Step by Step 可制造性设计(DFM)的关键要素 By Scott Buttars 可制造性设计(DFM)不仅对于确保产品与设计的实际生产,而且对于保证其可靠性、可测试性、可返工性及耐用性至关重要。如果能够正确实施DFM,就可以避免与现有制造工艺不一致的设计,避免需要多余步骤或手工工艺的设计。 DFM文件是“最优化设计”(DFX)概念的核心,而DFX涉及从产品创意到产品发布的所有过程。如果能够恰当实施DFX,就可以保证组装的便利进行,减少产品需要后继设计调整的发生几率。这一过程的关键部分是强有力的设计评估,能够在设计阶段之初发现问题,并确保其与DFM标准的一致性。缺乏强有力的DFX能力和DFX文化,常常导致设计失败。 DFX成功的关键是为公司文化所接受,并与公司文化融为一体。因此首先要从管理层开始,逐渐渗透到所有的工程人员,最终传递到实际参与组装产品的所有人员。 应该让应用DFM或受DFM影响的所有部门都感觉到自己是整个过程的一部分,有责任为其内容构建做出贡献。“团队法”是实现这一目标的最佳方法,它允许团队中的任何成员对DFM文件提出调整请求。团队采取的第一个步骤应该是发现或研究出DFM文件中包含哪些信息的概要。而补充细节则需要对设计和制造工艺的充分了解。研究中常常既需要获得特定的明确信息,又需要得到最专业的专家意见。从最基础的东西开始,团队渐渐能够提炼并扩展DFM的范围。在实施DFM之后,最好评估一下新设计符合DFM指南的程度。通过工厂及产品的可靠性数据,可以开发出符合量度表,并与工厂产量、循环周期时间相互联系 DFX文化 一般而言,一家公司起初总是只有几个员工从事产品的设计和制造。这一阶段的设计标准可能不是书面的,所以必须依赖于涉及到的几个员工的个人技能和知识。随着公司的发展,更多人加入进来,将其设计产品的标准文档化就非常必要了。一旦公司达到员工不能彼此直接面对面工作的规模,建立书面的DFM就至关重要了。书面的DFM建立得越早,DFM文化建立得越早,工作就越容易。 建立和维护DFM计划并不简单。不过尽管这一过程费时费力,其结果还是让人感觉付出努力是值得的。在开始一项DFM计划之前,目标必须明确。我们极力推荐以下战略性指导原则: ? 成为公司文化的有机组成部分,也就是说,管理层必须提供支持和激励。
文件编号:LCT-PC-All-QD 一、产品基本信息□研发阶段□中试阶段□量产阶段 二、SMT技术资料 三、PCB制造工艺要求
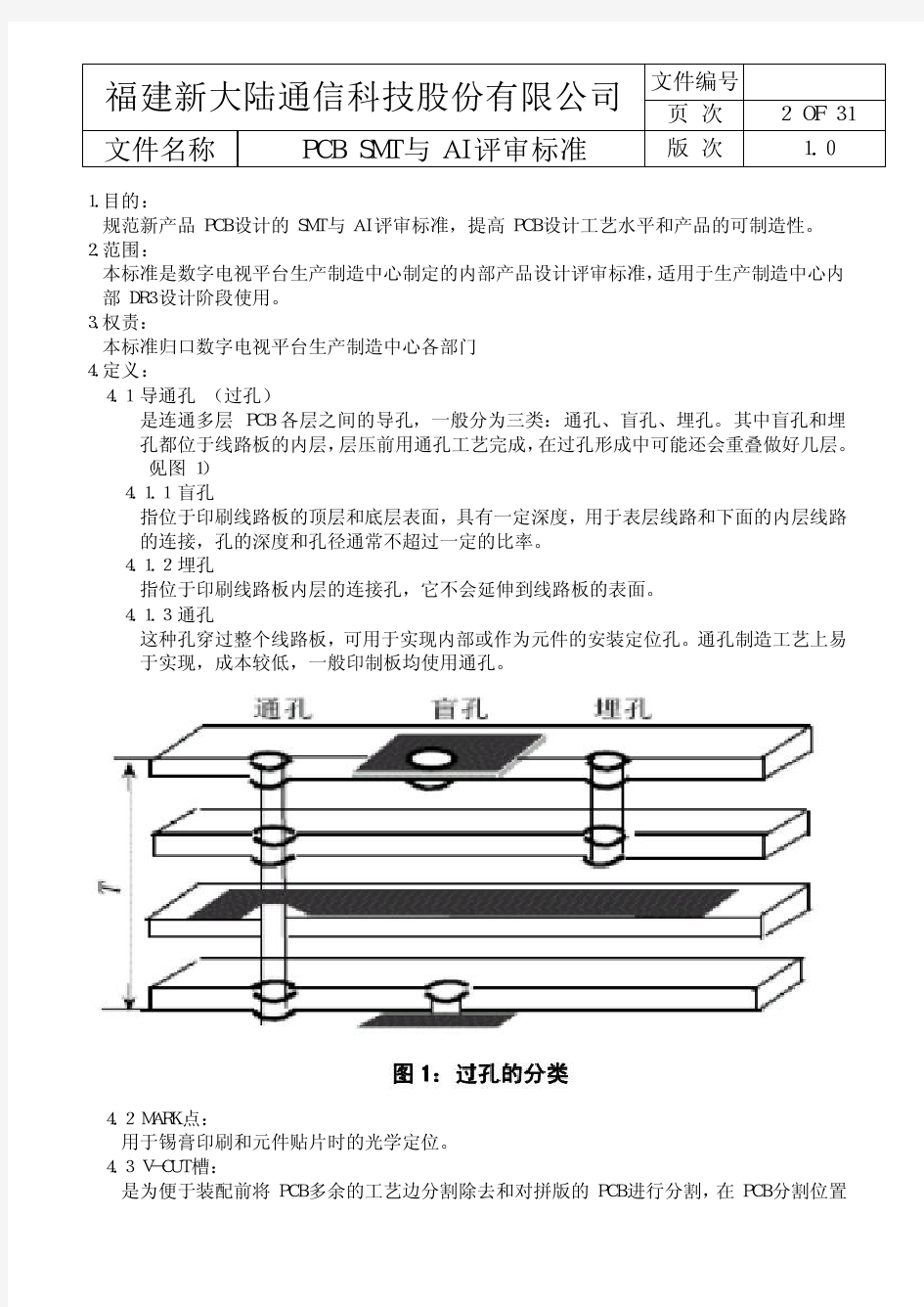
PCB 设 计 5、PCB焊盘、通孔设计 A、同一元件 Pad形状、面积要相同;与 材料管脚规格匹配。 B、焊盘相邻边间隙要求大于8Mil;若无 法达到8Mil,则不能小于6Mil(且须在 Gerber文件中指出其位置)。 C、PCB上通孔(via hole)需要密封。 D、Pad上via尽可能小,且必须全部密 封。 E、零件间距不会造成放置时互相干涉。 F、BGA焊盘间面积要相等;焊盘上通孔 (via hole)尽可能引至边缘或焊盘外。 □□□ 6、Layout图符号设计 A、符号:要统一、标准化。 B、极性符号:如 1)集成器件BGA、IC:如●或△ 2)二极管:+ 3)其它:方向标识与器件封装一致。 C、极性符号必须放置在元件丝框内。 □□□ 1、间隙太小, 仅0.1mm。 2、间隙要大于 1、BGA焊盘面积 不相同。 2、焊盘上通孔
四、SMT制程控制要求 . 锡膏管控 1、锡膏选择。 2、运输、存放。 3、生产使用管制。
. 钢板及刮刀、治具管控 . 元件选择 . 材料Profile参数设定 1、Profile量测位置选取原则:大组件、BGA、QFP、屏蔽盖内等。 2、Profile参数: 1)无铅:峰值温度为235℃~245℃;217℃以上回流时间60~110 S。 4.5.PCBA检验项目
4.6.ESD要求 1、生产作业工序。 2、产品包装、存放、运输。 五、SMT物料要求 . 湿敏材料清单□有 ( 如下 ) □无 相关文件:《湿敏材料管制规范》。 . BOM代用料清单□有( 如下 ) □无 . 散装与特采材料清单□有( 如下 ) □无 相关文件:《散装与特采材料管制办法》 . 过期材料管制□有( 如下 ) □无 相关文件:《过期材料管制办法》
1. 概况 1.1 SMT 是英文 Surface Mount Technology 表面贴装技术的缩写,它与传统的通孔插 装技术有着本质的区别,主要表现在组装方式的不同、元器件外形的差异及尺寸更小、集成度更高、可靠性更高等许多方面。SMT 主要由SMB ( 表贴印制板)、SMC/SMD (表贴元器件)、表贴设备、工艺及材料几部分组成。本规范的内容是对SMB 设计过程中与 SMT 制程及质量有直接影响的一些具体要求。 1.2 SMT 主要生产设备有:锡膏印刷机、贴片机、回流焊炉。 1.3 SMT 的工艺流程有很多种,我们采用的主要有以下几种: 2. PCB 外形、尺寸及其他要求: 2.1 PCB 外形应为长方形或正方形,如PCB 外形不规则,可通过拼板方式或在PCB 的 长方向加宽度不小于8mm 的工艺边。PCB 的长宽比以避免超过2.5为宜。 2.2 SMT 生产线可正常加工的PCB (拼板)外形尺寸最小为120mm × 80mm (长×宽)。 最大尺寸因受现有设备的如下表限制,因此,PCB (拼板)外形尺寸(长×宽)正常不宜超过350mm ×245mm 。超过此尺寸就有部分设备不能使用,如果由于设计确实需要超过此尺寸,制板时请通知工艺人员协商确定排板方案。从目前的厂内产品情况看,板的长度150mm 或宽度小于100mm 范围内,由于拼板数量少/点数少,主设备稼动率低下,因此我们也就无法把设备利用提升到最佳状态。 元件面或焊 接面: 焊接面: 元件面 拼 焊接面:
2.3 拼板及工艺边: 2.3.1 何种情况下PCB 需要采用拼板: 当PCB 外形尺寸有如下的特征之一时需考虑采用拼板:(1)SMT 板长<120mm 或直插件板长<80mm ;(2)SMT 板宽<50mm 或直插件板宽<80mm ;(3)基标点的最大距离<100mm ;(4)板上元件点数较少(少于180个元件)拼板后板的长宽不要超出长350mm ×宽245mm 时。采用拼板将便于定位安装及提高生产效率。灯管最长不得超出1800mm 2.3.2 拼板的方法: 为了减少拼板的总面积节约PCB 的成本,在拼板的时候除非由于元件体露出板外互相抵触而必须留有间距外,板与板之间一般不留间距(采用板边缘线重叠零间距);拼板时一般是以板的长边互拼,或长短边同时互拼的方式进行,但应避免拼板后板的长宽比超过2.5为宜。拼板一般采用V-CUT 方法进行。工艺边同样采用此方法与板连接。对于焊接面只有阻容器件或较简单的SOP 封装IC 时,双面均是表贴件的PCB 可采用正反拼(阴阳拼板)的双面SMT 工艺(或PCB 的元件面和焊接面大多数元件为表贴元件,只有很小部分插件元件,也可采用阴阳拼的双面SMT ,插件最后补焊),以减少网板制作费用和生产中的换线时间,提高生产效率,但对于双面均有精密元器件或有较大体积元器件的板,则不宜采用正反拼(阴阳拼板)工艺。拼板在订制PCB 及网板时一定要注明统一的拼板方式及各单板的精确相对位置尺寸,如板与板之间的间距为零时是以板的边缘线重叠或是以板的边缘线紧靠来确定相对位置的,一般在没有特别说明的的情况下是以板边缘线重叠作为默认值的。
SMT可制造性设计应用技术(doc 17页)
SMT可制造性设计应用研讨会讲义 (下) 6.0焊盘设计 焊盘的尺寸,对SMT产品的可制造性和寿命有着很大的影响。所以它是SMT应用中一个必须做得好的工作。影响焊盘尺寸的因素众多,必须全面的配合才能做得好。要在众多因素条件中找到完全一样的机会很小。所以SMT用户应该开发适合自己的一套尺寸规范。而且必须有良好的档案记录,详细记载各重要的设计考虑和条件,以方便将来优化和更改。由于目前在一些因素和条件上还不能找出具体的有效的综合数 学公式,用户还必须配合计算和试验来优化本身的规范,而不能单靠采用他人的规范或计算得出的结果。 6.1良好焊盘和影响它的因素
一个良好的焊盘设计,应该提供在工艺上容易组装、便于检查和测试、以及组装后的焊点很长的使用寿命等条件。设计考虑上的焊盘定义,包括焊盘本身的尺寸、绿油或阻焊层框框的尺寸、元件占地范围、元件下的布线和(在波峰焊工艺中)点胶用的虚设焊盘或布线的所有定义。 决定焊盘尺寸的,有五方面的主要因素。他们是元件的外形和尺寸、基板种类和质量、组装设备能力、所采用的工艺种类和能力、以及要求的品质水平或标准。在考虑焊盘的设计时必须配合以上五个因素整体考虑。计算尺寸公差时,如果采用最差情况方法(即将各公差加起来做总公差考虑的方法),虽然是保险的做法,但对微型化不利而有难照顾到目前统一不足的巨大公差范围。所以工业界中较常用的是统计学中接受的有效值或均方根方法。这做法在各方面达到较好的平衡。 6.2设计前的准备工作 焊盘设计必须配合多方面的资料,所以在进行焊盘设计有以下的准备工作先得做好。 1.收集元件封装和热特性的资料。注意国际是对元件封装虽
文件发行/更改审批表
Page 2 of 6 1、目的 规范研发部PCB LAYOUT布线及设计,提升PCB板实际生产的可制造性,提升产线的一次性良率。2、范围: 适用于工程部制程可制造性优化的参考,同时为研发部PCB布板,元件焊盘的设计提供参考依据。3、权责和定义: ME:制定PCB生产可造性设计规范,同时审核研发资料图档符合此设计规范相关要求;在试产阶段进行PCB生产可制造性的优化。 R&D:按此可制造性设计规范要求,进行PCB布局与PCB设计制图; QA:负责监控审核实际生产PCB的可制造性及生产一次性良率; 4、设计规范内容: 4.1 PCB外形、尺寸及拼板要求: 4.1.1 PCB外形应为长方形或正方形,如PCB外形不规则,可通过拼板方式或在PCB的长方向 加宽度不小于5mm的工艺边。PCB的长宽比避免超过2.5。 4.1.2 SMT生产线可正常加工的PCB外形尺寸最小为50mm×50mm(长×宽)。PCB(拼板)外 形尺寸(长×宽)正常不宜超过450mm×250mm波峰焊设计最小过炉宽度80mm,建议拼 板宽度100-220mm; 4.1.3拼板的方法: 为了减少拼板的总面积节约PCB的成本,板与板之间一般不留间距(采用板边缘线重叠 零间距);拼板时一般是以板的长边互拼,或长短边同时互拼的方式进行,但应避免拼板 后板的长宽比超过2.5。拼板一般采用V-CUT方法进行,受板边布件影响,当贴片元件在 离板边距不足0.3mm时,不能采用V-CUT分板模式拼板,可采用锣槽隔离式拼板。工艺 边一般均采用V-CUT分板模式。拼板在订制PCB及网板时一定要注明统一的拼板方式及 各单板的精确相对位置尺寸。 4.1.3 当PCB有如下的特征之一时应增大工艺边: [1]PCB的外形不规则难以定位; [2]在定位用的边上元件(包括焊盘和元件体)距离板边缘太小(SMT板的元件面<5mm或直插 件<8mm),造成流板时轨道刮碰到元件; 4.1.4 增加工艺边的方法:
SMT与可制造性设计(四、五) 发表于:2009-11-26 09:19:01 点击: 2 第四章:表面组装工艺材料 表面组装工艺材料主要有焊料、粘结剂、阻焊剂、助焊剂、清洗剂等。料主要是指钎焊材料,包括焊膏、膏状焊条、焊丝、焊片、焊球。 阻焊剂:主要用于水溶性助焊剂波峰焊时涂覆金手指、后附元器件的通孔焊盘等处,以防不需要沾锡处沾锡或后附元器件的通孔被焊锡堵塞。 助焊剂:用于波峰焊和手工焊时,在低温阶段起辅助热传导去氧化作用,在高温阶段起降低表面张力、防止再氧化的作用。 清洗剂:用于清洗焊接过程中产生的残留物及生产工艺过程中带进的灰尘、油脂等污物。本章主要介绍电子焊接材料、锡铅焊接合金、无铅焊接材料、助焊剂、焊膏、焊锡丝、粘结剂(贴片胶)和清洗剂。 4.1 电子焊接材料 简称焊料,是指钎焊材料。 电子产品焊接对焊料的要求如下: (1)要求相对低的焊接温度,以不损坏元器件和印刷板; (2)熔融焊料在被焊金属表面有良好的流动性和润湿性; (3)合金的冶金性能良好,与铜、银—钯、金、42号合金、镍等常用的PCB焊盘、元件
引脚材料能够形成优良的焊点; (4)凝固时间要短,以利于焊点成行,便于操作; (5)焊接过程中生成的残渣少; (6)焊料的加工性好,容易加工成焊球、焊片、焊条、焊丝等形式; (7)焊接后焊点的导电性好,并具有足够好的机械强度和抗蠕变性,以保证电气与机械连接的长期可靠性; (8)抗蚀性好; (9)焊料原料来源广泛,价格低廉,以保证供货稳定; 电子焊接的方法很多,有波峰焊、再流焊、手工焊、激光焊、热压焊等。根据不同的焊接设备、焊接工艺、电子产品的具体要求,通常需要将焊料加工成各种形状,如波峰焊用的棒状焊料、再流焊用的膏状焊料、手工焊用的无芯和含有各种助焊剂的丝状焊料、倒装焊用的球状焊料、热压焊用的片状预成型焊料等。 4.2 锡铅焊接合金 由于Sn和许多金属容易形成化合物,在常温下不易氧化,在大气中有较好的抗腐蚀性,不易失去光泽,对人类环境无害,因此很久以来Sn一直被用作两种金属之间的焊接材料。4.2.1 锡的基本物理/化学特性 锡是银白色有光泽的金属,耐氧化,在空气中仍能保持光泽度,熔点为232°C,质地软。延展性好的低熔点金属。 锡的相变温度为13.2°C(相变:在固体状态下,由于原子排列发生变化而产生相变)。 锡的化学性质:抗有机酸的腐蚀,对中性物质来说,有较高的抗腐蚀性; 锡是一种两性金属,能与强酸强碱发生化学反应,对于那些在酸性、碱性、盐雾环境下使用的组装板,需要三防涂覆保护焊点。 液态锡易氧化:锡在固体不易氧化,然而在融化状态下极易氧化,生产黑色的SnO。可以加入防氧化油,使用活性炭类的固体防氧化剂,使用防氧化焊料(在锡铅合金焊料中加入少量的其他金属粉末),采用N2保护。 浸析现象:浸入液态焊料中的固体金属会产生溶解,生产中将这种现象称为浸析现象,俗称被吃。金、银、铜等金属元素在液体锡基焊料中均有较高的溶解速度。比如在焊接厚膜电镀和银—钯合金端电极的片式元件时也会出现浸析现象,银—钯电极中的银会溶解到锡基焊料中,焊后造成端头脱落,俗称“脱帽”现象,可通过含Ag焊料来解决。 Sn和许多金属容易形成金属间化合物,使Sn能够与多种金属在几秒钟内完成扩散、溶解、冶金结合、形成焊点。同时,也由于这一特点,容易使金属间化合物生长过快,造成焊点界
SMT可制造性设计 王豫明 第一部分:DFM介绍在70年代初,其创始人之一 G. 布斯劳博士在机械行业提 出DFA方法,用于简化产品结 构和减少加工成本。1991年, DFMA的应用对美国制造业竞 争优势的形成所做的贡献,美 国总统布什给G.布斯劳博士和 P.德赫斯特博士颁发了美国国 家技术奖。
?DFA很快被许多的制造业企业采用, 包括汽车、国防、高科技和医疗设备 领域等。 1994年SMTA首次提出DFX概念。1995年DFX表面贴装国际会议的主题,1996年SMTA发表了6篇相关性文章。 作为一种科学的方法,DFX将不同团队的资源组织在一起,共同参与产品的设计和制造过程。通过发挥团队的共同作用,使缩短参品开发周期,提高产品质量、可靠性和客户满意度,最终缩短从概念到客户手中的整个时间周期。
现代设计DFX系列介绍 ?DFM: Design for Manufacturing 可制造性设计 ?DFT: Design for Test 可测试性设计 ?DFD: Design for Diagnosibility可分析性设计 ?DFA: Design for Aseembly可装配性设计 ?DFE: Desibn for Enviroment环保设计 ?DFF: Design for Fabrication of the PCB PCB可加工性设计?DFS: Design for Sourcing 物流设计 ?DFR: Design for Reliability 可靠性设计 传统的设计方法与现代设计方法比较 ?传统设计总是强调 设计速度,而忽略 产品的可制造性问 题,于是,为了纠 正出现的制造问 题,需要进行多次 的重新设计,每次 的改进都要重新制 作样机。 ?现代设计是将企业的资源、知识和经验一起应用于产品的开发、设计、和制造过程。从产品开发开始就考 虑到可制造性与可测试性,使设计与制造之间紧密联 系,实现从设计到制造一次成功的目的,具有缩短开 发周期、降低成本、提高产品质量等优点。
1. 概况 1.1 SMT 是英文Surface Mount Technology 表面贴装技术的缩写,它与传统的通孔插装技 术有着本质的区别,主要表现在组装方式的不同、元器件外形的差异及尺寸更小、集成度更高、可靠性更高等许多方面。SMT 主要由SMB (表贴印制板)、SMC/SMD (表贴元器件)、表贴设备、工艺及材料几部分组成。本规范的内容是对SMB 设计过程中与SMT 制程及质量有直接影响的一些具体要求。 1.2 SMT 主要生产设备有:锡膏印刷机、贴片机、回流焊炉。AOI 自动检验机。 1.3 SMT 的工艺流程有很多种,我们采用的主要有以下几种: 2. PCB 外形、尺寸及其他要求: 2.1 PCB 外形应为长方形或正方形,如PCB 外形不规则,可通过拼板方式或在PCB 的长方 向加宽度不小于8mm 的工艺边。PCB 的长宽比以避免超过2.5为宜。 2.2 SMT 生产线可正常加工的PCB (拼板)外形尺寸最小为120mm × 50mm (长×宽)。最大 尺寸因受现有设备的如下表限制,因此,PCB (拼板)外形尺寸(长×宽)正常不宜超过350mm ×245mm 。超过此尺寸就有部分设备不能使用,如果由于设计确实需要超过此尺寸,制板时请通知工艺人员协商确定排板方案。从目前的设备情况看,板的长度超过450mm 或宽度超过380mm 时,由于主设备无法贴装,因此我们也就无法安排正常生产。 元件面或焊 接面: 焊接面: 元件面 拼 焊接面:
2.3 拼板及工艺边: 2.3.1 何种情况下PCB 需要采用拼板: 当PCB 外形尺寸有如下的特征之一时需考虑采用拼板:(1)SMT 板长<120mm 或直插件板长<80mm ;(2)SMT 板宽<50mm 或直插件板宽<80mm ;(3)基标点的最大距离<100mm ;(4)板上单面元件较少(少于180个元件)拼板后板的长宽不会超出350mm ×245mm 时。采用拼板将便于定位安装及提高生产效率。 2.3.2 拼板的方法: 为了减少拼板的总面积节约PCB 的成本,在拼板的时候除非由于元件体露出板外互相抵触而必须留有间距外,板与板之间一般不留间距(采用板边缘线重叠零间距);拼板时一般是以板的长边互拼,或长短边同时互拼的方式进行,但应避免拼板后板的长宽比超过2.5为宜。拼板一般采用V-CUT 方法进行。工艺边同样采用此方法与板连接。对于焊接面只有阻容器件或较简单的SOP 封装IC 时,双面均是表贴件的PCB 可采用正反拼(阴阳拼板)的双面SMT 工艺(或PCB 的元件面和焊接面大多数元件为表贴元件,只有很小部分插件元件,也可采用阴阳拼的双面SMT ,插件最后补焊),以减少网板制作费用和生产中的换线时间,提高生产效率,但对于双面均有精密元器件或有较大体积元器件的板,则不宜采用正反拼(阴阳拼板)工艺。拼板在订制PCB 及网板时一定要注明统一的拼板方式及各单板的精确相对位置尺寸,如板与板之间的间距为零时是以板的边缘线重叠或是以板的边缘线紧靠来确定相 对位置的,一般在没有特别说明的的情况下是以板边缘线重叠作为默认值的。 2.3.3 何种情况下PCB 需要增加工艺边: 当PCB 有如下的特征之一时应增加工艺边:[1]PCB 的外形不规则难以定位;[2]在定位用的边上元件(包括焊盘和元件体)距离板边缘太小(SMT 板的元件面<5mm 或焊接面<8mm ,直插件<4mm ),造成流板时轨道刮碰到元件;[3]板上布有引线间距≤0.65mm 的IC 或≤0603(英制)规格的片状元器件但没有PCB 所要求的标准定位孔。 元件(包括
SMT 设计规 范 SMT PE:卢仕荣拟 疋 1?概况 常不宜超过 350mmX 245mm 。超过此尺寸就有部分设备不能使用,如果由于设计确 实需要超过此尺寸,制板时请通知工艺人员协商确定排板方案。从目前的 品情况看,板的长度 150mm 或宽度小于 100m m 范围内,由于拼板数量少 主设备稼动率低下,因此我们也就无法把设备利用提升到最佳状态。 线体 2 3/4、5/6、7/8 12 1.1 SMT 是英文 Surface Mou nt Techno logy 表面贴装技术的缩写,它与传统的通孔插 1.2 1.3 装技术有着本质的区别,主要表现在组装方式的不同、元器件外形的差异及尺寸 更小、集成度更高、可靠性更高等许多方面。 SMT 主要由SMB 表贴印制板) (表贴元器件)、表贴设备、工艺及材料几部分组成。本规范的内容是对 过程中与 SMT 制程及质量有直接影响的一些具体要求。 SMT 主要生产设备有:锡膏印刷机、贴片机、回流焊炉。 SMT 的工艺流程有很多种,我们采用的主要有以下几种: 元件面或焊 接面: 焊接面: =>回流焊接 =>回流固化 、SMC/SMD SMB 设计 元件面 拼 焊接面: 2. PCB 外形、尺寸及其他要求: 2.1 PCB 外形应为长方形或正方形,如 PCB 外形不规则,可通过拼板方式或在 PCB 的 长方向加宽度不小于 8mm 的工艺边。 PCB 的长宽比以避免超过 2.5为宜。 2.2 SMT 生产线可正常加工的 PCB (拼板)外形尺寸最小为 120mmX 80mm (长X 宽)。 最大尺寸因受现有设备的如下表限制,因此, PCB (拼板)外形尺寸(长X 宽)正 厂内产 /点数少,