
工艺流程图托盘 Prepared on 22 November 2020
1、目的: 为了保证产品的质量,方便生产工艺的管理,提高生产效率,特制订以下生产流程图。
2、工作要求:
要求各个生产部门严格按照以下工艺流程图来严格作业,确保产品质量。
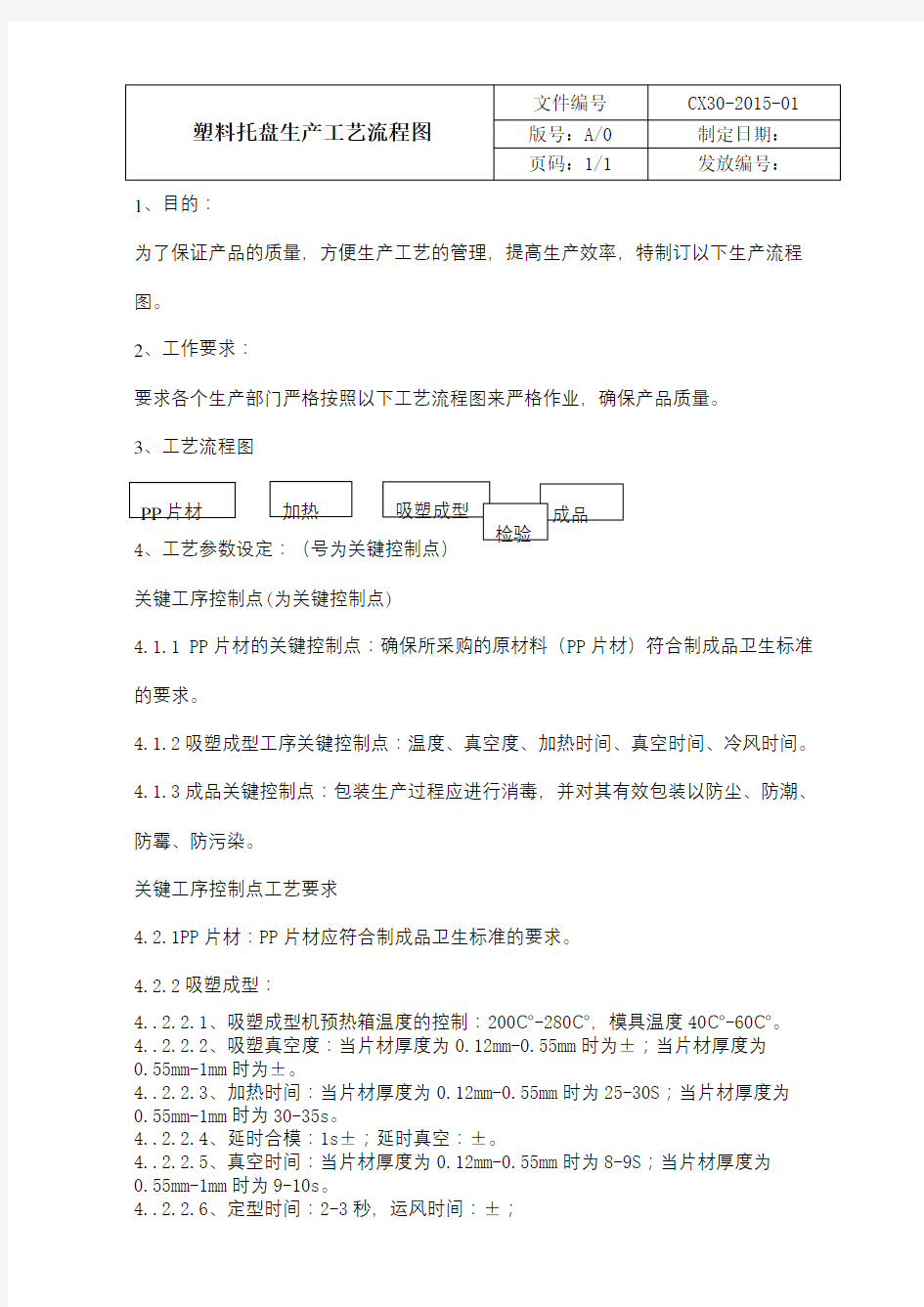
3、工艺流程图
4
关键工序控制点
(为关键控制点)
4.1.1 PP 片材的关键控制点:确保所采购的原材料(PP 片材)符合制成品卫生标准的要求。
4.1.2吸塑成型工序关键控制点:温度、真空度、加热时间、真空时间、冷风时间。
4.1.3成品关键控制点:包装生产过程应进行消毒,并对其有效包装以防尘、防潮、防霉、防污染。
关键工序控制点工艺要求
4.2.1PP 片材:PP 片材应符合制成品卫生标准的要求。
4.2.2吸塑成型:
4..2.2.1、吸塑成型机预热箱温度的控制:200℃-280℃,模具温度40℃-60℃。
4..2.2.2、吸塑真空度:当片材厚度为0.12mm-0.55mm 时为±;当片材厚度为0.55mm-1mm 时为±。
4..2.2.3、加热时间:当片材厚度为0.12mm-0.55mm 时为25-30S ;当片材厚度为0.55mm-1mm 时为30-35s 。
4..2.2.4、延时合模:1s ±;延时真空:±。
4..2.2.5、真空时间:当片材厚度为0.12mm-0.55mm 时为8-9S ;当片材厚度为0.55mm-1mm 时为9-10s 。
4..2.2.6、定型时间:2-3秒,运风时间:±;
4..2.2.7、冷风时间:当片材厚度为0.12mm-0.55mm时为10-20S;当片材厚度为0.55mm-1mm时为15-25s。
4.2.3成品在包装生产过程中应进行消毒,并对其有效包装以防尘、防潮、防霉、防污染。
5、相关文件
《关键控制点管理办法》
6、相关记录
《吸塑成型工艺卡》
《吸塑工艺控制记录卡》