加工精度和表面粗糙度。
A. 最不利
B. 最佳状态
C. 最小成本
D. 正常加工
9. 淬火钢7级精度外圆表面常采用的加工路线是()。
A.粗车—半精车—精车
B. 粗车—半精车—精车—金刚石车
C. 粗车—半精车—粗磨
D. 粗车—半精车—粗磨—精磨
10. 工序余量公差等于 ( )。
A. 上道工序尺寸公差与本道工序尺寸公差之和
B. 上道工序尺寸公差与本道工序尺寸公差之差
C. 上道工序尺寸公差与本道工序尺寸公差之和的二分之一
D. 上道工序尺寸公差与本道工序尺寸公差之差的二分之一
二、判断题(正确的打√,错误的打×)(10×1分=10分)
1.在切削运动中,主运动只能允许有一个。()
2.当有色金属(如铜、铝等)的轴类零件要求尺寸精度较高、表面粗糙度值较
低时,不能采用磨削加工的方法,而只能采用超精车的工艺方法。()3.硬质合金刀具热效应磨损的主要形式包括:相变磨损、扩散磨损和氧化磨损。
()
4.切削用量中切削速度对刀具耐用度的影响最大,其次为切削深度,而进给量
对刀具耐用度的影响最小。()
5.欠定位在加工过程中不允许存在。()
6.磨削机床床身导轨时,由于磨削热会使导轨产生中凸。()
7.直线尺寸链中必须有增环和减环。()
8.精加工时使用的定位基准称为精基准。()
9.主轴的径向跳动会引起工件的圆度误差。()
10.工序尺寸的布置,一般采用“入体原则”,因此对于轴类外圆表面工序尺寸,
应标成上偏差为零,对于内孔类表面工序尺寸,应标成下偏差为零。()
三、填空题(20×1分=20分)
1.机械加工工艺系统由、、和
组成。
2.下图为车削工件端面的示意图,图上标注的进给运动是,主偏角是,刀具后角是,已加工表面是。
3. 一次磨刀之后,刀具进行切削,后刀面允许的最大磨损量(VB B),称为,或者叫做磨损限度。
4. 车外圆时,导轨水平面内的直线度误差对零件加工精度的影响比垂直面内的直线度误差影响得多,故称水平方向为车削加工的误差方向。
5. 工序是指。
6. 工艺过程一般划分为、、和四个加工阶段。
7. 工艺尺寸链的两个特征是和。
8. 工艺系统热变形的热源大致可分内部热源和外部热源。内部热源包括和。
四、名词解释题(5×2分=10分)
1.基准重合
2.变值性系统误差
3.机械加工工艺规程
4.刀具耐用度
5.加工精度
五、简答题(5×4分=20分)
1.粗基准的选择原则是什么?
2.什么是装配?保证装配精度的工艺方法有哪些?
3.刀具磨损的方式有几种?磨损原因是什么?
4.影响加工余量的因素有哪些?
5.表面质量的含义包含哪些主要内容?
六、计算题(2×10分=20分)
1.加工下述零件,以B面定位,加工表面A,保证尺寸10+0.2mm,试画出尺
寸链并求出工序尺寸L及公差。
A
B
±0.05
2.某批环形零件在铣床上采用调整法铣削一缺口,其尺寸见下面零件图,
要求保证尺寸43 0
mm。现采用900的V形块和支承板两种定位方案,试
-0.1
分别求它们的定位误差,并判断能否满足加工要求。(已知铣削加工的ω=0.05mm)
试题一答案
一、选择题(10×2=20分)
1.A
2.C
3.D
4.B
5.B
6.C
7.D
8.D
9.D 10.B
二、判断题(10×1分=10分)
1.√
2.√
3.√
4.×
5.√
6.×
7.×
8.×
9.√ 10.√
三、填空题(20×1分=20分)
1.机床、刀具、夹具、工件
2. 10、8、5、2
3.磨钝标准
4.大、敏感
5.一个或一组工人再一台机床或一个工作地对同一个或同时对几个工件所连续完成得那一部分工艺过程
6.粗加工、半精加工、精加工、光整加工
7.关联性、封闭性
8.切削热、摩擦热
四、名词解释题(5×2分=10分)
1.基准重合是指以被加工表面的设计基准或工序基准作为定位基准。
2.变值性系统误差是指在顺序加工一批工件时,加工误差的大小和方向随加工时间按一定规律变化的误差。
3.机械加工工艺规程是指规定产品或零部件制造工艺过程和操作方法等的工艺文件。
4.刀具耐用度是指新刃磨的 1.刀具从开始切削一直到磨损量达到磨钝标准时的切削时间。
5.加工精度是指零件加工后的实际几何参数与理想几何参数的符合程度。
五、简答题(5×4分=20分)
1.答:
以不加工表面为粗基准;选择毛坯余量最小的表面作粗基准;选择零件上重
要表面作粗基准;选择零件上加工面积大、形状复杂的表面作粗基准;粗基准同一尺寸方向上通常只能使用一次。
2.答:
装配是按产品规定的技术要求,将符合零件或部件进行配合和连接,使之成为半成品或成品的工艺过程。保证装配精度的方法有互换法、选择装配法、修配法和调节法。
3.答:
刀具磨损的形式有前刀面磨损、后刀面磨损和前后刀面同时磨损。磨损的原因有磨料磨损、粘结磨损、扩散磨损和氧化磨损。。
4.答:
上道工序加工表面的表面质量,上道工序的位置误差,上道工序的尺寸公差,本工序的安装误差。
5.答:
表面几何特征:表面粗糙度、表面波度、表面加工纹理和伤痕;表面层力学物理性能:表面层加工硬化、表面层金相组织的变化和表面层残余应力。
六、计算题(2×10分=20分)
1.(1)确定封闭环
mm 为封闭环; 1分
(2)画尺寸链
尺寸链如图 1分
(3)判断增、减环 1分 A1和A3为增环;A2为减环。
(4)计算 5分 2.0010 A 0
A 1
A 2
A 3(L )
封闭环的基本尺寸:A0= A3+A1-A2,
则A3= A0-A1+A2=10-30+50=30 mm
封闭环的上偏差:ESA0= ES A1+ES A3-EIA2
得:ESA3= ESA0-ESA1+EIA2=0.2-0.05-0.05=0.1
封闭环的下偏差:EIA0= EIA1+EIA3-ESA2
得:EIA3= EIA0-EIA1+ESA2=0-0+0.05=0.05
所以: L=A3=mm
根据入体原则得: L=mm
(5)验算 2分 T0=T1+T2+T3
得0.2=0.05+0.1+0.05 即计算正确。
2.(1)采用V 形块定位
基准不重合度误差△B=0.2/2=0.1mm 1分 基准位移误差△Y=0.707×0.2=0.1414mm 1分 定位误差△D=△Y -△B=0.1414-0.1=0.0414mm 1分 由于0.0414+0.05〈0.1,故满足加工要求。 1分
(2)采用平面定位
基准不重合度误差△B=0 1分 基准位移误差△Y=0 1分 定位误差△D=△Y +△B=0 1分 由于0.05〈0.1,故满足加工要求。 1分
(3) 由于平面定位误差小于V 形块定位误差,故平面定位方案更佳。 2分 1.005.030+
+0
05.01.30-