
通过PLC输入查找故障点
我们都知道我们公交CNG加气站压缩机采用的PLC系统有三种:
M301机组使用是美国GE 公司的S90-30控制系统;
KRAUS机组使用的是美国AB的SLC500控制系统;
SAFE机组使用的是法国施奈德公司的TSX3722控制系统;
这三种PLC(所有的PLC控制系统)工作原理都是一样的,包括三个步骤,即“输入状态检查”、“程序执行”、“输出状态更新”。简单说明如下:步骤一“输入状态检查”:PLC首先检查输入端元件所连接之各点开关量输入或模拟量输入状态,并将其状态写入内存中“输入映象区”。
步骤二“程序执行”:将阶梯图程序逐行取入CPU 中运算,若程序执行中需要输入接点状态,CPU直接从内存“输入映象区”中查询取出。输出线圈之运算结果则存入内存中“输出映象区”,暂不反应至输出端。
步骤三“输出状态更新”:将步骤二中之输出状态更新至PLC输出部接点,并且重回步骤一。
执行完这三个步骤的时间,叫做扫描周期。
从PLC工作原理这三个步骤中我们能够看到,PLC的输入在整个PLC 运行过程中很关键,PLC的输入信号通过执行用户程序直接影响着整个设备的运行状态。而且PLC的输入直接与外部设备相连,是容易出故障的部位。所以我们可以根据PLC的报警菜单通过检查PLC的输入和输出设备,快速的查找出故障点。
本节课以KRAUS机组美国Allen Bradley(艾伦-布拉德利)简称(AB)
生产的SLC 500系列可编程逻辑控制器为例,详细列出输入、输出信号源,并根据故障信息菜单通过输入查找出故障点。
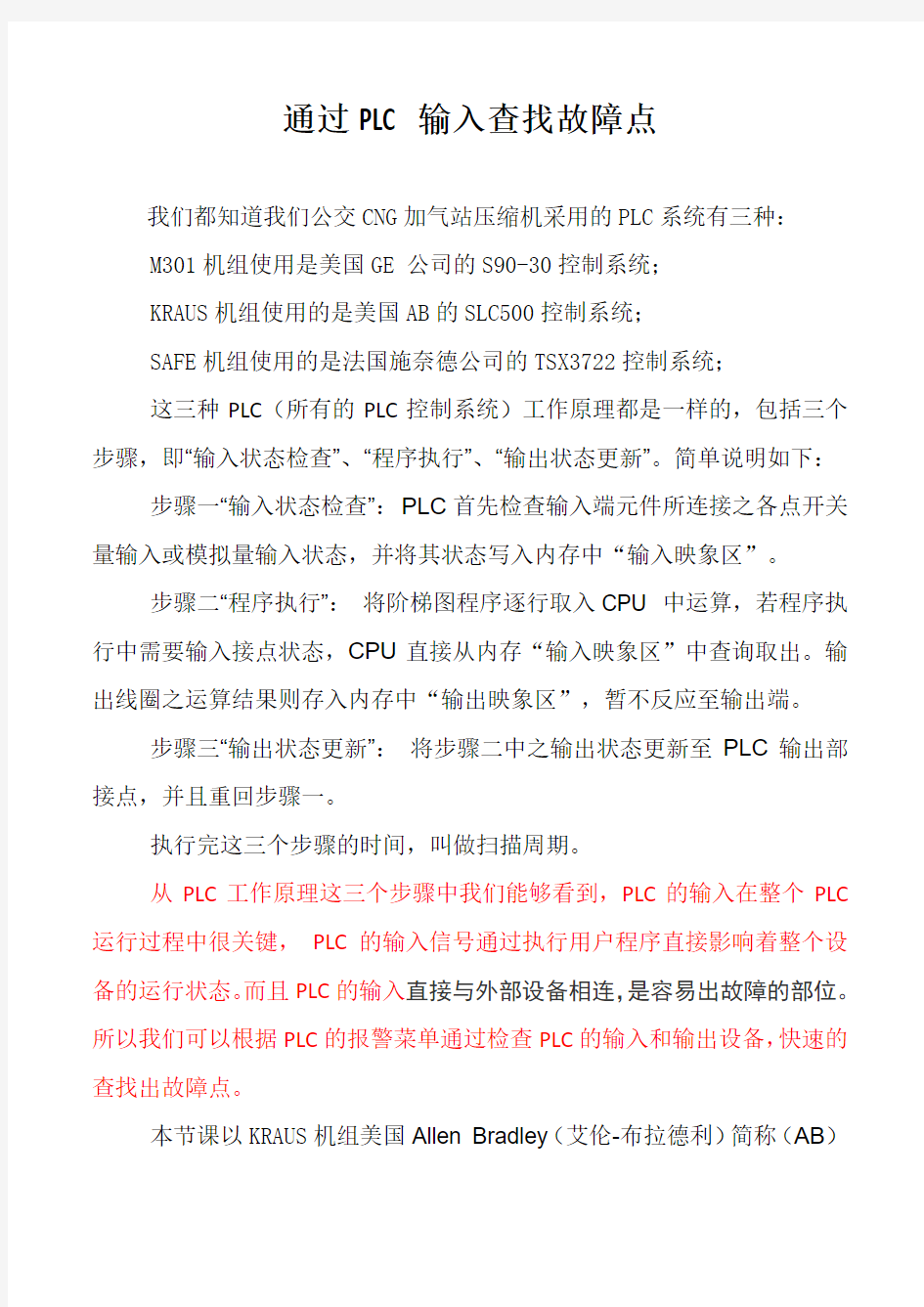
一、 KRAUS机组PLC硬件配置,如图1:
图1
1、SLC 模块化框架
目前SLC 模块框架为系统配置提供4 种类型的框架:
1746-A4(四槽)、1746-A7(七槽);
1746-A10(十槽)、1746-A13(十三槽);
1746模块框架可以用于安装处理器、I/O适配器和I/O模块
现在用的11座KRAUS机组应用的是1746-A7(七槽)框架。
2、电源模块:1746-P4
每个框架都需要自己的电源,电源模块必须安装在框架的外左侧。
3、处理器:1747-L541(SLC 5/04)
4、模拟量输入模块:1746-NI8(-20mA to +20mA)
1746-NI8共设有8个模拟量输入通道:11-0~7
11-0为机组入口压力传感器提供的模拟信号;
11-1为机组一级缸压力传感器提供的模拟信号;
11-2为机组二级缸压力传感器提供的模拟信号;
11-3为优先控制盘Bapass压力传感器提供的模拟信号;
11-4为优先控制盘高压气瓶压力传感器提供的模拟信号;
11-5为优先控制盘低压气瓶压力传感器提供的模拟信号;
11-6为接气柱压力传感器提供的模拟信号;
11-7为橇座内气体探测器提供的模拟信号;
5、热电偶模块:1746-NT4(-50 mVDC to +50 mVDC)
1746-NT4共设有4个热电偶直流电压模拟输入通道:CHL0~3 CHL0为压缩机组一级缸温度表提供的模拟信号;
CHL1为压缩机组二级缸温度表提供的模拟信号;
CHL2为压缩机组撬座内温度计提供的模拟信号;
CHL3为压缩机组外部环境温度计提供的模拟信号;
6、开关量输入模块:1746-1A16(接通 or 断开)
1746-1A16共设入16个开关量输入通道:14-0~15
14-0为配电柜380V空开电压提供的开关量输入信号;
14-1为电机软起动器提供的开关量输入信号;
14-2为压缩机主电机(软起动失败)提供的开关量输入信号;
14-3为热交换器电机过载提供的开关量输入信号;
14-4为预润滑泵电机过载提供的开关量输入信号;
14-5为复位按钮提供的开关量输入信号;
14-6为UPS电源提供的开关量输入信号;
14-7为ESD(紧急停机按钮)提供的电源开关量输入信号;
14-8为ESD(紧急停机按钮)提供的开关量输入信号;
14-9为自动和停机开关量输入信号;
14-10为压缩机组润滑油压开关量输入信号;
14-11为压缩机组润滑油流开关量输入信号;
14-12为压缩机组润滑油液位开关量输入信号;
14-13~15为备用开关量输入信号;
7、开关量输出模块:1746-OW16
1746-OW16共设入16个开关量输出通道:05-0~15
05-0输出给压缩机组主电机起动信号;
05-1输出给热交换器电机起动信号;
05-2输出给预润滑油泵电机起动信号;
05-3输出给压缩机入口气动执行球阀电磁线圈的信号;
05-4输出给压缩机一级缸卸载气动执行球阀电磁线圈的信号;
05-5输出给压缩机二级缸卸载气动执行球阀电磁线圈的信号;
05-6输出给自动补油气动执行球阀电磁线圈的信号;
05-7输出给撬座内照明灯信号;
05-8输出给绿色运行指示灯信号;
05-9输出给红色故障报警灯信号;
05-10至12为备用输出;
05-13输出给优先控制柜低压气瓶V3电磁阀线圈信号;
05-14输出给优先控制柜高压气瓶V4电磁阀线圈信号;
05-15输出给优先控制柜低压气瓶V5电磁阀线圈信号;
以上详细列出了KRAUS机组所有输入和输出对应的外围设备。
二、 KRAUS机组故障菜单解析(全部针对输入设备进行检测)
1、显示屏显示报警内容:SOFT START FAULT !!
故障描述:软起动失败
1746-1A16开关量输入模块压缩机主电机(软起动失败)提供的开关量输入信号有效,需要检查软起动设备。
2、显示屏显示报警内容:ESD PUSHED !!
故障描述:红色紧急停机按钮被按下
1746-1A16开关量输入模块14-8 ESD(紧急停机按钮)提供的开关量输入信号有效,需要逐一检查ESD按钮哪个被按下。
3、显示屏显示报警内容:GAS LEVEL 20% L.E.L !!
故障描述:撬座内气体浓度超过爆炸下限的20%
4、显示屏显示报警内容:GAS LEVEL 40% L.E.L !!
故障描述:撬座内气体浓度超过爆炸下限的40%
5、显示屏显示报警内容:HEAT EXCHANGER OVERLOAD !!
故障描述:热交换器电机过载
1746-1A16开关量输入模块14-3热交换器电机过载提供的开关量输入信号,需要检查热交换器电机或过载保护器设备。
6、显示屏显示报警内容:HIGH 1ST STAGE PRESSURE !!
故障描述:一级缸压力超出设定值
1746-NI8模拟量输入模块11-1机组一级缸压力传感器提供的模拟信号值超出机组设定值,可能已造成一级缸安全阀起跳,需要查找分析一级缸压力值高的原因。
7、显示屏显示报警内容:HIGH 1ST STAGE TEMPERATURE !!
故障描述:一级缸温度超出设定值
8、显示屏显示报警内容:HIGH 2ST STAGE PRESSURE !!
故障描述:二级缸压力超出设定值
1746-NI8模拟量输入模块11-2机组二级缸压力传感器提供的模拟信号值超出机组设定值,可能已造成二级缸安全阀起跳,需要查找分析二级缸压力值高的原因。
9、显示屏显示报警内容:HIGH 2ST STAGE TEMPERATURE !!
故障描述:二级缸温度超出设定值
10、显示屏显示报警内容:HIGH INLET PRESSURE !!
故障描述:入口压力高出设定值
1746-NI8模拟量输入模块11-0机组入口压力传感器提供的模拟信号值超出机组设定值,可能已造成回收罐起跳,需要查找分析回收罐压力值高的原因。
11、显示屏显示报警内容:LOW INLET PRESSURE !!
故障描述:入口压力低于设定值
1746-NI8模拟量输入模块11-0机组入口压力传感器提供的模拟信号值超出机组设定值,需要查找分析回收罐压力值高的原因。
12、显示屏显示报警内容:LOW OIL FLOW !!
故障描述:润滑油流量低(没有检测到润滑油)1746-1A16开关量输入模块14-11压缩机组润滑油压开关量输入信号
输入有效,需要检查无油流开关。
13、显示屏显示报警内容:LOW OIL LEVEL !!
故障描述:润滑油液位低
1746-1A16开关量输入模块14-12压缩机组润滑油液位开关量输入信号有效,需要检查机油液位开关。
14、显示屏显示报警内容:LOW OIL PRESSURE !!
故障描述:滑润油油压低
1746-1A16开关量输入模块14-10压缩机组润滑油压开关量输入信号有效,需要检查油压开关。
15、显示屏显示报警内容:POWER LOSS !!
故障描述:主电源断开
16、显示屏显示报警内容:THERMOCOUPLE FAULT !!
故障描述:热电偶故障(探针开路)
17、显示屏显示报警内容:SOFT START NOT UP TO SPEED !!
故障描述:软起动没有达到要求速度
18、显示屏显示报警内容:WARNING GAS DETECTOR FAULT !!
故障描述:气体探测器故障警告
19、显示屏显示报警内容:WARNING PLC BATTERY LOW !!
故障描述:PLC电池电量低警告
20、显示屏显示报警内容:WARNING PRELUBE PUMP OVERLOAD !!
故障描述:润滑油电机过载警告
21、显示屏显示报警内容:WARNING PRELUBE LOW PRESSURE !!
故障描述:润滑油压低于起机要求警告
22、显示屏显示报警内容:WARNING POWER LOSS HAS OCCURED !!
故障描述:电源断开且UPS已无电警告
23、显示屏显示报警内容:WARNING SKID TEMPERATURE TOO HOT !!
故障描述:撬座内温度超出设定值(50℃)警告
24、显示屏显示报警内容:SKID TEMPERATURE TOO COLD !!
故障描述:撬座外温度低于设定值(0℃)
25、显示屏显示报警内容:ANALOG FAULT !!
故障描述:模拟输入错误(压力传感器或气体探测器信号
电路断开或都超出范围)
家庭宽带常见故障处理方法 一、FTTH故障处理步骤: 第一步:查看ONT(光猫)“Power”电源灯的状态。 (1)不亮,表示供电异常,需要检查电源连接和电源适配器是否工作正常 (2)长亮,表示供电正常转第二步。 第二步:查看ONT(光猫)“LOS”灯的状态。精品文档,你值得期待 (1)熄灭,表示信号正常转第三步。 (2)闪亮,表示光猫接收不到信号或低于灵敏度,转第五步。 第三步:查看ONT(光猫)“PON”或“LINK”灯的状态。 常亮,表示ONT(光猫)接收到OLT的信号,转第四步。 (1) (2)闪亮,表示ONT(光猫)接收光功率低于或者高于光接收灵敏度,ONT(光猫)注册不上,转第五步。 (3)灭,表示ONT(光猫)接收不到OLT的信号,转第五步。 第四步:查看ONT(光猫)“LAN”灯的状态。 (1)灯闪亮,表示光猫与电脑或用户路由器连接正常,转第六步。 (2)熄灭,表示光猫与电脑或用户路由器、交换机连接异常,检查步骤①用户网卡是否禁用,②用网线测试仪检查网线是否正常,③更换光猫LAN口或路由器、交换机其他端口测试是否正常。最终判断是光猫、路由器、交换机、用户电脑的问题。 第五步:检查光衰。 (1)查看光猫接收光功率情况。两种方法:①可以登录到光猫里面查看; ②通过PON光功率计查看,拨出ONT(光猫)“PON”尾纤接入光功率计(选择波 长1490nm),测试光功率是否在标准值-8~-28dB(-28已经处于边缘值,建议在-25以)。
(2)收光功率过小,光衰过大,查看用户家到分光箱的皮线光缆是否有弯曲程度小于90度或损坏。 (3)用户楼道光接箱测试分光器端口收光功率是否正常,正常则用红光笔测试皮线是否通,通则重做两端皮线光缆头,不通则重新拉皮线光缆;收光功率不正常则测试另一个分光器端口确认是否分光器端口故障,测试另一个分光器端口正常则更换分光器端口,不正常则测试分光器总上行口。 (4)二级分光器上行光衰过大时需从二级光交箱、一级光交箱、OLT的PON口输出逐级排查,确定光衰异常的故障点,排查工作需要两个维护人员配合完成。 第六步:拨测用户账号。 (1)断开用户路由器,直接连接笔记本电脑进行拨号 常见拨号错误代码: ①691 可能的原因有: 账号停机:查看手机是否同时欠费,告知用户宽带到期要去营业厅办理续费, 密码错:请用户发10086 重置宽带密码 账号绑定校验错误:绑定校验错打给后台人员处理。 账号已在另一地方上线:表示用户账号被人私自使用,需要后台人员在BAS中清除账号下线后才能重新拨上线。 ②678表示宽带连接中断,需要核查光猫信号是否正常,正常则打给后台人员检查光猫数据是否正常。 ③769表示用户网卡被禁用,需要重新启用网卡 二、FTTB故障处理步骤 第一步:查看ONU POWER灯和FE电口指示灯状态 POWER灯常亮表示供电正常, POWER灯不亮表示电源异常,检查是否停电或电源故障。 FE(右)常亮表示连接正常,灭表示无连接转第二步。 FE(左)闪亮表示有数据传输。
PLC 具有很完善的自诊断功能,如出现故障,借助自诊断程序可以方便的找到出现故障的部件,更换后就可以恢复正常工作。故障处理的方法可参看PLC 系统手册的故障处理指南。实践证明,外部设备的故障率远高于PLC,而这些设备故障时,PLC不会自动停机,可使故障范围扩大。为了及时发现故障,可用梯形图程序实现故障的自诊断和自处理。 1. 超时检测 机械设备在各工步的所需的时间基本不变,因此可以用时间为参考,在可编程控制器发出信号,相应的外部执行机构开始动作时起动一个定时器开始定计时,定时器的设定值比正常情况下该动作的持续时间长20%左右。如某执行机构在正常情况下运行10s后,使限位开关动作,发出动作结束的信号。在该执行机构开始动作时起动设定值为12s的定时器定时,若12s后还没有收到动作结束的信号,由定时器的常开触点发出故障信号,该信号停止正常的程序,起动报警和故障显示程序,使操作人员和维修人员能迅速判别故障的种类,及时采取排除故障的措施。 2. 逻辑错误检查 在系统正常运行时,PLC的输入、输出信号和内部的信号(如存储器为的状态)相互之间存在着确定的关系,如出现异常的逻辑信号,则说明出了故障。因此可以编制一些常见故障的异常逻辑关系,一旦异常逻辑关系为ON状态,就应按故障处理。如机械运动过程中先后有两个限位开关动作,这两个信号不会同时接通。若它们同时接通,说明至少有一个限位开关被卡死,应停机进行处理。在梯形图中,用这两个限位开关对应的存储器的位的常开触点串联,来驱动一个表示限位开关故障的存储器的位就可以进行检测。 艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。 如需进一步了解台达PLC、西门子PLC、施耐德plc、欧姆龙PLC的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城https://www.doczj.com/doc/f316766983.html,/
宽带常见故障处理流程与方法 1 FTTH故障处理步骤 第一步:查看ONT(光猫)“Power”电源灯的状态。 (1)不亮,表示供电异常,需要检查电源连接和电源适配器是否工作正常 (2)长亮,表示供电正常转第二步。 第二步:查看ONT(光猫)“LOS”灯的状态。 (1)熄灭,表示信号正常转第三步。 (2)闪亮,表示光猫接收不到信号或低于灵敏度,转第五步。 第三步:查看ONT(光猫)“PON”或“LINK”灯的状态。 (1)常亮,表示ONT(光猫)接收到OLT的信号,转第四步。 (2)闪亮,表示ONT(光猫)接收光功率低于或者高于光接收灵敏度,ONT(光猫)注册不上,转第五步。 (3)灭,表示ONT(光猫)接收不到OLT的信号,转第五步。
第四步:查看ONT(光猫)“LAN”灯的状态。 (1)灯闪亮,表示光猫与电脑或用户路由器连接正常,转第六步。(2)熄灭,表示光猫与电脑或用户路由器、交换机连接异常,检查步骤①用户网卡是否禁用,②用网线测试仪检查网线是否正常,③更换光猫LAN口或路由器、交换机其他端口测试是否正常。最终判断是光猫、路由器、交换机、用户电脑的问题。 第五步:检查光衰。 (1)查看光猫接收光功率情况。两种方法:①可以登录到光猫里面查看; ②通过PON光功率计查看,拨出ONT(光猫)“PON”尾纤接入光功率计(选择波长1490nm),测试光功率是否在标准值-8~-28dB内(-28已经处于边缘值,建议在-25以内)。
(2)收光功率过小,光衰过大,查看用户家到分光箱的皮线光缆是否有弯曲程度小于90度或损坏。 (3)用户楼道光接箱测试分光器端口收光功率是否正常,正常则用红光笔测试皮线是否通,通则重做两端皮线光缆头,不通则重新拉皮线光缆;收光功率不正常则测试另一个分光器端口确认是否分光器端口故障,测试另一个分光器端口正常则更换分光器端口,不正常则测试分光器总上行口。 (4)二级分光器上行光衰过大时需从二级光交箱、一级光交箱、OLT 的PON口输出逐级排查,确定光衰异常的故障点,排查工作需要两个维护人员配合完成。 第六步:拨测用户账号。 (1)断开用户路由器,直接连接笔记本电脑进行拨号 常见拨号错误代码: ①691 可能的原因有: 账号停机:查看手机是否同时欠费,告知用户宽带到期要去营业厅办理续费, 密码错:请用户发10086 重置宽带密码 账号绑定校验错误:绑定校验错打给后台人员处理。
华为GPON故障 1.1 分支光纤断或OLT检测不到预期的单ONT的光信号(LOSi) 告警名称或故障现象: 分支光纤断或OLT检测不到预期的单ONT的光信号(LOSi) (闪断则伴随有SD,RDI) 告警产生原因: 1、O NU上联光纤断裂:ONU到分光器间光缆断裂; 2、单个ONU频繁闪断; 告警处理方法: 1、派网服维护人员到现场检查ONU,并检查检查ONU到分光器前ODF间尾纤; 2、单个ONU的分支光纤断裂告警只影响该ONU的业务,检查光路。 3、单个ONU的闪断会引起该PON 口所有ONU的质差并一起闪断,查看历史告警,以告警时间的先后次序去激活ONU,直至PON 口下其他ONU的闪断结束,可以定位闪断源头为刚才去激活的ONU,按第2步处理,要求收光在 -10dBm~-22 dBm 。 4、配合网服维护人员更换分光器后的ODF架位到ONU端的尾纤,或是跟换分光器到ODF架位间的楼间光缆中纤芯; 1.2 主干光纤断或OLT检测不到预期的光信号(LOS) 告警名称或故障现象:
主干光纤断或OLT检测不到预期的光信号 告警产生原因: 1、分光器到OLT光功率过低; 2、分光器到OLT间光缆故障; 2、分光器损耗过大; 告警处理方法: 1、检查分光器与OLT之间的光路,跟换好一点的光纤; 2、检查分光器端口及整体耗损,更换分光器端口或者整体替换; 1.3 以太光口LOS 告警名称或故障现象: OLT上以太光口LOS,若是单上联的OLT同时会引起OLT托管; 告警产生原因: OLT与城域网间尾纤、光缆光功率低 告警处理方法: 1?该故障会引起OLT单边,检查光路,通知城域网检查对端交换机端口状态1.4 以太网端口链路状态从up变化为down 告警名称或故障现象: OLT的以太网端口链路状态从up变化为down 告警产生原因: 1、端口光口未打开; 2、光路衰耗过大,超过门限;
本文列举了PLC五种故障查找方法的流程图,并列出常规输入、输出单元故障处理对策。 PLC有很强的自诊断能力,当PLC自身故障或外围设备故障,都可用PLC上具有的诊断指示功能的发光二极管的亮灭来诊断。 一、PLC故障查找流程图 1、总体检查 根据总体检查流程图找出故障点的大方向,逐渐细化,以找出具体故障,如图1所示。 图1 2、电源故障检查 电源灯不亮需对供电系统进行检查,检查流程图如图2所示。
图2 3、运行故障检查 电源正常,运行指示灯不亮,说明系统已因某种异常而终止了正常运行,检查流程图如图3所示。
图3 4、输入输出故障检查 输入输出是PLC与外部设备进行信息交流的通道,其是否正常工作,除了和输入输出单元有关外,还与联接配线、接线端子、保险管等元件状态有关。检查流程图如图4、图5所示。 图4
图5 5、外部环境的检查 影响PLC工作的环境因素主要有温度、湿度、噪音与粉尘,以及腐蚀性酸碱等。 本文介绍了利用PC-Link网络实现多层电梯的PLC控制。通过实际测试,电梯运行稳定可靠。利用通信网络实现电梯的PLC控制,对于其他系统同样具有借鉴作用。 由于PLC具有体积小、价格低、功能强、运行稳定可靠等特点,且集电控、电仪、电传于一体,所以在工业控制的各个领域得到了广泛的应用。对于要求I/O点数较多,且控制点比较分散的控制系统,可以通过PLC网络实现控制要求。本文介绍利用松下FPΣ构成P C-Link网络实现六层电梯的PLC控制。 一、电梯控制系统 电梯主要由轿厢系统、电力拖动系统、电气控制系统等组成。电力拖动系统通过曳引电机实现电梯轿厢的上下移动。电气控制系统实现电梯的自动运行。 电梯控制要求如下:开始时电梯处于任意一层。当有外呼梯信号时,轿厢应该响应呼梯信号,到达该楼层时轿厢停止运行,轿厢门打开,无人操作时延时一定时间后自动关门。当有内呼梯信号时,轿厢响应该呼梯信号,到达该层时轿厢停止运行,轿厢门打开,无人操作时延时一定时间后自动关门。电梯轿厢运行过程中,轿厢上升(或下降)途中,任何反方向下降(或上升)的外呼信号均不响应,但如果反向外呼梯信号前方无其他内、外呼梯信号外呼梯响应功能。电梯未平层即运行时,开门按钮和关门按钮均不起作用。平层且电梯轿厢响应停止后,按开门按钮轿厢门打开,按关门按钮轿厢门关闭。 六层电梯控制系统的硬件是由松下最新PLC产品FPΣ(2台)、三相异步电动机、变频器、旋转编码器、内选信号控制器、轿厢内部控制器、外呼装置等组成。2台PLC之间通过PC-Link网络实现数据共享,其控制系统结构如图1所示。
第10章PLC控制系统的故障诊断与维护 学习目标 了解PLC控制系统的故障特点; 掌握PLC控制系统故障诊断的方法及使用维护知识。 PLC控制系统在运行过程中由于各种原因不可避免地要出现各种各样的故障。了解这些故障的特点,迅速及时处理故障,是保证系统正常运行的前提条件,是提高系统运行性能的关键。 10.1 PLC控制系统故障分析 10.1.1 PLC控制系统故障特性 PLC控制系统是以PLC为核心组成的系统,系统中除PLC以外,还有与PLC直接连接在一起的输入输出设备以及输出设备控制的各类负载对象。这一系统与其他自动控制系统一样,其故障率曲线也具有类似“浴盆曲线”的规律,分为早期故障期、偶发故障期、损耗故障期三个阶段,如图10-1所示。在第一阶段故障率从一个很高的指标迅速下降,可理解为系统设计、安装、调试后,存在一些设计缺陷、部分器件质量偏低等问题,使系统投入使用的最初期,这些缺陷就很快显露出来,随着时间的增长,由于不断的改进完善,使这些缺陷越来越少,也就形成了故障率迅速下降的现象;在偶发故障期,故障发生是随机的,其故障率最低,而且稳定,这是系统的正常工作期或最佳状态期。在此间发生的故障多因为设计、使用不当及维修不力产生的,可以通过提高设计质量、改进管理和维护保养
使故障率降到最低;在损耗故障期由于系统中的器件经过长时间的工作、老化,慢慢接近寿命终点,随着时间的增加,到达寿命终点的器件越来越多,故障率也就随之上升。 针对PLC 采取必要的措施,使系统尽其完善;一方面在损耗故障期开始之前,及时 更换将要进入寿命终期的元器件。 10.1.2 PLC 控制系统故障分析 依据PLC 控制系统的组成情况,其故障主要从两个方面入手分析,一是PLC 本身的故障,二是PLC 以外输入输出设备的故障。其分布情况如图10-2所示。 1.PLC 故障 在PLC 控制系统中,PLC 的故障率仅占系统总故障率的10%,其可靠 性远高于输入输出设备。在PLC 的10%故障中,其接口故障占90%,电源故障占8%,中央处理单元故障仅占2%, 也就是说发生在PLC 内部的CPU 、存储器、系统总线中的故障机率很小。 2.输入输出设备故障 PLC 控制系统输入输出设备的故障率在系统总故障率中占90%,是系统主要的故障来源。对输入设备,故障主要反映在主令开关、行程开关、接近开关和各种类型的传感器中;对输出设备,故障主要集中在接触器、 系统故障 PLC 故障 输入输出设备故障 中央处理单元故接口故障 CPU 故障 存储器故障 系统总线故障 电源故障 输入接口电路故障 输出接口电路故障 通信借口电路故障 按钮、接近开关、行程开关及传感器 接触器、电磁阀等 图10-2 PLC 控制系统故障分布情况 图10-1 PLC 控制系统的故障率曲线 时间
移动家庭宽带常见故障处 理方法 The Standardization Office was revised on the afternoon of December 13, 2020
移动家庭宽带常见故障处理方法 一、FTTH故障处理步骤: 第一步:查看ONT(光猫)“Power”电源灯的状态。 (1)不亮,表示供电异常,需要检查电源连接和电源适配器是否工作正常 (2)长亮,表示供电正常转第二步。 第二步:查看ONT(光猫)“LOS”灯的状态。 (1)熄灭,表示信号正常转第三步。 (2)闪亮,表示光猫接收不到信号或低于灵敏度,转第五步。 第三步:查看ONT(光猫)“PON”或“LINK”灯的状态。 (1)常亮,表示ONT(光猫)接收到OLT的信号,转第四步。 (2)闪亮,表示ONT(光猫)接收光功率低于或者高于光接收灵敏度,ONT(光猫)注册不上,转第五步。 (3)灭,表示ONT(光猫)接收不到OLT的信号,转第五步。 第四步:查看ONT(光猫)“LAN”灯的状态。 (1)灯闪亮,表示光猫与电脑或用户路由器连接正常,转第六步。 (2)熄灭,表示光猫与电脑或用户路由器、交换机连接异常,检查步骤①用户网卡是否禁用,②用网线测试仪检查网线是否正常,③更换光猫LAN口或路由器、交换机其他端口测试是否正常。最终判断是光猫、路由器、交换机、用户电脑的问题。 第五步:检查光衰。 (1)查看光猫接收光功率情况。两种方法:①可以登录到光猫里面查看; ②通过PON光功率计查看,拨出ONT(光猫)“PON”尾纤接入光功率计(选 择波长1490nm),测试光功率是否在标准值-8~-26dB内(-26已经处于边缘值,建议在-25以内)。
传统调试技术 软件开发者使用的典型的软件调试技术主要有两种: (1)在程序中插入打印语句使得程序输出用以被分析的附加信息,可以对程 序的运行时状态有一个粗略了解。一个通常的做法是插入打印语句以指 示某个控制条件到达了某个特定程序点;另一个通常做法是插入打印语 句以输出变量的值。当程序被执行的时候,程序生成可以被开发者检查的 附加调试输出。缺点:调试输出可能相当的大,打印语句的放置和输出的 检查都是非组织和临时的,分析和放置位置也通常是基于直觉的 (2) 另一种技术是使用符号调试器。一个符号调试器是一个用来调试其他程 序的计算机程序,符号调试器支持例如断点、单步跳过、状态修改等。断 点允许程序员停止在某一个特定的程序点以检查当前状态;单步跳过允 许程序员前进到当前断点之后的下一条指令,并且在那条指令设置新的 断点;许多调试器还允许程序员不仅能够查看变量的当前状态,还能改变 它的值然后继续执行。通常地,开发者会在他感觉可能是程序错误位置的 地方设置断点,然后他会检查断点处的状态,他还可以单步跳过程序查看 每一条语句在每一个执行时的状态变化。 主要的定位方法 故障定位技术有很多种,但是根据定位故障的过程中“是否需要运行软件”的准则,可以将故障定位技术分为以下两类: (1)基于静态分析的故障定位技术(SABFL):静态方法不用运行软件,而是依据程序语言的语法和语义,静态地分析软件结构和程序实体之间的依赖关系,以发现不符合系统约束的程序实体,从而进行故障定位。 (2)基于测试的故障定位技术(TBFL):该方法首先需要设计测试用例,然后运行软件程序,最后根据软件程序的动态执行信息和输出结果进行故障定位。其典型思路是:将程序的失败运行和成功运行进行对比,从而发现失败运行中的哪些点偏离了成功运行,找到的这些偏离点很有可能就是软件故障位置所在。这些不同定位方法都采用了各自不同的运行特征进行对比。 以下是基于测试的故障定位技术: (一)基于距离度量的故障定位方法: 基本思想是:通过一定的距离计算方法,从众多的成功运行中找出与失败运行最相近的一个成功运行,利用某一种度量方法来计算此成功运行与失败运行之间的差异值,利用得出的最小差异值进行故障定位。该技术大都是在源程序上运行大量的测试用例,并收集程序运行过程中的覆盖信息,利用这些信息来进行故障定位。此方法包括 (1)Delta调试技术 把一次程序执行看做是一系列程序状态的转变(程序状态可以理解为在程序执行某个时刻出现的变量以及这些变量的取值)。程序从初始状态开始执行,每执行一步,程序当前状态就会发生改变,从当前状态转换到下一个程序状态,如此进行,最后到达了个错误的状态,标志着程序执行失败。每一个程序状态都它的前一个状态衍生而来,但是,可能只有一小部分状态与计算下一个状态是相关的,同理,也并不是所有程序状态都与执行失败相关。
毕业论文 论文题目:PLC系统故障分类和故障诊断 系部:机电工程系 专业名称:机电一体化技术 班级: 06532 学号: 03 姓名:徐盼 指导教师:金立艳 完成时间: 2009 年 5 月 20 日
摘要 PLC(可编程控制器)技术已广泛应用于各控制领域,尤其是在工业生产过程控制中,它具有其它控制器无可比拟的优点,可靠性高、抗干扰能力强,在恶劣的生产环境里,仍然可以十分正常地工作。作为PLC本身,它的故障发生率非常低,但对以PLC为核心的PLC控制系统而言,组成系统的其他外部元器件(如传感器和执行器)、外部输入信号和软件本身,都很可能发生故障,从而使整个系统发生故障,有时还会烧坏PLC,使整个系统瘫痪,造成极大的经济损失,甚至危及人的生命安全。所以技术人员必须熟悉PLC 技术,并能够熟练地诊断和排除PLC在运行中的故障。 关键词:PLC控制系统;故障;诊断;排除
Abstract PLC (Programmable Logic Controller) technology has been widely used in the control of the area, especially in the industrial production process control, it has other advantages unmatched controller, high reliability and strong anti-interference ability, in the production of poor environment, can still work normally. As the PLC itself, its failure rate is very low, but at the core of the PLC in the PLC control system, the composition of the system to other external components (such as sensors and actuators), the external input signal and the software itself, are failure may occur, so that the whole system broke down, and sometimes burned PLC, paralyzing the entire system, resulting in great economic losses, and even endanger the safety of human life. Therefore, technicians must be familiar with PLC technology, and be able to skillfully PLC diagnosis and rule out the possibility of failure in operation. Key words: PLC control system; fault; diagnosis; excluded
故障处理流程 开始—初步定为故障—检查光纤状况—检查ONU状态--检查设备运行状态—检查设备数据配置—检查上层设备状态—结束 常见问题 问题1无法上网:可能存在的原因:1、用户终端故障 2、数据配置问题 3 、上层设备问题 4 、发生网络攻击 初步判断故障位置及原因 1 、用户终端或者外线故障,如:PON端口故障。光路问题。 2 、数据配置问题,包括:ONT绑定的T-CONT模板错误。如: GEM Port与T-CONT的映射关系错误。 GEM Port与业务流的映射关系错误。 GEM Port与用户侧VLAN的映射关系错误。 VLAN通道配置错误。 3 、整板用户无法上网:单板故障 4 、整框用户无法上网1、光路问题 2、主控板或者是上行单板故障 3、网络攻击。 问题2打不通电话或者语音效果不好:可能存在的原因 1 、电话和电话线连接不正常 2、ONT的端口没有正确配置 3 语音业务没有配置高优先级。 初步判断故障位置及原因 打不通电话时,请如下处理: 1 、检查电话和电话线连接是否正常。 2 、查看ONU设备是否工作正常。 3 、检查OLT的端口是否创建VLAN通道,同时检查ONU是否配置正确,是否已经注册上。 4 、 语音效果不好时,请如下处理: 检查语音业务的优先级,需要配置为最高来保证语音业务质量 问题3 ONU不能正常注册:可能存在的原因 1 、ONT光口不正常 2 、连接ONT的光纤质量差 3 、ONU侧的光功率不在正常范围内 4 、OLT端口配置的逻辑最近和最远距离与实际距离不符 5、OLT端口没有使能自动发现开关 6 、OLT添加的ONT的SN与实际SN不一致 7 OLT上已经存在相同SN的ONT 初步判断故障位置及原因 1 、检查ONT光口是否正常。 2 、使用光功率计检查ONT光功率是否正常,光衰是否合适。 3 、检查ONT 配置是否正常。 4 、检查ONT配置的SN是否和实际设备的SN一致。 5 、可能是OLT上已经存在相同SN 的ONT在线,请尝试更换ONU
注塑机电气故障查找方法: 当注塑机控制电路发生故障时,首先要问、看、听、闻,做到心中有数,所谓问,就是询问注塑机操作者或报告故障的人员故障发生时的现象情况,查询在故障发生前有否作过任何调整或更换元件工作;所谓看,就是观察每一个零件是否正常工作,看控制电路的各种信号指示是否正确,看电气元件外观颜色是否改变等;所谓听,就是听电路工作时是否有异声;所谓闻,闻电路元件是否有异味。在完成上述工作后,便可采用下列方法查找电气控制电路的故障。 1、程序检查法: 注塑机是按一定程序运行的,每次运行都要经过合模、座进、注射、冷却、熔胶、射退、座退、开模、项出及出入芯的循环过程,其中每一步称作一个工作环节,实现每一个工作环节,都有一个独立的控制电路。程序检查法就是确认故障具体出现在哪个控制环节上,这样排除故障的方向就明确了,有了针对性对排除故障很重要。这种方法不仅适用于有触点的电气控制系统,也适用于无触点控制系统,如PC控制系统或单片机控制系统。 2、静态电阻测量法: 静态电阻法就是在断电情况下C用万用表电阻测量电路的点阻值是否正常,因为任何一个电子元件都是一个PN结构成的,它的正反向电阻值是不同的,任何一个电气元件也都是有一定阻值,连接着电气元件的线路或开关,电阻值不是等于零就是无穷大,因而测量他们的电阻值大小是否符合规定要求就可以判断好坏。检查一个电子电路好坏有无故障也可用这个方法,而且比较安全。 3、电位测量法: 上述方法无法确定故障部位时,可在通电情况下进行测量各个电子或电气元器件的断电电位,因为在正常工作情况下,电流闭环电路上各点电位是一定的,所谓各点电位就是指电路元件上各个点对地的电位是不同的,而且是由一定大小要求,电流是从高电位流向低电位,顺电流方向去测量电子电气元件上的电位大小应符合这个规律,所以用万用表去测量控制电路上有关点的电位是否符合规定值,就可判断故障所在点,然后再判断是为何引起电流值变化的,是电源不正确,还是电路有断路,还是元件损坏造成的。 4、短路法: 控制环节电路都是开关或继电器,接触器触点组合而成。当怀疑某个或某些触点有故障时,可以用导线把该触点短接,此时通电若故障消失,则证明判断正确,说明该电气元件已坏。但是要牢记,当发现故障点作完试验后应立即拆除短接线,不允许用短接线代替开关或开关触点。短路法主要用来查找电气逻辑关系电路的断点,当然有时测量电子电路故障也可用此法。 5、断路法: 控制电路还可能出现一些特殊故障。这说明电路中某些触点被短接了,查找这类故障的最好办法是断路法,就是把怀疑产生故障得触点断开,如果故障消失了,说明判断正确。断路法主要用于“与”逻辑关系的故障点。 6、替代法: 根据上述方法,发现故障出于某点或某块电路板,此时可把认为有问题的元
常见故障 1.无法正常发现ONU ●光路问题。 超出ONU接受光功率的范围。ONU正常的收光范围为-8到-24DB之间,如果超出此范围的话就会导致设备无法上线; ONU与OLT之间的距离过远。一般测量时,ONU 处的接收光功率,不得小于-24db。OLT 一般支持最大的ONU 距离为20KM,保险的范围是15KM。 分光比:距离大于30KM,分光比不超过1:2。距离在25-30KM,分光比不能超过1:4,距离在20-25KM,分光比不能超过1:8。距离在20KM 以内,随着距离的远近,分光比在1: 32 和1:64 之内调整。 ●OLT发光情况。OLT的发光功率在+7~+2 范围内属于正常发光范围。如果在OLT的 PON口上测量光功率过低或无光,需要更换光模块或直接更换PON口测试。 ●ONU硬件故障。可以通过在OLT上查看ONU的收发光情况判断ONU是否正常,或更换ONU 测试。 ●长发光ONU影响到其他设备无法正常上线。处理方法可以将光箱侧的分光器摘下,测量 从ONU到分光器有没有光上来。如果有光,表示有长发光设备,需找出后更换。 如果以上情况都判断没有问题。则需要在OLT侧搭建简单网络环境测试,再逐一排查故障点。 2.设备正常注册,宽带问题 ●查看本地连接是否正常,不正常的话查看端口状态或更换网线测试。 ●本地连接正常,拨号678问题。 ONU上需要查看的问题: 查看ONU VLAN 情况,宽带VLAN是否创建了 ONU长查看命令: ZXAN# sho vlan s All created vlan number : 21 Details are following : 1,229,301-316,3120 查看VLAN 的透传情况 ZXAN# sho vlan 301 id : 301 name : VLAN301 Member-limit : disable port(untagged): fei_0/2/1 port(tagged) : gei_0/5/1
毕业论文 PLC系统故障分类和故障诊断 2012年 10 月
PLC系统故障分类和故障诊断 摘要 可编程控制器技术已广泛应用于各控制领域,尤其是在工业生产过程控制中,它具有其它控制器无可比拟的优点,可靠性高、抗干扰能力强,在恶劣的生产环境里,仍然可以十分正常地工作。作为PLC本身,它的故障发生率非常低,但对以PLC为核心的PLC控制系统而言,组成系统的其他外部元器件(如传感器和执行器)、外部输入信号和软件本身,都很可能发生故障,从而使整个系统发生故障,有时还会烧坏PLC,使整个系统瘫痪,造成极大的经济损失,甚至危及人的生命安全。所以技术人员必须熟悉PLC 技术,并能够熟练地诊断和排除PLC 在运行中的故障。 关键词:PLC控制系统故障诊断排除
目录 一、PLC技术 (1) 二、PLC的历史及发展 (1) 1、早期的PLC(60年代末—70年代中期) (1) 2、中期的PLC(70年代中期—80年代中,后期) (1) 3、近期的PLC(80年代中、后期至今) (1) 4、PLC的功能与应用 (2) 5、PLC的基本工作原理 (2) 三、 PLC控制系统的组成及工作原理 (3) 四、 PLC控制系统故障类型 (4) 1、外部设备故障 (4) 2、系统故障 (4) 3、硬件故障 (4) 4、软件故障 (4) 五、 PLC控制系统的故障自诊断 (5) 1、 PLC的自诊断测试 (5) 2、 PLC控制系统的故障自诊断 (5) 六、 PLC控制系统故障分布和分层排除 (6) 1、第一层故障 (7) 2、第二层故障 (7) 3、第三层故障 (7) 七、结束语 (8) 参考文献 (9)
现场装机常见故障处理指导 本文主要针对现场装机遇到的故障及处理故障时的提出常用方法和解决思路,以便于现场装维人员能够分别针对不同问题而作出相应的判断、定位,尽量缩短现场处理时间,提高工作效率,也为以后工作提供方便! 目前我公司面向客户(此处不区别家客和集客)提供的服务总体可分为三类,即:宽带业务,包括PPPOE,DHCP及Static;乐播OTT业务及IMS语音业务,以下将分别针对这三类业务常见问题作出分析及解决方法,以供参考! 在此之前,需要事先说明:一般来说,任何故障的解决方法都需要建立在对组网以及对设备、原理的了解基础之上,所以,在提出解决问题之前,我们有必要首先对现网组网做个大致了解,组网如下: 该拓扑图为GPON接入典型组网图,以下故障设定亦建立在该组网基础上。那么首先来认识下GPON主要相关设备及配件工具,如图: 主体设备:
配件: 常用工具:
以上为GPON环境下常见设备及工具,还有部分相关设备如MA5600系列HG系列等,红光笔,尾纤等工具在此不一一详述! 一、故障处理须知: 1.1 故障发生后,所属区域相关维护责任人需第一时间尽可能详细,及时,准 确收集故障现象及客户反映等信息; 1.2 故障发生后,所属区域相关维护责任人需尽快确定故障影响范围,是单个 用户故障,还是某一个区域全部用户,是否有共性?! 1.3 对于紧急或者重大事故,区域维护人员应第一时间赶赴现场以配合处理, 并对客户进行安抚,同时第一时间上报片区责任人、网络维护部等人,原则上严禁出现离开现场后再报; 1.4 首问负责制,即接到故障后,应跟踪处理到底,直到故障恢复;如果无法 亲自处理,需要他人协助或转交给他人处理,但依旧需要进行跟踪了解,不当甩手掌柜! 1.5 明确用户故障现象及用户反映,必要时需亲自现场摸排了解,以确定现场 情况; 1.6 在力所能及的范围内尽量第一时间处理,尽快恢复业务,同时向客户说明 情况,但在涉及网络隐患或者能引起用户不安等敏感问题上可以暂时回避; 二、故障处理 2.1大面积用户故障 2.1.1 对于大面积用户故障,基本可以排除终端设备问题(流氓ONU等问 题除外),此时应重点检查主干光路是否中断,破损以及过度弯曲导 致光路衰减过大;故障用户所在区域是否出现大面积停电等; 2.1.2 及时了解故障出现前该区域是否有割接、升级等影响业务操作; 2.1.3 检查设备(ONU)是否有烧坏,进水以及温度过高或者过低导致设 备挂死等情况; 2.1.4 第一时间通知上级主管及网络维护部处理,及时响应,避免问题升 级; 2.2单个用户故障 2.2.1 对于单个用户故障,首先明确故障现象,力求现场或者远程指导用 户操作处理,尽快恢复业务;
PLC控制系统的故障诊断和维护
PLC控制系统的故障诊断和维护--很经典的文章简单明了的阐述概述 PLC ( 可编程控制器) 技术已广泛应用于各控制领域, 特别是在工业生产过程控制中, 它具有其它控制器无可比拟的优点, 可靠性高、抗干扰能力强, 在恶劣的生产环境里, 依然能够十分正常地工作。作为PLC本身, 它的故障发生率非常低, 但对以PLC为核心的PLC控制系统而言, 组成系统的其它外部元器件( 如传感器和执行器) 、外部输入信号和软件本身, 都很可能发生故障, 从而使整个系统发生故障, 有时还会烧坏PLC, 使整个系统瘫痪, 造成极大的经济损失, 甚至危及人的生命安全。因此技术人员必须熟悉PLC 技术,并能够熟练地诊断和排除PLC在运行中的故障。PLC控制系统故障诊断技术的基本原理是利用PLC的逻辑或运算功能, 把连续获得的被控过程的各种状态不断地与所存储的理想( 或正确) 状态进行比较.发现它们之间的差异, 并检查差异是否在所允许的范围内( 包括时间范围和数值范围) 。若差异超出了该范围, 则按事先设定的方式对该差异进行译码, 最后以简单的、或较完善的方式给出故障信息报警。故障诊断的功能包括故障的检测和判断及故障的信息输出。常见的 PLC控制系统中, 其故障的情况是多种多样的。 PLC控制系统的一般结构和故障类型
PLC控制系统主要由输入部分、 CPU、采样部分、输出控制和通讯部分组成, 如图1所示。输入部分包括控制面板和输入 模板; 采样部分包括采样控制模板、 AD转换模板和传感器; CPU 作为系统的核心, 完成接收数据, 处理数据, 输出控制信号; 输出部分有的系统用到DA模板, 将输出信号转换为模拟量信号, 经过功放驱动执行器; 大多数系统直接将输出信号给输出模板, 由输出模板驱动执行器工作; 通讯部分由通讯模板和上位机组成。 因为PLC本身的故障可能性极小, 系统的故障主要来自外围的元部件, 因此它的故障可分为如下几种: ( 1) 输入故障, 即操作人员的操作失误; ■传感器故障; ■执行器故障; ■PLC软件故障 这些故障, 都能够用合适的故障诊断方法进行分析和用软件进行实时监测, 对故障进行预报和处理。 PLC控制系统的故障诊断方法 PLC控制系统故障的宏观诊断 故障的宏观诊断就是根据经验, 参照发生故障的环境和现象来确定故障的部位和原因。PLC控制系统的故障宏观诊断方法如下: ■是否为使用不当引起的故障, 如属于这类故障, 则根据使用情况可初步判断出故障类型、发生部位。常见的使用不当包括供电
PLC控制系统的故障诊断和维护--很经典的文章简单明了的阐述 概述 PLC (可编程控制器)技术已广泛应用于各控制领域,尤其是在工业生产过程控制中,它具有其它控制器无可比拟的优点,可靠性高、抗干扰能力强,在恶劣的生产环境 里,仍然可以十分正常地工作。作为PLC本身,它的故障发生率非常低,但对以PLC为核心的PLC控制系统而言,组成系统的其他外部元器件(如传感器和执 行器)、外部输入信号和软件本身,都很可能发生故障,从而使整个系统发生故障,有时还会烧坏PLC,使整个系统瘫痪,造成极大的经济损失,甚至危及人的生命安全。所以技术人员必须熟悉PLC 技术,并能够熟练地诊断和排除PLC 在运行中的故障。PLC控制系统故障诊断技术的基本原理是利用PLC的逻辑或运算功能,把连续获得的被控过程的各种状 态不断地与所存储的理想(或正确)状态进行比较.发现它们之间的差异,并检查差异是否在所允许的范围内(包括时间范围和数值范围)。若差异超出了该范围, 则按事先设定的方式对该差异进行译码,最后以简单的、或较完善的方式给出故障信息报警。故障诊断的功能包括故障的检测和判断及故障的信息输出。常见的 PLC控制系统中,其故障的情况是多种多样的。 PLC控制系统的一般结构和故障类型 PLC控制系统主要由输入部分、CPU、采样部分、输出控制和通讯部分组成,如图1所 示。输入部分包括控制面板和输入模板;采样部分包括采样控制模板、AD转换模板和传感器;CPU作为系统的核心,完成接收数据,处理数据,输出控制信号; 输出部分有的系统用到DA模板,将输出信号转换为模拟量信号,经过功放驱动执行器;大多数系统直接将输出信号给输出模板,由输出模板驱动执行器工作;通讯 部分由通讯模板和上位机组成。 因为PLC本身的故障可能性极小,系统的故障主要来自外围的元部件,所以它的故障可分为如下几种: (1)输入故障,即操作人员的操作失误; ■传感器故障; ■执行器故障; ■PLC软件故障 这些故障,都可以用合适的故障诊断方法进行分析和用软件进行实时监测,对故障进行预报和处理。
设备故障管理的程序 故障,设备,程序,管理 设备故障管理的程序… 设备故障管理的目的是在故障发生前通过设备状态的监测与诊断,掌握设备有无劣化情况,以期发现故障的征兆和隐患,及时进行预防维修,以控制故障的发生;在故障发生后,及时分析原因,研究对策,采取措施排除故障或改善设备,以防止故障的再发生。。IB 要做好设备故障管理,必须认真掌握发生故障的原因,积累常发故障和典型故障资料 和数据,开展故障分析,重视故障规律和故障机理的研究,加强日常维护、检查和预修。 这样就可避免突发性故障和控制渐发性故障。9.M.— 设备故障管理的程序如下。$&k… ①做好宣传教育工作,使操作工人和维修工人自觉地遵守有关操作、维护、检查等 规章制度,正确使用和精心维护设备,对设备故障进行认真地记录、统计、分析。 ②结合本企业生产实际和设备状况及特点,确定设备故障管理的重点。 ③采用监测仪器和诊断技术对重点设备进行有计划的监测,及时发现故障的征兆和 劣化的信息。一般设备可通过人的感官及一般检测工具进行日常点检、巡回检查、定期检查(包括精度检查)、完好状态检查等,着重掌握容易引起故障的部位、机构及零件的技术 状态和异常现象的信息。同时要建立检查标准,确定设备正常、异常、故障的界限。…… ④为了迅速查找故障的部位和原因,除了通过培训使维修、操作工人掌握一定的电 气、液压技术知识外,还应把设备常见的故障现象、分析步骤、排除方法汇编成故障查找逻辑程序图表,以便在故障发生后能迅速找出故障部位与原因,及时进行故障排除和修复。 ⑤完善故障记录制度。故障记录是实现故障管理的基础资料,又是进行故障分析、处理的原始依据。记录必须完整正确。维修工人在现场检查和故障修理后,应按照设备故障修理单”的内容认真填写,车间机械员(技师)与动力员按月统计分析报送设备动力管理部 门。 ⑥及时进行故障的统计与分析。车间设备机械员(技师)、动力员除日常掌握故障 情况外,应按月汇集故障修理单”和维修记录。通过对故障数据的统计、整理、分析,计算 出各类设备的故障频率、平均故障间隔期,分析单台设备的故障动态和重点故障原因,找出故障的发生规律,以便突出重点采取对策,将故障信息整理分析资料反馈到计划部门,以便安排预防修理或改善措施计划,还可以作为修改定期检查间隔期、检查内容和标准的依 根据统计整理的资料,可以绘出统计分析图表,例如单台设备故障动态统计分析表是维修班组对故障及其他进行目视管理的有效方法,既便于管理人员和维修工人及时掌握各类型设备发生故障的情况,又能在确定维修对策时有明确目标。… ⑦针对故障原因、故障类型及设备特点的不同采取不同的对策。对新设置的设备应 加强使用初期管理,注意观察、掌握设备的精度、性能与缺陷,做好原始记录。在使用中加强日常维护、巡回检查与定期检查,及时发现异常征兆,采取调整与排除措施。重点设备 进行状态监测与诊断。建立灵活机动的具有较高技术水平的维修组织,采用分部修复、成组 更换的快速修理技术与方法。及时供应合格备件。利用生产间隙整修设备。对已掌握磨损规律的零部件采用改装更换等措施。
摘要 plc系统,是指可编程序控制器系统,omron是目前市场上生产大厂家之一。该公司生产的系统功能更加完善,属于紧凑型的plc,程序容量大,具有存储器单元,且操作简单,运行可靠,抗干扰性很强,通常情况下不会发生故障。但是如果系统所在的环境恶劣时也会引发故障发生,只有做好系统故障分析,并排出故障才能确保系统的正常运作。 关键词 omron;plc控制系统;故障分析;故障排除 中图分类号 tm9 文献标识码 a 文章编号 1674-6708(2016)170-0159-02 所谓omron plc控制系统,是指日本的欧姆龙公司生产的可编程序控制器系统。他们生产的不同型号的微型机具有各自独特的特点,优势明显,目前占据了国内很大的市场份额,用户普遍对该系统的评价都较高[1]。但是就系统本身而言,仍然存在着故障问题,本文就此进行了相关的故障分析,并指出了故障排除方法。 1 做好omron plc控制系统日常维护的必要性分析 omron plc控制系统,通常情况下不易发生故障,但是如果系统存在的环境相对较差时就会对系统造成一定的干扰和损害,加之缺乏日常的维护工作以及技术人员操作不当等原因,就造成了控制系统故障问题的出现。所以,在日常一定要加强对omron plc控制系统的常规检修和防护,将故障的发生率降到最低,做好日常防护后故障一旦出现,再对故障进行分析和诊断,最终排除故障。 做好plc控制系统的日常防护工作,主要的防护重点包括以下几方面:1)在plc控制系统安装完之后及时进行试验性检测,查看系统的运行情况以及状态,之后再正式运行;2)确保系统所在的环境温度适中,控制在55℃之内。系统的保存温度也应该保持在-20℃~70℃之内。环境要尽量清洁干燥,减少粉尘等污染物,尽可能远离震动;3)减少系统干扰因素的影响,提高控制系统的抗干扰性能;4)将腐蚀性物品与plc控制系统分开放置。 做好plc控制系统的防护后,还要加强对系统的维护与保养工作。首先,建立相关的保养制度和维修制度,只有工作人员依照健全的维护、保养制度才能认真做好日常的系统保养相关工作。其次,提高保养、检修次数。对plc控制系统要进行系统的、多次的检修,随时监测系统的运行情况,做好系统检修、保养工作记录。检修时间一般保证每半年一次以上。再次,定期更换电池,减少因为停电情况导致的数据信息丢失现象。在更换电池过程中要重点注意的问题是一定要在3min之内完成,否则也容易造成数据信息丢失。除此之外,还应该储备相关的系统备件,做好坏的元件的更换工作。最后,检查系统的连接设备。重点关注并重视系统的连接设备,随时观察并检查连接线是否正常,对焊接点要定时检测,连接电缆一旦老化及时更换,同时对液源压力和气源压力做好检测,观察其是否正常,其内部的连接部位是否紧固。 2 omron plc控制系统故障分析与排除 相关研究显示[2],omron plc系统的常见故障主要表现在两方面:一是cpu模块的故障,二是输入、输出模块的故障。cpu模块故障表现形式有3种:一是错误警示灯发生异常;二是运行指示灯出现异常提醒;三是系统突然瘫痪,相关程序混乱,数据丢失。出现cpu模块常见故障的原因可能是因为存储器出现故障,记忆体受到损坏,也可能因为cpu系统内部的电池电力丧失。还可能因为cpu电路板的电路和元件出现了问题。系统的输入、输出模块也会出现一些常见的故障。故障表现形式为:1)输入信号丧失;2)特定点的信号常有或无;3)输入信号常有。致使输入、输出模块出现问题的原因主要是模块的元件受到了损坏,还因为短路等现象的出现烧坏某个点的接触器;再就是因为电路连接接触不好,例如接线端子接触不好等。 以上是常规、常见系统的故障表现形式和故障发生原因,部分技术人员可以根据上述分析要来判断omron plc系统存在的一些故障问题。但是在系统的实际运行中,除了上述的故