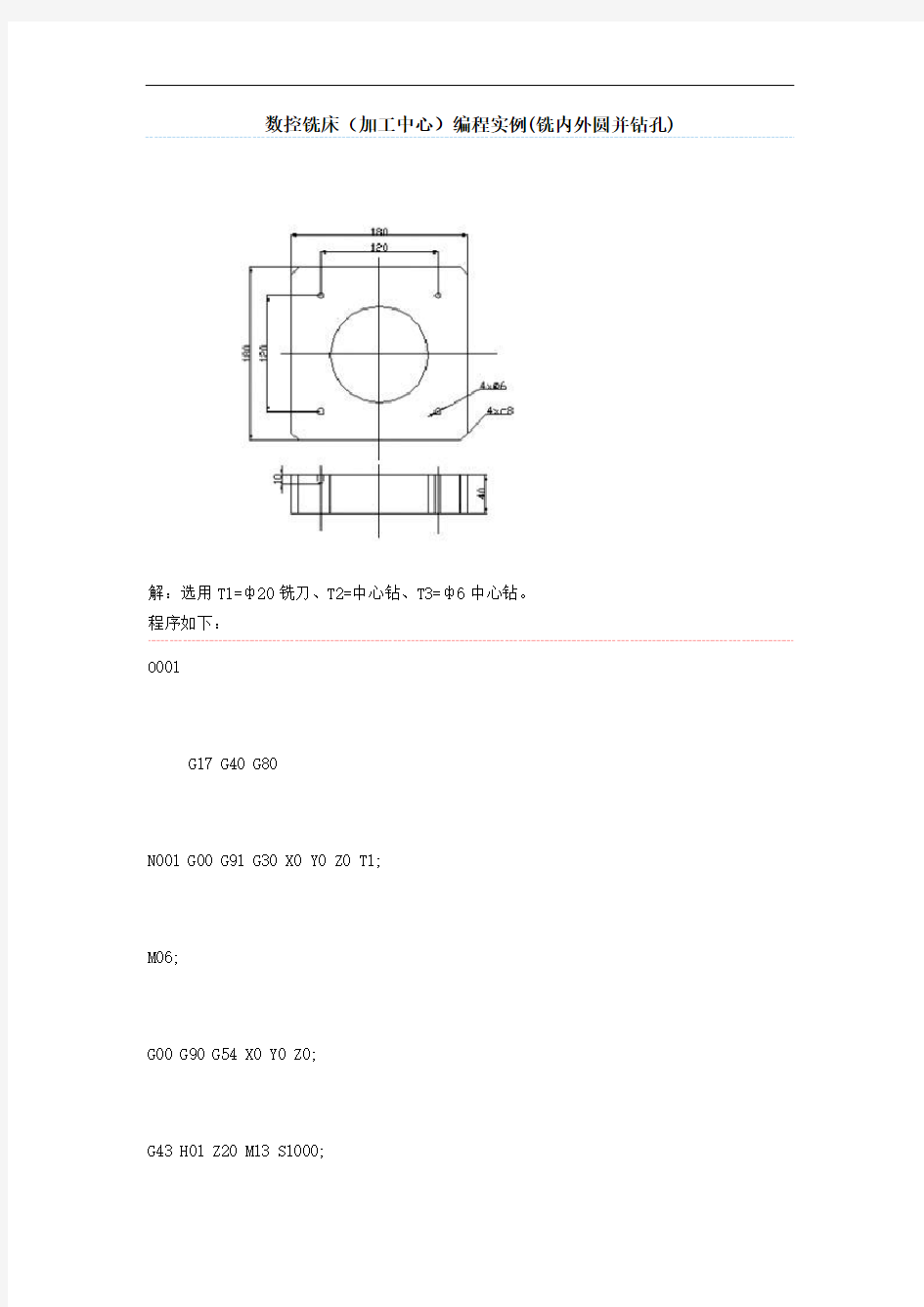
数控铣床(加工中心)编程实例(铣内外圆并钻孔)
解:选用T1=ф20铣刀、T2=中心钻、T3=ф6中心钻。
程序如下:
O001
G17 G40 G80
N001 G00 G91 G30 X0 Y0 Z0 T1;
M06;
G00 G90 G54 X0 Y0 Z0;
G43 H01 Z20 M13 S1000;
Z-42.;
G01 G42 D01 X-50. F400;
G02
G00 Y0.;
G40 Z100.;
G00 G90 G54 X-110. Y-100.; Z-42.;
G01 G41 X-90. F500;
Y82
X-82. Y90.;
X82.;
X82. Y90.;
X-82.;
X82. Y-90.;
X-82.;
G00 Z100.;
G40;
N002 G00 G91 G30 X0 Y0 Z0 T1; M06;
G00 G90 G54 X-60. Y-60.;
G43 H02 Z10 M03 S2000;
G99 G81 Z-3. R5. F150;
Y60.;
X60.;
Y-60.;
GOO G80 Z100.;
N003 G91 G30 X0 Y0 Z0 T3; M6;
G00 G90 G54 X-60. Y-60.; G43 H02 Z10 M03 S2000;
G99 G81 Z-12 R3. F150;
Y60.;
X60. Z-42.;
Y-60.;
GOO G80 Z100.;
G00 G28 Y0;
数控加工工艺分析主要包括的内容
数控加工工艺分析的主要内容实践证明,数控
加工工艺分析主要包括以下几方面:
1)选择适合在数控机床上加工的零件,确定工序内容。
2)分析被加工零件图样,明确加工内容及技术要求,在此基础上确定零件的加工方案,制定数控加工工艺路线,如工序的划分、加工顺序的安排、与传统加工工序的衔接等。
3)设计数控加工工序。如工步的划分、零件的定位与夹具的选择、刀具的选择、切削用量的确定等。
4)调整数控加工工序的程序。如对刀点、换刀点的选择、加工路线的确定、刀具的补偿。
5)分配数控加工中的容差。
6)处理数控机床上部分工艺指令。
总之,数控加工工艺内容较多,有些与普通机床加工相似。
数控铣床加工的特点
数控铣削加工除了具有普通铣床加工的特点外,还有如下特
点:
1、零件加工的适应性强、灵活性好,能加工轮廓形状特别复杂或难以控制尺寸的零件,如模具类零件、壳体类零件等。
2、能加工普通机床无法加工或很难加工的零件,如用数学模型描述的复杂曲线零件以及三维空间曲面类零件。
3、能加工一次装夹定位后,需进行多道工序加工的零件。
4、加工精度高、加工质量稳定可靠。
5、生产自动化程序高,可以减轻操作者的劳动强度。有利于生产管理自动化。
6、生产效率高。一
7、从切削原理上讲,无论是端铣或是周铣都属于断续切削方式,而不像车削那样连续切削,因此对刀具的要求较高,具有良好的抗冲击性、韧性和耐磨性。在干式切削状况下,还要求有良好的红硬性。
数控系统的组成
计算机数控系统由程序、输入/输出设备、计算机数字控制
装置、可编程控制器(PLC)、主轴驱动装置和进给驱动装置等组成。如图所示
图计算机数控系统框图
计算机数控系统的核心是CNC装置,它不同于以前的NC装置。NC装置由各种逻辑元件、记忆元件等组成数字逻辑电路,由硬件来实现数控功能,是固定接线的硬件结构。CNC装置采用专用计算机,由软件来实现部分或全部数控