编制审核批准版本
项目
序号
符号
1234
56781
2341
234
1231231
2312
3
4567
2
部位编号
点检频次
责任岗位
符号
12日
345
周
部位编号
周期工时(h)
责任岗位
符号
123每周
0.5作业员
4569
安全戴手套
要戴眼镜穿保护鞋戴安全帽
人机工程
关键操作K
技巧
操作
测量
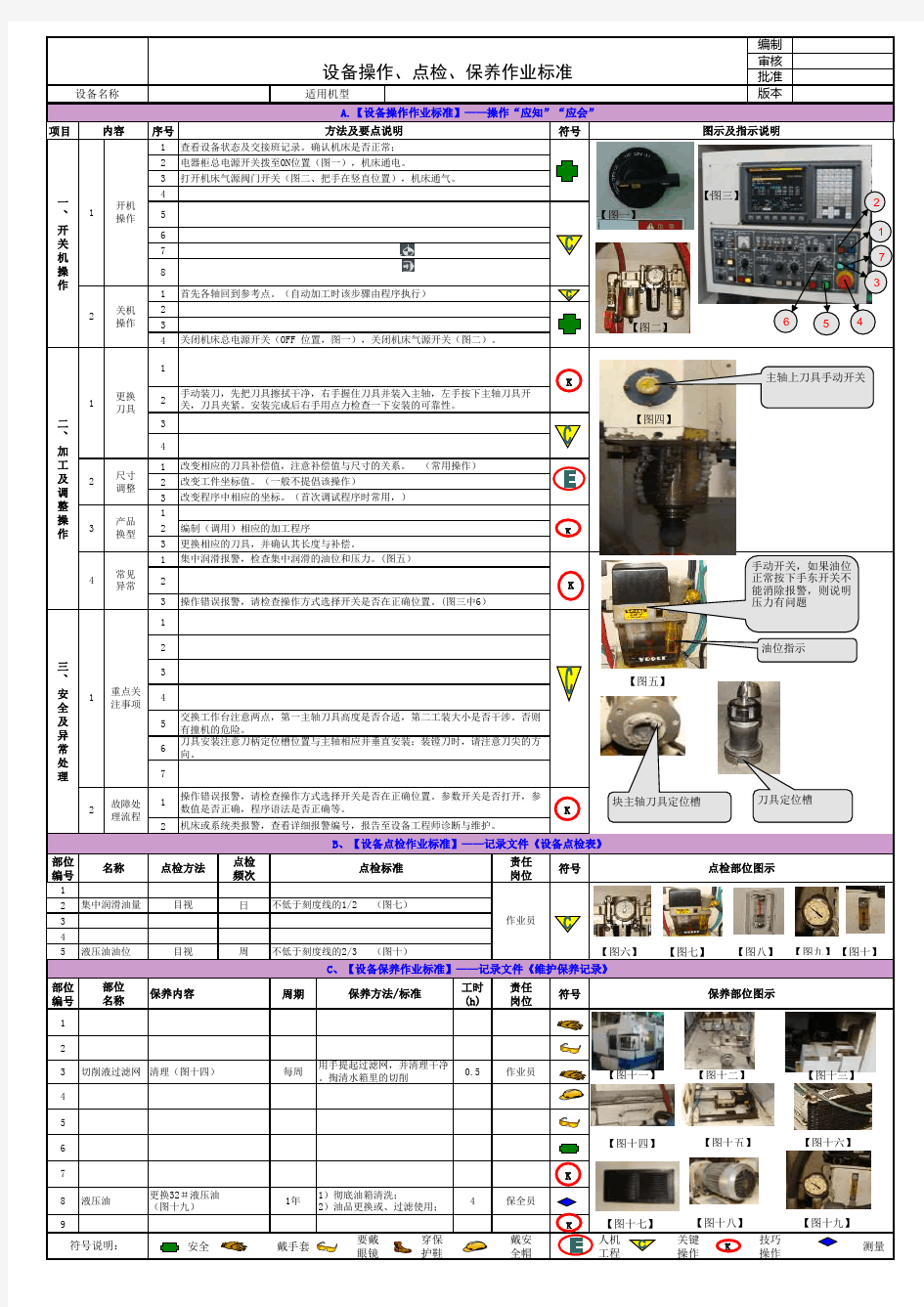
用手提起过滤网,并清理干净。掏清水箱里的切削
刀具安装注意刀柄定位槽位置与主轴相应并垂直安装;装镗刀时,请注意刀尖的方向。
故障处理流程
2
部位名称
液压油油位
不低于刻度线的2/3 (图十)
保养方法/标准
目视
点检标准
C、【设备保养作业标准】——记录文件《维护保养记录》
保养部位图示
切削液过滤网清理(图十四)操作错误报警,请检查操作方式选择开关是否在正确位置。参数开关是否打开,参数值是否正确,程序语法是否正确等。
不低于刻度线的1/2 (图七)
操作错误报警,请检查操作方式选择开关是否在正确位置。(图三中6)关闭机床总电源开关(OFF 位置,图一),关闭机床气源开关(图二)。改变工件坐标值。(一般不提倡该操作)
改变相应的刀具补偿值,注意补偿值与尺寸的关系。 (常用操作)1
开机操作
电器柜总电源开关拨至ON位置(图一),机床通电。
作业员
改变程序中相应的坐标。(首次调试程序时常用,)
机床或系统类报警,查看详细报警编号,报告至设备工程师诊断与维护。
1
2
名称关机操作
更换刀具
1
B、【设备点检作业标准】——记录文件《设备点检表》
一、开关机操作
1二、加工及调整操作
编制(调用)相应的加工程序
三、安全及异常处理
更换相应的刀具,并确认其长度与补偿。
7液压油
8更换32#液压油(图十九)
点检部位图示
A.【设备操作作业标准】——操作“应知”“应会”内容
方法及要点说明
图示及指示说明
尺寸调整产品换型
设备名称适用机型
查看设备状态及交接班记录。确认机床是否正常;打开机床气源阀门开关(图二、把手在竖直位置),机床通气。
符号说明:设备操作、点检、保养作业标准
2
3
4
集中润滑报警,检查集中润滑的油位和压力。(图五)
点检方法
首先各轴回到参考点。(自动加工时该步骤由程序执行)
常见异常
手动装刀,先把刀具擦拭干净,右手握住刀具并装入主轴,左手按下主轴刀具开关,刀具夹紧。安装完成后右手用点力检查一下安装的可靠性。
重点关注事项
集中润滑油量
目视
1年
交换工作台注意两点,第一主轴刀具高度是否合适,第二工装大小是否干涉。否则有撞机的危险。
保全员
4
1)彻底油箱清洗;
2)油品更换或、过滤使用;
保养内容【图三】
123
4
6
5
K
K
K
K
【图五】【图一】
【图七】
溢流阀急停
【图十六】
【图一】
【图二】
【图四】
油位指示
手动开关,如果油位正常按下手东开关不能消除报警,则说明压力有问题主轴上刀具手动开关
7【图五】
【图六】
【图七】
【图八】
【图九】【图十】
【图十一】【图十二】【图十三】
【图十四】
【图十五】【图十六】
【图十七】【图十八】【图十九】
K
K
块主轴刀具定位槽
刀具定位槽