毕业设计论文端盖零件工艺
设计
摘要
本文的任务是加工工艺规程,包括被加工工件的零件图(AutoCAD格式)1张、工件的毛坯图1张、机械加工工艺过程卡片1张、对应工艺过程卡片的工序卡片3张及课程设计说明书1份。
文章首先对“端盖”零件进行了简要分析,并阐述了端盖的部分作用。然后,根据零件的性质及零件图上各端面的粗糙度,确定了加工毛坯的尺寸加工余量。最后合理地拟定端盖的工艺路线图,制定部分工序中该工件的夹紧方案,并选用合适数控机床将其加工。
关键词端盖;工艺规程;工艺路线;数控加工
II
- -
目录
摘要........................................................................................................................... II 本文的任务是加工工艺规程,包括被加工工件的零件图(AutoCAD格式)1张、工件的毛坯图1张、机械加工工艺过程卡片1张、对应工艺过程卡片的工序卡片3张及课程设计说明书1份。............................................................................. II 第1章绪论.. (1)
1.1课题的研究意义 (1)
1.2课题的研究内容 (1)
第2章端盖零件的数控加工工艺规程设计 (2)
2.1零件的分析 (2)
2.1.1 零件的功用分析 (2)
2.1.2 零件的工艺性分析 (3)
2.2毛坯的确定 (3)
2.3确定各表面的加工方法及选择加工机床与刀具 (3)
2.4加工方法的选择 (4)
2.5机床与刀具的选用 (4)
2.6划分加工阶段 (4)
2.7安排加工顺序 (4)
2.8拟定加工工艺路线 (5)
2.9确定加工余量、工序尺寸与公差 (5)
2.10确定切削用量及工时定额 (6)
2.11填写工艺卡片 (7)
第3章端盖零件的三维造型及编程 (8)
3.1端盖零件的三维造型 (8)
3.2端盖零件的编程 (10)
结论.......................................................................................... 错误!未定义书签。参考文献.. (18)
附录 (20)
致谢.......................................................................................... 错误!未定义书签。
III
- -
第1章绪论
1.1课题的研究意义
数控技术毕业设计是我们完成本专业教学计划的最后一个极为重要的实践性教学环节,是使我们综合运用所学过的基本课程,基本知识与基本技能去解决专业范围内的工程技术问题而进行的一次基本训练。
我们在完成毕业设计的同时,也培养了我们正确使用技术资料,国家标准,有关手册,图册等工具书,进行设计计算,数据处理,编写技术文件,数控编程等方面的工作能力,也为我们以后的工作打下坚实的基础,所以我们要认真对待这次综合能力运用的机会!
数控编程加工是保证机械产品质量高的一种极重要的加工方式。其主要作用是:可靠地保证工件的加工质量,提高加工效率,减轻劳动强度,最大化的使零件达到设计要求。
1.2课题的研究内容
论文的主要研究内容包括以下几方面:
(1)参阅运用机械制造工艺学中的基本知识和理论,结合生产实习中的实践知识,独立地分析和解决工艺问题。
(2)根据所学知识设计出零件的工艺规程。
(3)完成工艺卡片、主要工序的工序卡。
(4)完成主要零件加工的数控加工程序编制。
(5)结论。
获得的研究成果如下
图纸
全套工艺卡片
三维造型图
程序清单等
第2章端盖零件的数控加工工艺规程设计
零件的分析
2.1
端盖零件的主要加工面有大平面,小平面,Φ40平面,两个盲孔Φ8,两个孔Φ14,两个腰形孔,圆台
2.1.1零件的功用分析
端盖应用广泛,是非常重要的机械零件之一。端盖的一般作用是:(a)轴承外圈的轴向定位;(b)防尘和密封,除本身可以防尘和密封外,也常和密封件配合以达到密封的作用;(c)位于车床电动机和主轴箱之间的端盖,主要起传递扭矩和缓冲吸震的作用,使主轴箱的转动平稳。
因此该零件应具有足够的强度、钢度耐磨性和韧性,以适应端盖的工作条件。该零件的主要工作表面为左右端面以及左端面的外圆表面,在设计工艺规程时必须重点考虑。端盖加工工艺的可行性与合理性直接影响零件的质量、生产成本、使用性能和寿命等。
- 2 -
2.1.2零件的工艺性分析
该端盖结构简单,形状普通,属于一般的盘盖类零件。主要加工表面有上端面,Φ40圆形端面,要求其端面跳动度相对其中心轴满足0.03mm,其次就是Φ14和Φ8的孔,Φ14的孔的端面为平面,可以防止加工过程中钻头钻偏,以保证孔的加工精度。该零件除表面加工外,其余的表面加工精度均比较低,不需要高精度机床加工,通过铣削,钻床的粗加工就可以达到加工要求,由此可见,该零件的加工工艺性较好。
2.2毛坯的确定
由于该零件的结构比较简单,在工作工程中不会受很大的力。由于该端盖在工作过程中要承受冲击载荷,为增强其强度和冲击韧度,和较好的组织,毛坯选用铸件,该端盖的轮廓尺寸不大,为提高生产率和铸件精度,采用机器造型方法铸造毛坯,选择HT150。HT150灰铸铁具有良好的铸造性、减震性、耐磨性和切削加工性能,适合铸造该端盖零件。
该零件各表面的加工余量是由各个表面的粗糙度、加工方法以及加工等级来确定的。
2.3确定各表面的加工方法及选择加工机床与刀具
- 3 -
2.4加工方法的选择
上端面和凸台面采用的加工方法为:粗铣-半精铣-精铣
Φ14和Φ8孔的加工方法为:钻-扩-绞孔。
2.5机床与刀具的选用
加工机床选用立式数控铣床
刀具有立铣刀,麻花钻,扩孔钻,铰刀
2.6划分加工阶段
该端盖加工质量要求一般,可将加工阶段分为粗加工,半精加工和精加工,首先将精基准(下端面和中心面)准备好,是后续加工工序都可以采用精基准的定位加工,保证其他表面的精度要求,然后粗铣上端面,凸台端面,圆弧表面,凸台上的Φ14和Φ8的孔,凸台上的沉孔,Φ40端面的沉孔和腰形孔,在半精加工阶段完成上端面的精加工和Φ14,Φ8孔的钻-扩-绞孔和其他孔的加工。
2.7安排加工顺序
1.机械加工工序
(1)遵循“先基准后其他”的原则,首先加工精基准——下端面
(2)遵循“先粗后精”的原则,先安排上端面,圆弧表面和凸台表面的粗加工,然后安排精加工。
(3)遵循“先表面后孔”的原则,先加工表面后进行盲孔,沉孔和腰形孔等孔加工。
2.热处理加工
铸造成型后,对铸件进行热处理,可消除铸造后产生的铸造应力,提高材料的综合力学性能,端盖在工作中不承受冲击载荷,也没有各种应力,故采用退火热处理即可满足零件的加工要求。
3.辅助工序
在精加工后,安排进行去毛刺,清洗和终检过程。
- 4 -
综上所述,该端盖工序安排顺序为:热处理—基准加工—粗加工—半精加工—精加工。
2.8拟定加工工艺路线
2.9确定加工余量、工序尺寸与公差
在这只确定钻-绞-精绞Φ12孔的加工余量、工序尺寸和公差。
- 5 -
由表B-6可查得,精绞余量Z精绞=0.05mm,钻孔余量Z钻=13.0mm。查表可一次确定各工序尺寸的加工精度等级为,精绞:IT7;粗绞:IT10;钻:IT12.根据上述结果,再查标准公差数值表可确定各工步的公差值为,精绞:Φ
14
0+0.018mm;粗绞Φ13.95
+0.07;钻Φ13
+0.18
mm,它们的关系如下图所示。
2.10确定切削用量及工时定额
在这只计算钻-绞-精绞Φ14孔此工序的切削用量和时间定额。
一、切削用量的计算
(1)钻孔工步
1)背吃刀量的确定取a
p
=13.0mm。
2)进给量的确定选取该工步的每转进给量f=0.1mm/r。
3)切削速度的计算俺铸铁硬度为200~241HBS计算,切削速度v
选取12m/min,由公式n=1000v/3.14d可求得该工序钻头转速
n=389.96r/min,参照Z525型立式钻床的主轴转速,去转速
n=392r/mm,再将此转速带入公式,可求出改工序的实际钻削速度
为v=3.14nd/1000=12.06m/min。
(2)粗绞工步
1)背吃刀量的确定取a
p
=0.98mm。
2)进给量的确定选取该工步的每转进给量f=0.4mm/r。
3)切削速度的计算切削速度v选取为2m/min,由公式
n=1000v/3.14d可求得该工序钻头转速n=63.95r/min,参照Z525
- 6 -
立式钻床的主轴转速,取转速n=97r/min,在将此转速代入公式,可求出该工序的实际钻削速度为v=3.14nd/1000=3.0m/min。
(3) 精绞工步
1)背吃刀量的确定取a
p
=0.02mm。
2)进给量的确定选取该工步的每转进给量f=0.3mm/r。
3)切削速度的计算切削速度v选取为4m/min,由公式
n=1000v/3.14d可求得该工序钻头转速n=127.4r/min,参照Z525
立式钻床的主轴转速,取转速n=140r/min,在将此转速代入公式,可求出该工序的实际钻削速度为v=3.14nd/1000=4.4m/min。
二、时间定额的计算
1.钻孔工步
钻孔的基本时间可由公式t
j =L/fn=(l+l
1
+l
2
)/fn求得。式中
l=20mm; l
1=D/2*cotk
1
+(1~2)=9.8/2*cot54+1mm=5.3mm;
l
2
=1mm; f=0.1mm/r; n=392mm/r。将上述结果代入公式,则
该工序的基本时间
t
j
=(12mm+5.3mm+1mm)/(0.1mm/min*392r/min)=0.47min=28s。2.粗绞工步
绞孔的基本时间可由公式t
j =L/fn=(l+l
1
+l
2
)/fn求得,式中l
1,
l
2 按k
1
=15,a
p
=(D-d)/2=(9.96-9.8)/2=0.08的条件查的
l
1=0.37mm; l
2
=15mm;而l=12mm; f=0.4mm/r;n=97r/min。将上述
结果代入公式,则该公式的基本时间t
j
=(12mm+0.37mm+15mm)/(0.4mm/min*97r/min)=0.7min=42s。
3.精绞工步
基本时间可由公式t
j =L/fn=(l+l
1
+l
2
)/fn求得,式中l
1,
l
2
按
k
1=15,a
p
=(D-d)/2=(10-9.96)/2=0.02的条件查的l
1
=0.19mm;
l
2
=13mm;而l=12mm; f=0.3mm/r;n=140r/min。将上述结果代入
公式,则该公式的基本时间
t
j
=(12mm+0.19mm+13mm)/(0.4mm/min*97r/min)=0.6min=36s。
2.11填写工艺卡片
工序卡:见附录工艺卡:见附录
- 7 -
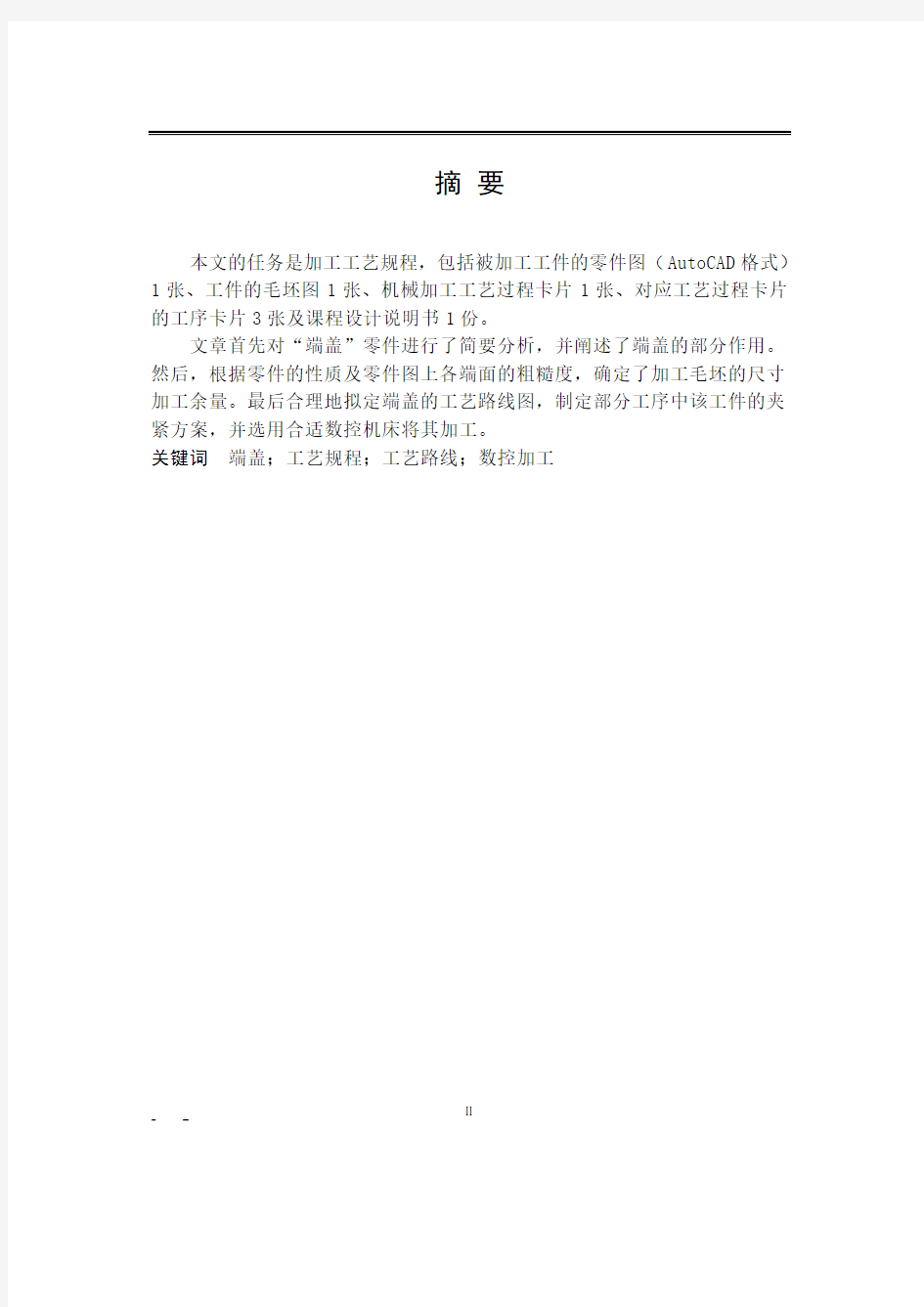
第3章端盖零件的三维造型及编程3.1端盖零件的三维造型
毛坯图
- 8 -
- 9 -
零件图
加工后的零件图
3.2端盖零件的编程
上端面粗加工
%
N0010 G40 G17 G90 G70
N0020 G91 G28 Z0.0
:0030 T00 M06
N0040 G0 G90 X115.5701 Y108.045 S1572 M03
N0050 G43 Z10. H00
N0060 Z1.
N0070 G1 Z-2. F71.9 M08
N0080 X119.2205 Y104.045
N0090 G2 X124.045 Y98.2303 I-59.2205 J-54.045 F79.9 N0100 G1 X128.045 Y92.9187
N0110 Z1.
N0120 G0 Z10.
N5320 Z-17.
N5330 G1 Z-20. F71.9
N5340 X13.5344 Y43.8844 F79.9
N5350 G2 X15.2978 Y64.0772 I46.4656 J6.1156
N5360 X37.4661 Y91.0935 I44.7022 J-14.0772 F47.9
N5370 X82.5339 I22.5339 J-41.0935 F79.9
N5380 X104.7022 Y64.0772 I-22.5339 J-41.0935 F47.9 N5390 Y35.9228 I-44.7022 J-14.0772 F79.9
N5400 X82.5339 Y8.9065 I-44.7022 J14.0772 F47.9
N5410 X37.4661 I-22.5339 J41.0935 F79.9
N5420 X15.2978 Y35.9228 I22.5339 J41.0935 F47.9
N5430 X13.5344 Y43.8844 I44.7022 J14.0772 F79.9
N5440 G1 X9.5686 Y43.3624
N5450 Z-17.
N5460 G0 Z10.
N5470 M02
- 10 -
%
圆弧表面粗加工
%
N0010 G40 G17 G90 G70
N0020 G91 G28 Z0.0
:0030 T00 M06
N0040 G0 G90 X62.4 Y.9229 S1258 M03 N0050 G43 Z10. H00
N0060 Z-1.
N0070 G1 Y5.3256 F57.5 M08
N0080 G3 X60. Y7.7256 I-2.4 J0.0
N0090 G2 I0.0 J42.2744 F63.9
N0100 G1 Y12.5256
N0110 G2 I0.0 J37.4744
N0120 G1 Y17.3256
N0130 G2 I0.0 J32.6744
N0140 G1 Y22.1256
N0150 G2 I0.0 J27.8744
N0160 G1 Y26.9256
N0170 G2 I0.0 J23.0744
N0180 G3 X57.6 Y24.5256 I0.0 J-2.4
N0190 G0 X62.4 Y.9229
N0200 Z-2.
N0210 G1 Y4.3439 F57.5
N0220 G3 X60. Y6.7439 I-2.4 J0.0
N2300 G1 Y3.0793 F57.5
N2310 G3 X60. Y5.4793 I-2.4 J0.0
N2320 G2 I0.0 J44.5207 F63.9
N2330 G3 X57.6 Y3.0793 I0.0 J-2.4
N2340 G1 Y.9275
N2350 G0 X62.4 Y.9229
N2360 Z-19.
N2370 G1 Y2.8068 F57.5
- 11 -
N2380 G3 X60. Y5.2068 I-2.4 J0.0
N2390 G2 I0.0 J44.7932 F63.9
N2400 G3 X57.6 Y2.8068 I0.0 J-2.4
N2410 G1 Y.9275
N2420 G0 X62.4 Y.9229
N2430 Z-20.
N2440 G1 Y2.6181 F57.5
N2450 G3 X60. Y5.0181 I-2.4 J0.0
N2460 G2 I0.0 J44.9819 F63.9
N2470 G3 X57.6 Y2.6181 I0.0 J-2.4
N2480 G1 Y.9275
N2490 G0 Z10.
N2500 M02
%
上端面半精加工
%
N0010 G40 G17 G90 G70
N0020 G91 G28 Z0.0
:0030 T00 M06
N0040 G0 G90 X-5. Y80.2271 S3871 M03 N0050 G43 Z10. H00
N0060 Z-10.
N0070 G1 Z-13. F177. M08
N0080 X-2.5
N0090 Y102.5 F196.6
N0100 X29.9993
N0110 G2 X30. I.0007 J-2.5
N0120 X30.0007 I0.0 J-2.4997
N0130 G1 X32.5
N0140 Y100.0009
N0150 G2 Y99.9991 I-2.4999 J-.0009
N0160 G1 Y91.1786
N0170 X31.4423 Y90.4315
- 12 -
N0180 G3 X14.3077 Y69.0385 I28.5577 J-40.4315 N0190 G1 X13.6667 Y67.5
N0200 X-2.5
N0210 Y80.2271
N0220 X1.25
N5180 Y6.8839
N5190 G3 X108.8262 Y28.75 I-31.25 J43.1161
N5200 G1 X118.75
N5210 Y19.7729
N5220 X115.
N5230 Y5.
N5240 X95. Y5.0111
N5250 G3 X103.7407 Y13.4521 I-35. J44.9889
N5260 X104.8028 Y8.8333 I4.2593 J-1.4521
N5270 G1 X103.2042 Y7.25
N5280 X101.0244
N5290 G3 X102.2514 Y8.4622 I-41.0244 J42.75 N5300 X103.2042 Y7.25 I5.7486 J3.5378
N5310 G1 X104.8028 Y8.8333
N5320 G3 X105.6093 Y15.8124 I3.1972 J3.1667 N5330 X111.225 Y25. I-45.6093 J34.1876
N5340 G1 X115.
N5350 Y19.7729
N5360 X112.75
N5370 Y16.7958
N5380 G3 X110.1243 Y18.407 I-4.75 J-4.7958
N5390 X112.6118 Y22.75 I-50.1243 J31.593
N5400 G1 X112.75
N5410 Y19.7729
N5420 X115.25
N5430 Z-10.
N5440 G0 Z10.
N5450 M02
- 13 -
%
圆弧表面半精加工
%
N0010 G40 G17 G90 G70
N0020 G91 G28 Z0.0
:0030 T00 M06
N0040 G0 G90 X60. Y23.2827 S1572 M03 N0050 G43 Z10. H00
N0060 Z2.2133
N0070 G1 Z-.7867 F71.9 M08
N0080 Y27.8428
N0090 G2 I0.0 J22.1572 F79.9
N0100 G1 Y29.4428
N0110 G2 I0.0 J20.5572
N0120 G1 Y23.2827
N0130 Z2.2133
N0140 G0 Z10.
N0150 Y22.3959
N0160 Z1.4266
N0170 G1 Z-1.5734 F71.9
N0180 Y27.4859
N0190 G2 I0.0 J22.5141 F79.9
N0200 G1 Y22.3959
N0210 Z1.4266
N0220 G0 Z10.
N3530 G2 I0.0 J43.4373 F79.9
N3540 G1 Y1.7772
N3550 Z-14.307
N3560 G0 Z10.
N3570 Y1.6639
N3580 Z-15.0937
N3590 G1 Z-18.0937 F71.9
N3600 Y6.2834
- 14 -
N3610 G2 I0.0 J43.7166 F79.9
N3620 G1 Y1.6639
N3630 Z-15.0937
N3640 G0 Z10.
N3650 M02
%
上端面精加工
%
N0010 G40 G17 G90 G70
N0020 G91 G28 Z0.0
:0030 T00 M06
N0040 G0 G90 X12.1808 Y87.0165 S2419 M03
N0050 G43 Z10. H00
N0060 Z-7.3
N0070 G1 Z-10.3 F110.6 M08
N0080 X12.3 Y86.3677
N0090 X8.3
N0100 Y81.0355 F73.7
N0110 X7.143 Y76.7844
N0120 X8.3 Y81.0355 F122.9
N0130 G2 X10.8349 Y84.9125 I51.7 J-31.0355 F73.7 N0140 X14.7378 Y89.8424 I1.1651 J3.0875
N0150 X16.4431 Y91.7 I45.2622 J-39.8424
N0160 G1 X20.5569 Y93.376
N0170 X16.4431 Y91.7 F122.9
N0180 X8.3 F73.7
N0190 Y86.3677
N0200 X2.3 F122.9
N0210 Y74.3273
N3510 G1 Y2.3
N3520 X96.8487
N3530 X117.7 F122.9
N3540 Y13.6323
- 15 -
N3550 X123.7
N3560 Y33.7
N3570 X105.5333
N3580 X104.5846 Y31.4231
N3590 G2 X87.8664 Y10.5493 I-44.5846 J18.5769 N3600 G3 X87.8644 Y10.548 I2.1336 J-3.0228
N3610 G1 X86.3 Y9.443
N3620 Y7.5273
N3630 G3 Y7.5265 I3.7 J-.0008
N3640 Y7.5257 I3.7003 J0.0
N3650 G1 Y-3.7
N3660 X123.7
N3670 Y13.6323
N3680 X128.
N3690 Z-10.
N3700 G0 Z10.
%
圆弧精加工
%
N0010 G40 G17 G90 G70
N0020 G91 G28 Z0.0
:0030 T00 M06
N0040 G0 G90 X60. Y23.2827 S1572 M03
N0050 G43 Z10. H00
N0060 Z2.2133
N0070 G1 Z-.7867 F71.9 M08
N0080 Y27.8428
N0090 G2 I0.0 J22.1572 F79.9
N0100 G1 Y29.4428
N0110 G2 I0.0 J20.5572
N0120 G1 Y23.2827
N0130 Z2.2133
N0140 G0 Z10.
- 16 -
N0150 Y22.3959
N0160 Z1.4266
N0170 G1 Z-1.5734 F71.9
N0180 Y27.4859
N0190 G2 I0.0 J22.5141 F79.9
N0200 G1 Y22.3959
N0210 Z1.4266
N0220 G0 Z10.
N3460 G1 Y2.0938
N3470 Z-13.5204
N3480 G0 Z10.
N3490 Y1.7772
N3500 Z-14.307
N3510 G1 Z-17.307 F71.9
N3520 Y6.5627
N3530 G2 I0.0 J43.4373 F79.9
N3540 G1 Y1.7772
N3550 Z-14.307
N3560 G0 Z10.
N3570 Y1.6639
N3580 Z-15.0937
N3590 G1 Z-18.0937 F71.9
N3600 Y6.2834
N3610 G2 I0.0 J43.7166 F79.9
N3620 G1 Y1.6639
N3630 Z-15.0937
N3640 G0 Z10.
N3650 M02
%
- 17 -
机械制造专业毕业设计 摘要 和面机的设计是我们对自己完成本专业教学计划的最后一个极为重要的实践性教学环节,是使我们综合运用所学过的基本课程,基本知识与基本技能去解决专业范围内的工程技术问题而进行的一次基本训练。 我们在完成毕业设计的同时,也培养了我们正确使用技术资料,国家标准,有关手册,图册等工具书,进行设计计算,数据处理,编写技术文件等方面的工作能力,也为我们以后的工作打下坚实的基础,所以我们要认真对待这次综合能力运用的机会! 其主要目的是: 培养学生综合分析和解决本专业的一般工程问题的独立能力,拓宽和深化所学的知识。 培养学生树立正确的设计思路,设计思维,掌握工程的一般程序,规范和方法。 培养学生正确的使用技术知识,国家标准,有关手册,图册等工具书,进行设计计算,数据处理,编写技术文件等方面的工作能力和技巧。 培养学生进行调整研究,面向实际,面向生产,向工人和
工程技术人员学习的基本工作态度,工作作风和工作方.法。 关键词:和面机传动部分设计,各轴计算及校准,涡轮装配图,蜗杆轴 绪论 1和面机发展前景及场运行参数情况 中国和面机产业发展出现的问题中,许多情况不容乐观,如产业结构不合理 产业集中于劳动力密集型产品;技术密集型产品明显落后于发达工业国家; 生产要素决定性作用正在削弱;产业能源消耗大、产出率低、环境污染严重、 对自然资源破坏力大;企业总体规模偏小、技术创新能力薄弱、管理水平落后 从什么角度分析中国和面机产业的发展状况?以什么方 式评价中国和面机产业 的发展程度?中国和面机产业的发展定位和前景是什么?中国和面机产业发展 与当前经济热点问题关联度如何……诸如此类,都是和面机产业发展必须面对和 解决的问题——中国和面机产业发展已到了岔口;中国和面机产业生产企业急需
一、毕业论文的要求和内容(包括原始数据、技术要求、工作要求) 1.课题名称: 典型零件数控加工工艺工装设计 2.设计任务与要求: 设计任务: 根据所给零件图(轴类、铣削类各一种),生产纲领为中批或大批生产,进行数控加工工艺规程的编制及工装设计。 设计的要求 1)选用适当的数控机床。 2)绘图采用Autocad,也可用Pro-E 3)零件加工程序应符合ISO标准的有关规定。 4)绘制的机械装配图要求正确、合理、图面整洁、符合国家制图标准。 5)说明书应简明扼要、计算准确、条理清楚、图文并茂并全部用计算机打印后装订成册。 3.设计内容 (1)确定生产类型,对零件进行工艺分析。 (2)选择毛坯种类及制造方法,绘制毛坯图(零件——毛坯图)。 (3)拟定零件的数控机械加工工艺过程,选择各工序加工设备和工艺装备(刀具、夹具、量具、辅 具等),确定各工序切削用量及工序尺寸,计算工时定额。 (4)填写工艺文件:工艺过程卡片,工序卡片。 (5)进行数控编程 (6)设计数控铣削工序的专用夹具,绘制装配图和零件图。 (7)撰写设计说明书。 二、毕业设计图纸内容及张数 1、绘制零件图共7张(含数控加工零件) 2、绘制数控加工的零件(轴类、腔型类)毛坯图共2张 3、机械加工工艺卡片1套 4、工艺装备设计图纸1套 5、设计说明书1份 三、毕业设计实物内容及要求 1)零件工艺分析。 2)总体方案的拟定及可行性论证。 3)轴类零件数控加工工艺规程的编制。 4)进行轴类零件数控加工程序的编制。 5)铣削类零件数控加工工艺规程的编制。 6)进行铣削类零件加工程序的编制。 7)编写设计说明书。 摘要
制造自动化技术是先进制造技术中得重要组成部分,其核心技术是数控技术。数控技术是应用计算机.自动控制.自动检验及精密机器等高新技术得产物。它得出现及所带来得巨大效益,已经引起了世界各国技术与工业界的普遍重视。目前,随着国内数控机床用量得剧增,急需培养大批的能够熟练掌握现代数控机床编程.操作和维护得应用型高级技术人才。 科学技术和社会的蓬勃发展,对机械加工产品得质量,品种和生产效率提出了越来越高得要求。数控加工技术就是实现产品加工过程自动化得现代化得措施之一,应用数控加工技术能提高加工质量和生产效率,解决若干普通机械加工所解决不了的加工技术问题,大大降低加工成本,提高综合经济效益,还能极大改善工人的劳动条件,提高工人得素质。 数控技术是以数字的形式实现自动加工控制得一门技术,其指令得数字和文字编码得方式,记录在控制介质上,经过计算机得处理后,对机床各种动作得顺序位移量及速度实现自动控制。 二关键字 零件的制造工艺性:所设计得零件在满足使用要求得前提下制造的可行性和经济性。良好的结构工艺性,可以使零件加工容易,节省工时和材料。 对刀点:在数控机床上加工零件时,刀具对工件运动的起始点。 手工编程:从分析零件图样、确定加工工艺过程、数值计算、编写零件加工程序、制备控制介质到程序校验都是有人工完成。 自动编程:利用计算机专用软件编制数控加工程序得过程。 基点:一个零件轮廓由许多不同的几何元素组成,各个元素间得连接点称为基点。 机床坐标系:以机床原点为坐标原点建立起来的X Z轴得直角坐标系。
优秀论文审核通过 未经允许切勿外传 毕业论文(设计)任务书 题目:曲轴的数控工艺分析与设计 成绩__________ 姓名陆国豪 班级10261 学号
设计日期:2012年5月 毕业论文(设计)任务书 题目:曲轴的数控工艺分析与设计 成绩__________ 姓名王磊 班级10261 学号
设计日期:2012年5月 摘要 曲轴是汽车发动机的关键零件之一,其性能好坏直接影响到汽 车发 动机的质量和寿命.曲轴在发动机中承担最大负荷和全部功率, 承受 着强大的方向不断变化的弯矩及扭矩,同时经受着长时间高速 运转 的磨损,因此要求曲轴材质具有较高的刚性、疲劳强度和良好 的耐 磨性能。发动机曲轴的作用是将活塞的往复直线运动通过连杆 转化 为旋转运动,从而实现发动机由化学能转变为机械能的输出。 abstract
The crankshaft is one of the key parts of the car engine, the performance of a direct influence on the automobile engine quality and life. The crankshaft engine for maximum load and all of the power, under the direction of the powerful changing bending moment and torque, and suffering from long time reciprocating linear motion through the connecting rod into the rotary motion, thus realize engine by chemical energy into mechanical energy output. 绪论 对轴类零件及夹具结构设前言计,不仅在加深我们对课程基本理论的理而且在加强对解决加工实际问题能力的方面有着很好的促进作用。可以让我们可以够将在湖北职业技术学院机电工程系两年所学知识融会贯通,也使我们在设计过程中不断学习一些新知识。通过毕业设计这个意义重大的课程,可以培养我们广泛查找资料、分析解决问题的能力,使我们养成严
机械制造技术基础课程设计 机械制造技术基础 课程设计说明书 设计题目“×××××××”零件的机械 加工工艺及工艺设备设计 设计者班号×××××××× 设计者××× 指导教师××× 五邑大学 机电工程学院 2008.6 —2008.7
五邑大学机电工程学院 机械制造技术基础课程设计任务书 题目: “××××××”零件的机械加工工艺规程及 工艺装备(夹具)设计 内容:1. 零件图 1张 2. 零件毛坯图 1张 3. 机械加工工艺过程综合卡片 1张 4. 工艺装备(夹具)设计装配图 1张 5. 工艺装备设计零件(夹具体)图 1张 6. 课程设计说明书 1份 班级学号×××××××(打印) 学生×××(打印) 指导教师×××(打印) 2008年6月
目录 序言 (1) 工艺规程与夹具设计过程 (2) 一、设计题目,计算生产纲领及生产型 (2) 二、零件的分析 (2) 1.零件的作用 (2) 2.零件的工艺分析 (2) 三、确定毛坯的制造方法,初步确定毛坯的形状 (3) 四、工艺规程设计 (3) 1.定位基准的选择 (3) 2.零件表面加工方法的选择 (4) 3.制订工艺路线 (5) 4.确定机械加工余量、工序尺寸及毛坯尺寸 (6) 5.确定切削用量及基本工时 (10) 5、1 工序Ⅰ端面A铣削用量及基本时间的确定 (10) 5、2工序Ⅱ钻——扩孔Φ22mm (13) 5、3 工序Ⅲ端面D铣削用量及基本时间的确定 (15) 5、4 工序Ⅳ槽8mm的铣削用量及基本时间的确定 (17) 5、5 工序Ⅴ槽18mm的铣削用量及基本时间的确定 (19) 5、6 工序Ⅶ锪2X15°的倒角切削用量及基本时间的确定 (21) 5、7 工序Ⅶ拉花键孔切削用量及基本时间的确定 (22) 五、夹具的设计 (21) 六、参考资料 (23)
网络教育学院 本科生毕业论文(设计) 题目:星轮机械加工工艺规程及工艺 学习中心: 层次:专科起点本科 专业: 年级:年春/秋季 学号: 学生: 指导教师:完整内容及相关CAD请邮件yladam@https://www.doczj.com/doc/f513550291.html, 询问 期:年月日
内容摘要 在机械制造批量生产中根据加工零件的工艺要求,(钻床夹具无论在传统机床上还是在数控机床、加工中心上,仍是必不可少的重要工艺装备。通过钻床夹具设计,不仅可以培养综合运用已学知识的能力而且可以得到工程设计的初步训练),因此,轴零件在机械制造行业中占有十分重要的地位。 本设计的内容包括: 一、绪论 二、工艺规程设计,包括: 1. 被加工零件的分析; 2. 零件毛坯的选择; 3. 定位基准的选择; 4. 工艺路线的安排; 5. 重点工序加工方法说明; 6. 切削用量的确定; 7. 机动时间的计算和工序时间定额。 三、夹具设计(见详图) 四、总结 五、设计所参考的资料 具体内容,见详细的设计说明书。 关键词:零件毛坯;定位基准;切削用量
目录 内容摘要 ............................................................................................................................................... I 引言 (1) 1 绪论 (2) 2 工艺规程设计 (3) 2.1年生产量和批量的确定 (3) 2.2零件分析 (3) 3 确定毛坯 (4) 3.1 毛坯的选择 (4) 3.2 毛坯主要表面加工余量的确定 ......................................................... 错误!未定义书签。 3.3 绘制零件图 ......................................................................................... 错误!未定义书签。 4 定位基准的分析与选择 ................................................................................ 错误!未定义书签。 4.1基准的概念 .......................................................................................... 错误!未定义书签。 4.2 基准选择原则 ..................................................................................... 错误!未定义书签。 4.3 定位基准的选择 ................................................................................. 错误!未定义书签。 4.4 工艺路线的制定 ................................................................................. 错误!未定义书签。 4.5 工艺卡的填写 (5) 4.6选择加工设备与工艺装备 (5) 4.7 确定工序尺寸 (6) 4.8 确定切削用量及时间定额 ............................................................... 错误!未定义书签。 5 夹具设计 ...................................................................................................... 错误!未定义书签。 5.1 问题的提出 ......................................................................................... 错误!未定义书签。 5.2 夹具设计 ............................................................................................. 错误!未定义书签。6总结 . (11) 附录 .............................................................................................................. 错误!未定义书签。
电气零件加工及工艺设计毕业论文 目录 摘要 (1) 一、数控机床简介 (3) 二、数控激光的概念 (4) 三、数控机床的特 点 (4) 四、数控车削加工 (5) 五、电气加工程序编制 (6) 六、电气的组成和基本原理 (5) 七、电气安全操作规程 (6) 八、电气坐标的确定 (6) 九、运动方向的规定 (7) 十、轴类零件的编程与加工 (7) 十一、简单套筒类零件的编程与加 工 (1) 3 十二、简单的盘类零件的编程与加 工 (18) 结束
语 (25) 参考文献 (25)
一.数控机床的简介 数控机床是一种用电子计算机和专用电子计算装置控制的高效自动化机床。主要分为立式和卧式两种。立式机床装夹零件方便,但切屑排除较慢;卧式装夹零件不是非常方便,但排屑性能好,散热很高。数控铣床分三坐标和多坐标两种。三坐标机床(X、Y、 Z)任意两轴都可以联动,主要用于加工平面曲线的轮廓和开敞曲面的行切。多坐标机床是在三坐标机床的基础上,通过增加数控分度头或者回转工作台,成为4坐标或者5坐标机床(甚至多坐标机床)。多坐标机床主要用于曲面轮廓或者由于零件需要必须摆角加工的零件,如法向钻孔,摆角行切等。摆角形式4坐标的主要为A 或B;5坐标机床主要为AB,AC,BC,可根据零件要求选用。摆角大小由加工的零件决定。数控机床从组成来看,主要分为以下两方面: 1.机床本身技术参数 (1)作台工:零件加工工作平台,尺寸大小应根据加工零件的大小进行选用。(2) T形槽:工作台上的T形槽主要用于零件的装夹,其中T形槽的槽数、槽宽、相互间距,需要根据加工工件的特点进行规定。 (3)主轴:主轴形式,主轴孔形式等 (4)进给围:机床X Y Z三个方向的可移动距离(行程),移动速度的大小;摆角(A B C)的摆动围,摆动的速度 (5)主轴的旋转:主轴的转速,主轴的功率,伺服电机的转矩等 2.数控系统 数控系统是数控机床的核心。现代数控系统通常是一台带有专门系统软件的专用
蝶阀阀体的工艺工装设计目录 摘要4.........................................................................................................绪论...6......................................................................................................1、零件的分析7.......................................................................................1.1、零件的作用7.......................................................................................1.2、零件的技术要求.. (7) 2、确定毛坯、画毛坯—零件合图 (12) 2.1、确定毛胚的制造形式及材料 (12) 2.2、机械加工余量、工序尺寸及毛坯尺寸的确定 (13) 2.3、选择加工设备及刀、夹、量具…………………………………… 13 3、工艺规程设计 (17) 3.1、定位基准的选择 (17) 3.2、定位元件........................................................... .. (17) 3.3、切削力及夹紧力的计算........................................ (18) 3.4 加工工序设计………………19………………………………………………… 4、镗孔夹具的设计20..........................................................................4.1定位基准的选择. (20) 4.2切削力的计算与夹紧力分析 (20) 4.3夹紧元件及动力装置确定 (21) 4.4定位销及夹具体设计 (22)
单位代码 学号 分类号 密级 毕业论文 轴类零件的数控加工工艺及编程 院(系)名称工学院机械系 专业名称数控技术 学生姓名 指导教师 2011 年4月17日
黄河科技学院毕业论文开题报告表 课题来源:(1)教师拟订;(2)学生建议;(3)企业和社会征集;(4)科研单位提供 课题类型:(1)A—工程设计(艺术设计);B—技术开发;C—软件工程;D—理论研究;E—调研报告(2)X—真实课题;Y—模拟课题;Z—虚拟课题 要求(1)、(2)均要填,如AY、BX等。
轴类零件的数控加工工艺及编程 摘要 轴类零件在整个制造工业中发挥着重要作用。在汽车领域起着连接动力装置和运动装置的部位,在重型机械领域,起着传动动力,吊卸重物的重要组成部分等。阶梯轴作为轴类零件的一种,在整个轴类零件中也扮演着重要角色。现根据其零件特性,对其加工过程作详细分析,具体过程将在正文中得以说明,确定了加工过程中所选刀具的种类、型号及其注意事项,并总结出该轴类零件的加工过程。 关键词:数控车床加工加工刀具加工工艺数控编程
CNC lathe failure analysis and maintenance of Maintenance Technology Author XXX Tutor :XX Abstract Abstract: a high precision CNC machine tools Zuowei automation equipment, its ability to secure reliable operation, the machine depends largely on the proper use and daily maintenance, machine tool Zhang Qi Weiliaobaozheng safe and stable operation, maintenance Fei Yong Jiang Di, discover and eliminate risks, thereby enhancing the economic efficiency of enterprises. Maintenance of CNC machine tools through a typical daily work highlighted several practical fault diagnosis, repair and maintenance method for your reference. Keywords:CNC machine tools, automation, diagnostics, maintenance, service
机械加工毕业设计 机械加工毕业设计 题目:转轴零加工工艺设计 二、毕业设计的内容 本毕业设计的内容主要包括以下几个方面: ㈠零工艺性能分析 分析的内容主要包括: 1、认识零这主要是指了解零的作用、生产纲领、材料、毛坯种类;尺寸精度、形状与位置要求、表面粗糙度要求及其它要求,从而掌握主次。 2、审查零图形分析零图上给出的几何条是否充分,有无标注缺陷。 3、确定加工定位基准确定粗基准和精基准。 4、工艺尺寸的计算如果加工基准与设计基准不重合,则要进行工艺尺寸与公差的换算。 、分析零上各结构要素根据各结构要素初步考虑加工的先后顺序和加工方法;如果从加工角度看,需要更改的加工要素,是否会影响零的使用性能与强度,如果不影响,则要会同设计部门进行协商,加以修改。
6、对加工工序提出要求根据初定的加工顺序和加工方法,提出某些工序的附加要求。 ㈡工艺设计 工艺设计,主要是确定加工方案。 确定加工方案时,一般应建立几套方案,根据保证质量、经济、方便、可行的原则进行比较,确定一套最佳方案,并以“机械加工工艺过程卡片”(如表11示)的形式给以归纳。 具体内容是:划分工序,确定每道工序使用的设备、加工参数、刀具及工艺装备等;确定每道工序的加工尺寸,给下道工序留出的加工余量及重点保证的加工尺寸 三:零性能分析 轴类零是机器中经常遇到的典型零之一。它主要用支承传动零部,传递扭矩和承受载荷。轴类零是旋转体零,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹及相应的端面所组成。根据结构形状的不同,轴类零可分为光轴、阶梯轴、空心轴和曲轴等。轴的长径比小于的称为短轴,大于20的称为细长轴,大多数轴介于两者之间。轴用轴承支承,与轴承配合的轴段称为轴颈。轴颈是轴的装配基准,它们的精度和表面质量一般要求较高,其技术要求一般根据轴的主要功用和工作条制定,主要要求如下: 1、尺寸精度比一般的零的尺寸精度要求高。轴类零中支承轴颈的精度要求最高,为IT~IT7;配合轴颈的尺寸精度要求可以低一些,为IT6~IT9。本轴:&slash;36h11是配合尺寸,精度最高。
上海震旦职业学院 题目:数控轴类复合零件加工及工艺设计 系别:机械电子工程系 专业:数控技术专业 班级: 学生姓名: 学号: 指导教师:程晓 日期:
目录 一、数控的概况 (1) (一)国内外数控系统发展概况 (1) (二)性能发展方向 (1) (三)功能发展方向 (2) (四)体系结构的发展 (2) 二、零件图及工艺分析 (3) (一)零件图 (3) (二)工艺分析 (3) 1.机床的选择及介绍 (4) 2.刀具的选择和切削参数 (4) 3.夹具的选择 (5) 4.夹具的类型 (6) 5.零件的安装 (6) 三、零件的加工工艺规程 (7) (一)数控加工工序 (7) (二)零件工艺单 (7) 四、加工程序及其备注 (8) 五、结论 (15) 参考文献 (16) 致谢 (16) 诚信说明 (16)
数控车床零件加工及工艺设计 一、数控的概况 (一)国内外数控系统发展概况 随着计算机技术的高速发展,传统的制造业开始了根本性变革,各工业发达国家投入巨资,对现代制造技术进行研究开发,提出了全新的制造模式。在现代制造系统中,数控技术是关键技术,它集微电子、计算机、信息处理、自动检测、自动控制等高新技术于一体,具有高精度、高效率、柔性自动化等特点,对制造业实现柔性自动化、集成化、智能化起着举足轻重的作用。目前,数控技术正在发生根本性变革,由专用型封闭式开环控制模式向通用型开放式实时动态全闭环控制模式发展。在集成化基础上,数控系统实现了超薄型、超小型化;在智能化基础上,综合了计算机、多媒体、模糊控制、神经网络等多学科技术,数控系统实现了高速、高精、高效控制,加工过程中可以自动修正、调节与补偿各项参数,实现了在线诊断和智能化故障处理;在网络化基础上,CAD/CAM与数控系统集成为一体,机床联网,实现了中央集中控制的群控加工。 (二)性能发展方向 1.高速高精高效化 速度、精度和效率是机械制造技术的关键性能指标。由于采用了高速CPU芯片、RISC芯片、多CPU控制系统以及带高分辨率绝对式检测元件的交流数字伺服系统,同时采取了改善机床动态、静态特性等有效措施,机床的高速高精高效化已大大提高。 2.柔性化 包含两方面:数控系统本身的柔性,数控系统采用模块化设计,功能覆盖面大,可裁剪性强,便于满足不同用户的需求;群控系统的柔性,同一群控系统能依据不同生产流程的要求,使物料流和信息流自动进行动态调整,从而最大限度地发挥群控系统的效能。 3.工艺复合性和多轴化 以减少工序、辅助时间为主要目的的复合加工,正朝着多轴、多系列控制功能方向发展。数控机床的工艺复合化是指工件在一台机床上一次装夹后,通过自动换刀、
长江大学 YANGTZE UEIVERSITY 专科生毕业设计(论文) 题目 专业数控技术 学生姓名严鑫 指导教师管志强(数控指导老师) 院校站点 长江大学继续教育学院
毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:
摘要 随着计算机技术的发展,数字控制技术已经广泛的应用于工业控制的各个领域,尤其在机械制造业中应用十分的广泛。而中国作为一个制造业的大国,掌握先进的数控加工工艺和好的编程技术也是相当重要的。 本文开篇主要介绍了数控技术的现状及其发展的趋势,紧接着对数控铣削加工工艺做了简要的介绍,使对数控铣削加工工艺有了一个总体的了解。接下来主要是对具体零件的加工工艺的分析,然后用西门子840D仿真软件指令进行数控编程和仿真加工,最终根据所编写的程序在数控机床上加工出对应的产品。 关键词数控铣床数控工艺编程
数控技术专业毕业设计说明书 设计题目球头轴零件的加工工艺与编程
摘要 世界制造业转移,这中国正在逐步成为世界加工厂。 美国,德国,韩国等国家已经进入工业化发展的高技术密集时代与微电子时代,钢铁,机械,化工等重工业正逐渐向发展中国家转移。我国目前经济发展已经过了发展初期,正处于重化工业发展中期。未来10年将是中国机械行业发展最佳时期。现代工业早已使用电脑数字化控制的机床进行作业了,数控机床可以按照技术人员事先编好的程序自动对任何产品和零部件直接进行加工了。这就是我们说的“数控加工”。数控加工广泛应用在所有机械加工的任何领域,更是模具加工的发展趋势和重要和必要的技术手段。本设计内容介绍了数控加工的特点,加工工艺分析以及数控编程的一般步骤。并通过一定的实例详细的介绍了数控加工工艺的分析方法。 关键词:数控;加工;工艺;编程
目录 1引言 (1) 1.1数控技术的发展 (1) 1.2数控车削加工工艺分析的主要内容 (2) 2球头轴零件的加工工艺设计 (3) 2.1加工的内容及工艺分析 (3) 2.1.1球头轴加工的内容 (3) 2.1.2球头轴加工的工艺分析 (4) 2.2球头轴零件工艺路线的拟定 (4) 2.2.1工艺路线的确定 (4) 2.2.2辅助工序的安排 (5) 2.3数控机床及其工艺设备的选择 (5) 2.3.1数控机床的选择 (5) 2.3.2检测量具的选择 (5) 2.4球头轴零件切削用量参数的确定 (6) 2.4.1确定主轴转速 (6) 2.4.2确定进给速度 (6) 2.4.3确定背吃刀量 (6) 2.5拟定数控加工工艺卡 (7) 2.6刀具的选择 (7) 2.6.1刀具 (7) 2.6.2确定对刀点与换刀点 (8) 3球头轴零件夹具的选用 (9) 3.1对球头轴零件夹具的基本要求 (9) 3.2工件装夹方法的选择 (9) 4球头轴零件数控加工的编程 (10) 4.1数控坐标系的确定 (11) 4.2走刀路线的确定 (11) 4.3程序编制 (12) 5结论 (16) 6参考文献 (17)
机械毕业设计说明书 【篇一:机械类毕业设计说明书】 河北工业大学 毕业设计说明书 作者:杲宁学号: 090365 学院:机械工程学院 系(专业):机械设计制造及其自动化 题目:药板装盒机结构设计 指导者:张建辉副教授 (姓名)(专业技术职务) 评阅者: (姓名)(专业技术职务) 2013年 6 月 4 日 毕业设计(论文)中文摘要 毕业设计(论文)外文摘要 ? 目录 1 引言(或绪论)???????????????????????? 1 1.1课题研究的目的与意义?????????????????????? 1 1.2 本课题国内外研究现状和发展趋势????????????????? 1 1.3 本课题主要研究内容??????????????????????? 3 1.4 药板装盒机工艺流程分析????????????????????? 3 2 总体方案确定??????????????????????????4 3 药板装盒机详细结构设计 ????????????????????6 3.1 总体结构组成及其工作原理???????????????????? 7 3.2 主要技术参数的确定??????????????????????? 10 结 论 ???????????????????????????????20 参考文献??????????????????????????????21 致谢??????????????????????????????22 【篇二:机械制造毕业设计说明书模板】 (中文题目) (二号、黑体、居中,段后空一行)
摘要(小四号、黑体):离心式压缩机在国民生产中占有重要地位。可用于化肥、制药、制氧及长距离气体增压输送等装置。本次设计 的主要工作包括:确定合成氨工段循环离心压缩机的结构形式、主 体结构尺寸,并确定主要零、部件的结构尺寸及其选型。首先进行 强度和稳定性计算,主要进行了筒体、端盖的壁厚计算、水压试验 应力校核以及叶轮、轴的强度校核。其次,对这些零部件进行结构 设计。整个设计过程都是依据设计规范和标准进行的,设计结果满 足工程设计要求。关键词(小四号、黑体):离心压缩机;叶轮; 结构设计;应力校核;转子轴(英文题目) .engineering design results meet the design requirements. key words: centrifugal compressor; impeller; structural design;stress check;rotor shaft 目录 1 前言 (1) 1.1本次毕业设计课题的目的、意义 (1) 1.2 合成氨工艺简介 (1) 2 离心式压缩机概况 (3) 2.1离心压缩机的优缺点 (3) 2.2离心压缩机的结构组成 (3) 2.3离心压缩机的发展趋势 (4) 3 离心式压缩机选型及计算依据 (5) 3.1离心式压缩机的气动热力学 (5) 3.1.1连续方程 (5) 4 离心压缩机设计和选型计算 (7) 4.1工艺条件 (7) 4.2容积多变指数和压缩性系数的计算 (7) 4.2.1确定混合气体的分子量和气体常数 (7) 4.2.2容积多变指数和压缩系数的确定 (8) 4.3离心压缩机的热力计算 (8) 4.3.1压缩机级数确定 (8) 5 结论 (10) 符号说明 (11) 参考文献 (12) 致谢 (13)
零件图
轴套三维图
轴套三维图
轴套类零件的工艺设计与加工 摘要:随着数控技术的发展,数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,它对国计民生的一些重要行业的发展起着越来越重要的作用。随着科技的发展,数控技术也在不断的发展更新,现在数控技术也称计算机数控技术,加工软件的更新快,CAD/CAM 的应用是一项实践性很强的技术。如像UG , PRO/E , Cimitron , MasterCAM ,CAXA制造工程师等。 数控技术是技术性极强的工作,尤其在模具领域应用最为广泛,所以这要求从业人员具有很高的机械加工工艺知识,数控编程知识和数控操作技能。本文主要通过c 车削加工配合件的数控工艺分析与加工,综合所学的专业基础知识,全面考虑可能影响在车削加工中的因素,设计其加工工艺和编辑程序,完成配合要求。 关键词: 车削;CAD/CAM;配合件零件加工
前言 毕业设计是专业教学工作的重要组成部分和教学过程中的重要实际性环节。 毕业设计的目的是:通过设计,培养我们综合运用所学的基础理论知识,专业理论知识和一些相关软件的学习,去分析和解决本专业范围内的一般工程技术问题的能力,培养我们建立正确的工艺设计思维,学会查找工具书,掌握数控工艺设计的一般程序,规范和方法。 本次设计选择的课题为轴类零件的车削加工工艺设计及其数控加工程序编制。 这次毕业设计让我们对机械制图的基础知识有了进一步的了解,同时也 为我们从事绘图工作奠定了一个良好的基础。并锻炼了自己的动手能力,达到了学以致用的目的。它是一次专业技能的重要训练和知识水平的一次全面体验,是学生毕业资格认定的重要依据,同时也为我们将来走向
日照职业技术学院毕业设计(论文) 数控加工工艺 姓名 : 付卫超 院部:机电工程学院 专业:数控设备应用与维护 指导教师:张华忠 班级: 11级数控设备应用与维护二班 2014年05月
随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效率和质量是先进制造技术的主体。高速、高精加工技术可极大提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。而对于数控加工,无论是手工编程还是自动编程,在编程前都要对所加工的零件进行工艺分析,拟定加工方案,选择合适的刀具,确定切屑用量,对一些工艺问题(如对刀点、加工路线等)也需要做一些处理,并在加工过程掌握控制精度的方法,才能加工出合格的产品。 本文根据数控机床的特点。针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切屑用量的选择,确定加工顺序和加工路线,数控加工程序编制。通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度、加工效率、简化工序等方面的优势。 关键词工艺分析加工方案进给路线控制尺寸
第1章前言-----------------------------------第2页第2章工艺方案的分析-------------------------第3页 2.1 零件图-------------------------------第3页 2.2 零件图分析---------------------------第3页 2.3 零件技术要求分析---------------------第3页 2.4 确定加工方法-------------------------第3页 2.5 确定加工方案-------------------------第4页第3章工件的装夹-----------------------------第5页 3.1 定位基准的选择-----------------------第5页 3.2 定位基准选择的原则-------------------第5页 3.3 确定零件的定位基准-------------------第5页 3.4 装夹方式的选择-----------------------第5页 3.5 数控车床常用的装夹方式---------------第5页 3.6 确定合理装夹方式---------------------第5页第4章刀具及切削用量-------------------------第6页 4.1 选择数控刀具的原则-------------------第6页 4.2 选择数控车削刀具---------------------第6页 4.3 设置刀点和换刀点---------------------第6页 4.4 确定切削用量-------------------------第7页第5章轴类零件的加工-------------------------第8页 5.1 轴类零件加工工艺分析-----------------第8页 5.2 轴类零件加工工艺---------------------第11页 5.3 加工坐标系设置-----------------------第13页 5.4 保证加工精度方法---------------------第14页 参考文献 ---------------------------------第15页
摘要 本次毕业设计题目是座体01042零件的工艺工装设计及CAD/CAM,来源于无锡鹰普股份有限公司。 首先,依据零件图纸上的设计尺寸,利用三维软件Pro/E对零件进行三维造型并在此基础上对其进行模具设计,内容包括:定位、夹紧方式的选择,分型面、浇注系统、凸凹模、模座等的设计。 由于零件的内腔形状比较特殊,因此需要一块水溶型芯成型,同时设计出合理的定位方案。由于是机器压紧,开模时候工件容易取出,所以不用顶出机构。 然后,制定出零件加工工艺规程,包括加工方法的选择、加工路线的拟订、加工刀具选择,根据工艺规程计算出工艺参数并制作出相应的工艺卡片。该零件利用加工中心加、车床、钻床,共需要六道工序,包括粗、精铣平面,钻、扩、铰孔,攻螺纹等工步。每道工序包含了一定量的加工内容,体现出工序集中原则,保证了各个加工表面及孔间的相互位置精度,提高生产效率。同时,选择两套工序进行专用夹具设计。确定每套夹具的定位及加紧方式,两套夹具均采用一面两销定位方式,均是压板压紧。 关键词:三维造型;模具;工艺卡片;加工中心夹具
Abstract The title of this graduation design is the technology of the base part 01042 of the process tooling design and its CAD/CAM, from the Wuxi impro Co.LTD. First of all, according to the part design drawing, mold is designed by the 3D software Pro\/E. Contents include: the choice of the ways of positioning, clamping, the parting surface, gating system, and mold design, mold base, etc. Due to the parts of the inner cavity shape is quite special, so there a water soluble needed core molding, and reasonable positioning scheme is designed at the same time. Because it is compacted by machine , when open mold the workpiece is easy to take out.so there is no need for ejection mechanism. Then work out the parts processing process procedures, including the selection of machining method, the formulation of processing route, processing cutting tool selection, according to the procedure to calculate the process parameters and making the corresponding process card.The parts need total six procedures on machining center, lathe, drilling machine ,including the coarse and fine milling plane, drilling, expanding, reaming, tapping screw, step work.Each working procedure contains a certain amount of processing content, reflects the principle of process focus ensure the each other between each processing surface and hole position accuracy, improve production efficiency.At the same time, choose two sets of processes to design special fixture. Determine each fixture locating and clamping method, two sets of fixtures adopt a two pin positioning way, all is clamp pressure. Key words: three-dimension solid model ; molds;operation card;machining center fixture