基于PID 电加热炉温度控制系统设计
1概述
电加热炉随着科学技术的发展和工业生产水平的提高,已经在冶金、化工、
机械等各类工业控制中得到了广泛应用,并且在国民经济中占有举足轻重的地
位。对于这样一个具有非线性、大滞后、大惯性、时变性、升温单向性等特点的
控制对象,很难用数学方法建立精确的数学模型,因此用传统的控制理论和方法
很难达到好的控制效果。
单片机以其高可靠性、高性能价格比、控制方便简单和灵活性大等优点,在
工业控制系统、智能化仪器仪表等诸多领域得到广泛应用。采用单片机进行炉温
控制,可以提高控制质量和自动化水平。
在本控制对象电阻加热炉功率为800W ,由220V 交流电供电,采用双向可
控硅进行控制。本设计针对一个温度区进行温度控制,要求控制温度范围
50~350C ,保温阶段温度控制精度为正负1度。选择合适的传感器,计算机输出
信号经转换后通过双向可控硅控制器控制加热电阻两端的电压。其对象问温控数
学模型为:
1
)(+=-s T e K s G d s
d τ 其中:时间常数Td=350秒
放大系数Kd=50
滞后时间τ=10秒
控制算法选用改PID 控制
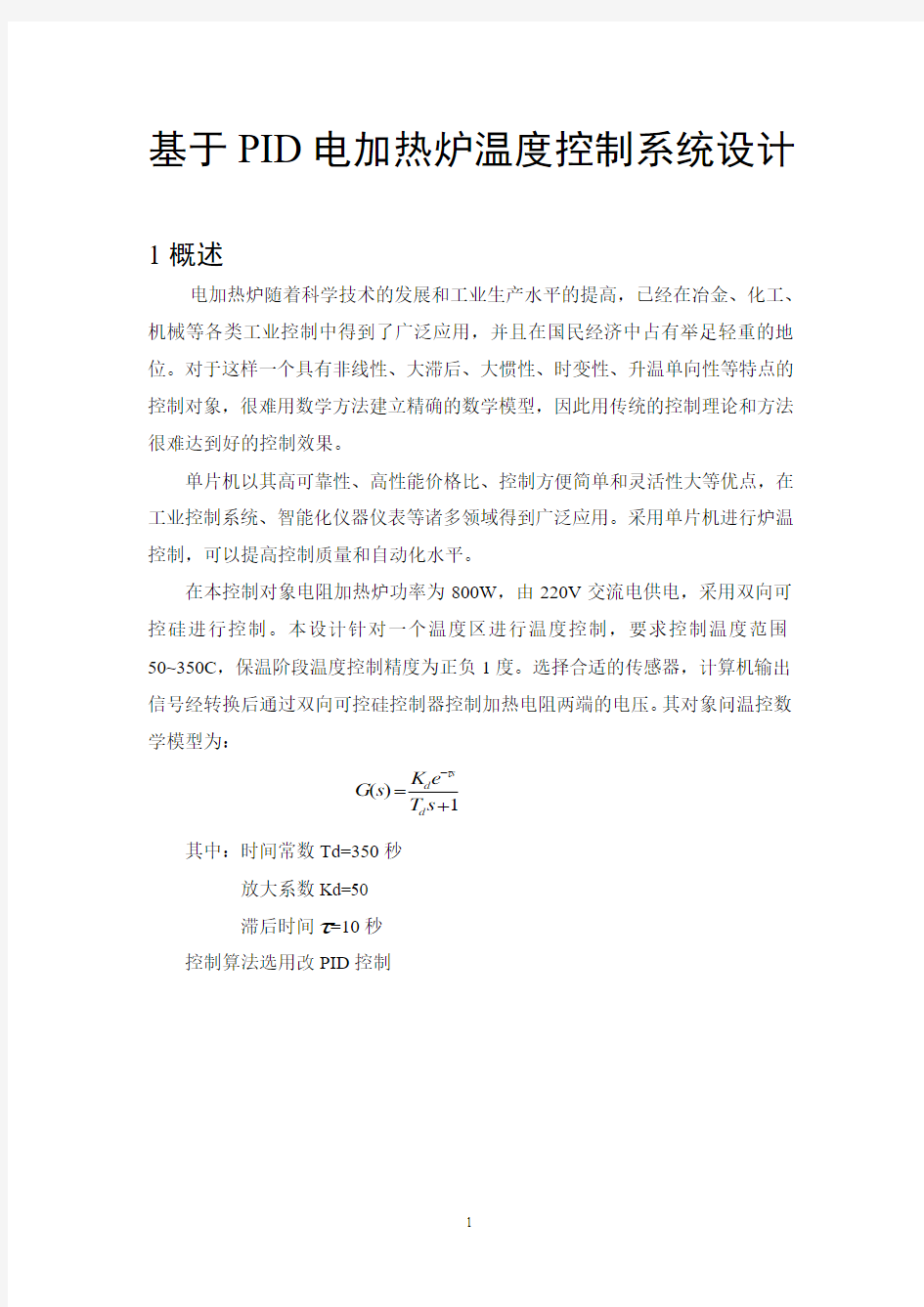
2系统硬件的设计
本系统的单片机炉温控制系统结构主要由单片机控制器、可控硅输出部分、
热电偶传感器、温度变送器以及被控对象组成。
系统硬件结构框图如下:
图2-1 系统硬件结构框图
看门狗 报警提醒
通信接口 LED
显示 键盘 微
型
控
制
机 AT89S52 温度检测PT100 驱动执行机构 8路D/A 转换器DAC0832 测量变送 8路A/D 转换器ADC0809 加热电阻
温度
图2-2 系统电路图
2.1电源部分
本系统所需电源有220V交流市电、直流5V电压和低压交流电,故需要变压器、整流装置和稳压芯片等组成电源电路。电源变压器是将交流电网220V的电压变为所需要的电压值,然后通过整流电路将交流电压变为脉动的直流电压。由于此脉动的直流电压还含有较大的纹波,必须通过滤波电路加以滤除,从而得到平滑的直流电压。但这样的电压还随电网电压波动(一般有+-10%左右的波动)、负载和温度的变化而变化。因而在整流、滤波电路之后,还需要接稳压电路。稳压电路的作用是当电网电压波动、负载和温度变化时,维持输出直流电压稳定。整流装置采用二极管桥式整流,稳压芯片采用78L05,配合电容将电压稳定在5V,供控制电路、测量电路和驱动执行电路中弱电部分使用。除此之外,220V交流市电还是加热电阻两端的电压,通过控制双向可控硅的导通与截止来控制加热电阻的功率。低压交流电即变压器二次侧的电压,通过过零检测电路检测交流电的过零点,送入单片机后,由控制程序决定双向可控硅的导通角,以达到控制加热电阻功率的目的。
2.2采样测量部分
在检测装置中,温度检测用WZP-231铂热电阻(Pt100),采用三线制接法,采样电路为桥式测量电路,其输入量程为50~350°C,经测量电路采样后输出2~5V电压,再经模数转换芯片ADC0809进行转换,变为数字量后送入单片机进行分析处理。
铂电阻温度传感器是利用其电阻和温度成一定函数关系而制成的温度传感器,由于其测量准确度高、测量范围大、复现性和稳定性好等,被广泛用于中温(-200℃~650℃)范围的温度测量中。
PT100是一种广泛应用的测温元件,在-50~600℃范围内具有其他任何温度传感器无可比拟的优势,包括高精度、稳定性好、抗干扰能力强等。由于铂电阻的电阻值与温度成非线性关系,所以需要进行非线性校正。校正分为模拟电路校正和微处理器数字化校正,模拟校正有很多现成的电路,其精度不高且易受温漂等干扰因素影响,数字化校正则需要在微处理系统中使用,将Pt电阻的电阻值和温度对应起来后存入EEPROM中,根据电路中实测的AD值以查表方式计算相应温
度值。
常用的Pt 电阻接法有三线制和两线制,其中三线制接法的优点是将PT100
的两侧相等的的导线长度分别加在两侧的桥臂上,使得导线电阻得以消除。常用
的采样电路有两种:一为桥式测温电路,一为恒流源式测温电路。在本系统设计
中,采用了第一种方法,即桥式测温。
测温原理:电路采用TL431和电位器VR1调节产生4.096V 的参考电源;采用
R1、R2、VR2、Pt100构成测量电桥(其中R1=R2,VR2为100Ω精密电阻),
当Pt100的电阻值和VR2的电阻值不相等时,电桥输出一个mV 级的压差信号,这
个压差信号经过运放LM324放大后输出期望大小的电压信号,该信号可直接连
AD 转换芯片。差动放大电路中R3=R4、 R5=R6、放大倍数=R5/R3,运放采
用单一5V 供电。
设计及调试注意点:
1. 同幅度调整R1和R2的电阻值可以改变电桥输出的压差大小;
2. 改变R5/R3的比值即可改变电压信号的放大倍数,以便满足设计者对
温度范围的要求
3. 放大电路必须接成负反馈方式,否则放大电路不能正常工作 。
4. VR2也可为电位器,调节电位器阻值大小可以改变温度的零点设定,
例如Pt100的零点温度为0℃,即0℃时电阻为100Ω,当电位器阻值调
至109.885Ω时,温度的零点就被设定在了25℃。测量电位器的阻值
时须在没有接入电路时调节,这是因为接入电路后测量的电阻值发生
了改变。
5. 理论上,运放输出的电压为输入压差信号×放大倍数,但实际在电路
工作时测量输出电压与输入压差信号并非这样的关系,压差信号比理
论值小很多,实际输出信号为
4.096*(R Pt100/(R1+R Pt100)- R VR2/(R1+R VR2)) (1)
式中电阻值以电路工作时量取的为准。
6. 电桥的正电源必须接稳定的参考基准,因为如果直接VCC 的话,当网
压波动造成VCC 发生波动时,运放输出的信号也会发生改变,此时再
到以VCC未发生波动时建立的温度-电阻表中查表求值时就不准确。
2.3驱动执行部分
硬件输出通道主要包括加热电阻的控制环节,而此控制环节的核心是双向可控硅,但电路的关键是设计双向可控硅的驱动电路。双向可控硅的通断直接决定加热电阻的工作与不工作,本部分用带过零触发的光耦MOC3061来驱动。
2.3.1光耦驱动电路
在驱动电路中,由于是弱电控制强电,而弱电又很容易受到强电的干扰,影响系统的工作效率和实时性,甚至烧毁整个系统,导致不可挽回的后果,因此必须要加入抗干扰措施,将强弱电隔离。光耦合器是靠光传送信号,切断了各部件之间地线的联系,从根本上对强弱电进行隔离,从而可以有效地抑制掉干扰信号。此外,光耦合器提供了较好的带宽,较低的输入失调漂移和增益温度系数。因此,能够较好地满足信号传输速度的要求,且光耦合器非常容易得到触发脉冲,具有可靠、体积小、等特点。所以在本系统设计中采用了带过零检测的光电隔离器MOC3061,用来驱动双向可控硅并隔离控制回路和主回路。MOC3061是一片把过零检测和光耦双向可控硅集成在一起的芯片。其输出端的额定电压是400V,最大重复浪涌电流为1.2A,最大电压上升率dv/dt为1000v/us,输入输出隔离电压为7500V,输入控制电流为15mA。
在图2-2驱动执行电路中,当单片机的P2.0、P2.1、P2.2发出逻辑数字量为高电平时,经过三极管放大后驱动光耦合器的放光二极管,MOC3061的输入端导通,有大约15mA的电流输入。当MOC306的输出端6脚和4脚尖电压稍稍过零时,光耦内部双向可控硅即可导通,提供一个触发信号给外部晶闸管使其导通;当P2.0、P2.1、P2.2为低电平时,MOC3061截止,双向可控硅始终处于截止状态。
2.3.2驱动电路有关元件的选择
R25,C10组成吸收电路,并接在双向可控硅的两极之间。吸收回路组成缓冲器。有了吸收回路,可控硅通断过程中电源电压的变化率受到R25,C10的限制。R25可以抑制双向可控硅通断时产生的浪涌电流。R25和C10根据经验公式选,一般C10取0.01~1.0uF,R25取几欧到几十欧,本电路中R25取39欧,C10
取0.01 uF。
R27为限流电阻,用来限制MOC3061的输出驱动电流,其数值为电源电压峰值除以双向可控硅的允许重复电流。在本电路中R27取300欧。
R26:由于MOC3061在输出关断状态下也有小于或等于500mA的输出电流,所以加入R26分流消除这个电流对双向可控硅的影响,以防止双向可控硅误触发,提高了系统的可靠性。
在此电路中可以看出单片机的输出通道采用了MOC3061进行驱动有以下优点:
(1)控制简单。可用SETB或CLR指令直接控制P2.0、P2.1、P2.2以控制加热电阻的工作与否。
(2)MOC3061由于采用了过零触发电路大大简化了双向可控硅的触发电路,把SCR一向控制变为实用的数字脉冲控制。
(3)MOC3061与双向可控硅实际组成了一个固态继电器,实现了无触电控制。
(4)输出通道实现了光电隔离,防止了射电干扰。
(5)输出通道用P2.0、P2.1、P2.2口直接控制双向可控硅,省去了的D/A 转换电路,简化了接口电路。
2.3.3双向可控硅电路
(1)双向可控硅
这种可控硅具有双向导通功能,在交流电的正负半周都可以导通。其英文名TRIAC即三级交流开关的意思,并把它的两极称为MT1和MT2,其电路符合如图所示。
双向可控硅的通断情况由控制极栅极(G)决定,当栅极无信号时MT1和MT2成高阻态,管截止;而当MT1与MT2之间加一个阈值电压(一般大于1.5V)的电压时,就可以利用控制极栅极电压来使可控硅导通。但需要注意的是,当双向可控硅接感性负载时,电流和电压之间有一定的相位差。在电流为零时,反向电压可能不为零,且超过转换电压,使管子反向导通,故要管子能承受这种反向电压,并在回路中加入RC网络加以吸收。
(2)触发方式
控制双向可控硅从高阻态(阻断区)转换到低阻态(导通区)可以用不同的方式实现。相应的分为四种方式:
(1)MT1相对于MT2为正,控制脉冲电压Ug相对于MT1为正
(2)MT1相对于MT2为负,控制脉冲电压Ug相对于MT1为负
(3)MT1相对于MT2为正,控制脉冲电压Ug相对于MT1为负
(4)MT1相对于MT2为负,控制脉冲电压Ug相对于MT1为正双向可控硅通常工作在控制方式(1)和控制方式(2)。在这两种控制方式下,控制灵敏度特别高。另外两种控制方式下,要求高一倍的触发电流。在本设计中,选择了控制方式(1)和(2)。
如同晶闸管的控制极那样,双向可控硅的控制极在触发后便失去了作用。双向可控硅长期维持低阻态,直到低于维持电流I H,然后在转换到高阻态。在控制交流电压时,每次电源电压过零双向可控硅都会自动截止,所以双向可控硅每半个周期都需要重新触发。
在本设计中,考虑到电网电压的稳定和现在市场上销售的双向可控硅型号,选择了工作电压为400V,通态电流为4A的双向可控硅BT136。利用单片机控制双向可控硅的导通角。在不同时刻利用单片机给双向可控硅的控制端发出触发信号,使其导通或关断,实现负载电压有效值的不同,以达到调压控制的目的。具体如下:
(1)由硬件完成过零触发环节,即在工频电压下,每10ms进行一次过零触发信号,由此信号来达到与单片机的同步。
(2)过零检测信号接至单片机的P2.3口,由单片机对此口进行循环检测,然后进行延时触发。
3控制电路及程序流程图
3.1微处理器89C51
89C51是一种带4K字节Flash可编程可擦除的高性能CMOS8位微处理器,俗称单片机。单片机的可擦除只读存储器可以反复擦除100次。该器件采用ATMEL高密度非易失存储器制造技术制造,与工业标准的
MCS-51指令集和输出管脚相兼容。由于将多功能8位CPU和闪烁存储器组合在单个芯片中,ATMEL的89C51是一种高效微控制器。
单片机的抗干扰性设计。单片机干扰最常见的现象就是程序出现不可逆状态,设计系统时一般要添加一个看门狗监控模块,在系统出现不可逆状态的干扰时,监控模块将重启系统。MAX1232微处理器监控电路给微处理器提供辅助功能以及电源供电监控功能,当电源过电压、欠电压时,MAX1232将提供至少250ms宽度的复位脉冲,其中的容许极限能用数字式的方法来选择5%或10%的容限。
3.2模数转换模块
ADC0809是一个典型的逐次逼近型8位A/D转换器。它由8路模拟开关、8位A/D转换器、三态输出锁存器及地址锁存译码器等组成。它允许8路模拟量分时输入,转换后的数字量输出是三态的(总线型输出),可以直接与单片机数据总线连接。ADC0809采用+5V电源供电,外接工作时钟。当典型工作时钟为500KHz时,转换时间约为128us.
(1)时钟信号:由于ADC0809无片选端,因此电路增加了或非门74LS02,以便对ADC0809进行读/写控制。单片机采用6MHz/s的晶振,ALE
输出66MHz/s时钟信号,经74LS74触发器2分频,得到500KHz的
时钟信号,与ADC0809的时钟端CLK相连。
(2)通道选择:三位通道选择端ADDA、ADDB、ADDC与数据线P1口的低三位P1.0、P1.1、P1.2相连,用数据线进行通道选择,由P1.0、
P1.1、P1.2三位决定选择那一通道。
(3)ADC0809启动:ADC0809的启动端START、地址所存端ALE均为高电平有效。将START和ALE连在一起,与74LS02的输出端相连。
或非门74LS02的两个输入端/WR和P3.5均为低电平时,其输出为高
电平,执行外部I/O 口的写操作。
(4) 转换数据的读取:当转换结束时,EOC 端输出高电平。可用查询和中
断的方法进行数据读取处理。输出允许OE 端为高电平,8位转换数
据D0~D7输出到数据线上。只有 P 3.5和/ RD 同时为低电平时,OE 端
才为高电平。执行外部I/O 口读操作/ RD 为低电平。
(5) 转换结束标志EOC:转换结束标志EOC 端经反向器与单片机的/INT1
相连,即转换一旦结束,外部中断1则申请中断。
图3-1 A/D 转换结束中断服务程序流程图
开始 将PSW 压栈 调显示程序 读A/D 结果 置位状态位F0 关闭报警 F0是否等于零 调PID 控制算法程序 报警子程序 PSW 出栈并返回
输出控制量 启动定时器T1 溢出标志TF1是否为零 设定值与AD 结果比较 交流电是否过零 结果=0 结果>or<设定值的20% -20%<结果<20% F0=0 F0=0 N Y N Y
3.3 LED显示模块
8段LED显示屏是最常用的显示器件,分为共阳极和共阴极两种形式。共阳极LED将所有发光二极管的阳极接在一起作为公共端,当公共端接高电平,某一段的发光二极管阴极接低电平时,相应的字段就被点亮。共阴极LED将所有发光二极管的阴极接在一起作为公共端,当公共端接低电平,某一段的发光二极管阳极接高电平时,相应的字段就被点亮。
LED数码管的显示方法
动态显示:动态扫描,分时循环
静态显示:一次输出,结果保持
(1)动态显示
动态显示,就是微型机定时地对显示器件扫描,在这种方法中,显示器件分时工作,每次只能一个器件显示。但由于人视觉的暂留现象,所以,仍感觉所有的器件都在显示。
(2)静态显示
静态显示,是由微型机一次输出显示后,就能保持该显示结果,直到下次送新的显示模型为止。这种显示占用机时少,显示可靠。
通过比较及对程序的分析,本设计当中两组数码管均采用了共阴极静态显示。
开始
将数据转换为七段码
送入8255PA口
译码选择显示位
子程序返回
图3-2显示子程序
根据设计要求,在保温阶段,温度控制精度为正负1度,故当温度下降或上升2度时为故障状态,需要报警提醒。所以在电路设计上应用了蜂鸣器和发光二极管,系统正常运行时绿色发光二极管点亮,当出现故障时红色发光二极管点亮并且蜂鸣器鸣叫,提醒操作人员注意。报警状态可通过按键复位和系统恢复正常后自动复位
开始
置报警位P3.4
清除报警状态位F0
子程序返回
图3-3报警子程序
3.5键盘模块
在本次设计当中,输入设备采用4*4矩阵键盘。当“设定”键按下时触发键盘中断服务程序,由程序程控扫描法确定那个键按下并执行相应的动作。程控扫描的任务是:
(1)首先判断是否有键按下。
方法:使所有的行输出均为低电平,然后从端口A读入列值。
如果没有键按下,则读人值为FFH.如果有链按下.则不为FFH。
(2)去除键抖动。
方法:延时10—20 ms,再一次判断有无键按下,如果此时仍
有键按下,则认为键盘上确实有键处于稳定闭合期。
(3)若有键闭合,则求出闭合键的键值。
方法:对键盘逐行扫描。
(4)程序中需等闭合键释放后才对其进行处理。
在此部分主要是实现下位机与上位机之间的通信,将实时数据传送到上位机,进行同一协调和集中管理。
RS232的电气接口是单端的、双极性电源电路。由于RS-232采用的数据传输线路是非平衡,且是误无差分的接收方式,当信号穿过电气干扰环境时,发送的信号将会受到影响。故数据传输速率局限于20KB/s;传输距离局限于15m,但RS-232也是目前最广泛使用的串行通信接口标准。
在本设计当中,考虑到系统调试的方便,采用了RS232串行总线。MAX232芯片是美信公司专门为电脑的RS-232标准串口设计的接口电路,使用+5v单电源供电。
内部结构基本可分三个部分:
(1)第一部分是电荷泵电路。由1、2、3、4、5、6脚和4只电容构成。功能是产生+12v和-12v两个电源,提供给RS-232串口电平的需要。
(2)第二部分是数据转换通道。由7、8、9、10、11、12、13、14脚构成两个数据通道。其中13脚(R1IN)、12脚(R1OUT)、11脚(T1IN)、14脚(T1OUT)为第一数据通道。8脚(R2IN)、9脚(R2OUT)、10
脚(T2IN)、7脚(T2OUT)为第二数据通道。
TTL/CMOS数据从T1IN、T2IN输入转换成RS-232数据从T1OUT、T2O UT送到电脑DB9插头;DB9插头的RS-232数据从R1IN、R2IN输入转换成T TL/CMOS数据后从R1OUT、R2OUT输出。
(3)第三部分是供电。15脚GND、16脚VCC(+5v)
4系统软件设计
本系统的应用程序主要由主程序、中断服务程序和子程序组成。主程序的任
务是对系统进行初始化,实现参数输入,并控制电加热炉的正常运行。主程序主
要由系统初始化、数据采集及处理、智能推理等部分组成。系统初始化包括设置
栈底、工作寄存器组、控制量的初始值、采样周期、中断方式和状态、定时器的
工作方式以及8255的初始化、MAX1232的初始化等。数据采集及处理主要包括
实时采集电加热炉的炉温信号,计算出实际炉温与理想值的差值以及温差的变化
率,并对炉温信号进行滤波和限幅处理。主程序流程图如图3所示。
图4-1系统主程序
控制系统的软件主要包括:采样、标度变换、控制计算、控制输出、中断、
显示、报警、调节参数修改、温度设定及修改。其中控制算法采用数字PID 调节,
应用增量型控制算法,并对积分项和微分项进行改进,以达到更好的控制效果。 开始 系统的初始化 温度数据采集及处理 温度值显示 计算温差e (k )和温差变化率 智能控制算法程序 控制输出 求出输出控制量 ?)(0k e 结束
N Y
考虑到电加热炉是一个非线性、时变和分布参数系统,所以本文采用一种新型的智能控制算法。它充分吸取数学和自动控制理论成果,与定性知识相结合,做到取长补短,在实时控制中取得较好的成果。
心得体会
通过为期一周的课程设计,让我学习了很多,也了解了很多,真的可以说是受益匪浅。
此次课程设计中,我做的课题是《基于数字PID的电加热炉温度控制系统》。整个系统分为四个部分:测量检测模块,控制调节模块,驱动执行和电源模块。查阅了很多资料并且对以前学习的专业知识系统并有针对性的复习设计出了自己满意作品,进而得到同学和老师的肯定,也只有这样才能起到此次课程设计的目的。
通过各方面的努力,最终设计出了自己较为满意的系统。虽然这一周过得很辛苦,但是自己付出的努力得到了回报,那种成就感是任何事物都无法代替的。还有在设计过程中,我们积累的经验,对我们以后的学习和工作会有莫大的帮助。
参考文献
[1] 康华光编著.电子技术基础(模拟部分).高等教育出版社,2000
[2] 于海生编著.计算机控制技术.机械工业出版社,2003
[3] 李晓莹编著.传感器与测设技术.高等教育出版社,2002
[4] 付家才编著.单片机实验与实践.高等教育出版社,2004
[5] 谭浩强编著.MCS-51单片机应用教程.清华大学出版社,2001
本科生课程设计成绩评定表姓名性别男
专业、班级
课程设计题目:基于PID电加热炉温控制系统设计
课程设计答辩或质疑记录:
成绩评定依据:
最终评定成绩(以优、良、中、及格、不及格评定)
指导教师签字:
年月日
湖南理工学院南湖学院 课程设计 题目:电加热炉温度控制系统设计专业:机械电子工程 组名:第三组 班级:机电班 组成员:彭江林、谢超、薛文熙
目录 1 意义与要求 (2) 1.1 实际意义 (2) 1.2 技术要求 (2) 2 设计内容及步骤 (2) 2.1 方案设计 (2) 2.2 详细设计 (3) 2.2.1 主要硬件介绍 (3) 2.2.2 电路设计方法 (4) 2.2.3 绘制流程图 (7) 2.2.4 程序设计 (8) 2.3 调试和仿真 (8) 3 结果分析 (9) 4 课程设计心得体会 (10) 参考文献 (10) 附录............................................................ 10-27
1 意义与要求 1.1 实际意义 在现实生活当中,很多场合需要对温度进行智能控制,日常生活中最常见的要算空调和冰箱了,他们都能根据环境实时情况,结合人为的设定,对温度进行智能控制。工业生产中的电加热炉温度监控系统和培养基的温度监控系统都是计算机控制系统的典型应用。通过这次课程设计,我们将自己动手设计一个小型的计算机控制系统,目的在于将理论结合实践以加深我们对课本知识的理解。 1.2 技术要求 要求利用所学过的知识设计一个温度控制系统,并用软件仿真。功能要求如下: (1)能够利用温度传感器检测环境中的实时温度; (2)能对所要求的温度进行设定; (3)将传感器检测到得实时温度与设定值相比较,当环境中的温度高于或低于所设定的温度时,系统会自动做出相应的动作来改变这一状况,使系统温度始终保持在设定的温度值。 2 设计内容及步骤 2.1 方案设计 要想达到技术要求的内容,少不了以下几种器件:单片机、温度传感器、LCD显示屏、直流电动机等。其中单片机用作主控制器,控制其他器件的工作和处理数据;温度传感器用来检测环境中的实时温度,并将检测值送到单片机中进行数值对比;LCD显示屏用来显示温度、时间的数字值;直流电动机用来表示电加热炉的工作情况,转动表示电加热炉通电加热,停止转动表示电加热炉断
锅炉温度控制系统上位机设计 1.设计背景 锅炉是化工、炼油、发电等工业生产过程中必不可少的重要的动力设备。它所产生的高压蒸汽,既可以作为风机、压缩机、大型泵类的驱动透平的动力源,又可作为蒸馏、化学反应、干燥和蒸发等过程的热源。随着工业生产规模的不断扩大,生产设备的不断创新,作为全厂动力和热源的锅炉,办向着大容量、高参数、高效率发展。为了确保安全,稳定生产,锅炉设备的控制系统就显得愈加重要。随着经济的迅猛发展,自动化控制水平越来越高,用户对锅炉控制系统的工作效率要求也越来越高,为了提高锅炉的工作效率,较少对环境的污染问题,所以利用计算机与组态软件技术对锅炉生产过程进行自动控制有着重要的意义。 2.任务要求 (1) 按照题目设计监控画面及动态模拟; (2) 在数据字典中定义需要的内存变量和I/O变量; (3) 实现监控系统的实时、历史曲线及报警界面显示; (4) 实现保存数据和参数报表打印功能; (5) 实现登陆界面和帮助界面。 3. 界面功能 3.1 系统说明 本系统的目的是实现锅炉的温度控制,所以在监控界面设置了加热部分和降温部分,同时通过观察相应仪表,操作者手动的实现对锅炉温度的控制,而且在加热过程和降温过程中有信号灯可以清楚地显示系统工作在什么阶段。此外,在监控界面加入了液位控制部分,通过对进水量和出水量的控制实现液位平衡。实时曲线和历史曲线可以让操作者清楚地观察到锅炉内液体的液位高度和温度,从而更加准确的操作系统,达到控制要求。实时报警界面可以随时进行提醒,防止发生意外情况。帮助界面可以让初次登陆该系统的用户快速学会如何操作系统。登陆界面中加入用户登陆部分,只有有相应权限的操作者也可以控制系统。该系统还加入历史曲线打印功能和对系统相关变量的保存功能,用户可以随时查看历史记录。 3.2主监控界面 主控界面实现的是操作者观察仪表,得到锅炉内液体温度和液位的实时信息,通过调节电磁阀1、2,使得锅炉内液体液位保持在要求范围内,通过加热按钮和降温按钮对
吉林建筑大学城建学院课程设计报告 题目名称加热炉出口温度控制系统设计院(系)电气工程及其自动化 课程名称过程控制工程课程设计 班级电气13-1 学号 学生姓名 指导教师 起止日期2016.6.20-2016.7.1 成绩
目录 摘要 (Ⅰ) ABSTRACT (Ⅱ) 第1章绪论 (1) 1.1 设计目的 (1) 1.2 设计任务 (1) 1.3加热炉温度控制系统简介 (1) 1.4加热炉温度控制系统的发展 (2) 第2章对象模型建立 (4) 2.1 建立数学模型 (4) 2.2控制系统分析 (5) 第3章系统设备选型 (6) 3.1 测量变送器和传感器的选择 (6) 3.2执行器的选择 (6) 3.3控制器的选择 (6) 第4章控制器参数整定及Simulink仿真 (9) 4.1控制器参数整定 (9) 4.2Simulink仿真 (11) 结论 (12) 致谢 (13) 参考文献 (14)
摘要 随着我国国民经济的快速发展,加热炉的使用范围越来越广泛。随着网络技术的发展和整个工厂完全实现两级自动化管理,在过程级上通过相应的终端了解任何一个设备或任何一个装置的控制情况以及生产情况。过程控制系统在加热炉系统中得到广泛的应用,它是加热炉控制系统的重要部分,是对以及控制系统的一个总领和扩充。现代加热炉的生产过程可以实现高度的过程控制,以保证在加热过程中温度的准确控制,这就为工业生产提供了有利条件。加热炉是工业生产中的一个重要装置,它的任务是把原料加热到一定温度,以保证下道工序的顺利进行。因此加热炉的温度控制起着举足轻重的作用。 关键词:加热炉;过程控制系统;温度控制
电阻加热炉温度控制精 选文档 TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-
微型计算机控制技术 课程设计 ----电阻加热炉温度控制 学院:信息工程学院 专业班级:自动化0703班 姓名:唐凯 学号:07001139
目录 一、摘要 二、总体方案设计 1、设计内容及要求 2、工艺要求 3、要求实现的系统基本功能 4、对象分析 5、系统功能设计 三、硬件的设计和实现 四、数字控制器的设计) 五、软件设计) 1、系统程序流程图 2、程序清单 六、完整的系统电路图 七、系统调试 八、设计总结 九、参考文献
一、摘要 温度是工业对象中主要的被控参数之一。特别是在冶金、化工、机械各类工业中,广泛使用各种加热炉、热处理炉、反应炉等。由于炉子的种类不同,所采用的加热方法及燃料也不相同,如煤气、天然气等。但就控制系统本身的动态特性而言,均属于一阶纯滞后环节,在控制算法上基本相同,可采用PID 控制或其他纯滞后补偿算法。 为了保证生产过程正常安全地进行,提高产品的质量和数量,以及减轻工人的劳动强度,节约能源,对加热用的各种电炉要求在一定条件下保持恒温,不能随电源电压波动或炉内物体而变化,或者有的电炉的炉温根据工艺要求按照某个指定的升温或保温规律而变化,等等。 因此,在工农业生产或科学实验中常常对温度不仅要不断地测量,而且要进行控制。 二、总体方案设计 设计任务 用一台计算机及相应的部件组成电阻炉炉温的自动控制系统,并使系统达到工艺要求的性能指标。 1、设计内容及要求 电阻加热炉用于合金钢产品热力特性实验,电加热炉用电炉丝提供功率,使其在预定的时间内将炉内温度稳定到给定的温度值。在本控制对象电阻加热炉功率为8KW,有220V交流电源供电,采用双向可控硅进行控制。
0 基于单片机热 水锅炉炉温控制系统设计
东北大学秦皇岛分校基于单片机的热水锅炉温度控制系统设计dennis 基于单片机热水锅炉炉温控制系统设计 作者:陈明 单位:东北大学秦皇岛 【摘要】本系统是基于单片机的锅炉温度控制,在设计中主要有温度检测、按键控制、水温控制、循环控制、显示部分、故障报警等几部分组成来实现温度控制。主要用数字温度传感器DS18B20来检测水温,用五个控制按键来实现按健控制,用液晶显示屏LCD1602来完成显示部分。并且通过模数转换把这些信号送入单片机中。把这些信号与单片机中内部设定的值相比,以判断单片机是否需要进行相应的操作,即是否需要打开或者关闭温度加热的操作,从而实现单片机自动控制的目的。本设计用单片机控制易于实现锅炉供暖、而且有造价低、程序易于调试、一部分出现故障不会影响其他部分的工作、维修方便。 【关键词】单片机(AT89C51),传感器DS18B20,扬声器,继电器 引言 自从20世纪90年代以来,单片机已经进入了一个高速发展的阶段,世界上著名的半导体厂商都注重新型单片机的研制、生产和推广。单片机的应用已经深入到来各个国家的国民经济当中。例如国内外目前知名的企业:atmel公司的avr单片机,motorola单片机,MICROCHIP单片机,东芝单片机,intel的8051单片机,宏晶STC单片机等等。 温度自动控制系统主要是有温度采集系统、液晶显示系统、扬声器报警系统和继电器控制系统四部分组成。本次设计主要是以温度采集到的温度为参考。如果温度在设定值内部,则系统正常工作,本系统的温度正常范围为0-50摄氏度,如果超出温度范围,则系统发出警报并控制系统负载停止工作。温度控制系统的编程软件为keil,仿真软件为proteus。 1. 热水锅炉温度控制系统设计 1.1方案极其论证 方案一: 用PLC做主要的设计技术,通过用其中的相关部件的开关控制达到锅炉水温的控制目的。但是由于对PLC相关配套的设备和仿真软件的限制,因此放弃了PLC方案。
目录 一、工艺介绍 (2) 二、功能的设计 (4) 三、实现的情况以及效果 (6)
一、工艺介绍 在钢厂中轧钢车间在对工件进行轧制前需要将工件加热到一定的温度,如图1表示其中一个加热段的温度控制系统。在图中采用了6台设有断偶报警的温度变送器、3台高值选择器、1台加法器、1台PID调节器和1台电器转换器组成系统。 利用阶跃响应便识的,以控制电流为输入、加热炉温度为输出的系统的传递函数为: 温度测量与变送器的传递函数为: 由于,因此,上式中可简化为: 在实际的设计控制系统时,首先采用了常规PID控制系统,但控制响应超调量较大,不能满足控制要求。
图1 对如图1所示的加热炉多点平均温度系统采用可变增益自适应纯滞后补偿进行仿真。 加入补偿环节后,PID调节器所控制的对象包括原来的对象和补偿环节两部分,于是等效对象的特性G(s)可以写成: 即补偿后的广义被控对象不在含有纯延迟环节,所以,采用纯滞后的对象特性比原来的对象容易控制的多。 但实际应用中发现,加热锅炉由于使用时间长短不同及处理工件数量不同,会引起特性变化,导致补偿模型精度降低,从而使纯滞后补偿特性变差,很难满足实际生产的稳定控制要求。
为改善调节效果,在控制线路中加入两个非线性单元——除法器与乘法器,构成如图所示的加热炉多点温度控制纯滞后自适应控制系统。 二、功能的设计 1、系统辨识 经辨识的被控对象模型为: 所以,带可变增益的自适应补偿控制结构框图如图
图2 加热炉多点温度控制纯滞后自适应补偿系统控制框图2、无调节器的开环系统稳定性分析 理想情况下,无调节器的开环传递函数为: 上式中所示广义被控对象的Bode图如下图所示。 图3
毕业论文(论文) 题目名称:单片机温度控制系统PID设计 题目类别:毕业设计 系(部): 专业班级: 学生姓名: 指导教师: 辅导教师: 时间:至 目录 任务书............................................................ I
毕业设计(论文)开题报告........................................... IV 毕业设计(论文)指导教师审查意见.................... 错误!未定义书签。教师评语.......................................... 错误!未定义书签。摘要............................................................. V Abstract ......................................................... VI 前言........................................................... VII 1 绪论 (1) 1.1选题背景 (1) 1.2 PID算法在控制领域中的应用 (2) 1.3 课题研究的目的及意义 (3) 2 总体方案论证与设计 (4) 2.1方案设计的要求与指标 (4) 2.2方案的可行性分析与方案选择 (4) 2.2.1方案可行性分析 (4) 2.2.2 方案的选择与确定 (6) 2.2.3系统结构框图 (6) 3 温度控制系统硬件设计和软件设计 (8) 3.1 系统硬件设计 (8) 3.1.1系统硬件组成 (8) 3.1.1.1AT89C51单片机的介绍 (8) 3.1.1.2测量温度元件的选择 (9) 3.1.1.3模数转换器ADC0809的介绍 (10) 3.1.1.4键盘和LED显示电路设计 (10) 3.1.1.5温度控制电路设计 (11) 3.2 系统软件设计 (11) 3.2.1主程序流程图及主程序 (11) 3.2.2 T0中断子程序 (15) 3.2.3 A/D转换子程序 (16) 3.2.4 数字滤波子程序 (18) 3.2.5温度标度变换子程序 (19) 3.2.6键盘显示子程序 (19) 3.2.7 PID算法介绍 (21) 4 系统仿真与调试分析 (21) 4.1系统仿真 (21) 4.2系统调试 (21) 5 结束语 (23) 参考文献 (23)
学号 天津城建大学 过程控制课程设计 设计说明书 某加热炉温度控制 起止日期:2014 年6 月23 日至2014 年6 月27 日 学生姓名 班级 成绩 指导教师(签字) 控制与机械工程学院 2014年6月27 日
天津城建大学 课程设计任务书 2013 -2014学年第2学期 控制与机械工程学院电气工程及其自动化专业班级13电气11班 姓名学号 课程设计名称:过程控制 设计题目:某加热炉温度控制 完成期限:自2014 年6 月23 日至2014 年 6 月27 日共1 周设计依据、要求及主要内容: 一、设计任务 某温度过程在阶跃扰动1/ ?=作用下,其温度变化的数据如下: q t h 试根据实验数据设计一个超调量25% δ≤的无差控制系统。具体要求如下: p (1)根据实验数据选择一定的辨识方法建立对象的数学模型; (2)根据辨识结果设计符合要求的控制系统(控制系统原理图、控制规律选择等);(3)根据设计方案选择相应的控制仪表; (4)对设计的控制系统进行仿真,整定运行参数。 二、设计要求 采用MATLAB仿真;需要做出以下结果: (1)超调量 (2)峰值时间 (3)过渡过程时间 (4)余差 (5)第一个波峰值 (6)第二个波峰值 (7)衰减比 (8)衰减率 (9)振荡频率 (10)全部P、I、D的参数 (11)PID的模型 (12)设计思路
三、设计报告 课程设计报告要做到层次清晰,论述清楚,图表正确,书写工整;详见“课程设计报告写作要求”。 四、参考资料 [1] 何衍庆.工业生产过程控制(1版).北京:化学工业出版社,2004 [2] 邵裕森.过程控制工程.北京:机械工业出版社2000 [3] 过程控制教材 指导教师(签字): 教研室主任(签字): 批准日期:年月日
锅炉内胆温度控制系统设计 一.引言 过程控制是自动化的重要分支,其应用范围覆盖石油、化工、制药、生物、医疗、水利、电力、冶金、轻工、建材、核能、环境等许多领域,在国民经济中占有极其重要的地位。无论是在现代复杂工业生产过程中还是在传统生产过程的技术改造中,过程控制技术对于提高劳动生产率、保证产品质量、改善劳动条件以及保护生态环境、优化技术经济指标等方面都起着非常重要的作用。 过程控制的主要任务是对生产过程中的有关参数(温度、压力、流量、物位、成分、湿度、PH值和物性等)进行控制,使其保持恒定或按一定规律变化,在保证产品质量和生产安全的前提下,是连续型生产过程自动的进行下去。实际的生产过程千变万化,要解决生产过程的各种控制问题必须采用有针对性的特殊方法与途径。这就是过程控制要研究和解决的问题。二.任务和要求 任务:设计锅炉内胆温度控制系统,选择合适的传感器、控制器和执行器,使其满足一定的控制要求。 要求:本系统的控制对象为锅炉内胆的水温,要求锅炉内胆的温度的稳定值等于给定值,误差保持在 5%的误差带以内。 三.总体方案 系统组成:本实验装置由被控对象和控制仪表两部分组成。系统动力支路分两路:一路由三相(380V交流)磁力驱动泵、电动调节阀、直流电磁阀、涡轮流量计及手动调节阀组成;另一路由日本三菱变频器、三相磁力驱动泵(220V变频)、涡轮流量计及手动调节阀组成。1.原理框图 图1
2.简要原理 单闭环锅炉水温定值控制系统的结构示意如课程设计指导书所示,图1为其结构框图。其中锅炉内胆为动态循环水,磁力泵、电动调节阀、锅炉内胆组成循环供水系统。而控制参数为锅炉内胆的水温,即要求锅炉内胆的水温等于设定值。先通过变频器-磁力泵动力支路给锅炉内胆打满水,然后关闭锅炉内胆的进水阀。待系统投入运行后,再打开锅炉内胆的进水阀,允许变频器-磁力泵以固定的小流量使锅炉内胆的水处于循环状态。在锅炉内胆水温的控制过程中,由于锅炉内胆由循环水,因此锅炉内胆循环水水温控制相比于内胆静态水温控制时更充分,因而控制速度有较大的改善。 在结构原理框图中可以清楚的看出,我们给定温度的设定值,将温度传感器的值与设定值相比较,把偏差值送入PID调节器,PID调节器的输出信号送入可控硅调压装置,经调压装置输出的电压信号来控制加热装置的阻值,从而控制锅炉内胆的水温。此控制系统为单闭环反馈系统,只要PID参数设置的合理,就能够使系统达到稳定。 3.优缺点分析 优点:单闭环系统结构简单,稳定性好、可靠性高,在工业控制中得到广泛的应用。 缺点:对动态特性复杂、存在多种扰动或扰动幅度很大,控制质量要求高的生产过程,简单控制系统难以满足要求 四.元器件的选择与参数整定 1.元器件的选择: (1)被控对象 由不诱钢储水箱、4.5千瓦电加热锅炉(由不锈钢锅炉内胆加温筒构成)、冷热水交换盘管和敷朔不锈钢管道组成。 模拟锅炉:本装置采用模拟锅炉进行温度实验,此锅炉采用不锈钢精制而成,设计巧妙。 管道:整个系统管道采用不诱钢管组成,所有的水阀采用优质球阀,彻底避免了管道系统生锈的可能性。有效提高了实验装置的使用年限。其中储水箱底有一个出水阀,当水箱需要更换水时,将球阀步打开直接将水排出。 (2)检测装置 变送器:采用工业用的扩散硅压力变送器,含不诱钢隔离膜片,同时采用信号隔离技术,对传感器温度漂移跟随补偿。 温度传感器:本装置采用六个Pt100传感器,分别用来检测上水箱出口、锅炉内胆、锅炉夹套以及盘管的水温。经过调节器的温度变送器,可将温度信号转换成4~20mA DC电流信
过程控制系统课程设计 设计题目加热炉温度控制系统 学生姓名 专业班级自动化 学号 指导老师 2010年12月31日 目录 第1章设计的目的和意义 (2) 第2章控制系统工艺流程及控制要求 (2) 2.1 生产工艺介绍
2.2 控制要求 第3章总体设计方案 (3) 3.1 系统控制方案 3.2 系统结构和控制流程图 第4章控制系统设计 (5) 4.1 系统控制参数确定 4.2 PID调节器设计 第5章控制仪表的选型和配置 (7) 5.1 检测元件 5.2 变送器 5.3 调节器 5.4 执行器 第6章系统控制接线图 (13) 第7章元件清单 (13) 第8章收获和体会 (14) 参考文献 第1章设计的目的和意义 电加热炉被广泛应用于工业生产和科学研究中。由于这类对象使用方便,可以通过调节输出功率来控制温度,进而得到较好的控制性能,故在冶金、机械、化工等领域中得到了广泛的应用。 在一些工业过程控制中,工业加热炉是关键部件,炉温控制精度及其工作稳定
性已成为产品质量的决定性因素。对于工业控制过程,PID 调节器具有原理简单、使用方便、稳定可靠、无静差等优点,因此在控制理论和技术飞跃发展的今天,它在工业控制领域仍具有强大的生命力。 在产品的工艺加工过程中,温度有时对产品质量的影响很大,温度检测和控制是十分重要的,这就需要对加热介质的温度进行连续的测量和控制。 在冶金工业中,加热炉内的温度控制直接关系到所冶炼金属的产品质量的好坏,温度控制不好,将给企业带来不可弥补的损失。为此,可靠的温度的监控在工业中是十分必要的。 这里,给出了一种简单的温度控制系统的实现方案。 第2章控制系统工艺流程及控制要求 2.1 生产工艺介绍 加热炉是石油化工、发电等工业过程必不可少的重要动力设备,它所产生的高压蒸汽既可作为驱动透平的动力源,又可作为精馏、干燥、反应、加热等过程的热源。随着工业生产规模的不断扩大,作为动力和热源的过滤,也向着大容量、高参数、高效率的方向发展。 加热炉设备根据用途、燃料性质、压力高低等有多种类型和称呼,工艺流程多种多样,常用的加热炉设备的蒸汽发生系统是由给水泵、给水控制阀、省煤器、汽包及循环管等组成。 本加热炉环节中,燃料与空气按照一定比例送入加热炉燃烧室燃烧,生成的热量传递给物料。物料被加热后,温度达到生产要求后,进入下一个工艺环节。 加热炉设备主要工艺流程图如图2-1所示。
课程设计任务书 题目: 锅炉过热蒸汽温度控制系统设计 摘要 本文是针对锅炉过热蒸汽温度控制系统进行的分析和设计。控制系统采用串级控制以提高系统的控制性能,在系统中采用了主控-串级控制的切换装置,使系统可以适用于不同的工作环境。通过使用该系统,可以使得锅炉过热器出口蒸汽温度在允许的范围内变化,并保护过热器营壁温度不超过允许的工作温度。 关键字:过热蒸汽控制串级控制系统自动控制主控-串级切换 目录 1 生产工艺介绍 .................................................. 错误!未定义书签。 1.1 锅炉设备介绍............................................................................ 3 1.2 蒸汽过热系统的控制................................................................ 52控制原理简介 ..................................................................................... 6 2.1控制方案选择............................................................................. 6 2.1.1单回路控制方案................................................................. 6
第一章绪论 1.1选题背景及意义 加热炉是利用电能来产生蒸汽或热水的装置。因为其效率高、无污染、自动化程度高,稳定性好的优点,冶金、机械、化工等各类工业生产过程中广泛使用电加热炉对温度进行控制。而传统的加热炉普遍采用继电器控制。由于继电器控制系统中,线路庞杂,故障查找和排除都相对困难,而且花费大量时间,影响工业生产。随着计算机技术的发展,传统继电器控制系统势必被PLC所取代。二十世纪七十年代后期,伴随着微电子技术和计算机技术的快速发展,也使得PLC 具有了计算机的功能,成为了一种以电子计算机为核心的工业控制装置,在温度控制领域可以让控制系统变得更高效,稳定且维护方便。 在过去的几十年里至今,PID控制已在工业控制中得到了广泛的应用。在工业自动化的三大支柱(PLC、工业机器人、CAD/CAM)中位居第一。由于其原理简单、使用方便、适应能力强,在工业过程控制中95%甚至以上的控制回路都采用了PID结构。虽然后来也出现了很多不同新的算法,但PID仍旧是最普遍的规律。 1.2国内外研究现状及发展趋势 一些先进国家在二十世纪七十年代后期到八十年代初期就开始研发电热锅炉,中国到八十年代中期才开始起步,对电加热炉的生产过程进行计算机控制的研究。直到九十年代中期,不少企业才开始应用计算机控制的连续加热炉,可以说发展缓慢,而且对于国内的温度控制器,总体发展水平仍不高,不少企业还相当落后。与欧美、日本,德国等先进国家相比,其差距较大。目前我国的产品主要以“点位”控制和常规PID为主,只能处理一些简单的温度控制。对于一些过程复杂的,时变温度系统的场合往往束手无策。而相对于一些技术领先的国家,他们生产出了一批能够适应于大惯性、大滞后、过程复杂,参数时变的温度控制系统。并且普遍采用自适应控制、模糊控制及计算机技术。 近年来,伴随着科学技术的不断快速发展,计算机技术的进步和检测设备及
成绩 《计算机控制技术》 课程设计 题目:基于数字PID的电加热炉温度控制系统设计 班级:自动化09-1 姓名: 学号: 2013 年 1 月 1 日
基于数字PID的电加热炉温度控制系统设计 摘要:电加热炉控制系统属于一阶纯滞后环节,具有大惯性、纯滞后、非线性等特点,导致传统控制方式超调大、调节时间长、控制精度低。本设计采用PID算法进行温度控制,使整个闭环系统所期望的传递函数相当于一个延迟环节和一个惯性环节相串联来实现温度的较为精确的控制。 电加热炉加热温度的改变是由上、下两组炉丝的供电功率来调节的,它们分别由两套晶闸管调功器供电。调功器的输出功率由改变过零触发器的给定电压来调节,本设计以AT89C51单片机为控制核心,输入通道使用AD590传感器检测温度,测量变送传给ADC0809进行A/D转换,输出通道驱动执行结构过零触发器,从而加热电炉丝。本系统PID算法,将温度控制在50~350℃范围内,并能够实时显示当前温度值。 关键词:电加热炉;PID ;功率;温度控制; 1.课程设计方案 1.1 系统组成中体结构 电加热炉温度控制系统原理图如下,主要由温度检测电路、A/D转换电路、驱动执行电路、显示电路及按键电路等组成。 系统采用可控硅交流调压器,输出不同的电压控制电阻炉温度的大小,温度通过热电偶检测,再经过变送器变成0 - 5 V 的电压信号送入A/D 转换器使之变成数字量,此数字量通过接口送到微机,这是模拟量输入通道。 2.控制系统的建模和数字控制器设计 2.1 数字PID控制算法 在电子数字计算机直接数字控制系统中,PID控制器是通过计算机PID控制算法程序实现的。计算机直接数字控制系统大多数是采样-数据控制系统。进入计算机的连续-时间信号,必须经过采样和整量化后,变成数字量,方能进入计算机的存贮器和寄存器,而在数字计算机中的计算和处理,不论是积分还是微分,只能用数值计算去逼近。
火电厂锅炉温度控制系统 锅炉温度的控制效果直接影响着产品的质量,温度低于或高于要求时要么不能达到生产质量指标有时甚至会发生生产事故。采用双交叉燃烧控制以锅炉炉膛温度为主控参数、燃料和空气并列为副被控变 量设计火电厂锅炉温度控制系统,以达到精度在5 ℃范围内。 工程控制是工业自动化的重要分支。几十年来,工业过程控制获得了惊人的发展,无论是在大规模的结构复杂的工业生产过程中,还是在传统工业过程改造中,过程控制技术对于提高产品质量以及能源的节约都起着重要的作用。 生产过程是指物料经过若干加工步骤而成为产品的过程。该过程中通常会发生物理化学反应、生化反应、物质能量的转换与传递等等,或者说生产过程表现为物流过变化的过程,伴随物流变化的信息包括物流性质的信息和操作条件的信息。 生产过程的总目标,应该是在可能获得的原料和能源条件下,以最经济的途径,将原物料加工成预期的合格产品。为了打到目标,必须对生产过程进行监视和控制。因此,过程控制的任务是在了解生产过程的工艺流程和动静态特性的基础上,应用理论对系统进行分析与综合,以生产过程中物流变化信息量作为被控量,选用适宜的技术手段。实现生产过程的控制目标。 生产过程总目标具体表现为生产过程的安全性、稳定性和经济性。 (1)安全性在整个生产过程中,确保人身和设备的安全是最重要和最基本的要求。在过程控制系统中采用越限报警、事故报警和连锁保护等措施来保证生产过程的安全性。另外,在线故障预测与诊断、容错控制等可以进一步提高生产过程的安全性。 (2)稳定性指系统抑制外部干扰、保持生产过程运行稳定的能力。变化的工业运行环境、原料成分的变化、能源系统的波动等均有可能影响生产过程的稳定运行。在外部干扰下,过程控制系统应该使生产过程参数与状态产生的变化尽可能小,以消除或者减少外部干扰可能造成的不良影响。 (3)经济性在满足以上两个基本要求的基础上,低成本高效益是过程控制的另外一个重要目标。为了打到这个目标,不进需要对过程控制系统进行优化设计,还需要管控一体化,即一经济效益为目标的整体优化。 工业过程控制可以分为连续过程工业、离散过程工业和间隙过程工业。其中,连续过程工业占的比重最大,涉及石油、化工、冶金、电力、轻工、纺织、医药、建材、食品等工业部门,连续过程工业的发展对我国国民经济意义最大。过程控制主要指的就是连续过程工业的过程控制。 锅炉是工业生产中不可缺少的动力设备,它多产生的蒸汽不仅能够为蒸馏、化学反应、干燥、蒸发等过程提供热源,而且,还可以作为风机,压缩机、泵类驱动透平的动力源。随着石油化学工业规模的
锅炉温度控制系统设计方案 第1章绪论 1.1课题背景及研究的意义 锅炉是工业生产中最常用的能量转换设备之一,它通过转化燃料中的化学能或利用电能转化为能,成为人们广为依赖的采暖工具。在电锅炉中,利用电阻在通电流状态下发热的原理,通过对电流的大小的控制对温度的控制。由于电流易控制的特点,电锅炉在小型锅炉和精密控温的到使用者的青睐。但是,在大部分城市中,由于国家实行“西气东输”计划,燃气价格为普通人家所接受,经数据统计和计算,燃气锅炉更便宜,比电锅炉应用更受欢迎。 锅炉温度的稳定是锅炉性能的一项重要指标,温度过高和温度过低都会给锅炉的稳定运行和生产造成重大的的影响,甚至发生安全事故。温度过高,导致锅炉金属材料和相关部件的超温过热,加速管材金属氧化,降低锅炉和相关部件的使用寿命;温度过低,假定在保持锅炉蒸发量不变的情况下,锅炉的损耗将大幅上升,能源利用率因此下降,而且负荷也将受到限制。所以,限定锅炉在安全温度成为每一个温度控制系统的核心部分。 随着科技发展,人们对采暖方式和热水方式渐渐发生变化,家用燃气锅炉进入寻常百姓家,但是国燃气锅炉的开发与应用还处于较落后的阶段,市场上的大多数此类商品还是以国外为主,所以燃气锅炉依然有广大市场与研究价值。 本设计以家用燃气锅炉为研究目标,使用AT89C51单片机为控制核心组成温度控制系统,采用热电阻感应温度的变化,单片机实现收集数据、处理数据、发送控制命令的功能,从各方面详细的说明单片机在温度控制的应用。 1.2 温度传感技术 自工业时代以来,随着大型机械的出现和广泛应用,温度对机械工作性能的影响越来越被人们所重视,对温度的未知可能造成机械损坏或发生重大事故。于是温度传感器便应运而生。温度传感器用在生活的方方面面,从冶金行业到每一个人身边中的一部分,它已经随着时代的步伐在进步。 目前使用的较为先进的温度传感器是数字传感器。数字传感器的优点是不需要像传统方式一样加入转换部分,利用当今成熟的集成技术,在其部已经集成了感应温度系统和温度转换系统,尤其是它单端数据输出的功能,极大减少对主控
基于单片机的电加热炉温度控制系统设计 王丽华1郑树展2 (1、天津职业大学,天津300402;2、天津航空机电有限公司,天津300123) 摘要:温度控制是工业对象中主要的控制参数之一,其控制系统本身的动态特性属于一阶纯滞后环节。以8051单片机为核心,采用温度变送器桥路和固态继电器控温电路,实现对电炉温度的自动控制。该控制系统具有硬件成本低、控温精度较高、可靠性好、抗干扰能力强等特点。 关键词:电加热炉控温固态继电器飞升曲线 0引言 传统的以普通双向晶闸管(SCR)控制的高温电加热炉采用移相触发电路改变晶闸管导通角的大小来调节输出功率,达到自动控制电加热炉温度的目的。这种移相方式输出一种非正弦波,实践表明这种控制方式产生相当大的中频干扰,并通过电网传输,给电力系统造成“公害”。采用固态继电器控温电路,通过单片机控制固态继电器,其波形为完整的正弦波,是一种稳定、可靠、较先进的控制方法。为了降低成本和保证较高的控温精度,采用普通的ADC0809芯片和具有零点迁移、冷端补偿功能的温度变送器桥路,使实际测温范围缩小。 1电加热炉温度控制系统的硬件设计 电加热炉温度控制系统的硬件由图1所示各部件组成,它以8051单片机为核心,外扩键盘输入和LED显示温度。电加热炉炉内的实际温度由热电偶测量并转换成毫伏级的电压信号,通过温度变送器桥路实现零点迁移和冷端补偿,经运算放大器7650放大到0~5V,再经过有源低通滤波器滤波后,由A/D转换成数字量。此数字量经数字滤波、标度转换后,一方面通过LED将炉温显示出来;另一方面,将该温度值与被控温度值进行比较,根据其偏差值的大小,采用PID控制,通过PWM脉冲调宽功率放大器控制SSR固态继电器来控制电加热炉炉丝的导通时间,就可以控制电炉丝的加热功率大小,从而控制电炉的温度及升温速度,使其逐渐趋于给定值且达到平衡。 1.1 热电偶的选取 热电偶是温度测量传感器,对它的选择将直接影响检测误差的大小。目前多选K型或S 型(镍铬-镍硅)热电偶。两者相比,K型有较好的温度—热电势的线性度,但它不适宜于长时间在高温区适用;S型有高的精度,但温度—热电势的线性度较差。 A/D转换器 图1中A/D转换芯片采用ADC0809,其转换精度是1/256。若电加热炉工作温度是256℃,这样在(0~256)℃范围A/D的转换精度为256℃/256=1℃/bit,即一个数字量表示1℃,这显然不能满足控制精度为±0.5℃要求。为了提高控制精度,可以选用更高位的A/D转换器,如10位、12位、16位A/D转换器,其控值精度均能满足要求。然而根据实际需要温度控制情况,也可以通过具有零点迁移和冷端补偿功能的温度变送桥路,缩小测温的范围,如
内蒙古科技大学 过程控制课程设计论文 题目:钢坯加热炉温度控制系统 学生姓名: 学号: 专业: 班级: 指导教师:
目录 钢坯加热炉温度控制系统设计摘要 (1) 第一章引言 (2) 1.1加热炉温度控制技术的发展 (2) 1.2 加热炉一般结构与控制原理 (3) 1.3加热炉生产工艺 (4) 第二章加热炉温度控制系统 (5) 2.1串级系统控制概述 (5) 2.2 温度控制系统概述 (6) 2.3 加热炉炉温基本控制方案 (6) 2.3.1 炉温基本控制方案一 (6) 2.3.2 炉温基本控制方案二 (7) 2.3.1 炉温控制改进方案 (8) 2.4调节器正反作用的确定 (9) 2.4.1副调节器作用方式的确定 (9) 2.4.2主调节器作用方式的确定 (9) 第三章仪器选型 (10) 3.1温度传感器的选择 (10) 3.2流量变送器的选择 (10) 3.3执行器选择 (11) 3.4调节器的选择 (11) 第四章总结 (13) 参考文献 (14)
钢坯加热炉温度控制系统设计 摘要 加热炉是冶金行业生产环节中重要的热工设备。加热的目的之一是提高钢的塑性。钢在冷态下可塑性很低,为了改善钢的热加工条件,必须提高钢的塑性。一般来说,钢的热加工温度越高,钢的可塑性越好。钢的加热温度越低,加工所消耗的能量越大,轧机的磨损也越快,而且温度过低时还容易发生断辊事故。加热的另外一个目的是使钢的内外温度均匀。由于板坯内外的温差,使得金属内部产生应力,这样经过轧制过程后容易造成质量缺陷和废品。通过加热炉的均热使断面上温差缩小,避免出现危险的温度应力。板坯的加热质量直接影响到钢材的质量、产量、能源消耗以及轧机寿命。正确的加热工艺可以提高钢的塑性,降低热加工时的变形抗力,及时为轧机提供加热质量优良的板坯,保证轧机生产顺利进行。反之,如加热工艺不当,例如加热温度过高,会发生板坯过热、过烧,轧制时就要造成废品。 加热炉的燃烧过程是受随机因素干扰的,具有大惯性、纯滞后的非线性分布参量的随机过程。对于这种复杂的控制对象,即使是经验丰富的操作人员,也很难全面考虑各种因素的影响,准确地控制燃烧过程,造成炉温经常偏高或偏低,这些都严重影响了加热炉加热质量和燃耗,甚至影响正常生产。 加热炉的生产任务是按轧机的轧制节奏将钢材加热到工艺要求的温度水平和加热质量,并在优质高产的前提下,尽可能地降低燃料消耗,减少氧化烧损。连续加热炉的操作水平直接影响产品的质量、产量和生产消耗指标,钢坯的出炉温度要求在 1 150~1 250℃,靠操作工人调节阀门来控制炉温的效果很差,粘钢和硬断轧辊的事故时有发生,而且能源消耗特别大,所以国内外关于加热炉自动控制的研究一直受到重视,发展得比较快,也取得了较为丰硕的成果。 关键字:加热炉、温度控制、过程控制
综述 锅炉汽包燃烧系统是工业蒸汽锅炉安全、稳定运行的重要指标,温度过高,会使蒸汽带水过多,汽水分离差,使后续的过热器管壁结垢,传热效率下降,过热蒸汽温度下降,严重时将引起蒸汽品质下降,影响生产和安全;温度过低又将破坏部分水冷壁的水循环不能满足工艺要求,严重时会发生锅炉爆炸。尤其是大型锅炉,一旦控制不当,容易使汽包满水或汽包内的水全部汽化,造成重大事故。因此,在锅炉运行中,保证温度在正常范围是非常重要的。 本文设计了一种数字式锅炉温度控制系统,并给出了硬件原理图。该控制系统是用MCS-51系列单片机及其相关硬件来实现,利用传感器测量温度数据、CPU循环检测传感器输出状态,并用光柱和LED指示温度的高度。当锅炉温度低于用户设定的值时,系统自动打开燃料通道,当温度到达设定值时,系统自动关闭燃料通道。通过定量的计算表明该控制系统设计合理、可行。
一.系统总体设计 1.1 系统总体设计方案 设计框图如下所示: 图1-1系统框图 1.2 单元电路方案的论证与选择 硬件电路的设计是整个实验的关键部分,我们在设计中主要考虑了这几个方面:电路简单易懂,较好的体现物理思想;可行性好,操作方便。在设计过程中有的电路有多种备选方案,我们综合各种因素做出了如下选择。 1.2.1 温度信号采集电路的论证与选择 采用温度传感器DS18B20 美国DALLAS公司的产品可编程单总线数字式温度传感器DS18B20可实现室内温度信号的采集,有很多优点:如直接输出数字信号,故省去了后继的信号放大及模数转换部分,外围电路简单,成本低;单总线接口,只有一根信号线作为单总线与CPU连接,且每一只都有自己唯一的64位系列号存储在其内部的ROM存储器中,故在一根信号线上可以挂接多个DS18820,便于多点测量且易于扩展。 DS 18 B2 0的测温范围较大,集成度较高,但需要串口来模拟其时序才能使用,故没有选用此方案。
单位代码01 学号100119064 分类号TP273+.2 密级 毕业设计说明书 电锅炉温度控制系统的设计 院(系)名称信息工程学院 专业名称测控技术与仪器 学生姓名邓继文 指导教师吴娟 2014年4月25日
电锅炉温度控制系统的设计 摘要 电锅炉温度智能控制系统在工业生产和科研工作中占有重要的地位。锅炉汽包燃烧系统是工业蒸汽锅炉安全、稳定运行的重要指标。温度过高,会使蒸汽带水过多,汽水分离差,使后续的过热器管壁结垢,传热效率下降,过热蒸汽温度下降,严重时将引起蒸汽品质下降,影响生产和安全;温度过低又将破坏部分水冷壁的水循环不能满足工艺要求,严重时会发生锅炉爆炸。尤其是大型锅炉,一旦控制不当,容易使汽包满水或汽包内的水全部汽化,造成重大事故。因此,在锅炉运行中,保证温度在正常范围是非常重要的。 基于单片机技术实现的电锅炉温度控制系统主要由温度检测电路、温度控制电路、温度显示电路三个部分组成。在本次设计中,选用符合测量温度范围要求的热电偶温度传感器来实现数据采集,用仪表放大电路对电压信号进行放大,实现对温度的检测和信号的传输;用单片机对所采集的数据进行处理后,再进行相应的控制,从而实现对温度的控制;采用LCD1602液晶显示器将处理的数据进行实时显示。然后根据设计电路进行了实际制作和测试分析,达到了预期的要求。 关键词:单片机,热电偶温度传感器,LCD,MAX6675
The Design of the Electric Boiler Temperature Control System Author:Deng JiWen Tutor:Wu Juan Abstract Annealing temperature control system in industrial production and scientific research occupies an important https://www.doczj.com/doc/f2806188.html,bustion system of boiler steam drum is industrial steam boiler safe and stable operation of the important indicators.Temperature is too high, can make the steam with water too much, separation of poor, make the follow-up of superheater tube wall scaling, heat transfer efficiency drops, superheated steam temperature drop, serious when will cause steam quality to drop, affect the production and safety; Temperature is too low will damage part of the wall of the water cycle can't meet the technological requirements, serious happens when the boiler exploded.Especially large boiler, once the improper control, easy to make all of the water in the water or steam drum drum with vaporization, cause serious accident. Therefore, in boiler operation, it is very important to ensure that the temperature in the normal range. Based on single chip microcomputer technology to realize the electric boiler temperature control system is mainly composed of the temperature detection circuit, temperature control circuit, display circuit of three parts.In this design, choose to meet the requirements of measuring temperature range thermocouple temperature sensor to achieve data acquisition, instrument amplifier circuit of voltage signal is amplified and realize the temperature detection and signal transmission; After the data collected in the MCU, then the corresponding control, so as to realize the temperature control; Adopt LCD1602 LCD monitor the real-time display of data processing.Then according to the design of circuit are analyzed in actual production and testing, to achieve the desired requirements. Key words: MCU,Thermocouple Temperature Sensor,LCD,MAX6675