p o w e r m i l l教程5切
入切出和连接
-CAL-FENGHAI.-(YICAI)-Company One1
16. 切入切出和连接
简介
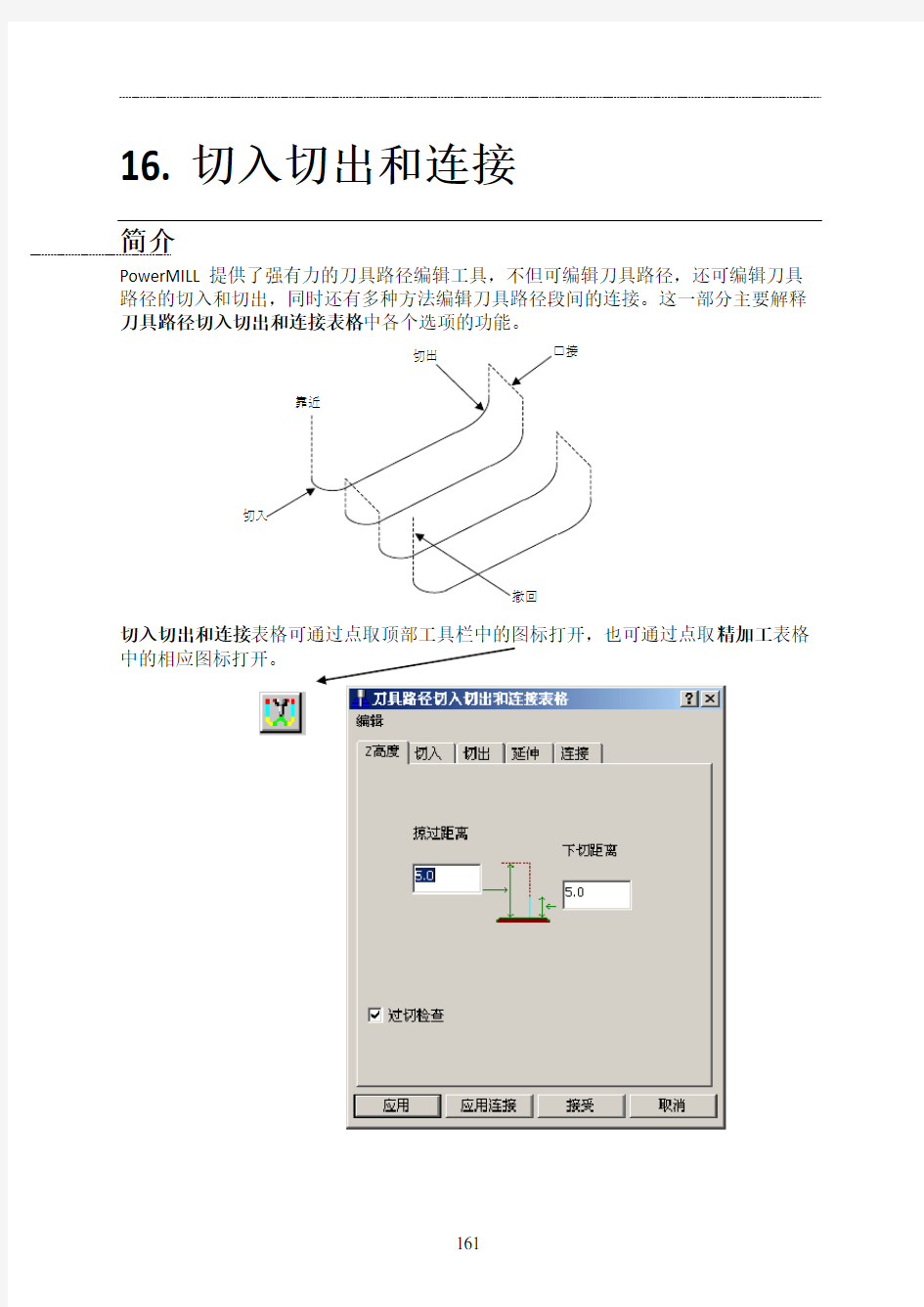
PowerMILL 提供了强有力的刀具路径编辑工具,不但可编辑刀具路径,还可编辑刀具路径的切入和切出,同时还有多种方法编辑刀具路径段间的连接。这一部分主要解释刀具路径切入切出和连接表格中各个选项的功能。
靠近
切出
切入
连接
撤回
切入切出和连接表格可通过点取顶部工具栏中的图标打开,也可通过点取精加工表格中的相应图标打开。
Z 高度
掠过和下切距离用来控制刀具在部件之上快速移动的高度。它们和安全Z高度和开始Z高度相关,旨在尽量减小刀具的低速移动和不必要的空程移动。
掠过距离–刀具在模型之上从一个刀具路径末端提刀到下一刀具路径开始处进行快速移动的相对高度。刀具在掠过值所设定的高度之上做快速移动,快速跨过模型,到达下一下切位置。
下切距离–部件之上的一相对距离,刀具下切到此距离值时将由快进速率下切改变为以下切速率下切。
切入/切出移动
切入控制刀具在切削路径开始前的运动,切出控制刀具切削路径末端离开刀具路径的运动。切入移动页面中提供的选项分别是:无,垂直圆弧,水平圆弧,左水平圆弧,右水平圆弧,延伸移动,加框和斜向。切出移动页面中所提供的选项和切入页面中所提供的选项除没有斜向选项外,其它部分完全相同。仅切入页面中有斜向选项。
切入切出和连接是刀具路径的有效延伸,因此必须对其进行过切保护。为此一定要设置刀具路径切入切出和连接表格中的过切检查选项(缺省设置为已勾取),以免发生过切。点取此选项后,将不产生任何可能导致过切的切入切出。下面以图解方式解释不同的切入切出和连接设置,在此,除非特别指出,过切检查选项始终呈被选状态。任何情况下,如果第一选择无法实施,系统将自动应用第二选择。如果两种选择均因过切选项的选取而无法实施,则切入切出将自动重新设置为无。
当前的切入切出和连接设置将包含在新产生的加工策略中,也可使用浏览器在策略产生后通过激活的刀具路径来应用。
范例
全部删除,打开范例模型‘’。
按模型限界计算毛坯。
自毛坯在Z 0处产生一模型平面。
定义一直径为8mm 的球头刀。产生一行距为4mm ,角度为 0的双向连接平行精加工刀具路径,。
编辑产生的刀具路径,将刀具路径按平面裁剪,X 平面的值为74,其它选项使用系统的缺省设置。
这是一经剪裁过的刀具路径1_1。新的
激活的刀具路径的切入切出均设置为无
(缺省设置)。
右击此刀具路径,选取编辑复制。
激活复制的刀具路径1_1_1。
垂直圆弧
在刀具路径切入切出表格中选取切入页面。
设置垂直圆弧切入,半径及角度值如下图所示。点取应用。
圆弧型切入切出在刀具路径的开始处产生一向下的圆弧移动,在刀具路径的结束处产生一向上的圆弧移动。
刀具路
连段
相切角
半连
切入
切出
于是刀具切入工件时,每次切入都有一
垂直圆弧切入过程。如果需要,可以同
样的方法来设置切出移动,反之亦然。
可很容易地将这些设置在两者之间进行
复制和粘贴。
选取切出页面。
选取编辑 - 粘贴切入 -> 切出。
应用此表格,修改激活刀具路径。
水平圆弧
设置此选项后将在水平面上产生切入和切出,半径和角度的设置和垂直圆弧相似,这种类型的切入切出最适合于在一恒定Z高度上运行的刀具路径,或者是Z高度变化较小的刀具路径。
刀具路连段
相切角
半连
切入
切出
改变切出选项为无。
改变切入选项为水平圆弧,半径和角度值如下图所示。点取应用。
于是产生了一系列的水平圆弧切入。在这些水平圆弧切入中,有一个是从右边切入,其它的均从左切入。这是由于选取了过切检查选项的原因。
改变切入选项为左水平圆弧,使全部切入均从左边切入。点取应用。
改变切入选项为右水平圆弧,使得全部切入均从右边切入。点取应用。
注:有两个切入被删除,因为这两个
切入会产生过切。
不点取过切检查旗标,使用和上面相同设置,再次应用表格。
通过上面范例可见置过切检查为开的重要性。在此如果不设置过切检查旗标,产生出的刀具路径将存在过切。但在某些特殊的情况下,如加工倒勾形面或是多轴加工时,只有不设置过切检查旗标才能获得所需的结果。在这种情况下,应在刀具路径产生完毕后再进行过切检查并修改过切区域路径。
点取过切检查旗标。
延伸移动将在每条刀具路径段的始端或末端插入一条相切于刀具路径的直线移动,选取这种类型的切入或切出后,表格中的距离方框即被激活,使用此方框可指定延伸长度。
距离
距离
改变切入选项为延伸移动,距离值如下图所示。点取应用。
于是每一路径段的切入部分被修改,其结果如下图所示。
加框选项将在路径始端或末端的一等高层上插入一直线移动。选取此选项后,表格中的距离选项方框即被激活。距离值确定了方框移动的长度。如果选取了直线选项,除需设置距离选项外,还需设置角度选项,这样将在平面路径的一等高层上插入一带角度的直线切入或切出移动。
编辑刀具路径,使用一X平面对刀具路径进行剪裁,平面的X值为12,保存设置为外部。
改变切入选项为方框,参照下图填写表格并应用表格。
从上图可见,在模型的有一侧没有得到加框切入切出,这是由于在这一部分应用加框切入切出将会出现过切。
在切入的第二选择中选取半径3,角度90的垂直圆弧。
在切出页面中选取延伸移动10。
应用表格。
此选项仅在切入移动中有效,使用它可使刀具在指定的高度,以圆弧、直线或轮廓方式斜向切入路径。
设置切出为无。
设置切入为斜向,然后点取斜向按钮。
参照下图改变斜向选项并接受表格。
接受并应用表格。
同样,由于选取了过切检查选项,这样
在出现过切的模型区域将没有斜向切入
移动。
练习
尝试一些不同的切入切出选项,使用不同的查看角度观察所产生的刀具路径。
延伸是增加到刀具路径切入段之前或刀具路径切出段之后的一段额外的路径。例如在机床无法在圆弧移动中应用刀具补偿的情况下,可将直线延伸增加到圆弧切入/切出中,这样可在直线延伸移动中进行相应的调整。
延伸的几何选项和切入切出的几何选项完全相同。
激活刀具路径1_1_1。
设置切入为左水平圆弧,半径为5,角度为45度。
设置切出为无。
打开延伸页面,参照下图填写表格,然后点取应用。
重新设置延伸为无。
连接
为使刀具在零件表面的移动更加有效,可在邻近刀具路径间做连接处理。有多种定义连接的方法。
短/长分界值 - 用于区分长/短连接。任何比此值短的值将被认为是短连接,任何比此值长的连接将会被认为是长连接。
短连接可使用的选项有:安全Z高度,相对,掠过,在曲面上,阶梯下切,直线,圆弧,刀轴和刀轴安全Z高度。
长连接其有如下选项:安全Z高度,相对,掠过,刀轴和刀轴安全Z高度。
安全连接选项仅用在刀具路径的始端和末端,可使用的选项有安全Z高度,相对,掠过,刀轴和刀轴安全Z高度。
激活刀具路径1_1。
设置切入切出为无。
短连接移动
如图所示,长连接和短连接均撤回到
安全Z高度(缺省设置)。
相对
设置短连接为相对,下切距离(Z高度页面中)为2。
应用表格。
10mm 以下的短连接将首先撤回到安全 Z
高度,快速移动到相邻的刀具路径,然后
相对曲面快速下降 2mm ,最后下切到刀
具路径的开始位置。
掠过
设置短连接选项为掠过,如下图所示,设置掠过距离为6,应用表格。
于是短连接撤回到曲面和刀具路径间最高点以上6mm处,快速移动(紫色)到邻近刀具路径,自下一刀具路径快速下降2mm,然后以下切速率下降到刀具路径的开始点。
在曲面上
设置短连接选项为在曲面上,然后应用表格。
连接沿模型轮廓。此选项当长短连接
分界值设置相对较小的情况下很有
用。在短连接条件满足的情况下,刀
具将一直和曲面接触;在长连接条件
满足的情况下,刀具将提刀撤回,以
避免刀具在切入下一路径的过程中下
切到材料中的深的区域。
下切步距
在恒定高度做连接移动,直到到达下一刀具路径开始处,最后下切到曲面上。
直线
以直线方式做连接移动,移动到刀具路径的下一开始处。
圆弧
从一条刀具路径的末端到另一条刀具路径的始端以圆弧方式转换,这种连接方式通常用在刀具路径末端的几何形状为平行形状的情况,如当切入切出设置为无、延伸、加框或直线,角度设置为0的情况。圆弧-连接为一平面状实体,它和刀具路径的末端匹配,因此,如果模型中存在过切,则不能产生这种类型的连接。
和切入切出和延伸的设置一样,在进行一般的连接设置时,切记过切检查选项呈勾取状态。
设置短选项为圆弧并应用表格。
从左图可见,刀具路径间除3
个可能出现过切的部位外,其
它部分均以圆弧形式连接。
最后两个选项供多轴加工使用,本课程不包括这方面的内容。
刀轴
刀具沿刀轴快速撤回到安全Z高度。切入模型时,刀具自安全Z高度沿刀轴快速进刀,然后从开始Z高度开始以下切速率切入模型。
刀轴安全Z高度
刀具沿刀轴撤回到一指定距离,然后沿Z轴撤回到安全Z高度。下刀时,首先沿Z轴自安全Z高度开始下刀,然后沿刀轴下刀。沿刀轴的移动距离通过刀具路径切入切出和连接表格中的Z高度页面中的下切距离控制。