
一、实验目的
1.了解反应精馏是既服从质量作用定律又服从相平衡规律的复杂过程。
2.掌握反应精馏的操作。
3.能进行全塔物料衡算和塔操作的过程分析。
4.了解反应精馏与常规精馏的区别。
5.学会分析塔物料组成。
二、实验原理
反应精馏过程不同于一般精馏,它既有精馏的物理相变之传递现象,又有物质变性的化学反应现象。反应精馏对下列两种情况特别适用:(1)可逆平衡反应。一般情况下,反应受平衡影响,转化率只能维护在平衡转化的水平;但是,若生成物中有低沸点或高沸点物质存在,则精馏过程可使其连续地从系统中排出,结果超过平衡转化率,大大提高了效率。(2)异构体混合物分离。通常因它们的沸点接近,靠一般精馏方法不易分离提纯,若异构体中某组分能发生化学反应并能生成沸点不同的物质,这时可在过程中得以分离。
对于本实验来说,适于第一种情况,但但该反应若无催化剂存在,单独采用反应精馏存在也达不到高效分离的目的,这是因为反应速度非常缓慢,故一般都用催化反应方式。酸是有效的催化剂,常用硫酸。反应精馏的催化剂用硫酸,是由于其催化作用不受塔温度限制,在全塔都能进行催化反应,而应用固体催化剂则由于存在一个最适宜的温度,精馏塔本身难以达到此条件,故很难实现最佳化操作。本实验是以乙酸和乙醇为原料,在催化剂作用下生成乙酸乙酯的可逆反应。反应的方程式为:CH3COOH + C2H5OH ? CH3COOC2H5+H2O
实验的进料有两种方式:一是直接从塔釜进料;另一种是在塔的某处进料。前者有间歇和连续式操作;后者只有连续式。可认为反应精馏的分离塔也是反应器。若采用塔釜进料的间歇式操作,反应只在塔釜进行。由于乙酸的沸点较高,不能进入到塔体,故塔体共有3组分,即水、乙醇、乙酸乙酯。
本实验采用间歇式进料方式,物料衡算式和热量衡算式为:
物料衡算方程
对第j块理论板上的i组分进行物料横算如下
气液平衡方程
对平衡级上某组分i的有如下平衡关系:
每块板上组成的总和应符合下式:
反应速率方程
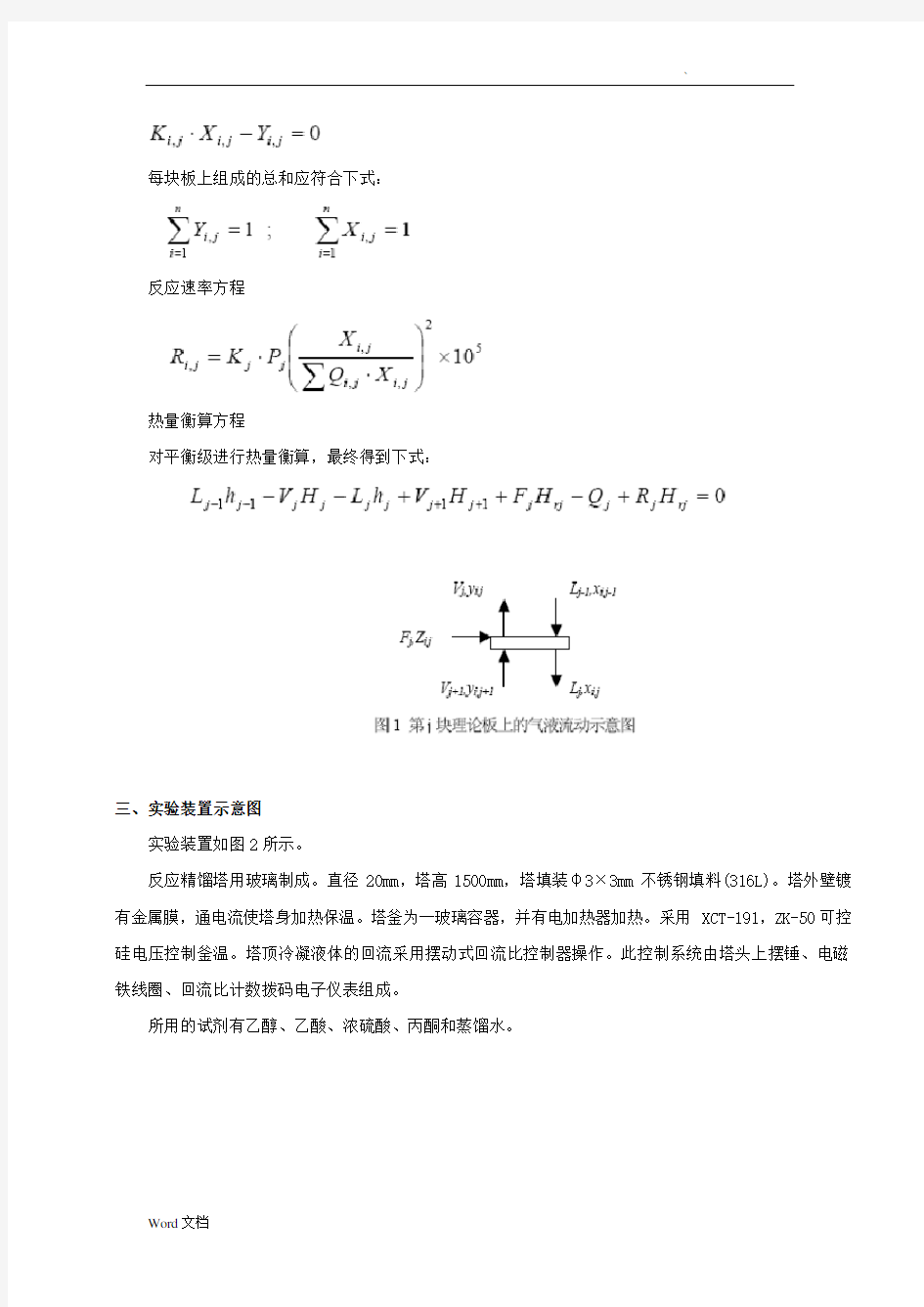
热量衡算方程
对平衡级进行热量衡算,最终得到下式:
三、实验装置示意图
实验装置如图2所示。
反应精馏塔用玻璃制成。直径20mm,塔高1500mm,塔填装φ3×3mm不锈钢填料(316L)。塔外壁镀有金属膜,通电流使塔身加热保温。塔釜为一玻璃容器,并有电加热器加热。采用XCT-191,ZK-50可控硅电压控制釜温。塔顶冷凝液体的回流采用摆动式回流比控制器操作。此控制系统由塔头上摆锤、电磁铁线圈、回流比计数拨码电子仪表组成。
所用的试剂有乙醇、乙酸、浓硫酸、丙酮和蒸馏水。
四,实验步骤
称取乙醇、乙酸各80g,相对误差不超过0.5g,用漏斗倒入塔釜,并向其中滴加2~3滴浓硫酸,开启釜加热系统至0.4A,开启塔身保温电源0.2A,开启塔顶冷凝水。每10min记下温度。
当塔顶摆锤上有液体出现时,进行全回流操作,全回流15min后,开启回流,调整回流比为R=3:1
(别忘了开小锤下边的塞子),25min后,用微量注射器在1,3,5三处同时取样,将取得的液体进行色谱分析,30min后,再取一次进行色谱分析。
将加热和保温开关关上,取出产物和塔釜原料,称重进行色谱分析,关上电源,将废液倒入废液瓶,收拾实验台。
五、实验数据记录
设备编号:3号
表1.物料称重
浓硫酸加入量:3滴
表2.实验记录:
表3.色谱分析条件:
表4.色谱分析结果
塔顶馏出液 1 水 0.326 26041 7.48321 乙醇
0.742
68325
19.60831
乙酸乙酯 2.996
253526 72.85469 2
水 0.316 30513 7.62305 乙醇
0.73
78173
19.52978
乙酸乙酯 2.947
291454 72.80813 塔釜馏出液 1
水 0.434 47802
18.02997
乙醇 0.851 100615 37.94996 乙酸
1.932
17349 6.54363 乙酸乙酯 3.371
98875 37.29349 2
水 0.309 48320
16.14366
乙醇 0.73 106051 35.43147 乙酸
1.791
40113
13.40164
乙酸乙酯 3.242
104829 35.02322
六、实验数据处理 1、计算塔浓度分布
已知:f 水=0.7 ;f 醇=1.000;f 酸=1.52;f 酯=1.74 且i
i i i i f A f A x ∑=
以第一次取样塔体中部液体的含量作为计算举例:
由于乙酸的沸点较高,加热温度并不能达到其沸点,因此乙酸只存在于塔釜中,塔体中部只有三个组分,即水、乙醇、乙酸乙酯。
对其余各组实验采用相同的处理,可得到以下表格:
表5 塔不同位置各组分含量
取样次数 第一次取样 第二次取样 取样位置 塔上部
塔中部
塔下部
塔上部
塔中部
塔下部
水含量 0.0341 0.0321 0.0305 0.0315 0.0396 0.0319 乙醇含量 0.1622 0.1611 0.1849 0.1442 0.1547 0.1841 乙酸乙酯含量 0.8037 0.8068 0.7846 0.8243 0.8057 0.7840
由表中数据作作图:
图3 第一次取样塔不同位置各组分含量
0.0000
0.1000 0.2000 0.3000 0.4000 0.5000 0.6000 0.7000
0.8000 0.9000 塔上部
塔中部
塔下部
水
乙醇乙酸乙酯
0.1000
0.2000
0.3000 0.4000 0.5000
0.6000 0.7000
0.8000 0.9000 1.0000
水
乙醇乙酸乙酯
图4 第二次取样塔不同位置各组分含量
2、进行乙酸和乙醇的全塔物料衡算
以塔顶第一次色谱分析作为计算举例:
同理可得到其他组色谱分析的数据:
表6 塔顶及塔釜两次色谱分析结果
由表中数据,可对乙醇和乙酸进行全塔物料衡算:
因为塔顶馏出液质量m1=34.07g,塔釜馏出液质量m2=98.37g
可由表中数据计算塔顶各组分质量:
同理可得塔釜各组分质量如下表所示:
表7 全塔物料衡算数据
取样位置塔顶塔釜
水质量/g 1.1882 9.2908
乙醇质量/g 4.4008 28.4942
乙酸质量/g 0.0000 11.7259
乙酸乙酯质量/g 28.4808 48.8591
取样位置
色谱分析次数12平均12平均水含量0.03450.03520.03490.10060.08830.0944
乙醇含量0.12950.12890.12920.30260.27670.2897
乙酸含量0.07930.15910.1192
乙酸乙酯含量0.83600.83590.83600.51740.47590.4967
塔顶塔釜
乙醇总量=塔顶乙醇量+塔釜乙醇量+乙醇反应量
74.21=4.4008+28.4942+乙醇反应量
所以乙醇反应量=41.315g
n醇=41.315/46=0.8982mol
乙酸总量=塔釜乙酸量+乙酸反应量
74.1=11.7259+乙酸反应量
所以乙酸反应量为62.3741g
n酸=62.3741/60=1.0396mol
由方程CH3COOH + C2H5OH ? CH3COOC2H5+H2O可知:
反应所用乙酸跟乙醇的比为1:1
显然计算得到的数值明显大于1:1
误差分析:实验中在对塔釜馏出液进行色谱分析时,两次数据偏差较大,但由于馏出液已回收,无法再次进行色谱分析,故处理数据所用的平均值与实际有偏差。
3、计算反应收率及转化率
对于间歇过程,可根据下式计算反应转化率:
转化率=[乙酸加料量-釜残液乙酸量]/乙酸加料量
=(74.1-11.7259)/74.1
=84.18 %
收率=生成乙酸乙酯量/乙酸加料量相对应生成的乙酸乙酯量*100%
=
选择性=收率/转化率=71.16%/84.18%=84.53%
七、实验注意事项
①使用微量注射器在3个不同高度取样,应尽量保持同步。
②在使用微量进样器进样时速度尽量要快。
③为保证停留时间的一致,进样和点击开始的时间尽量一致。
④在称取釜残液的质量时,必须等到持液全部流至塔釜后才取釜残液。
八、思考题
1. 怎样提高酯化收率?
答:对于本实验CH3COOH + C2H5OH ? CH3COOC2H5+H2O是可逆反应,为提高酯化反应的收率,可以通过减小一种生成物的浓度,或者用反应精馏的方法,使生成物中高沸点或者低沸点的物质从系统中连续的排出,是平衡向生成产物的方向移动,以提高酯化收率。
2. 不同回流比对产物分布影响如何?
答:当回流比增大时,乙酸乙酯的浓度会增加。
3. 采用釜进料,操作条件要作哪些变化?酯化率能否提高?
答:釜进料,应保证在釜沸腾条件下进料,塔轻组分上移,重组分下移,在不同的填料高度上均发生反应,生成酯和水,转化率会有所提高。
4. 加料摩尔比应保持多少为最佳?
答:此反应的原料反应摩尔比为1:1,为提高反应的转化率,应使某组分过量,因乙醇的沸点较低,易被蒸出,因此应把乙醇多加,比例约为2:1即可。
5. 用实验数据能否进行模拟计算?如果数据不充分,还要测定哪些数据?
答:能进行模拟计算。还要测定的数据还有塔顶温度,塔釜温度,塔板下降液体量,塔板上液体混合物体积,塔板下降液体量,上升蒸汽量。
实验十 催化反应精馏法制甲缩醛 反应精馏法是集反应与分离为一体的一种特殊精馏技术,该技术将反应过程的工艺特点与分离设备的工程特性有机结合在一起,既能利用精馏的分离作用提高反应的平衡转化率,抑制串联副反应的发生,又能利用放热反应的热效应降低精馏的能耗,强化传质。因此,在化工生产中得到越来越广泛的应用。 一、实验目的 (1)了解反应精馏工艺过程的特点,增强工艺与工程相结合的观念。 (2)掌握反应精馏装置的操作控制方法,学会通过观察反应精馏塔内的温度分布,判断浓度的变化趋势,采取正确调控手段。 (3)学会用正交设计的方法,设计合理的实验方案,进行工艺条件的优选。 (4)获得反应精馏法制备甲缩醛的最优工艺条件,明确主要影响因素。 二、实验原理 本实验以甲醛与甲醇缩合生产甲缩醛的反应为对象进行反应精馏工艺的研究。合成甲缩醛的反应为: O H O H C O CH OH CH 2632322+=+ (1) 该反应是在酸催化条件下进行的可逆放热反应,受平衡转化率的限制,若采用传统的先反应后分离的方法,即使以高浓度的甲醛水溶液(38—40%)为原料,甲醛的转化率也只能达到60%左右,大量未反应的稀甲醛不仅给后续的分离造成困难,而且稀甲醛浓缩时产生的甲酸对设备的腐蚀严重。而采用反应精馏的方法则可有效地克服平衡转化率这一热力学障碍,因为该反应物系中各组分相对挥发度的大小次序为:水甲醛甲醇甲缩醛αααα???,可见,由于产物甲缩醛具有最大的相对挥发度,利用精馏的作用可将其不断地从系统中分离出去,促使平衡向生成产物的方向移动,大幅度提高甲醛的平衡转化率,若原料配比控制合理,甚至可达到接近平衡转化率。 此外,采用反应精馏技术还具有如下优点: (1) 在合理的工艺及设备条件下,可从塔顶直接获得合格的甲缩醛产品。 (2) 反应和分离在同一设备中进行,可节省设备费用和操作费用。 (3) 反应热直接用于精馏过程,可降低能耗。 (4) 由于精馏的提浓作用,对原料甲醛的浓度要求降低,浓度为7%—38%的甲醛水溶液均可直接使用。 本实验采用连续操作的反应精馏装置,考察原料甲醛的浓度、甲醛与甲醇的配比、催化剂浓度、回流比等因素对塔顶产物甲缩醛的纯度和生成速率的影响,从中优选出最佳的工艺条件。实验中,各因素水平变化的范围是:甲醛溶液浓度(重量浓度) 12% — 38%,甲醛:甲醇(摩尔比)为1:8—1:2 ,催化剂浓度 1%—3%,回流比 5 — 15。由于实验涉及多因子多水平的优选,故采用正交实验设计的方法组织实验,通过数据处理,方差分析,确定主要因素和优化条件。
催化反应精馏制乙酸乙酯 【实验目的】 1.掌握反应精馏的操作。 2.了解反应精馏与常规精馏的区别。 3.学会分析塔内物料组成。 4.掌握用气相色谱分析有机混合物料组成。 【实验原理】 反应精馏过程不同于一般精馏,他既有精馏的物理相变之传递现象,又有物质变性的化学反应现象。两者同时存在,相互影响,使过程更加复杂。因此,反应精馏适合于可逆平衡反应。一般情况下,反应受平衡影响,转化率只能维持在平衡转化的水平;但是,若生成物中有低沸点或高沸点物质存在,则精馏过程可使其连续地从系统中排出,结果超过平衡转化率,大大提高了效率。 对醇酸酯化反应来说是可逆吸热反应,但该反应速度非常缓慢,故一般都用催化反应方式。本实验是以醋酸和乙醇为原料,在硫酸催化下生成醋酸乙酯的可逆反应。反应的化学方程式为: CH3COOH + C2H5OH——→CH3COOC2H5 + H2O 【实验步骤】 间歇操作流程 (1)将一定量的乙醇、乙酸,浓硫酸几滴倒入塔釜内,开启塔顶冷凝水,开启釜加热系统,开启塔身保温电源。 (2)当塔顶摆锤上有液体出现时,进行全回流操作15分钟后,设定回流比为3:1,开启回流比控制电源。 (3)30分钟后,用微量注射器在塔身五个不同部位取样,应尽量保证同步。 (4)分别将0.3uL样品注入色谱分析仪,记录数据,注射器用后应用蒸馏水或丙酮洗清,以备后用。 (5)重复3、4步操作。 (6)关闭塔釜及塔身加热电源,当不再有液体流回塔釜时,取塔顶馏出液和塔釜残留液称重,对馏出液及釜残液进行称重和色谱分析。 (7)关闭冷凝水及总电源。 【实验数据处理】 1.20分钟时,塔内不同高度处各物质组成
乙酸乙酯皂化反应速度常相数的测定 一、实验目的 1.通过电导法测定乙酸乙酯皂化反应速度常数。 2.求反应的活化能。 3.进一步理解二级反应的特点。 4.掌握电导仪的使用方法。 二、基本原理 乙酸乙酯的皂化反应是一个典型的二级反应: 325325CH COOC H OH CH COO C H OH --+??→+ 设在时间t 时生成浓度为x ,则该反应的动力学方程式为 ()()dx k a x b x dt - =-- (8-1) 式中,a ,b 分别为乙酸乙酯和碱的起始浓度,k 为反应速率常数,若a=b,则(8-1)式变为 2()dx k a x dt =- (8-2) 积分上式得: 1() x k t a a x =?- (8-3) 由实验测的不同t 时的x 值,则可根据式(8-3)计算出不同t 时的k 值。如果k 值为常数,就可证明反应是二级的。通常是作 () x a x -对t 图,如果所的是直线,也可证明反应是二级 反应,并可从直线的斜率求出k 值。 不同时间下生成物的浓度可用化学分析法测定,也可用物理化学分析法测定。本实验用电导法测定x 值,测定的根据是: (1) 溶液中OH -离子的电导率比离子(即3CH COO -)的电导率要大很多。因此,随着反应的进行,OH -离子的浓度不断降低,溶液的电导率就随着下降。 (2) 在稀溶液中,每种强电解质的电导率与其浓度成正比,而且溶液的总电导率
就等于组成溶液的电解质的电导率之和。 依据上述两点,对乙酸乙酯皂化反应来说,反映物和生成物只有NaOH 和NaAc 是 强电解质,乙酸乙酯和乙醇不具有明显的导电性,它们的浓度变化不至于影响电导率的数值。如果是在稀溶液下进行反应,则 01A a κ= 2A a κ∞= 12()t A a x A x κ=-+ 式中:1A ,2A 是与温度、溶剂、电解质NaOH 和NaAc 的性质有关的比例常数; 0κ,κ∞分别为反应开始和终了是溶液的总电导率;t κ为时间t 时溶液的总电导率。由此三 式可以得到: 00( )t x a κκκκ∞ -=- (8-4) 若乙酸乙酯与NaOH 的起始浓度相等,将(8-4)式代入(8-3)式得: 01t t k ta κκκκ∞ -= ?- (8-5) 由上式变换为: 0t t kat κκκκ∞-= + (8-6) 作0~ t t t κκκ-图,由直线的斜率可求k 值,即 1m ka = ,1k ma = 由(8-3)式可知,本反应的半衰期为: 1/21 t ka = (8-7) 可见,两反应物起始浓度相同的二级反应,其半衰期1/2t 与起始浓度成反比,由(8-7)式可知,此处1/2t 亦即作图所得直线之斜率。 若由实验求得两个不同温度下的速度常数k ,则可利用公式(8-8)计算出反应的活化能a E 。
。 甲缩醛 合成方法 1.1 甲醛和甲醇反应制备甲缩醛 1.2 甲醇一步氧化法制甲缩醛 1 .3 二甲醚氧化生成甲缩醛 1.4 二溴甲烷合成甲缩醛 分离 萃取精馏制备高纯度甲缩醛 甲缩醛生产工艺方法可分为间歇合成工艺及连续工艺。 目前,国内外精制甲缩醛的工艺方法主要有膜蒸馏法和萃取蒸馏法。精制甲缩醛的双效变压精馏工艺方法 用途 2.1 在杀虫剂配方中的应用 2.2 在皮革上光剂、汽车上光剂配方中的应用 2.3甲缩醛在空气清新剂中的应用 2.4 在柴油添加剂中的应用
。 2.5 在彩带配方中的应用 2.6 在涂料行业中的应用 2.7 在柴油添加剂中的应用 2.8 甲缩醛在其他方面的应用
1、甲醛和甲醇反应制备甲缩醛 用甲醛和甲醇反应生成甲缩醛的工艺是合成甲缩醛的众多反应中是最为常用的,因为这个方法的原料易得,操作又方便,反应快,条件温和且易控制。虽然是放热反应,但反应放出的热量比较小,对反应的平衡转化率影响不大。 以甲醇和甲醛为原料,生产甲缩醛的工艺主要有两种:液相缩合法和反应精馏法。其反应式如下: (1) 液相缩合法是一种常用的工业方法。该法操作简单,反应条件温和,但是生产中要产生大量的含甲醛的酸性有机废水,难于处理,污染环境,因此该法已经逐步被淘汰。[1] 反应精馏法已在工业化生产中得到大规模应用,是国内外生产甲缩醛的主流工艺。该工艺与液相缩合法相比,含甲醛的酸性有机废水被低浓度的甲醛废水所取代,废水量少。 2、甲醇一步氧化法制甲缩醛 甲醇脱氢制甲缩醛工艺主要有两种:一种是甲醇无氧脱氢制甲缩醛,其反应式如下: 3CH 3 OH +1/2O →2CH 3 (OCH 3 ) 2 +2H 2 O (2) 另外一种是甲醇无氧脱氢制甲缩醛,其反应式如下: 3CH 3 OH→CH 3 (OCH 3 ) 2 + H 2 + H 2 O (3)
催化反应精馏制乙酸乙酯 化工1402 【实验目的】 1.掌握反应精馏的操作。 2.了解反应精馏与常规精馏的区别。 3.学会分析塔内物料组成。 【实验原理】 反应精馏过程不同于一般精馏,他既有精馏的物理相变之传递现象,又有物质变性的化学反应现象。两者同时存在,相互影响,使过程更加复杂。因此,反应精馏适合于可逆平衡反应。一般情况下,反应受平衡影响,转化率只能维持在平衡转化的水平;但是,若生成物中有低沸点或高沸点物质存在,则精馏过程可使其连续地从系统中排出,结果超过平衡转化率,大大提高了效率。 对醇酸酯化反应来说是可逆吸热反应,但该反应速度非常缓慢,故一般都用催化反应方式。本实验是以醋酸和乙醇为原料,在硫酸催化下生成醋酸乙酯的可逆反应。反应的化学方程式为: CH3COOH + C2H5OH——→CH3COOC2H5 + H2O 【实验步骤】 间歇操作流程 (1)将一定量的乙醇、乙酸,浓硫酸几滴倒入塔釜内,开启塔顶冷凝水,开启釜加热系统,开启塔身保温电源。 (2)当塔顶摆锤上有液体出现时,进行全回流操作15分钟后,设定回流比为3:1,开启回流比控制电源。 (3)30分钟后,用微量注射器在塔身五个不同部位取样,应尽量保证同步。 (4)分别将0.3uL样品注入色谱分析仪,记录数据,注射器用后应用蒸馏水或丙酮洗清,以备后用。 (5)重复3、4步操作。 (6)关闭塔釜及塔身加热电源,当不再有液体流回塔釜时,取塔顶馏出液和塔釜残留液称重,对馏出液及釜残液进行称重和色谱分析。 (7)关闭冷凝水及总电源。 【实验数据处理】 1.30分钟时,塔内不同高度处各物质组成 表1 30分钟时塔内物质组成 2.60分钟时,塔内不同高度处各物质组成
浙江万里学院生物与环境学院 化学工程实验技术实验报告 实验名称:乙酸乙酯皂化反应 姓名成绩 班级学号 同组姓名实验日期 指导教师签字批改日期年月日
一、实验预习(30分) 1.实验装置预习(10分)_____年____月____日 指导教师______(签字)成绩 2.实验仿真预习(10分)_____年____月____日 指导教师______(签字)成绩 3.预习报告(10分) 指导教师______(签字)成绩 (1)实验目的 1.用电导率仪测定乙酸乙酯皂化反应进程中的电导率。 2.掌握用图解法求二级反应的速率常数,并计算该反应的活化能。 3.学会使用电导率仪和超级恒温水槽。 (2)实验原理 乙酸乙酯皂化反应是个二级反应,其反应方程式为 CH3COOC2H5+Na++OH-→CH3COO-+Na++C2H5OH 当乙酸乙酯与氢氧化钠溶液的起始浓度相同时,如均为a,则反应速率表示为 (1)式中,x为时间t时反应物消耗掉的浓度,k为反应速率常数。将上式积分得 (2) 起始浓度a为已知,因此只要由实验测得不同时间t时
的x值,以对t作图,应得一直线,从直线的斜率便可求出k值。 乙酸乙酯皂化反应中,参加导电的离子有OH-、Na+和CH3COO-,由于反应体系是很稀的水溶液,可认为CH3COONa是全部电离的,因此,反应前后Na+的浓度不变,随着反应的进行,仅仅是导电能力很强的OH-离子逐渐被导电能力弱的CH3COO-离子所取代,致使溶液的电导逐渐减小,因此可用电导率仪测量皂化反应进程中电导率随时间的变化,从而达到跟踪反应物浓度随时间变化的目的。 令G0为t=0时溶液的电导,G t为时间t时混合溶液的电导,G∞为t=∞(反应完毕)时溶液的电导。则稀溶液中,电导值的减少量与CH3COO-浓度成正比,设K为比例常数,则 由此可得 所以(2)式中的a-x和x可以用溶液相应的电导表示,将其代入(2)式得: 重新排列得: (3) 因此,只要测不同时间溶液的电导值G t和起始溶液的电导值G0,然后 以G t对作图应得一直线,直线的斜率为,由此便求出某温 度下的反应速率常数k值。由电导与电导率κ的关系式:G=κ代入(3)式得: (4) 通过实验测定不同时间溶液的电导率κt和起始溶液 的电导率κ0,以κt,对作图,也得一直线,从直线的斜率也可求出反应速率数k值。如果知道不同温度下的反应速率常数k(T2)和k(T1),根据Arrhenius公式,可计算出该反应的活化能E和反应半衰期。 (5)
化工专业实验报告 实验名称:反应精馏法制乙酸乙酯实验人员:同组人:实验地点:天大化工技术实验中心室实验时间: 2012年10月9日班级/学号: 09 级分子科学与工程专业一班学号:实验组号:02 指导教师: 实验成绩: 反应精馏法制乙酸乙酯 一、实验目的 1. 了解反应精馏是既服从质量作用定律又服从相平衡规律的复杂过程。 2. 掌握反应精馏的操作。 3. 能进行全塔物料衡算和塔操作的过程分析。 4. 了解反应精馏与常规精馏的区别。 5. 学会分析塔内物料组成。二、实验原理 反应精馏过程不同于一般精馏,它既有精馏的物理相变之传递现象,又有物质变性的化学反应现象。反应精馏对下列两种情况特别适用:(1)可逆平衡反应。一般情况下,反应受平衡影响,转化率只能维护在平衡转化的水平;但是,若生成物中有低沸点或高沸点物质存在,则精馏过程可使其连续地从系统中排出,结果超过平衡转化率,大大提高了效率。(2)异构体混合物分离。通常因它们的沸点接近,靠一般精馏方法不易分离提纯,若异构体中某组分能发生化学反应并能生成沸点不同的物质,这时可在过程中得以分离。 对于本实验来说,适于第一种情况,但但该反应若无催化剂存在,单独采用反应精馏存在也达不到高效分离的目的,这是因为反应速度非常缓慢,故一般都用催化反应方式。酸是有效的催化剂,常用硫酸。反应精馏的催化剂用硫酸,是由于其催化作用不受塔内温度限制,在全塔内都能进行催化反应,而应用固体催化剂则由于存在一个最适宜的温度,精馏塔本身难以达到此条件,故很难实现最佳化操作。
本实验是以乙酸和乙醇为原料,在催化剂作用下生成乙酸乙酯的可逆反应。反应的方程式为: CH 3COOH + C2H 5OH ? CH3COOC 2H 5+H2O 实验的进料有两种方式:一是直接从塔釜进料;另一种是在塔的某处进料。前者有间歇和连续式操作;后者只有连续式。可认为反应精馏的分离塔也是反应器。若采用塔釜进料的间歇式操作,反应只在塔釜内进行。由于乙酸的沸点较高,不能进入到塔体,故塔体内共有3组分,即水、乙醇、乙酸乙酯。 本实验采用间歇式进料方式,物料衡算式和热量衡算式为:(1) 物料衡算方程 对第j 块理论板上的i 组分进行物料横算如下 (2) 气液平衡方程 对平衡级上某组分i 的有如下平衡关系: 每块板上组成的总和应符合下式:
《化学工程与工艺专业实验》(本)教学大纲 英文名称:Experiment of Chemical Engineering and Technology 课程性质:必修 学分数:2 学分 要求先修课程:化工原理,化工热力学,化学反应工程,分离工程 适用专业:化学工程与工艺专业 推荐书:《化学工程与工艺专业实验》第二版,乐清华主编,北京,化学工业出版社,2008 参考书:《化工热力学》陈新志、蔡振云、胡望明编著,北京,化学工业出版社,2005 《化工分离工程》邓修、吴俊生编著,北京,科学出版社,2000 《化学反应工程》朱炳辰主编,北京,化学工业出版社,2007 《化学工艺学》黄仲九、房鼎业,北京,高等教育出版社,2001 一、课程目的和任务 本课程是化学工程与工艺专业必修的实践性课程。它是从工程与工艺两个角度出发, 既以化工工艺生产为背景,又以解决工艺或过程开发中所遇到的共性工程问题为目的, 选择典型的工艺与工程要素,所组成系列的工艺与工程实验。它是进行(化工类)工程 师基本训练的重要环节之一,在专业教学计划中占有重要的地位。 化学工程与工艺实验是在学生已经接受了基础理论与专业知识教育,又经受过初步 工程实验训练的基础上进行的。在本实验教学中,将使学生了解与熟悉有关的化工工艺 过程、化学反应工程、传质与分离工程等学科发展方向上的实验技术和方法;掌握与学 会过程开发的基本研究方法和常用的实验基本技能;通过计算机仿真技术,拓宽与发展 工程实验的内容和可操作性;培养学生的创造性思维方法、理论联系实际的学风与严谨 的科学实验态度,提高实践动手能力。为毕业环节乃至今后工作打下较扎实的基础,起 到承前启后的作用。 二、基本要求 工程实践能力的培养是本专业教学计划的重要内容主要任务之一。作为一门重要的专业实践性课程,本课程应达到以下教学要求; (1)使学生掌握专业实验的基本技术和操作技能; (2)使学生学会专业实验主要仪器和装备的使用; (3)使学生了解本专业实验研究的基本方法; (4)培养学生分析问题和解决问题的能力; (5)培养学生理论联系实际、实事求是的学风; (6)提高学生的自学能力,独立思考能力。 三、实验内容及学时分配 本课程的培养对象是化学工程与工艺专业的本科生与专科生,建议实验学时数32学时。根据教学要求,实验内容作如下安排。 1.多态气固相流传热系数测定(4学时) 利用非定态传热过程的特点,测定钢性小球在固定床、流化床、强制对流及自然对流情况下的对流传热系数,通过计算获得毕奥准数Bi值,考察不同环境对传热系数的影响。 2.多釜串联反应器中返混状况测定(2 学时)
反应精馏是精馏技术中的一个特殊领域。在操作过程中,化学反应与分离同时进行,故能显著提高总体转化率,降低能耗。此法在酯化、醚化、酯交换、水解等化工生产中得到应用,而且越来越显示其优越性。 一、实验目的与内容 1. 掌握反应精馏的操作。 2. 能进行全塔物料衡算和塔操作的过程分析。 3. 了解反应精馏与常规精馏的区别。 二、实验原理 反应精馏过程不同于一般精馏,它既有精馏的物理相变之传递现象,又有物质变性的化学反应现象。两者同时存在,相互影响,使过程更加复杂。因此,反应精馏对下列两种情况特别适用:(1)可逆平衡反应。一般情况下,反应受平衡影响,转化率只难维持在平衡转化的水平;但是,若生成物中有低沸点或高沸点物质存在,则精馏过程可使其连续地从系统中排出,结果超过平衡转化率,大大提高了效率。(2)异构体混合物分离。通常因它们的沸点接近,靠精馏方法不易分离提纯,若异构体中某组分能发生化学反应并能生成沸点不同的物质,这时可在过程中得以分离。 对醇酸酯化反应来说,适于第一种情况。但该反应若无催化剂存在,单独采用反应精馏操作也达不到高效分离的目的,这是因为反应速度非常缓慢,故一般都用催化反应方式。酸是有效的催化剂,常用硫酸。反应随酸浓度增高而加快,浓度在0.2~1.0%(wt)。此外,还可用离子交换树脂,重金属盐类和丝光沸石分子筛等固体催化反应,而应用固体催化剂则由于存在一个最适宜的温度,精馏塔本身难以达到此条件,故很难实现最佳化操作。本实验是以醋酸和乙醇为原料、在酸催化剂作用下生成醋酸乙酯的可逆反应。反应的化学方程式为实验的进料有两种方式:一是直接从塔釜进料;另一种是在塔的某处进料。前者有间歇和连续式操作;后者只有连续式。本实验用后一种方式进料,即在塔上部某处加带有酸催化剂的醋酸,塔下部某处加乙醇。釜沸腾状态下塔内轻组分逐渐向上移动,重组分向下移动。具体地说,醋酸从上段向下段移动,与向塔上段移动的乙醇接触,在不同填料高度上均发生反应,生成酯和水。塔内此时有4组元。由于醋酸在气相中有缔合作用,除醋酸外,其它三个组分形成三元或二元共沸物。水-酯,水-醇共沸物沸点较低,醇和酯能不断地从塔顶排出。若控制反应原料比例,可使某组分全部转化。因此,可认为反应精馏的分离塔也是反应器。反应过程进行情况,由反应的转化率和醋酸乙酯的收率来衡量,其计算式为: 转化率= 原釜内醋酸量 醋酸加料量釜残醋酸量 馏出醋酸量 原釜内醋酸量 醋酸加料量 +- -+
乙酸乙酯皂化反应速率常数的测定 一、实验目的 1.学习电导法测定乙酸乙酯皂化反应速率常数的原理和方法以及活化能的测定方法; 2.了解二级反应的特点,学会用图解计算法求二级反应的速率常数; 3.熟悉电导仪的使用。 二、实验原理 (1)速率常数的测定 乙酸乙酯皂化反应时典型的二级反应,其反应式为: CH 3COOC 2H 5+NaOH = CH 3OONa +C 2H 5OH t=0 C 0 C 0 0 0 t=t Ct Ct C 0 - Ct C 0 -Ct t=∞ 0 0 C 0 C 0 速率方程式 2kc dt dc =- ,积分并整理得速率常数k 的表达式为: t 0t 0c c c c t 1k -?= 假定此反应在稀溶液中进行,且CH 3COONa 全部电离。则参加导电离子有Na + 、OH -、CH 3COO -,而Na +反应前后不变,OH -的迁移率远远大于CH 3COO -,随着反 应的进行, OH - 不断减小,CH 3COO -不断增加,所以体系的电导率不断下降,且体系电导率(κ) 的下降和产物CH 3COO -的浓度成正比。 令0κ、t κ和∞κ分别为0、t 和∞时刻的电导率,则: t=t 时,C 0 –Ct=K (0κ-t κ) K 为比例常数 t→∞时,C 0= K (0κ-∞κ) 联立以上式子,整理得:
∞+-?= κκκκt kc 1t 00t 可见,即已知起始浓度C 0,在恒温条件下,测得0κ和t κ,并以t κ对t t 0κκ-作图,可得一直线,则直线斜率0 kc 1 m = ,从而求得此温度下的反应速率常数k 。 (2)活化能的测定原理: )11(k k ln 2 1a 12T T R E -= 因此只要测出两个不同温度对应的速率常数,就可以算出反应的表观活化能。 三、仪器与试剂 电导率仪 1台 铂黑电极 1支 大试管 5支 恒温槽 1台 移液管 3支 氢氧化钠溶液(0.02mol/L ) 乙酸乙酯溶液(0.02mol/L ) 四、实验步骤 1.标定NaOH 溶液及乙酸乙酯溶液的配制 计算标定0.023/dm mol NaOH 溶液所需的草酸二份,放入锥形瓶中,用少量去离子水溶解之,标定溶液。计算出配制与NaOH 等浓度的乙酸乙酯溶液100mL 所需化学纯乙酸乙酯的质量,根据不同温度下乙酸乙酯的密度计算其体积(乙酸乙酯的取样是通过量取一定量的体积),于ml 100容量瓶中加入约3/2容积的去离子水,然后用1mL 移液管吸取所需的乙酸乙酯加入容量瓶中,加水至刻度,摇匀。 2.调节恒温水浴调节恒温水浴温度为30℃1.0±℃。 3.电导率0K 的测定 用mL 20移液管量取去离子水及标定过的NaOH 溶液各mL 20,在干燥的100mL 烧杯中混匀,用少量稀释后的NaOH 溶液淋洗电导电极及电极管3次,装入适量的此NaOH 溶液于电极管中,浸入电导电极并置于恒温水浴中恒温。将
实验一连续流动反应器的返混测定 A实验目的 本实验通过三釜反应器与平推流反应器中停留时间分布的测定,将数据计算结果用多釜串联模型来定量返混程度,从而认识限制返混的措施。 ⑴掌握停留时间分布的测定方法。 ⑵了解停留时间分布与多釜串联模型地关系。 ⑶了解模型参数n的物理意义及计算方法。 B实验原理 在本实验通过三釜反应器内,不同停留时间的物料之间的混合称之返混。返混程度的大小,一般很难直接测定,通常利用物料停留时间分布的测定来研究。然而测定不同状态的反应器内停留时间分布时,我们可以发现,相同的停留时间分布可以有不同的返混情况,即返混与停留时间分布不存在一一对应关系,因此不能用停留时间分布的实验数据直接表示返混程度,而要借助数学模型来间接表达。 物料在反应器内的停留时间完全是一个随机过程,须用概率分布方法来定量描述。所用的概率分布函数为停留时间分布密度函数?(t)和停留时间分布函数F(t)。停留时间分布密度函数?(t)物理意义是:同时进入的N个流体粒子中,停留时间介于t到t+d t间的流体粒子所占的分率d N/N为?(t)d t。停留时间分布函数F(t)物理意义是:流过系统的物料中停留时间小于t的物料的分率。 停留时间分布的测定方法有脉冲法,阶跃法等。当系统达到稳定后,在系统的入口处瞬间注入一定量Q的示踪物料,同时开始在出口流体中检测物料浓度变化。 停留时间分布密度函数?(t)物理含义,可知 ?(t)dt=V·C(t)d t/Q ⑴ Q=?∞0VC(t)dt⑵ 所以?(t)dt= ?∞0VC(t)dt VC(t) = ?∞0)( )( t d t C t C ⑶ 由此可见?(t)与示踪剂浓度C(t)成正比。因此,本实验中用水作为连续流动的物料,以饱和KCl作示踪剂,在反应器出口处检测溶液电导值。在一定范围内,KCl浓度与电导成正比,则可用电导值来表达物料的停留时间变化关系,即?(t) ∝L(t),这里L(t)=L t-L
浙江万里学院生物与环境学院化学工程实验技术实验报告 实验名称:乙酸乙酯皂化反应
一、实验预习(30分) 1.实验装置预习(10分)_____年____月____日 指导教师______(签字)成绩 2.实验仿真预习(10分)_____年____月____日 指导教师______(签字)成绩 3.预习报告(10分) 指导教师______(签字)成绩 (1)实验目的 1.用电导率仪测定乙酸乙酯皂化反应进程中的电导率。 2.掌握用图解法求二级反应的速率常数,并计算该反应的活化能。 3.学会使用电导率仪和超级恒温水槽。 (2)实验原理 乙酸乙酯皂化反应是个二级反应,其反应方程式为 CH3COOC2H5+Na++OH-→CH3COO-+Na++C2H5OH 当乙酸乙酯与氢氧化钠溶液的起始浓度相同时,如均为a,则反应速率表示为
(1) 式中,x为时间t时反应物消耗掉的浓度,k为反应速率常数。将上式积分得 (2) 起始浓度a为已知,因此只要由实验测得不同时间t时的x值,以对t作图,应得一直线,从直线的斜率便可求出k值。
乙酸乙酯皂化反应中,参加导电的离子有OH-、Na+和CH3COO-,由于反应体系是很稀的水溶液,可认为CH3COONa是全部电离的,因此,反应前后Na+的浓度不变,随着反应的进行,仅仅是导电能力很强的OH-离子逐渐被导电能力弱的CH3COO-离子所取代,致使溶液的电导逐渐减小,因此可用电导率仪测量皂化反应进程中电导率随时间的变化,从而达到跟踪反应物浓度随时间变化的目的。 令G0为t=0时溶液的电导,G t为时间t时混合溶液的电导,G∞为t=∞(反应完毕)时溶液的电导。则稀溶液中,电导值的减少量与CH3COO-浓度成正比,设K为比例常数,则 由此可得 所以(2)式中的a-x和x可以用溶液相应的电导表示,将其代入(2)式得:
反应精馏制乙酸乙酯 反应精馏是化学反应与精馏相耦合的化工过程,原料在进行化学反应的同时,用精馏方法分离产物,使反应朝有利于反应产物的方向进行,因此反应精馏能使可逆反应的速率加快,打破平衡限制,提高转化率。与传统生产工艺相比,具有选择性高、平衡转化率高、生产能力高、产品纯度高、投资少、操作费用低、能耗低等优点,因此反应精馏技术引起人们极大关注。 一、实验目的 1.了解反应精馏与普通精馏的区别; 2.掌握反应精馏过程的操作,学会观察分析反应精馏塔内温度分布与浓度之间的变化关系; 3.学会正交实验设计方法优化实验方案。 二、实验原理 目前,我国乙酸乙酯的生产主要采用以浓硫酸为催化剂的直接酯化工艺,反应由于受化学平衡的限制,单程转化率较低。为了提高转化率,生产上往往采用乙醇过量,水洗回收,生产流程长,能耗高。 反应精馏合成酯的过程可分为两类:一类为在塔釜中进行反应,塔身其起精馏产品的作用,催化剂加入釜中,这种过程有连续、间歇之分;另一类为在精馏塔中进行反应,酸和醇分别从塔的不同部位进入塔中,塔身有时有侧线进料。 本实验拟以乙酸与乙醇在硫酸作为催化剂条件下利用反应精馏技术制备并提纯乙酸乙酯。该反应是典型的平衡控制反应,受平衡转化率限制。利用反应精馏技术将反应和分离过程结合在一个塔中进行,不但可节省设备、能量和时间,而且由于生成物不断地从反应区中移走,破坏可逆反应的化学平衡,使之对正向反应有利,从而得到高的酯收率和纯度。 乙酸和乙醇酯化生产乙酸乙酯和水是反应精馏技术第一个广泛研究的案例。这些组分常压沸点见表1。此外,体系中四种组分还相互形成多种恒沸体系,见表2。从表2可见,其中形成的三元恒沸物的恒沸点最低,与乙酸乙酯-水两元恒沸物接近。在反应精馏过程中,获得的塔顶产品是乙酸乙酯-乙醇-水三元混合物。为了便于后续的提纯操作,要求尽量降低塔顶产品中乙醇的含量,因此在反应中采用乙酸过量,尽量使乙醇反应完全。从反应式可知,反应生成的乙酸乙酯和水的质量比约为 4.9:l,由于反应本身生成的水也不能通过形成的乙酸乙酯-乙醇-水三元混合物全部从塔顶带出,因此部分反应产生的水和原料95%乙醇中的水将进入塔釜。 本实验采用连续操作的反应精馏过程,原料乙酸(含催化剂硫酸)和乙醇分别从反应精馏塔的反应段的上部和下部连续进料,塔顶连续采出产物。由于乙酸沸点较高,乙醇沸点较低,两者在反应段反应生成酯,未反应完的乙酸和部分水进入塔釜,酯以恒沸物形式从塔顶采出。反应精馏过程中,进料流量及醇/酸比、回流比、催化剂浓度及塔釜温度等多种条件对乙酸乙酯产率及塔顶乙酸乙酯纯度都有影响。实验中采用正交实验设计的方法安排实验,确定主要因素并优化条件。 表1 纯物质物理性质
催化反应精馏法制甲缩醛 班级:2010级化工班 姓名:徐跞 学好:20105053011 反应精馏法是集反应与分离为一体的一种特殊精馏技术,该技术将反应过程的工艺特点与分离设备的工程特性有机结合在一起,既能利用精馏的分离作用提高反应的平衡转化率,抑制串联反应的发生,又能利用放热反应的热效应降低精馏的能耗,强化传质。因此,在化工生产中得到越来越多广泛的应用。 一、实验目的 (1)了解反应精馏工艺过程的特点,增强工艺与工程相结合的观念。 (2)掌握反应精馏装置的操作控制方法,学会通过观察反应精馏塔内的温度分布,判断浓度的变化趋势,采取正确调控手段。 (3)学会用正交设计的方法,设计;合理的实验方案,进行工艺条件的优先。 (4)获得反应精馏法制备甲缩醛的最优异的工艺条件,明确主要因素。 二、实验原理 本实验以甲醛与甲醇缩合生产甲缩醛的反应为对象进行反应精馏工艺的研究。合成甲缩醛的反应为: O H O H C O CH OH CH 2228323+=+ (1) 该反应是在酸催化条件下进行的可逆放热反应,受平衡转化率的限制,若采用传统的先反应后分离的方法,即使以高浓度的甲醛水溶液(38%—40%)为原料,甲醛的转化率也只能达到60%左右,大量未反应的稀甲醛不仅给后续的分离造成困难,而且稀甲醛浓缩时产生的甲酸对设备的腐蚀严重。而采用反应精馏的方法则可以有效的克服平衡转化率这热力学障碍,因为该反应物系中各组分相对挥发度的大小次序为: 水甲醛甲醇甲缩醛αααα>>> 。可见,由于产物甲缩醛具有 最大的相对挥发度,利用精馏的作用可将其不断的从系统中分离出去,促使平衡向生成物的方向移动,大幅度提高甲醛的平衡转化率,若原料配比控制合理,甚至可达到接近平衡转化率。 采用反应精馏技术还有以下优点: (1)在合理的工艺及设备条件下,可从塔顶直接获得合格的甲缩醛产品; (2)反应和分离在同一设备中进行,可节省设备费用和操作费用;
催化反应精馏法制乙酸乙酯 精馏是化工生产中常用的分离方法。它是利用气-液两相的传质和传热来达到分离目的。对于不同的分离对象,精馏方法也回有所差异。反应就留是精馏技术中的一个特殊领域。在操作过程中,化学反应与分离同时进行,故能显著提高总体转化率,降低能耗。此法在酯化、醚化、酯交换、水解等化工生产中得到应用,而且越来越显示其优越性。 (一)实验目的 1、了解反应精馏是既服从质量作用定律又服从相平衡规律的复杂过程,是反应和分离过程的复合,通过实验数据和结果,了解反应精馏技术比常规反应技术在成本和操作上的优越性。 2、了解玻璃精馏塔的构造和原理,学习反应精馏玻璃塔的操作和使用,掌握反应精馏操作原理和步骤。 3、学习用反应工程原理和精馏塔原理,对精馏过程做全塔物料衡算和塔操作过程的分析。 4、了解反应精馏与常规精馏的区别,掌握反应精馏法是适宜的物系。 5、学习气相色谱的原理和使用方法,学会用气相色谱分析塔内物料的组成,了解气相色谱分析条件的选择和确定方法,并学习根据出峰情况来改变色谱条件。 6.学习用色谱分析,进行定量和定性的方法,学会求取液相分析物校正因子及计算含量的方法和步骤。了解气相色谱仪及热导池检测器的原理,了解分离条件的选择和确定。 (二)实验原理 1 反应精馏原理 反应精馏是随着精馏技术的不断发展与完善,而发展起来的一种新型分离技术。通过对精馏塔进行特殊改造或设计后,采用不同形式的催化剂,可以使某些反应在精馏塔中进行,并同时进行产物和原料的精馏分离,是精馏技术中的一个特殊领域。 在反应精馏操作过程中,由于化学反应与分离同时进行,产物通常被分离到塔顶,从而使反应平衡被不断破坏,造成反应平衡中的原料浓度相对增加,使平衡向右移动,故能显著提高反应原料的总体转化率,降低能耗。同时,由于产物与原料在反应中不断被精馏塔分离,也往往能得到较纯的产品,减少了后续分离和提纯工序的操作和能耗。此法在酯化、醚化、酯交换、水解等化工生产中得到应用,而且越来越显示其优越性。 反应精馏过程不同于一般精馏,它既有精馏的物理相变之传递现象,又有物质变性的化学反应现象。两者同时存在,相互影响,使过程更加复杂。在普通的反应合成酯化、醚化、酯交换、水解等过程中,反应通常在反应釜内进行,而且随着反应的不断进行,反应原料的浓度不断降低,产物的浓度不断升高,反应速度会越来越慢。同时,反应多数是放热反应,为了控制反应温度,也需要不断地用水进行冷却,造成水的消耗。反应后的产物一般需要进行两次精馏,先把原料和产物分开,然后再次精馏提纯产品浓度。而在反应精馏过程中,由于反应发生在塔内,反应放出的热量可以作为精馏的加热源,减少了精馏的釜加热蒸汽。而在塔内进行的精馏,也可以使塔顶直接得到较高浓度的产品。由于多数反应需要在催化剂存在下进行,一般分均相催化和非均相催化反应精馏。均相催化反应精馏一般用浓硫酸等强酸做催化剂,具有使用方便等优点,但设备腐蚀严重,造成在工业应用中对设备要求高,生产成本大等缺点。非均相催化反应精馏一般采用离子交换树脂,重金属盐类和丝光沸石分子筛等固体催化剂,可以装填在塔板上或用纤维布等包裹,分段装填在精馏塔内。一般说来,反应精馏对下列两种情况特别适用: (1)可逆平衡反应。一般情况下,反应受平衡影响,转化率只能维持在平衡转化的水平;而实际反应中只能维持在低于平衡转化率的水平。因此,产物中不但含有大量过量,造成后续分离过程的操作成本提高和难度加大,而在精馏塔钟进行的酯化或醚化反应,往往因为生成物中有低沸点或高沸点物质存在,而多数会和水形成最
一、实验目的 1.了解反应精馏是既服从质量作用定律又服从相平衡规律的复杂过程。 2.掌握反应精馏的操作。 3.能进行全塔物料衡算和塔操作的过程分析。 4.了解反应精馏与常规精馏的区别。 5.学会分析塔内物料组成。 二、实验原理 反应精馏过程不同于一般精馏,它既有精馏的物理相变之传递现象,又有物质变性的化学反应现象。反应精馏对下列两种情况特别适用:(1)可逆平衡反应。一般情况下,反应受平衡影响,转化率只能维护在平衡转化的水平;但是,若生成物中有低沸点或高沸点物质存在,则精馏过程可使其连续地从系统中排出,结果超过平衡转化率,大大提高了效率。(2)异构体混合物分离。通常因它们的沸点接近,靠一般精馏方法不易分离提纯,若异构体中某组分能发生化学反应并能生成沸点不同的物质,这时可在过程中得以分离。 对于本实验来说,适于第一种情况,但但该反应若无催化剂存在,单独采用反应精馏存在也达不到高效分离的目的,这是因为反应速度非常缓慢,故一般都用催化反应方式。酸是有效的催化剂,常用硫酸。反应精馏的催化剂用硫酸,是由于其催化作用不受塔内温度限制,在全塔内都能进行催化反应,而应用固体催化剂则由于存在一个最适宜的温度,精馏塔本身难以达到此条件,故很难实现最佳化操作。本实验是以乙酸和乙醇为原料,在催化剂作用下生成乙酸乙酯的可逆反应。反应的方程式为:CH3COOH + C2H5OH ? CH3COOC2H5+H2O 实验的进料有两种方式:一是直接从塔釜进料;另一种是在塔的某处进料。前者有间歇和连续式操作;后者只有连续式。可认为反应精馏的分离塔也是反应器。若采用塔釜进料的间歇式操作,反应只在塔釜内进行。由于乙酸的沸点较高,不能进入到塔体,故塔体内共有3组分,即水、乙醇、乙酸乙酯。 本实验采用间歇式进料方式,物料衡算式和热量衡算式为: 物料衡算方程 对第j块理论板上的i组分进行物料横算如下 气液平衡方程 对平衡级上某组分i的有如下平衡关系:
乙酸乙酯皂化反应 一、实验目的 1. 用电导法测定乙酸乙酯皂化反应的反应级数、速率常数和活化能 2. 通过实验掌握测量原理和电导率一的使用方法 二、实验原理 1. 乙酸乙酯皂化反应为典型的二级反应,其反应式为: CH3COOC2H5+NaOH→CH3COONa+C2H5OH A B C D 当C A,0=C B,0其速率方程为: -dC A/dt=kC A2 积分得: 由实验测得不同时间t时的C A 值,以1/C A 对t作图,得一直线,从直线斜率便可求出K的值。 2. 反应物浓度CA的分析 不同时间下反应物浓度C A可用化学分析发确定,也可用物理化学分析法确定,本实验采用电导率法测定。 对稀溶液,每种强电解质的电导率与其浓度成正比,对于乙酸乙酯皂化反应来说,溶液的电导率是反应物NaoH与产物CH3CooNa两种电解质的贡献: 式中:Gt—t时刻溶液的电导率;A1,A2—分别为两电解质的电导率与浓度关系的比例系数。反应开始时溶液电导率全由NaOH贡献,反应完毕时全由CH3COONa贡献,因此 代入动力学积分式中得: 由上式可知,以Gt对 作图可得一直线,其斜率等于 ,由此可求得反应速率常数k。
3. 变化皂化反应温度,根据阿雷尼乌斯公式: ,求出该反应的活化能Ea。 三、实验步骤 1. 恒温水浴调至20℃。 2. 反应物溶液的配置: 将盛有实验用乙酸乙酯的磨口三角瓶置入恒温水浴中,恒温10分钟。用带有刻度的移液管吸取V/ml乙酸乙酯,移入预先放有一定量蒸馏水的100毫升容量瓶中,再加蒸馏水稀释至刻度,所吸取乙酸乙酯的体积 V/ml可用下式计算: 式子:M =88.11, =0.9005, 和NaOH见所用药品标签。 3. G0的测定: (1)在一烘干洁净的大试管内,用移液管移入电导水和NaOH溶液(新配置)各15ml,摇匀并插入附有橡皮擦的260型电导电极(插入前应用蒸馏水淋洗,并用滤纸小心吸干,要特别注意切勿触及两电极的铂黑)赛还塞子,将其置入恒温槽中恒温。 (2)开启DDSJ-308A型电导仪电源开关,按下"ON/OFF"键,仪器将显示产标、仪器型号、名称。按“模式”键选择“电导率测量”状态,仪器自动进入上次关机时的测量工作状态,此时仪器采用的参数已设好,可直接进行测量,待样品恒温10分钟后,记录仪器显示的电导率值。 (3)将电导电极取出,用蒸馏水林洗干净后插入盛有蒸馏水的烧杯中,大试管中的溶液保留待用。 4. Gt的测定; (1)取烘干洁净的混合反应器一支,其粗管中用移液管移入15ml新鲜配置的乙酸乙酯溶液,插入已经用蒸馏水淋洗并用滤纸小心吸干(注意:滤纸切勿触及两级的铂黑)带有橡皮塞的电导电极,用另一只移液管于细管移入15ml已知浓度的NaOH溶液,然后将其置于20摄氏度的恒温槽中恒温。 注意:氢氧化钠和乙酸乙酯两种溶液此时不能混合。
实验八反应精馏法制备乙酸乙酯 一、实验目的 1.了解反应精馏是既服从质量作用定律又服从相平衡规律的复杂过程,是反应和分离过程的复合,了解反应精馏技术比常规反应技术在成本和操作上的优越性。 2.了解玻璃精馏塔的构造和原理,掌握反应精馏操作的原理和步骤,学习反应精馏玻璃塔的使用和操作。 3.学习用反应工程原理和精馏塔原理,对精馏过程做全塔物料衡算和塔操作的过程分析。 4.根据化学平衡原理和反应精馏原理,学习体验反应精馏配方、反应条件、精馏条件的制定及其相互影响。 5.了解与常规精馏的区别,掌握反应精馏法所适宜的物系。 6.应用气相色谱分析进行定量和定性分析,学会求取液相分析物校正因子及计算含量的方法和步骤。 二、实验原理 1. 反应精馏原理 反应精馏是随着精馏技术的不断发展与完善而发展起来的一种新型分离技术。通过对精馏塔进行特殊改造或设计后,采用不同类型的催化剂,可以使某些反应在精馏塔中进行,并同时进行产物和原料的精馏分离,是精馏技术中的一个特殊领域。 在反应精馏操作过程中,由于化学反应与分离同时进行,产物通常被分离到塔顶,从而使反应平衡被不断破坏,造成反应平衡中的原料浓度相对增加,使平衡向右移动,故能显著提高反应原料的总体转化率,降低能耗。同时,由于产物与原料在反应中不断被精馏塔分离,能得到较纯的产品,减少了后续分离和提纯工序的操作和能耗。此法在酯化、醚化、酯交换、水解等化工生产中得到应用,而且越来越显示其优越性。 反应精馏过程不同于一般精馏,它既有精馏的物理相变之传递现象,又有物质变性的化学反应现象。两者同时存在,相互影响,过程更加复杂。在普通的反应合成、酯化、醚化、酯交换、水解等过程中,反应通常在反应釜内进行,而且随着反应的不断进行,反应原料的浓度不断降低,产物的浓度不断升高,反应速度回会越来越慢。同时,反应多数是放热反应,为了控制反应温度,也需要不断地用水进行冷却,造成水的消耗。反应后的产物一般需要进行两次精馏,先把原料和产物分开,然后再次精馏提纯产品。而在反应精馏过程中,由于反应发生在塔内,反应放出的热量可以作为精馏的加热源,减少了精馏的釜加热蒸汽。而在塔内进行的精馏,也可以使塔顶直接得到较高浓度的产品。 由于多数反应需要在催化剂存在下进行,一般分均相催化和非均相催化反应精馏。均相催化反应精馏一般用浓硫酸等强酸作催化剂,具有使用方便等优点,但设备腐蚀严重,造成在工业应用中对设备要求高,生产成本大等缺点。非均相催化反应精馏一般采用离子交换树脂,重金属盐类和丝光沸石分子筛等固体催化剂,可以装填在塔板上或用纤维布等包裹,分段装填在精馏塔内。一般说来,反应精馏对下列两种情况特别适用: (1)可逆平衡反应,如酯化或醚化反应。一般情况下,反应受平衡影响,转化率最大只能是平衡转化率,而实际反应中只能维持在低于平衡转化率的水平。因此,产物中不但含有大量的反应原料,而且往往为了使其中一种价格较贵的原料反应尽可能完全,通常会使一种物料大量过量,造成后续分离过程的操作成本提高和难度加大。而在精馏塔中进行反应,往往因为生成物中有低沸点或高沸点物质存在,而多数