铣圆弧
一格式:
1:圆弧终点坐标(X,Y)加圆弧半径R。
2:圆弧终点坐标(X,Y)加圆弧起点坐标相对于圆心的偏移量(I,J)。(即圆心坐标减圆弧起点坐标的值)
二两种方法的含义:
1:圆弧终点坐标(X,Y)加圆弧半径R
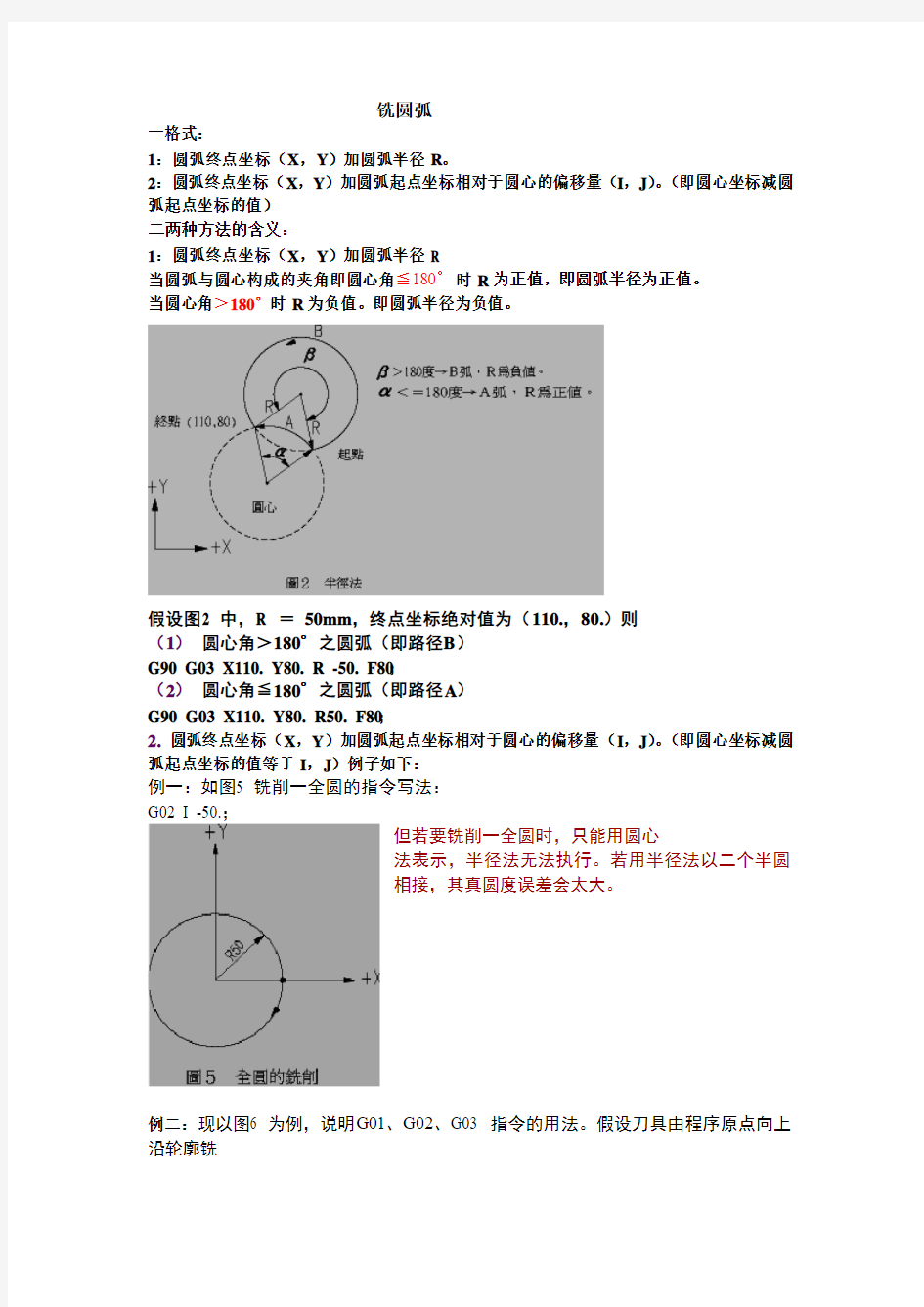
当圆弧与圆心构成的夹角即圆心角≦180°时R为正值,即圆弧半径为正值。
当圆心角>180°时R为负值。即圆弧半径为负值。
假设图2 中,R =50mm,终点坐标绝对值为(110.,80.)则
(1)圆心角>180°之圆弧(即路径B)
G90 G03 X110. Y80. R -50. F80;
(2)圆心角≦180°之圆弧(即路径A)
G90 G03 X110. Y80. R50. F80;
2.圆弧终点坐标(X,Y)加圆弧起点坐标相对于圆心的偏移量(I,J)。(即圆心坐标减圆弧起点坐标的值等于I,J)例子如下:
例一:如图5 铣削一全圆的指令写法:
G02 I -50.;
但若要铣削一全圆时,只能用圆心
法表示,半径法无法执行。若用半径法以二个半圆
相接,其真圆度误差会太大。
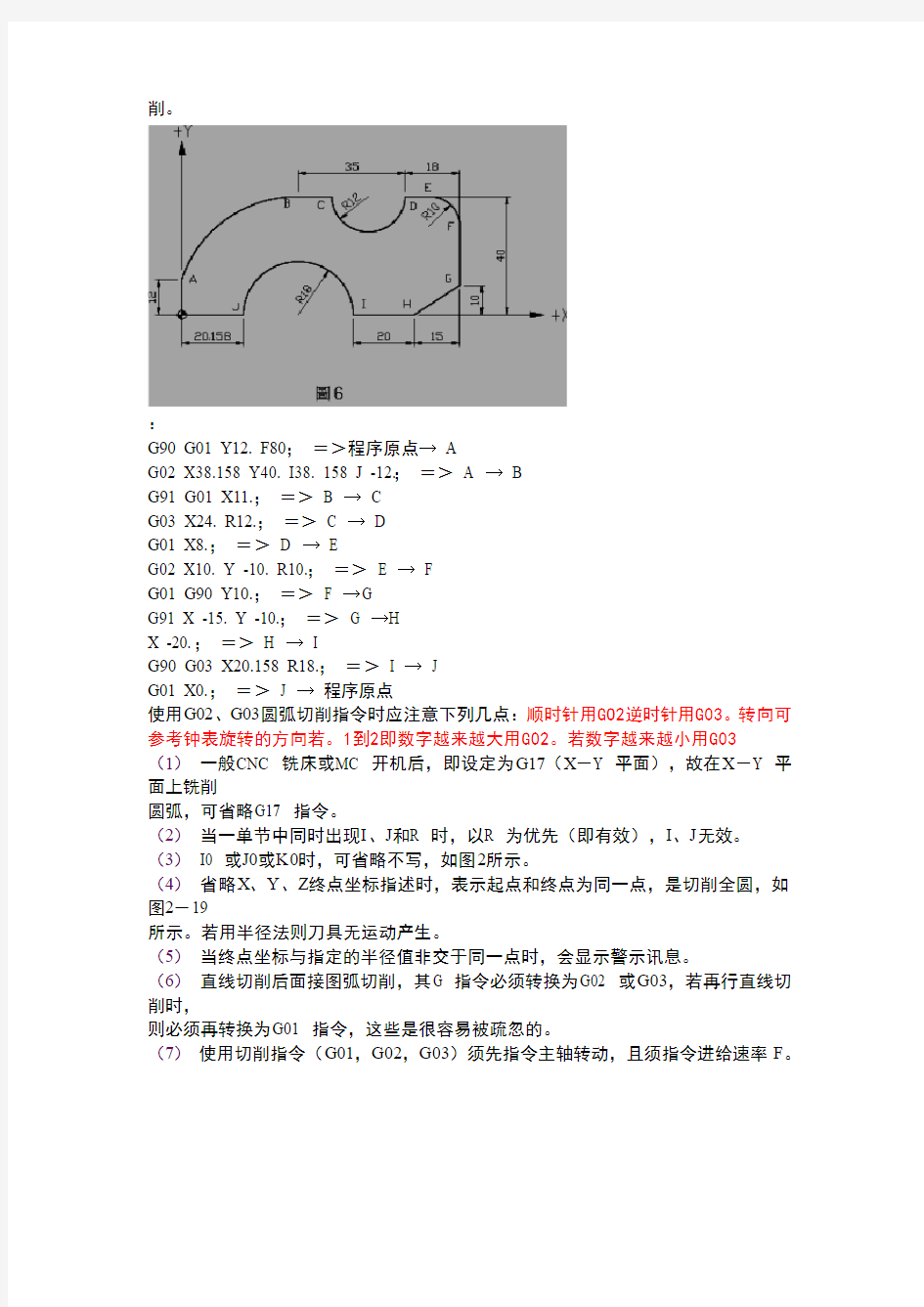
例二:现以图6 为例,说明G01、G02、G03 指令的用法。假设刀具由程序原点向上沿轮廓铣
削。
:
G90 G01 Y12. F80;=>程序原点→A
G02 X38.158 Y40. I38. 158 J -12.;=>A →B
G91 G01 X11.;=>B →C
G03 X24. R12.;=>C →D
G01 X8.;=>D →E
G02 X10. Y -10. R10.;=> E →F
G01 G90 Y10.;=> F →G
G91 X -15. Y -10.;=>G →H
X -20.;=>H →I
G90 G03 X20.158 R18.;=>I →J
G01 X0.;=>J →程序原点
使用G02、G03圆弧切削指令时应注意下列几点:顺时针用GO2逆时针用G03。转向可参考钟表旋转的方向若。1到2即数字越来越大用G02。若数字越来越小用G03
(1)一般CNC 铣床或MC 开机后,即设定为G17(X-Y 平面),故在X-Y 平面上铣削
圆弧,可省略G17 指令。
(2)当一单节中同时出现I、J和R 时,以R 为优先(即有效),I、J无效。
(3)I0 或J0或K0时,可省略不写,如图2所示。
(4)省略X、Y、Z终点坐标指述时,表示起点和终点为同一点,是切削全圆,如图2-19
所示。若用半径法则刀具无运动产生。
(5)当终点坐标与指定的半径值非交于同一点时,会显示警示讯息。
(6)直线切削后面接图弧切削,其G 指令必须转换为G02 或G03,若再行直线切削时,
则必须再转换为G01 指令,这些是很容易被疏忽的。
(7)使用切削指令(G01,G02,G03)须先指令主轴转动,且须指令进给速率F。