XXXX公司
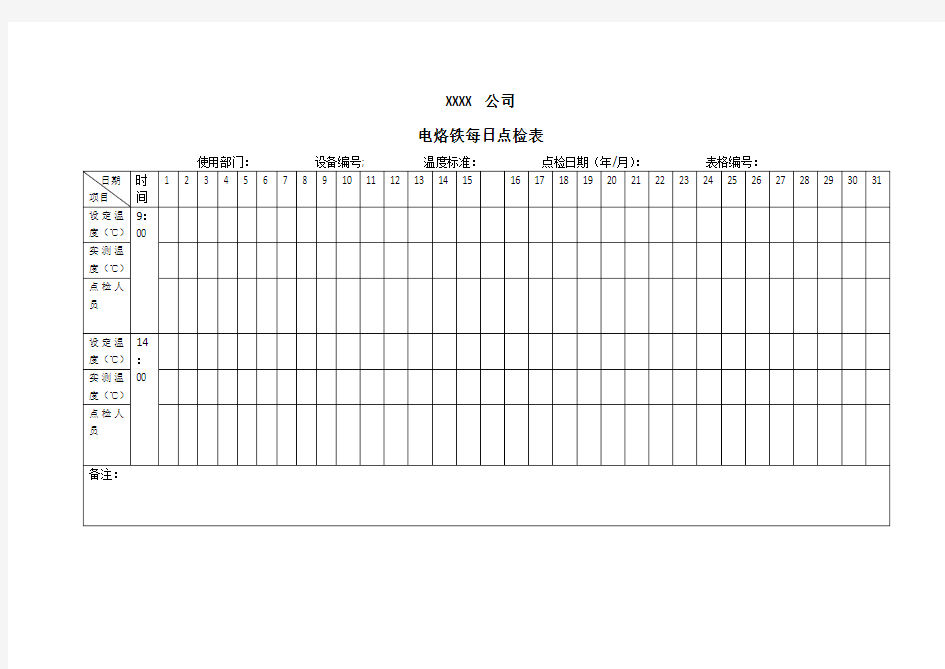
电烙铁每日点检表
1. 目的 规范电烙铁的检验方法,确保生产线电烙铁实际温度符合产品品质要求。 2. 适用范围 适用于本厂电烙铁的预置及检验。 3. 定义 3.1 无。 4. 职责 4.1 品质中心:负责检验电烙铁的合规性。 4.2 使用部门:负责已检验完成电烙铁的有效性,不得擅自调校。 5. 程序 5.1 电烙铁温度点检: 5.1.1 检验前准备: 5.1.1.1 确保仪器电池电量充足。如电量不足,先行换电池。 5.1.1.2 检查测试仪上三角温度传感器良好,传感器上颜色标记与测试仪上颜色相 对应。 5.1.1.3 打开测试仪电源开关,屏幕上显示当时室内温度。 5.1.2 检验步骤: 5.1.2.1 测试仪上开关置于“ON”位置。 5.1.2.2 将测试仪平放工作台上,一手持锡线,一手持待检烙铁,将烙铁头放置于 温度传感器中间位置,在接触部位加少许锡。 5.1.2.3 当烙铁温度测试仪屏幕上温度稳定不再上升,即为烙铁头实际温度,记下 此温度;记录测试数据。 5.1.2.4 间隔少许时间,待屏幕显示温度降至约室温时,重复5.1.2条b.- c.步骤, 测量下一个电烙铁的温度;记录测试数据。 5.1.2.5 参照《烙铁温度设定标准》规定的烙铁温度范围,如结果合格,在记录表 上记录“P”,如结果不合格,在记录表上记录“N”,并调试电烙铁温度至 合格为止。 5.1.2.6 点检合格后,操作员不得擅自调整电烙铁温度。
5.1.2.7 测试完毕后,关闭测试仪器开关,并用棉签蘸少许酒精,将传感器下方的 助焊剂残留及锡珠清理干净,放回仪器于合适位置。 5.1.3 注意事项: 5.1.3.1 仪器使用时需确保电量充足。 5.1.3.2 每次测试时确保传感器良好。 5.1.3.3 测试时烙铁头与传感器中心接触即可,禁止用力下压,损坏传感器。 5.1.3.4 取放仪器轻拿轻放,防止仪器使用过程中碰撞/跌落等情况而损坏仪器。 5.2 烙铁接地检验: 5.2.1 检验前准备: 5.2.1.1 确保万用表电量充足,如电量不足,先行换电池。 5.2.1.2 将万用表调至AC交流电压挡位。 5.2.2 检验步骤: 5.2.2.1 将烙铁电源拔出,插头朝上放在工作台上,烙铁头上的氧化层用小刀挂掉 确保可以接触良好。 5.2.2.2 将万用表的两只表笔分别接触烙铁电源插头的地线和烙铁头,记录万用表 屏幕上显示的电压值,电压值因<5V。 5.2.2.3 如测试电压值≥5V时则判定为不合格,此台电烙铁不能上线使用,并做好 标记申请检修。 5.3 检验频率: 5.3.1 电烙铁点检每天2次,每天上午8:30/下午12:30上班1小时内完成。 6. 烙铁温度设定标准 6.1 有铅焊接:
电烙铁操作规范 A、操作规范:1使用前检查:在用烙铁前检查烙铁是否接地良好,在焊接前注意烙铁的功率是否和所焊点匹配。2接通220V 交流电源进行加热。3把烙铁头用海绵洗干净镀上锡。4工作内容:把所要焊接的元件擦干净镀上锡,然后焊上去,焊接时温度不要过高,时间不要过久,注意焊点的透渗性,点与点的间距,松香与焊锡膏的配合,焊好后必须检查所焊件是否有虚焊、没焊、错焊、假焊、短路现象。5焊接方法:直通剪头。引线直接穿过通孔,焊接时使适量的熔化焊锡在焊盘上方均匀地包围沾锡的引线,形成一个圆锥体模样,待其冷却凝固后,把多余部分的引线剪去;直接埋头。穿过通孔的引线只露出适当长度,熔化的焊锡把引线头埋在焊点里面。这种焊点近似半球形,虽然美观,但要特别注意防止虚焊。 B、注意事项:1新买的烙铁在使用之前必须先给它蘸上一层锡(给烙铁通电,然后在烙铁加热到一定的时候就用锡条靠近烙铁头),使用久了的烙铁将烙铁头部锉亮,然后通电加热升温,并将烙铁头蘸上一点松香,待松香冒烟时在上锡,使在烙铁头表面先镀上一层锡。2电烙铁通电后温度高达250摄氏度以上,不用时应放在烙铁架上,但较长时间不用时应切断电源,防止高温“烧坏”烙铁头(被氧化)。要防止电烙铁烫坏其他元器件,尤其是电源线,若其绝缘层被烙铁烧坏而不注意便容易引发安全事
故。3不要把电烙铁猛力敲打,以免震断电烙铁内部电热丝或引线而产生故障。4电烙铁使用一段时间后,可能在烙铁头部留有锡垢,在烙铁加热的条件下,我们可以用湿布轻檫。如有出现凹坑或氧化块,应用细纹锉刀修复或者直接更换烙铁头。5注意铬铁损杯时,应正常维修,不可用502胶水粘螺丝。
编制Arthur文件编号BDI—QC— XXX生效日期 审核版本0页数第1页共2页20XX年 XX月 XX 日 批准修改依据受控印签 电铬铁点检温度计操作指导书 一、仪器使用条件 1、电源电压:一只006P 9V 电池供电; 2、工作环境:温度0~ 40℃。 二、准备工作 1、检查仪器配件是否齐全; 2、打开温度计背面的电池槽,装入电池(电池必须放置妥当); 3、将环板套入推杆,将感应器红边置入红色终端,蓝边置入蓝色终端,按下推钮,将剩于部 分接上终端。 三、设置和操作方法 1、电源:将电源开关推至“ON”,显示窗口有数字显示,检视显示屏,当显示屏显示室温时, 可进行正常测试。 2、测试:将铬铁头醮上新焊锡,使用铬铁头触及需要测试的点子,在 2 ~3 秒内,温度会显 示在显示屏上。 3、实际温度标准参数如下:(若设置温度异常,则将电烙铁送修) a、30W 烙铁标准温度: 300-420℃; b、 50W 烙铁标准温度: 340-460℃; c、80W 烙铁标准温度: 380-530℃; d、 100W 烙铁标准温度: 380-620℃; e、200W 烙铁标准温度: 460-680℃; 4、测试完成后,将电源开关推至“OFF”,关闭电源。 四、注意事项 1、在对仪器进行操作前,应详细阅读说明书或本操作指导书,或在对本仪器管理的人员指导 下进行,以免产生误操作。 2、使用过程中任何人请勿接触铬铁头,以免灼伤。 3、仪器感应器是用非常纤细(直径0.2mm)的丝线制成,须小心使用,切勿挤压,否则会断
编制Arthur文件编号BDI—QC— XXX生效日期 审核版本0页数第2页共2页20XX年 XX月 XX 日 批准修改依据受控印签 裂。 4、温度计身是用塑料制成,不可触及铬铁头。 5、测量点镀上特殊合金,多用时,合金会损耗,测量便不准确,须更换测量才准确(感应器 寿命约可用作50 次测量)。 6、可用酒精清理附在终端上的任何助焊剂,切勿使用稀淡剂或挥发油。 7、如果显示屏显示“— /□□□”时(“□□□”内显示不确定的数字),表示感应器已报废, 应更换新感应器。 8、如果显示屏显示“B□□□”时,表示电池已衰弱,不能正确测量,应更换新电池。 五、仪器维护与保养 1、按照仪器维护保养要求,做好日常维护与保养。 2、注意防水、防尘、防摔。 分发范围:□生产部■品管部□研发部□其他 此表只适用于工作指示(操作)表格编号: BDDCC012-0
XX有限公司文件编号三级文件检查指导书版本 生效日期作业名称烙铁温度点检测试适用机种页码 使用仪器设备烙铁测温仪使用辅料感温线符号:特殊特性:☆安全:环保: 作业图示及分解动作分解 1、按下测温仪机身按钮,将感温线套入测温仪支柱上;红线对“+” 极,蓝线对“-”极,且感温线线圈只需套入支柱中心位置即可,不 可套入到支柱底部;(图1、2) 2、打开开关(图3);将烙铁头镀上少许 锡水(图4),放到感温线中心感应点上,测试持续5-6s,开始读数(图 5);3、将所测实际温度和烙铁机身显示温度及测试时间记录在《烙 铁测量记录表》上;4、当所测温度超出标准范围时,联络生产部进 行调试,将调试前后温度一并记录在《烙铁测量记录表》;同时需对 前段生产品进行确认,将处理结果记录在“备注”栏。 测试规格要求 1、测试频次:一天3次,4H/次,上午开拉时测一次,下午开拉时测 一次,晚上开拉时测一次,设备调试、转机时需再次测试。2、测试 标准:420±20,时间5-6S 注意事项 1、感温线极性放入正确,线圈只套入支柱中心位置,不可套入到支 柱底部;2、测试时间持续5-6s,温度无明显上升后开始读数;3、当 测试出现温度无法上升时,则为感温线损坏,需更换;4、测温仪在 更换感温线或测试结束时须关掉电源开关。 手指套(黄色填充表示佩戴) 修 改 记 录NO修改内容修改日期修改人审核人核准审核做成 左手 右 手 ! 图1 1、按下按钮,装入感温线 图2 线圈套入支柱中心位置蓝线套入“-”极对应支柱 2、感温线装入状态 图3图4 图5 3、打开开关 4、烙铁头粘上锡水 5、测试5-6S读取实测温度
烙铁、风枪温度点检规范 1.目的: 规范生产制程正确使用烙铁、风枪,IPQC检测烙铁、风枪温度之依据,所检测电烙铁、风枪温度参数与SOP 规定要求相符,以保证产品品质. 2.范围: 本规范适用于规则XX公司内所有的焊接工位。 3.职责: 3.1 PIE:根据产品实际生产焊接过程、焊接环境、制程类别、在SOP中定义电烙铁焊接温度参数. 3.2 IPQC:按照SOP内定义的烙铁温度值对相应焊接工位电烙铁实测实际温度值是否符合要求 3.3 焊接人员作业:使用的电烙铁需要配合IPQC做点检测试,测试完毕后不可随意更该. 4.名词释义: 无 5.作业流程: 5.1 PIE在SOP内定义烙铁温度值: 5.1.1PIE需要根据产品实际生产焊接过程是密脚拖焊或是单脚点焊考虑制定温度,密脚拖焊热量不集中,焊接连续散热快及助焊剂因素等定义温度相对于单点焊接要高,需要结合实际验证数据制定. 5.1.2PIE需要根据产品实际焊接环境是单层板或是多层板、焊盘大小考虑定义电烙铁温度.多层板或较大连接点,设定为360℃±20℃ 5.1.3PIE需要根据产品实际焊接制程是有铅或无铅考虑定义电烙铁温度,无铅的锡为225°~235°,理论上焊接温度高于熔点30℃左右即可,但手工焊接中操作时间短,要求高效,故为了得到相当的热输入量而提高温度,一般高于熔点150℃ 5.1.4PIE需要根据产品实际焊接零件是否为热敏感元件考虑定义电烙铁温度,对热敏感元件设定为360℃,电子装配中最高使用380℃. 5.1.5PIE定义烙铁温度考虑以上因素同时需要结合实际考虑焊时间(例无铅PCBA板焊接咪头,烙铁温度定义为350±20℃)单点焊接时间须在3秒内完成,如无法一次性完成焊接则需待焊点冷却后重焊.SOP定义焊接温度及焊接时间后如发现现场焊接操作性有不妥之处,PIE有责任根据实际再次验证进行适当调整 5.2IPQC检测烙铁温度值: 5.2.1IPQC检测电烙铁温度时首先需要参照相应工位SOP所定义温度值及其公差值确定对应温度范围(例焊咪头工位360±20℃)对应温度值范围即为340-380℃.