无铅焊锡替代方案
一.美国、欧洲、国际化标准组织及中国的可借鉴标准
1.美国的可借鉴标准
管道焊接用焊料及助焊剂中铅含量应低于0.2wt%;2000年6月,美国IPC Lead-Free Roadmap 第4版发表,建议美国企业界于2001年推出无铅化电子产品,2004年全面实现无铅化。
2.欧洲的可借鉴标准
管道焊接用焊料及助焊剂中铅含量应低于0.1wt%;2003年2月13日,欧洲议会与联盟部长会议组织,正式批准WEEE和ROHS的官方指令生效,强制要求自2006年7月1日起,在欧洲市场上销售的电子产品必须为无铅的电子产品;(个别类型电子产品暂时除外)。
3.国际标准化组织(ISO)提案
电子装联用焊料合金中铅含量应低于0.1wt%.
4.中国信息产业部提议
2003年3月,信息产业部拟定《电子信息产品生产污染防治管理办法》,提议自2006年7月1日起投放市场的国家重点监管目录内的电子信息产品不能含有Pb.
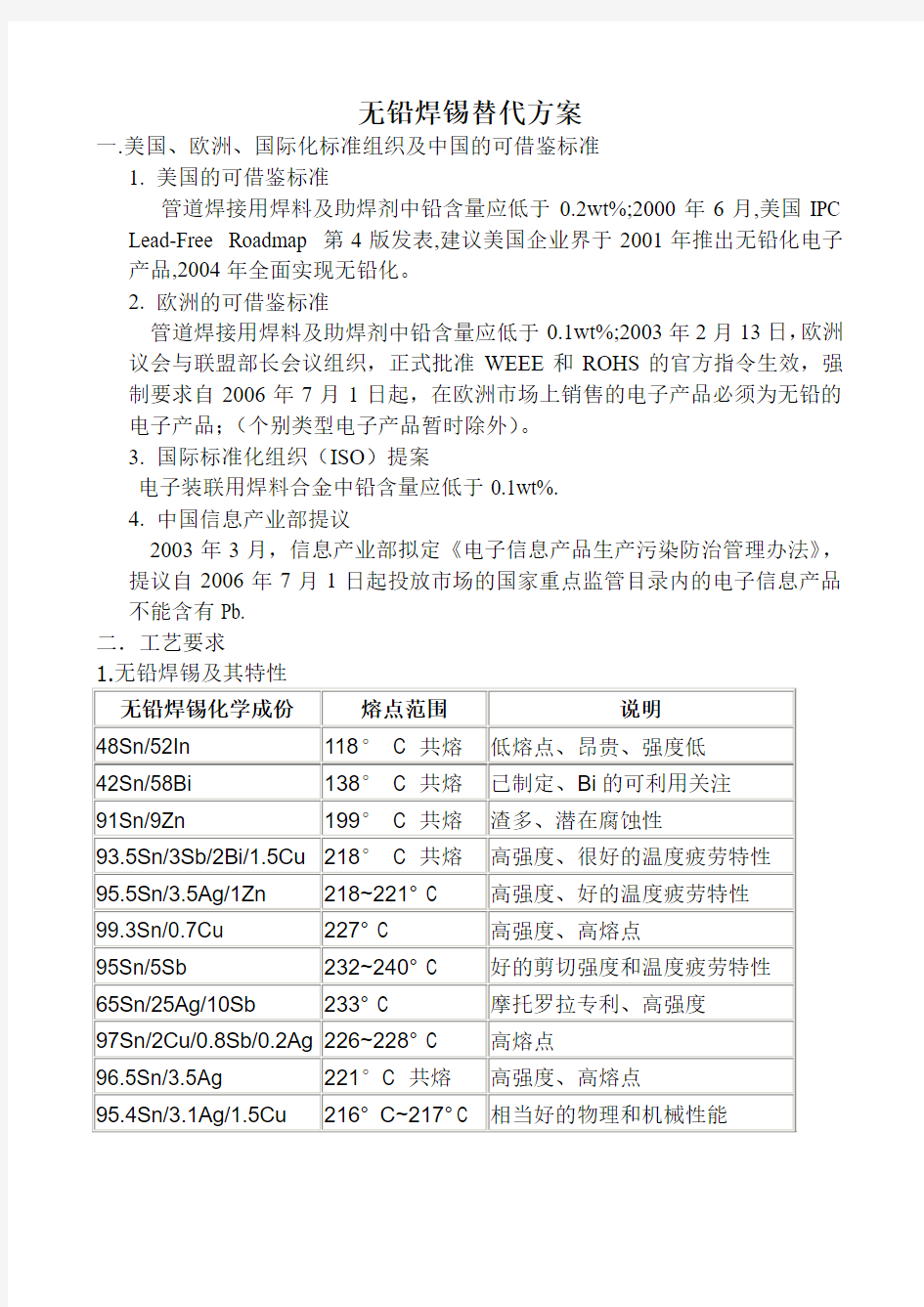
二.工艺要求
2.高熔点焊锡
2.1将影响到印刷电路板(PCB)制造和装配过程的几乎每个方面。由于大多数无铅合金具有比常用的锡/铅共晶合金(183°C)高得多的熔点(大约220°C),回流与波峰焊接温度不得不更高。这明显地意味着PCB要忍耐的回流与焊接温度将更高。
2.1高熔点焊锡将和现在广泛使用的基板材料,如FR-4,不相融合。另外,返工不得不采用高温,将大大增加对板损坏的可能性。
2.2在波峰焊接中使用高熔点焊锡的关键问题之一是,增加电容断裂的可能性。波峰焊接温度需要保持在大约230~245° C,高过锡/铅焊锡熔点大约45~65° C。一种熔点为220° C的无铅焊锡,要求265~280° C的波峰焊接温度,这增加了预热和波峰之间的温度差,增加了电容断裂的可能性。
2.3一般来说,几乎所有的无铅焊锡都比锡/铅共晶的润湿性能(扩散性)差,引起不良的焊脚。为了改善润湿性能,要求特别的助焊剂配方。无铅焊锡的疲劳特性也不太好,虽能在一份研究中,用高温95.6Sn/
3.5Ag(表四中最后一种合金)进行温度循环后,没有观察到焊接点完整性的退化。
2.4现时还没有混入式的无铅焊锡替代产品,虽然有些供应商把他们的焊锡描述成“几乎混入式的”。甚至这些要求返工的焊接烙铁的温度高达400° C(750° F),这在某些方面的应用是一个太高的温度,可能引起潜在的温度损坏。
3.低熔点焊锡
3.1当使用低温焊锡时,需要特殊的助焊剂,因为标准的助焊剂可能在低温下无活性。和低温焊锡有关的另一个温题是由于次共熔温度下,较低的流动性引起的润湿特性的减少。
3.2对低温应用,含铟焊锡正得到接受。一些公司正使用一种52In/48Sn的含铟焊锡,因为其较好的返工/返修特性。因为该合金的熔点在118° C(244° F),返工是在低温下进行,一般不会引起温度损坏。如果印刷电路板是镀金作防氧化用,那么,含铟焊锡可用来防止金流失。
三. 几种焊锡合金的比较
1. 95.4Sn/3.1Ag/1.5Cu及与其他锡/银/铜系统的比较
合金95.4Sn/3.1Ag/1.5Cu被认为是最佳的。其良好的性能是细小的微组织形成的结果,微组织给予高的疲劳寿命和塑性。对于0.5~0.7%铜的焊锡合金,任何高于大约3%的含银量都将增加Ag3Sn的粒子体积分数,从而得到更高的强度。可是,它不会再增加疲劳寿命,可能由于较大的Ag3Sn粒子形成。在较高的含铜量(1~1.7%Cu)时,较大的Ag3Sn粒子可能可能超过较高的Ag3Sn粒子体积分数的影响,造成疲劳寿命降低。当铜超过1.5%(3~3.1%Ag),Cu6Sn5粒子体积分数也会增加。可是,强度和疲劳寿命不会随铜而进一步增加。在锡/银/铜三重系统中,1.5%的铜(3~3.1%Ag)最有效地产生适当数量的、最细小的微组织尺寸的Cu6Sn5粒子,从而达到最高的疲劳寿命、强度和塑性。
据报道,合金93.6Sn/4.7Ag/1.7Cu是217°C温度的三重共晶合金3。可是,在冷却曲线测量中,这种合金成分没有观察到精确熔化温度。而得到一个小的温度范围:216~217°C。
这种合金成分提高现时研究中的三重合金成分最高的抗拉强度,但其塑性远低于63Sn/37Pb。合金95.4Sn/4.1Ag/0.5Cu比95.4Sn/3.1Ag/1.5Cu的屈服强度低。93.6Sn/4.7Ag/1.7Cu的疲劳寿命低于95.4Sn/3.1Ag/1.5Cu。如果颗粒边界滑动机制主要决定共晶焊锡合金,那么95.4Sn/3.1Ag/1.5Cu,而不是
93.6Sn/4.7Ag/1.7Cu,应该更靠近真正的共晶特性。
另外,95.4Sn/3.1Ag/1.5Cu比93.6Sn/4.7Ag/1.7Cu和95.4Sn/4.1Ag/0.5Cu 具有经济优势。
2. 95.4Sn/
3.1Ag/1.5Cu与与63Sn/37Pb比较
3.0~
4.7%Ag和0.5~1.7%Cu的合金成分通常具有比63Sn/37Pb更高的抗拉强度。例如,9
5.4Sn/3.1Ag/1.5Cu和93.6Sn/4.7Ag/1.7Cu在强度和疲劳特性上比
63Sn/37Pb好得多。93.6Sn/4.7Ag/1.7Cu的塑性较63Sn/37Pb低,而
95.4Sn/3.1Ag/1.5Cu的塑性比63Sn/37Pb还高。
3. 95.4Sn/3.1Ag/1.5Cu与与96.5Sn/3.5Ag比较
95.4Sn/3.1Ag/1.5Cu具有216~217°C的熔化温度(几乎共晶),比共晶的
96.5Sn/3.5Ag低大约4°C。当与96.5Sn/3.5Ag比较基本的机械性能时,研究中的特定合金成分在强度和疲劳寿命上表现更好。可是,含有较高银和铜的合金成分,如93.6Sn/4.7Ag/1.7Cu的塑性比93.6Sn/4.7Ag低。
4. 9
5.4Sn/3.1Ag/1.5Cu 与99.3Sn/0.7Cu比较
3.0~
4.7%Ag和0.5~1.5%Cu的锡/银/铜成分合金具有较好的强度和疲劳特性,但塑性比99.3Sn/0.7Cu低。
5. 推荐使用95.4Sn/3.1Ag/1.5Cu
最佳合金成分是95.4Sn/3.1Ag/1.5Cu,它具有良好的强度、抗疲劳和塑性。可是应该注意的是,锡/银/铜系统能够达到的最低熔化温度是216~217°C,这还太高,以适于现时SMT结构下的电路板应用(低于215°C的熔化温度被认为是一个实际的标准)。
总而言之,含有0.5~1.5%Cu和3.0~3.1%Ag的锡/银/铜系统的合金成分具有相当好的物理和机械性能。
四.成本及原材料的取得
1成本
另:深圳市华城锡业科技有限公司可提供无铅焊膏、焊丝、清洗剂等原材料。
3. Quotation Cookson Alpha Metals (Shenzhen) Co., Ltd
Product Description Package Unit Price
HKD RMB
(included 17% V A T)
Cleaner SC-10 5 Gallons / can 164.0 / Gallon 203.3 / Gallon
Solder Paste SAC305 OM338 6 Kg / box 625.0 / Kg
Solder Wire SAC305 Telecore Plus
Flux% P2
Diameter 1.0 mm 20 Kg / box 212.4 / Kg
Diameter 0.8 mm 20 Kg / box 216.4 / Kg
Diameter 0.6 mm 24 Lb / box 101.8 / Lb
Solder Bar SAC305 20 Kg / box 193.7 / Kg 240.2 / Kg
Remarks
Minimum order quantity: Cleaner, 10 Gallons. Solder Paste, 6 Kg. Solder Wire, (1.0 mm
& 0.8 mm, 40 Kg) , (0.6 mm, 48 Lb) , Solder Bar, 40 Kg.
Lead-time: Cleaner, one week. Solder Paste, 8 weeks. Solder Wire, 4 weeks.
Solder Bar, 2 weeks.
Delivery: Hong Kong (price in HKD). China (price in RMB).
Quoted prices are for reference only. Due to increasing solder material cost, customer is suggested to ask for the selling price before sending out PO.
五.替代步骤
1.无铅焊锡的知识培训。
2.组织工艺改进。
3.试验。
4.正式推广。
ISO工程师赵宇刚
2004年4月6日
无铅和有铅工艺技术特点对比表: 类别无铅工艺特点 有多种焊料合金可供选择,目前逐步同意为 Sn96.5Ag3Cu0.5(SAC305);最好回流焊接和波峰焊接无论是何种焊接方式,焊料合金一焊料合金成分都选择同一款焊料合金。但是考虑到成本,许多厂家波直采用Sn63Pb37,不会对生产现峰焊接会选择Sn99.3Cu0.7焊料。对生产现场焊料合 金的使用造成混乱 焊料合金使用混乱,目前有人提倡使用Cu的质量分数 焊料合金单一混乱 焊料合 波峰焊接用的锡条和手工焊接用的锡线,成本提高2.7 xx焊料成本 倍。回流焊接用的锡膏成本提高约1.5倍 焊料合金熔点 温度 焊料可焊性 焊点特点 焊料/焊端兼容 焊端中不能含铅性无论是波峰焊/回流焊/手工焊接,能耗比有铅焊接多 能耗焊接能耗 10%~15%
设备需 回流焊求手工焊接炉体长 更换烙铁头度曲线调整的灵活性 不需要更换需要添加新的波峰焊机不需要(提升产能例外)能耗较低焊端中可以含铅差 焊点脆,不适合手持和振动产品好焊点韧性好温度高217℃ 温度低183℃焊料成本低在1%~2%的合金,但是市场上还没有此类产品场焊料合金的使用造成混乱有铅工艺特点设备温区数量要多,以增加调整回流温度曲线灵活性。也可以采用多温区的设备,增强温印刷/贴片机 水清洗工艺不需要更换,但是印刷/贴片精度要求更高 不建议使用不需要更换 可以使用工艺窗口小,温度曲线调整较难。焊点空洞难以消除。工艺窗口大,温度曲线调整较易。 回流焊接 焊点xx不好 焊接工 焊点xx较好,锡槽合金杂质含量艺 波峰焊接 频繁度加大,有可能生产现场需要检测仪器 检测仪器手工焊接烙铁头损耗加快 可以沿用有铅时用的板材,最好采用高Tg板材。采用
手机装配及测试工艺流程
注:包含于本文件的信息属于深圳市和信通讯技术有限公司的财产,本文件的持有者应保守本文件之所有信息的机密,未经许可,不得向第三方泄漏或发布文件的全部或部分信息. 1目的 2 3 4 4.3焊盘---PCB 表面用于贴装、焊接元件而预留的非绝缘部分,也包括插孔。 4.4电烙铁---利用电能加热并可控制温度,以达到锡焊工艺条件的一种工具;主要由 电源、手柄、烙铁头、温控/调温器、加热器等组成。 4.5空焊/假焊——零件脚或引线脚与焊盘间没有锡或其它因素造成没有连接。
4.6极性反向——MIC/听筒等有极性的元件,极性对应错误。 4.7焊盘损伤——焊盘在制程过程中,受外力作用损坏,表现在划伤、氧化、脱落等。 4.8连锡/短路---焊盘间因锡连接形成通路,造成不良。 5职责 6
手工锡焊作业流程图(一) 6.2 锡焊原理 锡焊是通过扩散、润湿、形成合金层来达到金属间连接的; 扩散---在温度升高时,并达到一定近距离接触的情况下,金属原子在晶格点阵中呈热振动状态,会从一个晶格点陴自动地转移到其他晶格点阵;锡焊时,焊料和工件金属表面的温度较高,焊料与工件金属表面的原子相互扩散,于是在两者界面形成新的合金。 润湿---是发生在固体表面和液体之间的一种物理现象;在焊料和工件金属表 作业区清洁/整理 作业物料准备 烙铁点检 定位/加锡/焊接 修复/重工 焊接后自检 流入下工序 清洁/整理/关风/ 烙铁修复/更换 OK OK NG NG 作业完
面足够清洁的前提下,加热后呈熔融状态的焊料会沿着工件金属的凹凸表面,靠毛细管的作用扩展,焊料原子与工件金属原子靠原子引力互相起作用,就可以接近到能够互相结合的距离。 合金层---润湿后,焊点温度降低到室温,这时就会在焊接处形成由焊料层、 合金层和工件金属表层组成的结构;合金层形成在焊料和工件金属界面之间; 冷却时,合金层首先以适当的合金状态开始凝固,形成金属结晶,而后结晶向未凝固的焊料生长。 手工锡焊原理(二) 手工锡焊原理(三) 6.3电烙铁及烙铁头 烙铁温度每日点检: 将温度设置为作业要求的温度; 待加热指示灯开始闪烁时,将烙铁头放在温度测试头中间部位; 加锡使用烙铁头与测温头接触良好; 读取测出的温度是否与设定温度一致,温差应在±5℃范围内; 烙铁温度每月校准: 当烙铁温度点检出现异常或每月检查时,应对烙铁的实际温度和显示温
焊接所需的17个工具 烙铁 烙铁是焊接必备的工具,用于提温以使锡融化。 烙铁由一个发热芯,绝缘手柄和烙铁头组成。电通过电流后,电阻加热元件产生热量。便携式烙铁可用一小罐的燃气加热,通常用催化加热器加热而非火焰。 焊铁经常用于电子装配上的安装,维修和少量的生产工作中。大规模的生产线则用其它的焊接方法。大焊铁可以用来焊接金属薄片物体。 焊铁可分为低温焊铁,高温焊铁和恒温焊铁。根据性能不同,价格各异。 锡炉 锡炉,是一个小小的,有温度控制的炉子或者容器,喇叭口,用于导线上锡和烙铁头上锡。用锡炉来熔锡、浸焊小电路板、导线上锡、烙铁头重上锡等特别管用。锡炉在要求必须有可靠的温度控制的小规模工作中特别有用。
焊锡 焊锡材料是电子行业的生产与维修工作中必不可少的,通常来说,常用焊锡材料有锡铅合金焊锡、加锑焊锡、加镉焊锡、加银焊锡、加铜焊锡。 焊锡主要的产品分为焊锡丝,焊锡条,焊锡膏三个大类。应用于各类电子焊接上,适用于手工焊接,波峰焊接,回流焊接等工艺上。 分类:有铅焊锡、无铅焊锡 剥线钳 用于快速剥除电线头部的绝缘层。
剪钳 用于剪掉零件、元器件多余的引脚、导线或塑料。老虎钳 用于固定、夹紧或定位零件、线路板。 吸锡线
拆焊用。 吸锡线是一款专用的维修工具它的出现大大减少了电子产品的返工/修理的时间,并极大程度地降低了对电路板造成热损伤的危险。精密的几何编织设计保证了最大的表面张力和吸锡能力。 助焊剂 在焊接工艺中能帮助和促进焊接过程,同时具有保护作用、阻止氧化反应的化学物质。 助焊剂种类: 1.可溶于水的助焊剂 2.免洗助焊剂 3.松香助焊剂 水 用于清洗、润湿海绵作用。 耐酸毛刷 通常用于清洁含铅的助焊膏。
手工焊接工艺规范 1、目的 规范在制品加工中手工焊接操作,保证产品质量。 2、适用范围 生产车间需进行手工焊接的工序及补焊等操作。 3、手工焊接使用的工具及要求 3.1焊锡丝的选择: 直径为0.8mm或1.0mm的焊锡丝,用于电子或电类焊接; 直径为0.6mm或0.7mm的焊锡丝,用于超小型电子元件焊接。 3.2烙铁的选用及要求: 3.2.1电烙铁的功率选用原则: 1)焊接集成电路、晶体管及其它受热易损件的元器件时,考虑选用20W内热式电烙铁。 2)焊接较粗导线及同轴电缆时,考虑选用50W内热式电烙铁。 3)焊接较大元器件时,如金属底盘接地焊片,应选100W 以上的电烙铁。 3.2.2电烙铁铁温度及焊接时间控制要求: 1)有铅恒温烙铁温度一般控制在280~360℃之间,缺省设置为330±10℃,焊接时间小于3秒。 焊接时烙铁头同时接触在焊盘和元件引脚上,加热后送锡丝焊接。部分元件的特殊焊接要 求: SMD器件:焊接时烙铁头温度为:320±10℃;焊接时间:每个焊点1~3秒。 拆除元件时烙铁头温度:310~350℃(注:根据CHIP件尺寸不同请使用不同的 烙铁嘴。) DIP器件:焊接时烙铁头温度为:330±5℃;焊接时间:2~3秒 注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔相连, 上述温度无法焊接时,烙铁温度可升高至360℃,当焊接敏感怕热零件(LED、 CCD、传感器等)温度控制在260~300℃。 2)无铅制程 无铅恒温烙铁温度一般控制在340~380℃之间,缺省设置为360±10℃,焊接时间小于3秒,要求烙铁的回温每秒钟就可将所失的温度拉回至设定温度。 3.2.3电烙铁使用注意事项: 1)电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩短其寿命,同时 也会使烙铁头因长时间加热而氧化,甚至被“ 烧死” 不再“ 吃锡” 。 2)手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地,防静电恒温电烙 铁插头的接地端必须可靠接交流电源保护地。电烙铁绝缘电阻应大于10MΩ,电源线绝缘 层不得有破损。 3)将万用表打在电阻档,表笔分别接触烙铁头部和电源插头接地端,接地电阻值稳定显示值 应小于3Ω;否则接地不良。 4)烙铁头不得有氧化、烧蚀、变形等缺陷。烙铁不使用时上锡保护,长时间不用必须关闭电 源防止空烧,下班后必须拔掉电源。
手工焊接技术要求规范 1、目的 规范在制品加工中手工焊接操作,保证产品质量。 2、适用范围 生产车间需进行手工焊接的工序及补焊等操作。 3、手工焊接使用的工具及要求 3.1焊锡丝的选择: 直径为0.8mm或1.0mm的焊锡丝,用于电子或电类焊接; 直径为0.6mm或0.7mm的焊锡丝,用于超小型电子元件焊接。 3.2烙铁的选用及要求: 3.2.1电烙铁的功率选用原则: 1)焊接集成电路、晶体管及其它受热易损件的元器件时,考虑选用20W 内热式电烙铁。 2)焊接较粗导线及同轴电缆时,考虑选用50W内热式电烙铁。 3)焊接较大元器件时,如金属底盘接地焊片,应选 100W 以上的 电烙铁。 3.2.2电烙铁铁温度及焊接时间控制要求: 1)有铅恒温烙铁温度一般控制在280~360℃之间,缺省设置为330 ±10℃,焊接时间需小于3秒。焊接时烙铁头同时接触在焊盘和元件引 脚上,加热后送锡丝焊接。部分元件的特殊焊接要求:
SMD器件:焊接时烙铁头温度为:320±10℃;焊接时间:每个焊点1~3秒。 拆除元件时烙铁头温度:310~350℃(注:根据CHIP件尺寸不 同请使用不同的烙铁嘴。) DIP器件:焊接时烙铁头温度为:330±5℃;焊接时间:2~3秒 注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔 相连,上述温度无法焊接时,烙铁温度可升高至360℃,当焊接敏感怕 热零件(LED、CCD、传感器等)温度控制在260~300℃。 2)无铅制程 无铅恒温烙铁温度一般控制在340~380℃之间,缺省设置为360±10℃,焊接时间小于3秒,要求烙铁的回温每秒钟就可将所失的温度拉回至设定温度。 3.2.3电烙铁使用注意事项: 1)电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化 而烧断,缩短其寿命,同时也会使烙铁头因长时间加热而氧化,甚至被 严重氧化后很难再上锡。 2)手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须 可靠接地,防静电恒温电烙铁插头的接地端必须可靠接交流电源保护地。 电烙铁绝缘电阻应大于10MΩ,电源线绝缘层不得有破损。 3)将万用表打在电阻档,表笔分别接触烙铁头部和电源插头接地 端,接地电阻值稳定显示值应小于3Ω;否则接地不良。 4)烙铁头不得有氧化、烧蚀、变形等缺陷。烙铁不使用时上锡保 护,长时间不用必须关闭电源防止空烧,下班后必须拔掉电源。 5)烙铁放入烙铁支架后应能保持稳定、无下垂趋势,护圈能罩住 烙铁的全部发热部位。支架上的清洁海绵加适量清水,使海绵湿润不滴 水为宜。 3.3手工焊接所需的其它工具: 1)镊子:端口闭合良好,镊子尖无扭曲、折断。
有铅工艺和无铅工艺的区别 趋势 首先我们来看看有铅和无铅的趋势,随着国际环保要求逐步提高,无铅工艺成为电子产业发展的一个必然过程。尽管无铅工艺已经推行这么多年,仍有部分企业使用有铅工艺,但无铅工艺完全代替有铅这是一个必然的结果。但是无铅工艺在使用方面有些地方也许还不如有铅工艺,所以我们以后要研究的是如何让无铅工艺更好地替代有铅工艺。让rosh环保更广泛的普及,达到既盈利又环保的双赢目标。 现状 当前国内许多大公司也没有完全采用无铅工艺而是采取有铅工艺技术来提高可 靠性,在机车行业中西门子和庞巴迪等国际知名公司也没有完全采用无铅工艺进行生产,而是尽量豁免。 当前有许多专业也认为无铅技术还有许多问题有待于进一步认识,如著名工艺专家李宁成博士也认为当前的无铅工艺技术的发展还没有有铅技术成熟,如先前的无铅焊接采用的最多的Sn3Ag0.5Cu焊料合金,最近发现由于Cu的含量稍低,焊点可靠性有些问题,有人建议将Cu的质量分数提高到1%~2%,但是现在时常上还没有这种焊料合金的产品。同时无铅焊接的电子产品的可靠性数据远远没有有铅焊接生产的电子产品丰富。 比较 有铅工艺技术有上百年的发展历史,经过一大批有铅工艺专家研究,具有交好的焊接可靠性和稳定性,拥有成熟的生产工艺技术,这主要取决于有铅焊料合金的特点。 有铅焊料合金熔点低,焊接温度低,对电子产品的热损坏少;有铅焊料合金润湿角小,可焊性好,产品焊点“假焊”的可能性小;焊料合金的韧性好,形成的焊点抗震动性能好于无铅焊点。
无铅焊接工艺从目前的研究结果中摸索有可替代合金的熔点温度都高于现有的 锡铅合金。例如从目前较可能被业界广泛接受的“锡——银——铜”合金看来,起熔点是217℃,这将在焊接工艺中造成工艺窗口的大大缩小。理论上工艺窗口的缩小为从锡铅焊料的37℃降到23℃。实际上,工艺窗口的缩小远比理论值大。因为在实际工作中我们的测温法喊有一定的不准确性,加上DFM的限制,以及要很好地照顾到焊点“外观”等,回流焊接工艺窗口其实只有约14℃。 图:有铅工艺窗口和无铅工艺窗口对比 不只是工艺窗口的缩小给工艺人员带来巨大的挑战,焊接温度的提高也使得焊接工艺更加困难。其中一项就是高温焊接过程中的氧化现象。我们都知道,氧化层会使焊接困难、润湿不良以及造成虚焊。氧化程度除了器件来料本身要有足够的控制外,拥护的库存条件和时间、加工前的处理(例如除湿烘烤)以及焊接中预热(或恒温)阶段所承受的热能(温度和时间)等都是决定因素。 由于无铅焊接工艺窗口比起含铅焊接工艺窗口有着显著的缩小,业界有些人认为氮气焊接环境的使用也许有必要。氮气焊接能够减少熔锡的表面张力,增加其湿润性。也能防止预热期间造成的氧化。但氮气非万能,它不能解决所有无铅带来的问题。尤其是不可能解决焊接工艺前已经造成的问题。 在目前的回流焊接设备中,使用强制热风对流原理的炉子设计是主流。热风对流技术在升温速度的可控性以及恒温能力方面较强。在加热效率和加热均匀性以重复性等方面较弱。这些弱点,在含铅技术中体现的并不严重,许多情况下还可以被接受。随着无铅技术工艺窗口的缩小和对重复性的更高要求,热风对流技术将受到挑战。
无铅焊接技术的发展现状及未来发展趋势 摘要:电子产品生产中传统的焊接材料为锡铅合金,铅属于有毒重金属,对人体健康有害,早在1999年,欧美和日本等发达国家就已经提出了电子产品无铅化工艺,我国也在2003年做出了无铅化生产的相关规定,但由于无铅焊接工艺推广会带来一系列的问题,导致国内好多企业一直没有改变传统的焊接工艺,本文就无铅焊接技术的发展现状以及未来发展趋势来阐述无铅焊接的必然性和紧迫性。 关键词:无铅焊接发展现状 Sn/Pb合金发展趋势元器件 PCB 助焊剂焊接设备 引言 铅是一种多亲害性、对人体有毒的物质,主要损害人的神经系统、造血系统、消化系统,铅中毒也是引发白血病、肾病、心脏病、精神异常的重要因素之一。铅毒不仅对水污染,而且对土壤、空气均可产生污染,一旦环境产生严重铅污染,其治理的难度很大、周期甚长、经费支出巨大。电子制造业中大量使用的锡铅合金焊料(Sn/Pb) 是污染人类生存环境的重要根源之一。实现电子制造的全面无铅化,以减少环境污染,提升绿色制造竞争能力,以适应国内外市场对绿色电子产品的需求,是我国电子制造业以后势在必行的举措。 1、无铅焊接技术的发展现状 目前,无铅焊料的成分并没有统一的标准,通常是以锡为主体,添加其他金属,近几年来有关无铅焊料的研究工作发展很迅速。世界各大著名集团公司和研究机构都投人了相当的力量开展无铅焊料的研发。替代Sn/Pb合金的无铅焊锡合金材料有多种。目前已经得到应用的主要有Sn-Ag系列、Sn-Zn 系列、Sn-Bi系列焊料三大类。国内外专家一致认为,最有可能替代锡铅合金焊料的无毒合金是锡( Sn)基合金。无铅焊料主要以锡为主,添加Ag、Zn、Cn、Sd、Bi、In 等几种金属元素,通过焊料合金化来改善合金性能,提高可焊性。由于Sn-ln系合金蠕变性差,In极易氧化,且成本太高,Sn—Sb 系合金润湿性差、Sb还稍带毒性,这两种合金体系的开发和应用较少。实际上二元系合金要做成为能满足各种特性的基本材料是不完善的。目前最常见的无铅焊料,主要是以Sn-Ag、Sn-Zn、Sn-Bi为基体,在其中添加适量的其他金属元素所组成的三元合金和多元合金。他们与传统的Sn-Pb共晶合金焊锡比较如下表。现在市场上主要以锡/银/铜合金为主,取代锡/铅焊料的锡/银/铜合金可有不同的配比形式。日本倾向于96.5%锡/3.0%银/0.5%铜,北美更倾向于95.5%锡/3.9%银/0.6%铜,EU倾向于95.5%锡/3.8%银/0.7%铜。IPC推荐的三种焊料合金是:96.5%锡/3.0%银/0.5%铜,95.5%锡/3.8%银/0.7%铜,95.5%锡/4.0%银/0.5%铜。每种配比形式,供应商都做了大量实验分析,每一家都认为自己的焊料是取代锡/铅焊料的最佳选择。除此之外,表中列出多种可供选择的无铅焊料(用于回流焊的焊膏,用于波峰焊的合金棒,用于手工焊接的焊锡丝)。目前日本TUMURA、朝日、千住金属等公司的无铅焊膏、焊棒和焊丝等已经系列化。
有铅焊锡和无铅焊锡的区别 各种无铅焊锡的熔点关系Sn-Cu-Ni系227℃Sn-Ag系221℃Sn-Ag-Cu系219℃ Sn-Ag-Bi-In系208℃Sn-Zn系199℃Sn-Pb共晶183℃推荐使用温度一览CXG无铅焊台温度350℃~400℃回流炉温度230℃~240℃温度喷流炉245℃~255℃CXG 938无铅焊台特点:★ 惊人的升温速度,从室温上升至300℃绝不超过13秒,温度回升快,有利于频繁的焊接,温度保持不变,提高生产效率。★调节温度比市场同类焊台的调节温度更有利于生产,当需要调节温度时只要把温控旋钮按一下,则旋钮弹出,可根据生产需要调节温度,调节好以后,再按一下温度调节旋钮,旋钮锁住,可以预防生产过程中碰到旋钮而改变温度影响生产,旋钮锁住后,面板平坦,美观大方。★手柄轻巧,长时间使用绝不感到疲劳。★分体式设计,摆放容易,多种烙铁头选用,且更换方便。★普通及防静电型两种,以便配合不同工作之用。★手柄选择:909、909ESD 配C8无铅系列焊咀。规格:型号CXG 938 耗电75瓦特控制台938电焊台/938电焊台ESD 输出电压交流电30伏特温度范围摄氏200-480度/华氏392-896度发热组件CXG-1365陶瓷发热芯温度稳定±1℃(无负荷时)焊咀与接地间阻抗2Ω以下焊咀与接地间电位2mV以下重量(不包括电线)1500克(3.3磅)外形体积宽120 X 高93 X深170毫米 为什么要用无铅焊锡呢?主要海河是为了环保。下面的文章就说明了这个问题。 无铅热风整平的实践体会 摘要:本文通过对无铅与有铅热风整平工艺特性的对比,总结出无铅热风整平工艺的生产保养特点及工艺控制方法。 关键词:无铅热风整平无铅焊料浸锡时间除铜 1. 前言 随着欧盟颁布的二项环保新指令(WEEE和ROHS)在2006年7月1日正式实施,对PCB行业而言,这将面临一次严峻的考验,其影响将涉及到原材料、制造工艺、生产设备等方方面面。本公司为适应全球无铅化的潮流,也投资引进了一台垂直无铅喷锡机。该机在试生产及生产过程中,我们深感无铅与有铅热风整平具有很大区别。本文主要通过无铅与有铅热风整平的对比,介绍无铅热风整平在实际生产中的控制要点及异常问题的处理方法。 2. 无铅的定义和无铅焊料的选择 目前全球对无铅的定义尚未统一。欧盟称物质中的铅含量<0.1%为无铅,日本<0.1%,美国<0.2%称之为无铅。但是,实际控制中国际上普通认同铅含量<0.1%这个标准,而且只允许以不纯物形式存在,不允许有意添加。目前无铅焊料使用较为广泛的有Sn3.0Ag0.5Cu;Sn0.3Ag0.7Cu;
白蓉生细说无铅回焊 一、前言 所谓的Reflow,在表面贴装工业(SMT)中,是指锭形或棒形的焊锡合金,经过熔融并再制造成形为锡粉(即圆球形的微小锡球),然后搭配有机辅料(助焊剂)调配成为锡膏;又经印刷、踩脚、贴片、与再次回熔并固化成为金属焊点之过程,谓之Reflow Soldering(回流焊接)。此词之中文译名颇多,如再流焊、回流焊、回焊(日文译名)熔焊、回焊等;笔者感觉这只是将松散的锡膏再次回熔,并凝聚愈合而成为焊点,故早先笔者曾意译而称之为“熔焊”。但为了与已流行的术语不至相差太远,及考虑字面并无迂回或巡回之含意,但却有再次回到熔融状态而完成焊接的内涵,故应称之为回流焊或回焊。 图1左图为位于观音工业区的协益电子公司,其SMT现场安装之锡膏印刷机,为了避免钢板表面之锡膏吸水与风干的烦恼起见,全机台均保持盖牢密封的状态。右为开盖后所见钢板、刮刀及无铅锡膏刮印等外貌。 SMT无铅回焊的整体工程与有铅回焊差异不大,仍然是:钢板印刷锡膏、器件安置(含片状被动组件之高速贴片,与异形零件大形组件之自动安放)、热风回焊、清洁与品检测试等。不同者是无铅锡膏熔点上升、焊性变差、空洞立碑增多、容易爆板、湿敏封件更易受害等烦恼,必须改变观念重新面对。事实上根据多年量产经验可知,影响回焊质量最大的原因只有:锡膏本身、印刷参数以及回焊炉质量与回焊曲线选定等四大关键。掌握良好者八成问题应可消弭之于无形。 二、锡膏的制造与质量 2.1锡膏组成与空洞 锡膏是由重量比88-90%的焊料合金所做成的微小圆球(称为锡粉Powder),与10-12%有机辅料
图2 锡稿回焊影响其锡性与焊点强度方面的因素很多,此处归纳为五大方向,根据多年现场经验可知,以锡膏与印刷及回焊曲线(Profile)等三项占焊接品质之比重高达七八成以上,以下本文将专注于此三大内容之介绍,至于机器操作部分将不再著墨。 (即通称之Flux助焊剂)所组成;由于前者比重很大(7.4-8.4)而后者的比重很轻(约在1-1.5),故其体积比约为1:1。SAC无铅焊料之比重较低(约7.4),且因沾锡较差而需较多的助焊剂,因而体积比更接近1:1。故知锡粉完成愈合形成焊点之回焊后,其浓缩后的体积将不足印膏的一半。一旦外表先行冷却固化,深藏在内的有机物势必无法逃出,只好被裂解吹胀成为气体。此即锡膏回焊之各种焊点中,气洞或空洞(Voiding)无所不在的主要成因,其数量与大小均远超过波焊。 图3 无铅锡膏中之锡粉(Powder指微小球体)约占重量比88-90%,必须正圆正球形才能方便印刷中的滑动。由于硬度较软容易被压伤,故搅拌时要小心。左二图即为无铅锡粉之放大图。右图为锡膏中大小锡粉搭配成型的印著画面。 现行无铅锡膏以日系SAC305为主(欧系SAC3807,或美系SAC405等次之),日系尚另有SZB83,及SCN等。至于AIM公司的著名锡膏CASTIN(Sn2.5Ag0.8Cu0.5Sb)之四元合金在亚太地区则很少见到。 2.2锡粉制造与质量 将原始焊锡合金在氮气环境中先行熔成液态,继以离心力容器将之甩出来成为小球状的锡粉;或采氮气强力喷雾法,在氮气高塔中冷却及下降而成为另一种锡粉。
三防牌锡线,锡丝由三防电子焊锡厂生产,使用在线路板上的手工烙铁工艺焊接,成分由锡和铅合金组成。三防电子生产供应的有铅锡线,锡丝广泛适用于高档电子产品或高要求的电子、电气工业产品手机,安防控制板,变频器,冰箱,空调,风扇,LED显示屏,灯具,灯饰,节能灯,电磁炉,微波炉,电脑主板,板卡,显卡,充电器,电源,电子玩具等产品的电路板连接电路焊接工艺。三防电子焊锡线送货至深圳市,东莞市,广州市,江门市,中山市,佛山市,顺德,汕头市,珠海,上海,浙江,厦门,江苏,山东,江西,湖南,广西,辽宁,吉林,黑龙江,四川,重庆,安徽,湖北等全国各地。 有铅锡线的种类:
1、63/37锡线/6337焊锡丝(Sn63/Pb37) 2、免洗锡线/免洗焊锡丝(焊接后无需清洗焊点) 3、高温锡线/高温焊锡丝(280度以上高温焊接) 4、小松香锡线/小松香焊锡丝(助焊剂<1.6%) 5、实芯型锡线/实芯焊锡丝(实芯不含助焊剂) 三防电子线路板有铅锡线的特点: 润湿性好,上锡速度快; ?焊锡时不会溅弹松香; ?内松香分布均匀,不断芯; ?烙铁头浮渣少; ?自动走焊接时锡丝不会缠结,不阻塞导管。 锡线种类 松香芯三防牌锡线、水溶性三防牌锡线、镀镍三防牌锡线、低温荷花牌锡线、高温三防牌锡线、含银荷三防锡线、消光三防牌锡线、实心三防锡线、焊铝三防牌锡线,可提供各种特殊用途三防牌锡线供客户选择。
三防牌有铅锡线 提供800克/卷20卷/箱1千克/卷20卷/箱的包装,同时还可以给客户提供非标准定做的包装。我们提供0.8和1.0最常用的线径产品,也可以定做0.6到2.0之间的非常用线径有铅锡线产品 我们对珠三角地区提供快递送货上门,货到收款,快递代收服务,对于广东省以外的客户我们提供款到发货,不含运费。 深圳市三防焊锡有限公司成立于2001年四月八日,专业研究,制造、销售焊锡产品,助焊剂和焊锡相关化学产品,有多年历史。主要研究生产绿色环境焊锡。无
表面组装技术中的无铅焊接工艺 发表时间:2009-05-22T13:04:37.873Z 来源:《中小企业管理与科技》2009年5月上旬刊供稿作者:任红星[导读] 本文就无铅焊接材料、工艺以及带来的新课题谈谈无铅焊接的必然性和紧迫性。摘要:电子产品生产中传统的焊接材料为锡铅合金,铅属于有毒重金属,对人体健康有害,早在1999年,欧美和日本等发达国家就已经提出了电子产品无铅化工艺,我国也在2003年做出了无铅化生产的相关规定,但由于无铅焊接工艺推广会带来一系列的问题,导致国内好多 企业一直没有改变传统的焊接工艺,本文就无铅焊接材料、工艺以及带来的新课题谈谈无铅焊接的必然性和紧迫性。关键词:无铅焊接 Sn/Pb合金元器件 PCB 助焊剂焊接设备0 引言 铅是一种多亲害性、对人体有毒的物质,主要损害人的神经系统、造血系统、消化系统,铅中毒也是引发白血病、肾病、心脏病、精神异常的重要因素之一。铅毒不仅对水污染,而且对土壤、空气均可产生污染,一旦环境产生严重铅污染,其治理的难度很大、周期甚长、经费支出巨大。电子制造业中大量使用的锡铅合金焊料(Sn/Pb) 是污染人类生存环境的重要根源之一。实现电子制造的全面无铅化,以减少环境污染,提升绿色制造竞争能力,以适应国内外市场对绿色电子产品的需求,是我国电子制造业以后势在必行的举措。 1 无铅焊料研究与推广 目前,无铅焊料的成分并没有统一的标准,通常是以锡为主体,添加其他金属,近几年来有关无铅焊料的研究工作发展很迅速。世界各大著名集团公司和研究机构都投人了相当的力量开展无铅焊料的研发。替代Sn/Pb合金的无铅焊锡合金材料有多种。目前已经得到应用的主要有Sn-Ag系列、Sn-Zn系列、Sn-Bi系列焊料三大类。国内外专家一致认为,最有可能替代锡铅合金焊料的无毒合金是锡( Sn)基合金。无铅焊料主要以锡为主,添加Ag、Zn、Cn、Sd、Bi、In 等几种金属元素,通过焊料合金化来改善合金性能,提高可焊性。由于Sn-ln系合金蠕变性差,In极易氧化,且成本太高,Sn—Sb系合金润湿性差、Sb还稍带毒性,这两种合金体系的开发和应用较少。实际上二元系合金要做成为能满足各种特性的基本材料是不完善的。目前最常见的无铅焊料,主要是以Sn-Ag、Sn-Zn、Sn-Bi为基体,在其中添加适量的其他金属元素所组成的三元合金和多元合金。 2 无铅焊接技术引发的新课题 目前,无铅焊技术主要应用在电子元件组装领域,其存在的形态为焊条、焊丝、焊膏。其应用范围主要在各种电子、电器产品,印制电路板(PCB)的组装。影响无铅焊接技术的应用的因素很多。要使无铅焊接技术得到广泛应用,还必须从电子组装焊接这个系统工程的角度来解析和研究。 2.1 元器件目前开发已用于电子产品组装的无铅焊料,熔点一般要比有铅焊料高,所以要求元器件耐高温,而且无铅化,即元器件内部连接和引出端(线)也要采用无铅焊料和无铅镀层。 2.2 PCB 无铅焊接要求PCB的基础材料耐更高温度,焊接后不变形,表面镀覆的无铅共晶合金材料与组装焊接用无铅焊料兼容,而且要考虑低成本。 2.3 焊接工艺与设备焊接设备要适应新的焊接温度的要求,例如需要加长预热区或更换新的加热元件。若采用波峰焊,则波峰焊焊槽、机械结构和传动装置都要适应新的要求,锡锅的结构材料与焊料的一致性(兼容性)要重新匹配。采用再流焊时,为了提高焊接质量和减少焊料的氧化,有必要采用行之有效的抑制焊料氧化技术和采用惰性气体( 如N2) 保护焊技术。同时,采用先进的再流焊炉温测控系统也是解决无铅焊工艺窗口较窄带来的工艺问题的重要途径。 2.4 助焊剂为满足无铅焊料焊接的要求,需要开发新型的氧化还原能力更强和润湿性更好的助焊剂。新开发的助焊剂要与焊接预热温度和焊接温度相匹配,而且要满足环保的要求。迄今为止,实际测试证明,免清洗助焊剂用于无铅焊料焊接效果更好。 2.5 工艺流程在SMT工艺流程中,无铅焊料的涂敷印刷、元件贴装、焊接和住焊接残留物清洗以及焊接质量检验都是新的课题。 2.6 废料回收从含Ag的Sn基无铅无毒的绿色焊料中分离Bi 和Cu将是非常困难的,如何回收Sn-Ag合金又是一新课题。 3 影响SMT无铅焊技术的几个因素 3.1 工艺温度在无铅回流焊接中,无铅焊锡影响工艺温度,因此影响到加热温度曲线。为了以较低的维护停机时间保持机器的清洁,需要一个适当的助焊剂流动管理系统。 3.2 冷却系统无铅焊接中推荐一个受控的冷却系统,因为一旦炉子具有适当的冷却能力,液化以上的时间,晶粒结构和板子出来的温度都可以界定自然需要更多的室温风扇。而推荐使用的是一个高级的直接空气、完全集成的、排热系统。这个系统设计用于以较低的氮气消耗提供良好的冷却。 3.3 助焊剂的选择由于较高的工艺温度,无铅焊接要求与含铅焊锡不同的助焊剂。助焊剂类型决定哪一种预热配置最适合干该工艺。选择一种具有快速变换配置灵活性的波峰焊接机器。预热模块应该容易交换,以找到对每个个别工艺的最佳安排。 3.4 焊脚和空洞在无铅焊接中,会发生一些特别的缺陷,诸如焊脚提起和焊须。但其他缺陷,如焊点中的空洞,也似乎比Sn/Pb 中发生的多。焊脚开起是在冷却阶段,它是焊接元脚从电镀通孔周围铜焊盘的一种分离。焊脚开起的主要原因是合金化合物、铜焊盘、板厚度与材料的温度膨胀系数的不匹配。焊脚开起主要发生在含秘合金与铅污染结合的时候空洞形成的原因很多。空洞可能是固化期间电镀孔的排气可能会在焊锡中产生空洞,空洞也可能是焊接点润湿不够的结果。 3.5 回流工艺回流工艺中的变量包括机器和数据记录参数。机器参数包括传带速度、参考温度以上的时间、平均温度、最低温度、最高温度和达到最高温度的时间。特征是指焊接缺陷,如空洞、跳焊、焊球,焊桥和元件竖立。提高合格率和降低机器停机时间是无铅焊接引人之后必须达到的目标。在开始无铅工艺之后,要努力建立一个可以重复测量的工艺,一个合理计算工艺的能力,一个合理计算工艺能力值的方法和一个使用该数据校准机器的方法。 4 结束语 本文阐述了SMT中无铅焊料的组分系列和无铅焊接工艺引发的一些新课题,以及SMT焊接技术,希望业内人士批评指正,以供相互交流探。 参考文献: [1]王卫平,陈粟宋.电子产品制造工艺.
無鉛焊錫 “即使鉛的使用在電子焊錫中被禁止,也不會解決全部的鉛中毒問題” 磊.普拉薩德(美) 錫/鉛(Tin/Lead)成分的焊錫是電子裝配中最常用的焊錫,可是,在去年,整個工業出現一股推動力向無鉛焊錫轉換。其理由是人們越來越瞭解有關鉛的使用及其對人類健康的不良影響。 與鉛有關的健康危害包括神經系統和生育系統紊亂、神經和身體發育遲緩。鉛中毒特別對年幼兒童的神經發育有危害。 已有法律來控制鉛的使用,例如,鉛在鉛錘、汽油和油畫中的使用有嚴格的規範,在美國從1978 年起,鉛在消費油畫中的使用已被禁止,其他相關的法規在美國、歐洲和日本正在孕育之中。表一顯示了鉛在各種産品中的使用量,蓄電池占鉛用量的80%,電子焊錫大約占所有鉛用量的0.5%,即使鉛在電子焊錫中的使用被禁止,也不能解決全部的鉛中毒問題。可是,電子焊錫中的0.5%的鉛數量上還是可觀的。 代替鉛的元素
電子工業正在尋找無鉛焊錫,能夠取代普遍接受和廣泛使用的錫/鉛焊錫。研究與開發的努力集中在潛在的合金上面,這種合金要提供與錫/鉛共晶焊錫相似的物理、機械、溫度和電氣性能。表二是可以取代鉛的金屬及其相對成本。 除了成本之外,還必須瞭解考慮作爲鉛替代的元素的供需情況。如表三所示,含鉍合金從可利用資源的出發點上是無希望的,現在可利用得鉍供應可能被全部用完,如果將此合金廣泛用於正在蓬勃發展的電子工業。 從表二所顯示的潛在替代金屬的相對價格看,很明顯,許多無鉛焊錫將比其替代的錫/鉛焊錫貴得多。例如,銦(In)是用來取代鉛的主要元素之一,但它是一種次貴重金屬,幾乎和銀一樣貴。可是應該注意,所建議的焊錫合金的高成本在決定最終産品價格時,並不象最初所顯示的那麽重要。因
无铅焊接技术论文 因为环境保护的责任和市场竞争的需要 ,无铅焊接技术的应用是必然趋势。下面是为大家精心推荐的无铅焊接技术论文,希望能够对您有所帮助。 无铅手工焊接工艺分析 摘要:目前电子产品生产已经基本实现无铅化,手工焊接是最基础的焊接方法,而电烙铁是手工无铅焊接的主要工具。从无铅与有铅焊料工艺窗口的比较、手工焊接工具的选择、电烙铁的操作方法、手工焊接温度曲线及其热能量传导方面对手工焊接工艺进行分析,探讨如何提高手工焊接的工艺水平。 关键词:无铅手工焊接焊接工艺分析 :TG441 :A :1007-3973(xx)001-060-03 尽管随着贴片技术与波峰焊技术的普遍使用,电子制造对手工的焊接使用慢慢减少,但是在产品试制、科学研究、学校实训和产品维修过程中手工焊接仍然需要。手工焊接是自动焊接的基础,也是电子工程人员必须掌握的基本技能。xx年以前我国基本都是有铅的焊接,欧盟从xx 年7月1日起在消费类电子产品中禁用铅,我国
也从xx年3月1日起对电子产品推行无铅化,现在已经基本实现无铅化了。电烙铁是手工无铅焊接的主要工具,理论实践但可以指导实践,只有深刻领会“焊接温度”、“焊接时间”的含意,通过理论的指导再加上勤奋的练习才能把电烙铁使用好。 1 有铅与无铅焊料工艺窗口比较 无铅焊料种类繁多,不同国家有不同的指定材料,SAC305是我国常用的无铅焊料,即Sn-3.0Ag-0.5Cu(Sn-Ag-Cu系)。焊料对整个工艺的可操作性、可靠性等方面起着决定性的作用,无铅焊料与有铅焊料Sn63Pb37相比有不同特性。图1中分别是锡铅焊料与无铅焊料的手工焊接工艺窗口。 PCB损坏温度区,温度为300℃左右,焊点达到这个温度会造成PCB焊盘损坏;元器件损坏温度区,温度为260℃左右,焊点达到这个温度会造成元件损坏;回流焊接温度区;虚线为焊锡熔点温度;助焊剂活化区,为该区域的下半部分。 从图1可知,Pb-Sn焊料的回流焊接温度为215℃ -230℃,无铅回流焊接温度为245℃ -255℃左右。若以元器件损坏温度为260℃为顶线,焊料的回流焊接温度为底线,则两线之间的温度差称为“焊接工艺窗口”。Pb-Sn焊料的工艺窗口为40℃左右;无铅焊料
: 编号SYD/QP-PD-QTGY-09 手工焊接工艺规范 2.00 版本: 修订页 修订前修订后修订人审核人修订日期编号章节名称修订内容简述批准人版本号版本号蒋灵洁 001 2010-10-13 / 创建V1.00 全文赵科王国胜 2011-06-30 修改全文002 V1.00 郝贵喜 V2.00 赵科
手工焊接工艺规范 1.目的: 规范生产手工焊接作业,保证手工焊接质量. 2.范围: 生产手工焊接人员。 3.内容: 3.1.手工焊接设备及工具 1)恒温电烙铁:恒温烙铁主要由以下部分构成,见下图 2)焊锡丝 丝分有铅焊锡丝与无铅焊锡丝。焊锡常用有铅焊锡丝为:SnPb(Sn63%Pb37%)的焊锡丝,无铅焊锡丝为:SAC(96.5%SN 3.0%AG0.5%CU),其里面是空心的,这个设计是为了存储助焊剂(松香),使
在加焊锡的同时能均匀的加上助焊剂。 焊锡丝的作用:达到元件在电路上的导电要求和元件在PCB板上的固定要求。 3)助焊剂 手焊时使用助焊剂,有以下作用: 去除金属表面的氧化物?. 去掉金属表面的杂质或污垢 ?防止金属表面再次氧化? 3.2 电烙铁 3.2.1电烙铁基本结构:如下圖4个基本部分构成,﹑能量转换部(加热器)﹑手柄﹑电源线电烙铁一般由蓄热部(烙铁头) 所示。 烙铁头的尺寸与焊接点是否合适,是影响焊接品质的一个重要因素。下图是常用烙铁头得形状。B/C型烙铁头为了使短时间内结合部能达到最适合的温度,可以使用 : 3.2.2电烙铁的选用通常条件下电烙铁选用可参照是决定能否达成良好焊接的重要工具. 电烙铁给接合金属供给热量,下表的选择条件,实际选用依据实际作业情况选择。 3.2.3电烙铁的要求: 1)手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地,防静电恒温电烙铁
表面组装技术中的无铅焊接工艺 电子产品生产中传统的焊接材料为锡铅合金,铅属于有毒重金属,对人体健康有害,早在1999年,欧美和日本等发达国家就已经提出了电子产品无铅化工艺,我国也在2003年做出了无铅化生产的相关规定,但由于无铅焊接工艺推广会带来一系列的问题,导致国内好多企业一直没有改变传统的焊接工艺,本文就无铅焊接材料、工艺以及带来的新课题谈谈无铅焊接的必然性和紧迫性。 标签:无铅焊接Sn/Pb合金元器件PCB 助焊剂焊接设备 0 引言 铅是一种多亲害性、对人体有毒的物质,主要损害人的神经系统、造血系统、消化系统,铅中毒也是引发白血病、肾病、心脏病、精神异常的重要因素之一。铅毒不仅对水污染,而且对土壤、空气均可产生污染,一旦环境产生严重铅污染,其治理的难度很大、周期甚长、经费支出巨大。电子制造业中大量使用的锡铅合金焊料(Sn/Pb) 是污染人类生存环境的重要根源之一。实现电子制造的全面无铅化,以减少环境污染,提升绿色制造竞争能力,以适应国内外市场对绿色电子产品的需求,是我国电子制造业以后势在必行的举措。 1 无铅焊料研究与推广 目前,无铅焊料的成分并没有统一的标准,通常是以锡为主体,添加其他金属,近几年来有关无铅焊料的研究工作发展很迅速。世界各大著名集团公司和研究机构都投人了相当的力量开展无铅焊料的研发。替代Sn/Pb合金的无铅焊锡合金材料有多种。目前已经得到应用的主要有Sn-Ag系列、Sn-Zn系列、Sn-Bi系列焊料三大类。国内外专家一致认为,最有可能替代锡铅合金焊料的无毒合金是锡( Sn)基合金。无铅焊料主要以锡为主,添加Ag、Zn、Cn、Sd、Bi、In 等几种金属元素,通过焊料合金化来改善合金性能,提高可焊性。由于Sn-ln系合金蠕变性差,In 极易氧化,且成本太高,Sn—Sb系合金润湿性差、Sb还稍带毒性,这两种合金体系的开发和应用较少。实际上二元系合金要做成为能满足各种特性的基本材料是不完善的。目前最常见的无铅焊料,主要是以Sn-Ag、Sn-Zn、Sn-Bi为基体,在其中添加适量的其他金属元素所组成的三元合金和多元合金。 2 无铅焊接技术引发的新课题 目前, 无铅焊技术主要应用在电子元件组装领域,其存在的形态为焊条、焊丝、焊膏。其应用范围主要在各种电子、电器产品,印制电路板(PCB)的组装。影响无铅焊接技术的应用的因素很多。要使无铅焊接技术得到广泛应用,还必须从电子组装焊接这个系统工程的角度来解析和研究。 2.1 元器件目前开发已用于电子产品组装的无铅焊料,熔点一般要比有铅焊料高,所以要求元器件耐高温,而且无铅化,即元器件内部连接和引出端(线)也要采
手工焊接工艺操作规范 一、目的 规范手工焊接的工艺流程,保证产品焊接品质,降低不良品的产生,延长电烙铁的使用寿命。 二、所用工具 电烙铁(高温海绵)、焊台、焊锡丝、助焊剂,镊子、斜口钳、吸锡线、毛刷(或棉签)、酒精、检测设备 三、电烙铁使用规范 1.电烙铁握持方法 焊接时一手拿烙铁,一手拿焊锡丝:焊锡丝握法如下图一所示,电烙铁握法如下图二所示。对于小功率烙铁建议使用“握笔法”,对于比较重的大功率电烙铁可以使用“正握法”或“反握法”。 图一焊锡丝握法图二电烙铁握法 2.电烙铁使用温度 焊锡熔点为230℃左右,焊接温度由实际使用情况决定,每个焊点最长不要超过五秒。一般物料电烙铁头实际温度为350℃±20℃,表面贴装物料烙铁温度为310℃±10℃。 特殊物料特别设置温度:
3.电烙铁使用基本步骤 手工焊接时,一半按照图三中五个步骤进行(即五步操作法),完成焊接各步骤一般在3~5秒内,对于小元件或特殊敏感元器件时间甚至更短。 (1)准备 如图(a)所示,将所需要使用到的工具准备好,放置在便于操作的地方。 焊接前先将预热好的烙铁头在湿润的海绵上擦洗干净,去除氧化物与残渣。 然后把少量的焊锡丝加到清洁的烙铁头上,也就是常说的让烙铁头吃锡, 使烙铁头处于可焊接状态; (2)加热 如图(b)所示,将烙铁头放置在被焊接的焊接点上,是焊接点升温,烙铁 头上可视情况带有少量的焊料,可是热量较快传到焊点上。 (3)加焊锡 如图(c)所示,将焊接带你加热到一定温度后,用焊锡丝接触到焊接件处, 融化适量焊料。 (4)去焊锡 如图(d)所示,当焊锡丝适当融化后,迅速移开焊锡丝。焊锡丝的多少控 制是非常重要的,在融化焊料时应注意观察和控制。 (5)去烙铁
无铅回流焊接工艺温度曲线冷却速率至关重要 https://www.doczj.com/doc/f81412630.html,作者:https://www.doczj.com/doc/f81412630.html, 来自:电子查询网点击:0 时间:2005-6-13 作者:Ursula Marquez,工艺研究工程师和Denis Barbini博士,高级技术经理,维多利绍德(Vitronics Soltec)有限公司 良好可控的回流工艺影响焊接质量。对无铅焊接,各种不同的回流参数及工艺、材料与成品率和质量的关系,再次成为今天研究的主题。由于现在的强制对流回流炉子的设计可以获得并控制很好的热稳定性和一致性,许多问题已经可以得到回答或解决,比如最高温度对零件可靠性的影响,如何降低回流最高温的要求,焊料成份的影响,减小ΔT的重要性,焊料在液态的滞留时间,以及焊料和助焊剂的匹配兼容性,等。但是人们通常忽略了对冷却速率在焊接质量和成品率影响的研究和评估。 传统电子组装的冷却仅仅强调PCB板子的出炉温度和快速的回流回流速度,当无铅材料出现的时候,这个问题又被重新拿出来讨论。最近的研究显示冷速率影响了焊接的微细构造的形成和最终焊接质量。更快的冷却速率被采纳和应用,还因为快冷却速率的好处包括降低出炉温度,降低PCB板子、板子的镀层、热敏感性元器件、助焊剂和焊料在高温的时间, 减少金属化合物的形成。然而,人们仍然面临这样的矛盾,即比较慢的冷却率可以减少不同热膨胀或热容量系数材料中的内应力。这份报告研究和阐述了冷却的速率在回流工艺中的重要影响。其中描述了冷却过程中焊接剪切力及微观组织的变化趋势,和不同板子的焊接表面材料对焊接力的影响。为发展复杂无铅工艺找到了几把钥匙。 实验 研究使用了一个标准的有可控冷却系统的回流炉。板子是一块放满元器件的中等尺寸的板子(33cmx40.6cm,1.25kg)。当三个冷却区被配置达到慢的和快速的冷却率的时候,加热部分的温度曲线保持不变。温度测量使用了一个标准的数据装置和新的标准的热电偶。用紫外线可修整的粘胶把热电偶粘在二个代表板子最冷的和最热的位置的器件上。先前就对这些元器件做过了一些评估。无铅回流曲线的冷却斜率是以最高温度和200°C之间来计算取值的。 在当今使用典型的板子和现代的强制对流的回流回流炉时,冷却速率决定了焊料在液态的 时间和冷却的速度。 本研究共使用三种板子,它们是铜有机(Cu-OSP),无电镀的镍-金(ENIG)和渗锡(ImmSn)表层的板子。板子基体材料包括玻璃化的,四功能化合物FR-4环氧基树脂,它具有175°C的玻璃化转变温度,厚度有0.81毫米。焊接区域直径是0.56毫米。 所有对无铅做的回流模拟实验都使用了一种非洁净的有点粘的助焊剂。助焊剂是用一个小模板手动刷到板子上的。使用小镊子人工把焊球放置在板子上。实验选用了63Sn/37Pb和 95.5Sn/3.8Ag/0.7Cu材料,0.76毫米的焊球。 回流曲线 样品大小需要裁减以适合热量计(DSC)的大小。热量计是一个在氮环境中工作的炉子。每一组实验配置,无论无铅还是有铅焊料,每一个板子都跑8次同样的回流曲线。每块板子上焊4个焊球。每个曲线都用了Omega型号K的热电偶和可用紫外修整的粘结剂。实验设计调查了焊料在