高速激光熔覆与传统表面处理工艺对比
高速激光熔覆技术作为目前比较先进的绿色金属表面处理技术,可用来取代电镀、热喷涂、等离子熔覆等传统工艺技术,本文主要就各工艺的特点进行说明,重点介绍高速激光熔覆工艺特点。
(1)电镀工艺
硬铬电镀工艺发展非常成熟,是过往被广泛采用的防腐耐磨涂层技术之一。其制备过程是将工件浸泡于铬酸溶液中,通过电化学方式进行涂层沉积。制备的硬铬涂层一般伴随有微裂纹,涂层与基体结合力差,在服役过程中往往出现开裂和剥落现象。由于电镀巨大的耗电量,其利润空间被一再压缩。而生产过程中产生的废气与废液还对环境造成了污染。目前电镀行业已成为夕阳产业,受到欧盟、美国及中国等国家工业部门的严格限制。超高速激光熔覆过程不涉及化学过程,对环境绿色友好,可选用的硬面涂层种类繁多,包括铁基、镍基和钴基等合金涂层,该方法制备的涂层无缺陷,结合强度高,耐用度远高于电镀涂层。目前超高速激光熔覆是替代硬铬电镀的首选技术。
(2)热喷涂工艺
热喷涂涂层沉积速率虽高,但粉体利用率仅为50%。涂层存在1%~2%孔隙率,腐蚀介质可以通过这些空隙对基体造成腐蚀。热喷涂涂层与基体结合强度一般低于150 MPa,在重载服役条件下有可能发生涂层剥离现象(机械结合)。再者热喷涂在工作中容易产生噪音及粉尘污染,影响环境及人员身体健康。超高速激光熔覆制备涂层组织致密、无气孔,且涂层与基体为冶金结合方式,结合强度高。
(3)堆焊技术
堆焊技术可制备高质量无缺陷的金属涂层,如钨极氩弧焊和等离子喷焊,界面为冶金结合,结合强度高,单层沉积厚度可达2mm~3 mm。相比于热喷涂单层25-50 μm,和传统激光熔覆单层0.5mm~1 mm 的沉积厚度,堆焊技术沉积效率极高。但是,高沉积效率伴随高能量输入,这会诱发基体材料的组织性能转变和热损伤。
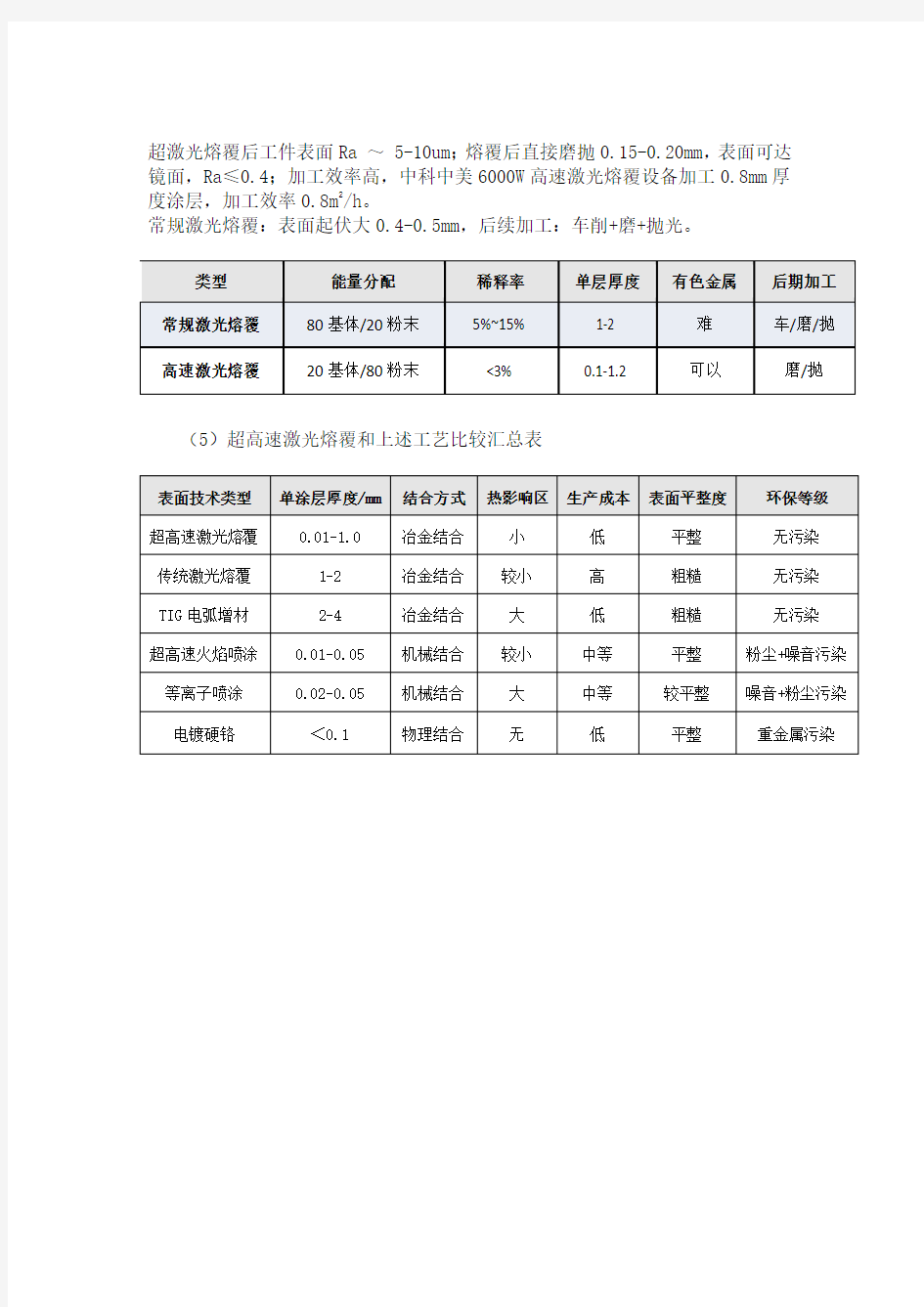
(4)超高速激光熔覆技术与传统激光熔覆比较
超激光熔覆后工件表面Ra ~ 5-10um;熔覆后直接磨抛0.15-0.20mm,表面可达镜面,Ra≤0.4;加工效率高,中科中美6000W高速激光熔覆设备加工0.8mm厚度涂层,加工效率0.8m2/h。
常规激光熔覆:表面起伏大0.4-0.5mm,后续加工:车削+磨+抛光。
(5)超高速激光熔覆和上述工艺比较汇总表