2008年2月?第25卷?第1期Feb.2008 Vol.25 No.1
轧 钢STEEL ROLL IN G
汽车结构用590MPa 级热轧双相钢的开发
董瑞峰1,2,孙丽钢1,2,刘 哲1,刘彦春3,王国栋3
(1.包钢集团公司薄板坯连铸连轧厂,内蒙古 包头 014010;2.内蒙古科技大学材料学院,
内蒙古 包头 014010;3.东北大学轧制技术及连轧自动化国家重点实验室,辽宁 沈阳 110004)摘 要:以低C 2Mn 钢为原料,在包钢薄板坯连铸连轧生产线上,采用层流冷却和超快速冷却工艺,开发出厚度为4~11mm 的590MPa 级热轧双相钢;组织为铁素体+马氏体,马氏体体积分数为8%~12%;抗拉强度为590~620MPa ,屈服强度为385~455MPa ,断后总伸长率为30%~35%。试用于重型卡车的车轮轮辐,使用性能良好。
关键词:CSP 生产线;热轧双相钢;层流冷却;超快速冷却
中图分类号:T G 142.1 文献标识码:A 文章编号:1003-9996(2008)01-0009-04
Development of 590MP a Dual 2phase H ot Strip Steel for Automobile Structure
DON G Rui 2feng 1,2,SUN Li 2gang 1,2,L IU Zhe 1,L IU Yan 2chun 3,WAN G Guo 2dong 3
(1.Baotou Iron &Steel (Group )Co.,Ltd.,Compact Strip Production Plant ,Baotou 014010,China ;
2.College of Material and Metallurgical of IMUST ,Baotou 014010,China ;
3.The State Key Lab of Rolling and Automation ,Nort heastern University ,Shenyang 110004,China )
Abstract :An industrial experiment of developing 590MPa grade dual 2phase hot strip steel using laminar cooling +ultra 2fast cooling technology on Baotou CSP line was introduced in the present work.The 4~11mm thick 2ness test dual 2phase steel with C 2Mn raw material was produced by using thin 2slab continuous casting ,continu 2ous rolling ,laminar cooling and ultra 2fast cooling process.The microstructures of the test dual 2phase steel are ferrite +martensite.The volume f raction of martensite is 8%~12%,the tensile strength is 590~620MPa ,the yield strength is 385~455MPa ,the total elongation is 30%~35%.The wheel disk of heave 2duty truck with the good formability was made of the test dual 2phase steel.
K ey w ords :CSP line ;hot rolled dual 2phase steel strip ;laminar cooling ;ultra 2fast cooling
收稿日期:2007-08-30 收修改稿日期:2007-10-18
作者简介:董瑞峰(1972-),女(汉族),内蒙古呼和浩特人,高级工程师,硕士。
在一辆汽车中,钢板重量占整个车体重量的83%以上,因此采用低合金高强度钢板代替传统
的低碳钢板,对提高汽车结构强度、减轻汽车质量、降低油耗具有非常重要的意义。早期的低合金高强度钢板,常采用固溶强化、沉淀强化等手段,虽然也达到了强化的目的,但却降低了钢板的塑性,给构件成形带来了困难,甚至在延展加工中严重开裂。在钢板成形工艺上虽也作了许多努力和改进,但屈服强度大于450M Pa 的低合金高强度钢板的成形问题仍然难以解决。因此,铁素体
+马氏体双相钢便应运而生[1]。
目前,日本的川崎制铁、神户制铁、日本钢管、住友金属和新日铁5个钢铁公司已经生产出了双相钢。其低强度级别、薄规格产品主要用于制作车身外部面板、车盖板、车顶内板、门外部面板、行李盖板等,以改善冲压成形性和压痕抗力;高强度级别产品用于撞击横梁、保险杠加强体、车轮的轮辐和轮盘,以减薄规格,降低路面噪声和汽车总重量,从而降低油耗。
热轧双相钢以其高强度和高成形性能,以及
?
9?
较冷轧产品低的成本优势,一直受到国际钢铁制造业及相关行业的关注,在汽车制造业中,双相钢已成为延续钢铁材料较其他代用材料具有竞争力的材料。
包钢集团公司CSP厂自2005年成功研制出540M Pa级热轧双相钢[2,3]后,经2年设备改造、成分优化及工艺摸索,于2007年4月实现了工业化生产。同时,为了进一步适应汽车的减重节能需求,满足轿车、卡车车轮的减量化要求,包钢CSP 厂又成功开发出厚度为4~11mm的590MPa级热轧双相钢,且具备了工业化生产能力。
1 试验钢化学成分
包钢CSP厂开发的热轧双相钢采取循环经济的第1原则———“减量化”原则设计双相钢成分,以低成本的普碳钢为原料,钢中除Si、Mn外,不含任何其他合金成分。冶炼成分范围见表1。较低的碳含量,可以避开“包晶区”,使板坯的表面质量得到充分保证,从而能够有效避免由于板坯表面质量问题对最终力学性能造成的不良影响。
表1 试验钢化学成分wt%
C Si Mn P S
≤0.07≤0.50≤1.60≤0.015≤0.005
2 生产工艺过程
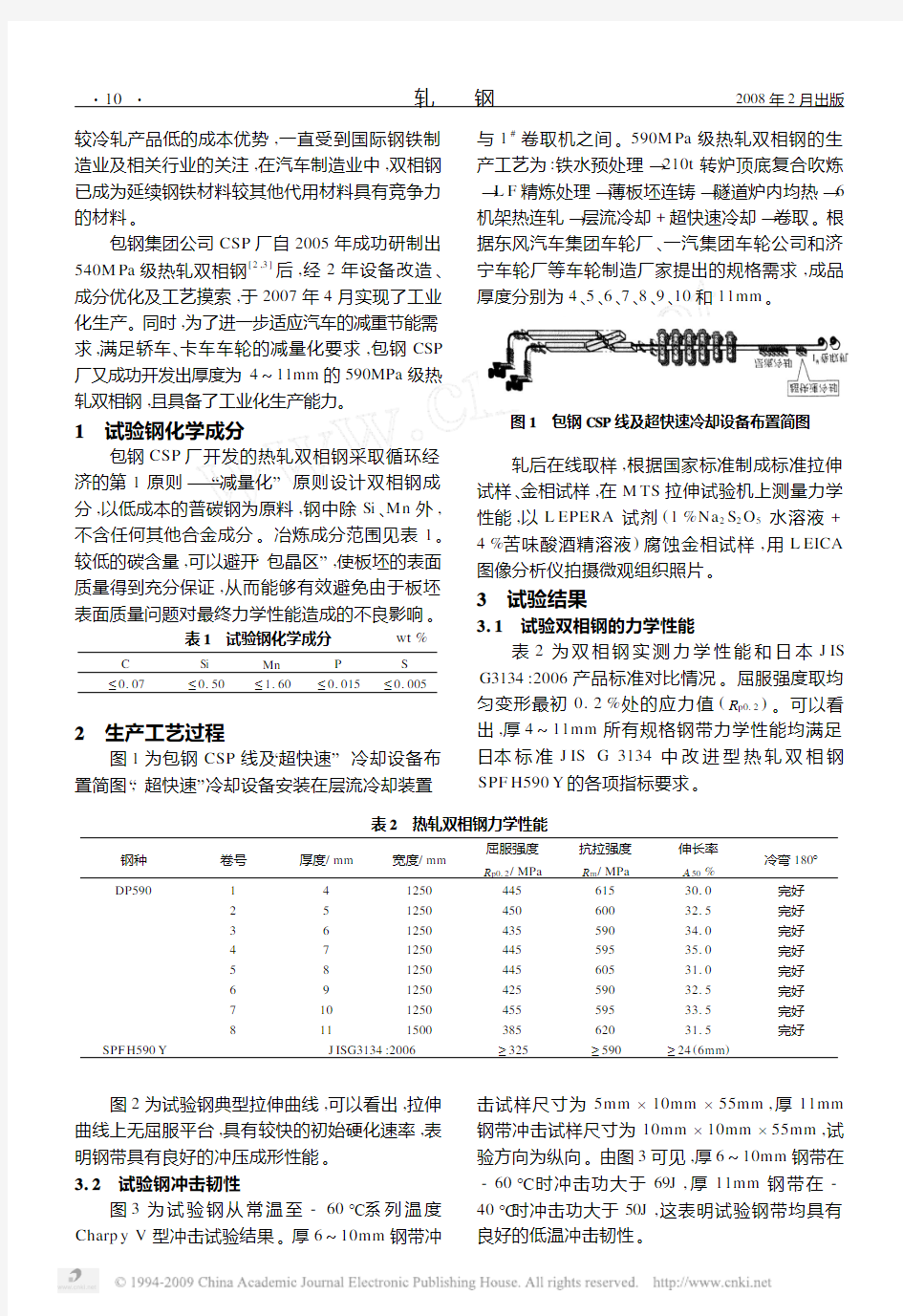
图1为包钢CSP线及“超快速”冷却设备布置简图,“超快速”冷却设备安装在层流冷却装置与1#卷取机之间。590M Pa级热轧双相钢的生产工艺为:铁水预处理→210t转炉顶底复合吹炼→L F精炼处理→薄板坯连铸→隧道炉内均热→6机架热连轧→层流冷却+超快速冷却→卷取。根据东风汽车集团车轮厂、一汽集团车轮公司和济宁车轮厂等车轮制造厂家提出的规格需求,成品厚度分别为4、5、6、7、8、9、10和11mm
。
图1 包钢CSP线及超快速冷却设备布置简图
轧后在线取样,根据国家标准制成标准拉伸试样、金相试样,在M TS拉伸试验机上测量力学性能,以L EPERA试剂(1%Na2S2O5水溶液+ 4%苦味酸酒精溶液)腐蚀金相试样,用L EICA 图像分析仪拍摄微观组织照片。
3 试验结果
3.1 试验双相钢的力学性能
表2为双相钢实测力学性能和日本J IS G3134:2006产品标准对比情况。屈服强度取均匀变形最初0.2%处的应力值(R p0.2)。可以看出,厚4~11mm所有规格钢带力学性能均满足日本标准J IS G3134中改进型热轧双相钢SPF H590Y的各项指标要求。
表2 热轧双相钢力学性能
钢种卷号厚度/mm宽度/mm 屈服强度
R p0.2/MPa
抗拉强度
R m/MPa
伸长率
A50%
冷弯180°
DP59014125044561530.0完好25125045060032.5完好
36125043559034.0完好
47125044559535.0完好
58125044560531.0完好
69125042559032.5完好
710125045559533.5完好
811150038562031.5完好SPF H590Y J ISG3134:2006≥325≥590≥24(6mm)
图2为试验钢典型拉伸曲线,可以看出,拉伸曲线上无屈服平台,具有较快的初始硬化速率,表明钢带具有良好的冲压成形性能。
3.2 试验钢冲击韧性
图3为试验钢从常温至-60℃系列温度Charp y V型冲击试验结果。厚6~10mm钢带冲击试样尺寸为5mm×10mm×55mm,厚11mm 钢带冲击试样尺寸为10mm×10mm×55mm,试验方向为纵向。由图3可见,厚6~10mm钢带在-60℃时冲击功大于69J,厚11mm钢带在-40℃时冲击功大于50J,这表明试验钢带均具有良好的低温冲击韧性。
?
1
?轧 钢 2008年2月出版
图2
试验双相钢拉伸曲线
图3 试验双相钢低温冲击韧性
带钢厚度/mm :1-6;2-7;3-8;4-9;5-10;6-11
3.3 试验双相钢的微观组织
图4为不同规格试验双相钢的典型微观组织
(Lepera 试剂染色),组织中主要为铁素体+马氏体,其中,灰色组织为铁素体,白色岛状组织为马氏体(伴有微量贝氏体)。采用网格法估计的马氏体体积分数为8%~12%;铁素体晶粒平均直径
为5~8
μm ,马氏体岛分布于铁素体晶粒间,呈不规则多边形。
4 分析与讨论
4.1 组织与性能
双相钢的力学性能与组织有密切关系。双相
钢具有的组织特征是:由铁素体+马氏体两种组织构成,铁素体占多数,岛状马氏体均匀分布于铁素体晶粒间。力学性能特征是:无屈服点或屈服平台,初始硬化速率快,屈强比较低,延伸性能明显优于相同抗拉强度级别的铁素体+珠光体钢或贝氏体钢[4]。
抗拉强度除了受化学成分、铁素体晶粒的影响外,还受马氏体体积分数影响,马氏体体积分数越多,影响越大。双相钢无屈服点或平台的原因,可以从平整时小变形消除钢板屈服点或平台的原理解释,马氏体形成时,与原残余奥氏体相比,体积增加较大,且膨胀迅速,
将周围铁素体晶粒压迫
图4 试验双相钢微观组织
带钢厚度/mm :a )10;b )8;c )6;d )4
变形;同时在变形的铁素体晶粒内,与马氏体相邻
的晶界附近,形成了大量的可动位错(又称林位错),在双相钢拉伸变形时,有足够的可动位错,不
需要通过位错“脱钉”过程来积累可动位错,因此,拉伸曲线上没有屈服现象。但是,如果马氏体含量较少,则有可能无法形成足够多的可动位错,拉伸曲线仍有屈服现象,且抗拉强度较低。4.2 减量化程度
双相钢比普通高强钢具有更好的冲压成形性、耐疲劳性及扩孔性能等优势,使冲压复杂形状的轮辐采用高强钢成为可能,从而达到减小材料厚度的目的。日本科学家研究得出钢板抗拉强度与材料使用厚度之间的关系:抗拉强度为590M Pa 的厚0.80mm 钢板和抗拉强度为540M Pa 的厚0.83mm 钢板与抗拉强度为370M Pa 的厚1.0mm 钢板具有相同的承载能力。所以,若采用DP590或DP540双相钢代替原来的Q235B (抗拉强度≥370M Pa )制作轮辐,可使汽车轮辐重量分别减少约20%和17%。4.3 与H SLA 钢成形性能对比
美国科学家把双相钢与低合金高强度结构钢(HSL A )的成形性能进行了对比研究,结果表明,由于双相钢比HSL A 钢在低应变区域具有明显高的加工硬化值(n 值)(如图5所示),双相钢在加工成形后屈服强度增加量可达到125~150M Pa ,而HSL A 钢仅为10M Pa 左右[5],如图6所示。因此,当采用双相钢制作汽车前桥、后桥、横梁、纵梁等结构件时,虽然钢板的屈服强度比原
?
11?第25卷?第1期 董瑞峰等:汽车结构用590MPa 级热轧双相钢的开发
HSL A 钢略有降低,但材料成形后,构件的屈服
强度却远比用原HSL A 钢高,从而在不损失汽车承载能力的前提下,满足了汽车减重的需求
。
图5 双相钢与H S LA 钢瞬间n 值
1-DP1
;2-DP2;3-DP3;4-DP4;5-HSL A
图6 双相钢与H S LA 钢的烘烤硬化
和应变强化能力
5 材料试用
包钢CSP 厂开发的热轧双相钢已由十堰香
亭实业发展有限公司等用于生产汽车横梁、纵梁等结构件,且与东风公司车轮厂达成了试用协议,用厚8mm 双相钢板代替原厚10mm 钢板,进行轮辐冲压试验及其疲劳性能检测。弯曲疲劳性能检验结果表明,采用与壁厚10mm 轮辐相同的实验载荷,弯曲疲劳性能平均达到22万次,是G B/T5909—1995标准规定下限(6万次)的3167倍。 试用情况表明,包钢CSP 厂开发的热轧双相钢冲压成形性能很好,在制作汽车大梁、轮辐等汽
车零部件过程中未出现任何开裂、焊接性能不好等现象,冲压合格率达100%,得到了用户的认
可。
6 结论
(1)采用低C 2Mn 原型钢,在CSP 生产线上
应用层流冷却+超快速冷却工艺,可以生产出590M Pa 级热轧双相钢;其微观组织为铁素体+马氏体(微量贝氏体),马氏体呈岛状分布于铁素体晶粒间,马氏体体积分数约为8%~12%;钢带屈服强度为385~455M Pa ,抗拉强度为590~620M Pa ,伸长率为30%~35%,达到了日本标准J IS G 3134:2006要求。
(2)包钢CSP 级生产线已能批量生产厚4~11mm 的590M Pa 级热轧双相钢,能满足轿车车轮、轻卡车车轮及重卡车车轮的减量化发展趋势,拓宽了热轧双相钢的产品及其应用范围。
(3)弯曲疲劳试验表明,采用厚8mm 双相钢钢板制作的轮辐能满足厚10mm 钢板轮辐的承载能力,疲劳性能平均达到22万次,可使汽车轮
辐重量减少20%。
(4)通过新的控制冷却手段以及利用控轧控冷工艺,可以开发出独具薄板坯连铸连轧工艺特色的高附加值产品。
参考文献:
[1]郑玲.双相钢在汽车上的应用[J ].汽车杂志,1993,(6):4-6.[2]刘彦春,董瑞峰,屈文胜,等.CSP 线生产C 2Mn 系热轧双相钢
的工业试验[J ].轧钢,2006,23(4):5-8.
[3]刘彦春,董瑞峰,闫波,等.应用超快冷工艺开发540MPa 级C 2Mn 双相钢试验[J ].轧钢,2007,24(2):6-9.
[4]马鸣图,吴宝榕.双相钢———物理和力学冶金[M ].北京:冶金
工业出版社,1988.
[5]M F Shi 等.双相钢和低合金高强度钢成型性能的对比[J ].世
界钢铁,2002,(4):18-22.
印度京德勒公司新建冷轧生产线投产
印度京德勒西南钢铁公司(J SW
Steel )新建冷轧生产线已于2007年9月
下旬在卡纳塔克邦厂投入试运行。试运行后的前两周,该生产线处于适应性生产调试阶段,并将逐渐提高产量。J SW 公司计划试运行3个月后,产能达到3万t/月,并用6~9个月时间达到设计产能。
新建生产线主要为印度国内汽车工业及其他特定领域提供产品。
新建冷轧生产线仅是J SW 公司大规模扩建计划的一小部分,该公司计划到
2020年将产能由现有的400万t/a 增至3000万t/a 。其中,计划到2008年8、9
月间将卡纳塔克邦厂(现有产能400万t/
a )的产能提高至700万t/a ;到2010年产
能再增加300万t/a ,从而使该厂总产能达到1000万t 。此外,J SW 公司还将新建2座产能均为1000万t/a 的管线厂。
植恒毅摘自《Metal Bulletin 》,20072
09217:23
?
21?轧 钢 2008年2月出版
汽车零部件钢制车轮行业分析报告 目录 一、行业管理体制与政策 (4) 1、行业主管部门及监管体制 (4) 2、行业的主要法律法规和政策 (4) (1)主要法律法规 (4) (2)产业政策 (5) 二、行业发展概况 (8) 1、汽车零部件行业基本情况 (8) (1)国际汽车零部件行业 (8) (2)我国汽车零部件行业 (11) 2、汽车车轮行业基本情况 (12) (1)钢制车轮 (13) (2)钢制车轮的分类与比较 (15) (3)全球钢制车轮行业 (16) (4)我国钢制车轮行业 (18) 三、行业竞争状况 (23) 1、钢制车轮市场竞争格局及市场化程度 (23) (1)全球钢制车轮市场的竞争格局 (23) (2)中国钢制车轮市场的竞争格局 (24) 2、国内车轮行业的主要企业及市场份额 (24) 3、进入本行业的主要壁垒 (25) (1)技术壁垒 (25) (2)营销渠道壁垒 (26) (3)资金及经济规模壁垒 (27)
4、市场供求状况及变动原因 (27) (1)市场供应状况及其变动情况 (27) (2)市场需求状况及其变动情况 (28) 5、行业利润水平的变动趋势及原因 (32) 四、影响行业发展的有利因素和不利因素 (32) 1、影响行业发展的有利因素 (32) (1)中国汽车市场的繁荣带动钢制车轮行业的快速发展 (32) (2)跨国汽车公司的全球采购策略为中国钢制车轮生产企业提供了发展良机 (33) (3)钢制车轮行业的发展得到了国家产业政策的扶持 (33) (4)钢制车轮生产中新材料新工艺的应用,提高了本行业产品的市场竞争力 (34) 2、影响行业发展的不利因素 (34) (1)企业规模小、产品结构不合理、生产设备技术水平落后是行业发展的主要瓶 颈 (34) (2)成本上升及下游整车行业压缩成本对本行业盈利水平造成影响 (35) 五、行业技术水平及技术特点 (35) 1、钢制滚型车轮行业技术水平 (35) (1)新型钢材的运用 (35) (2)新工艺的运用 (36) (3)新开发工具的运用 (36) (4)新款式的开发 (36) 2、我国钢制滚型车轮行业与世界先进水平之间的差距 (36) (1)车轮生产用钢材上的差距 (37) (2)车轮生产技术及装备上的差距 (37) 3、钢制滚型车轮的技术特点 (38) 六、行业的经营模式 (38) 七、行业周期性、区域性和季节性特征 (39)
出处:太平洋汽车网作者:陈启贞时间:2012-10-24 我们知道,发动机输出的动力并不是直接作用于车轮上来驱动汽车行驶的,而是需经过一系列的动力传递机构。那动力到底如何传递到车轮的?下面我们了解一下汽车传动系统是怎样工作的。 ● 动力是怎样传递的? 发动机输出的动力,是要经过一系列的动力传递装置才到达驱动轮的。发动机到驱动轮之间的动力传递机构,称为汽车的传动系,主要由离合器、变速器、传动轴、主减速器、差速器以及半轴等部分组成。 发动机输出的动力,先经过离合器,由变速器变扭和变速后,经传动轴把动力传递到主减速器上,最后通过差速器和半轴把动力传递到驱动轮上。 汽车传动系的布置形式与发动机的位置及驱动形式有关,一般可分为前置前驱、前置后驱、后置后驱、中置后驱四种形式。
● 什么是前置前驱? 前置前驱(FF)是指发动机放置在车的前部,并采用前轮作为驱动轮。现在大部分轿车都采取这种布置方式。由于发动机布置在车的前部,所以整车的重心集中在车身前段,会有点“头重尾轻”。但由于车体会被前轮拉着走的,所以前置前驱汽车的直线行驶稳定性非常好。 另外,由于发动机动力经过差速器后用半轴直接驱动前轮,不需要经过传动轴,动力损耗较小,适合小型车。不过由于前轮同时负责驱动和转向,所以转向半径相对较大,容易出现转向不足的现象。 ● 什么是前置后驱? 前置后驱(FR)是指发动机放置在车前部,并采用后轮作为驱动轮。FR整车的前后重量比较均衡,拥有较好的操控性能和行驶稳定性。不过传动部件多、传动系统质量大,贯穿乘坐舱的传动轴占据了舱内的地台空间。
FR汽车拥有较好的操控性、稳定性、制动性,现在的高性能汽车依然喜欢采用这种布置行形式。 ● 什么是后置后驱? 后置后驱(RR)是指将发动机放置在后轴的后部,并采用后轮作为驱动轮。由于全车的重量大部分集中在后方,且又是后轮驱动,所以起步、加速性能都非常好,因此超级跑车一般都采用RR方式。
汽车坡道现场施工方法 Last revised by LE LE in 2021
郑州大学建筑科技研究中心 2 号 汽 车 坡 道 专 项 施 工 方 案 编制: 审核: 河南七建工程集团有限公司 2016年4月6日星期三 目录 1、工程概况 (3) 2、施工任务 (3) 3、施工顺序 (3)
1、工程概况 地下室2#汽车坡道位于主楼东南角,地下防水等级二级。本工程±0.000相当于绝对标高95.20米,为半弧形坡道东西长11轴-15轴16.5米~南北0B轴-B轴13.9米;坡道宽7.5米。汽车坡道底板为筏板式,梁截面积为400*(1050~800)mm;板厚为3 00mm;标高为-0.6米~-6.9米。-6.0米~-3.4米为室内斜角回填土。 2、施工任务 根据工程图纸设计,地下车库坡道施工具体包括土方开挖及回填、钢筋、混凝土、墙面抹灰、地面等分项工程。 3、施工顺序 定位放线→土方开挖→素土回填→地基加固→浇筑垫层→底板及侧模安装→底板钢筋绑扎→底板混凝土浇筑→坡道底板面层施工→坡道底外侧土方回填 3.1土方开挖 1)汽车坡道室外部位土方开挖前应查明地下的管线等设施(现场有电缆沟),做好保护措施,地面上的障碍物清除和处理完毕。 2)土方开挖前,应完成坡道的定位控制线(桩)、标准水平桩及开挖灰线尺寸工作,经过复核合格,并办完验收手续。坡道四周做好排水措施,防止雨水流入地下室。 3.1.2开挖流程 确定开挖的深度和放坡坡度→分层开挖→修边和清底 3.1.3工艺要求 1)因坡道施工时间较短、开挖深度较深,故采用临时放坡,坡度为1:0.6。开挖时根据坡道的坡度由内向外开挖。 2)在开挖过程中,应随时检查边坡的状态,以防坍陷。
中国汽车用钢材深度分析报告 新闻出处:中国矿业联合会发布时间: 2006-10-19 09:00 汽车用钢品种构成 汽车用钢品种主要包括钢板、优质钢、型钢、带钢、钢管、金属制品等。汽车工业的发展,对钢铁材料提出了更高的要求。汽车用钢中的板材(包括热轧钢板、冷轧钢板和镀层板)是生产汽车的最主要原材料,发达国家板材产量的50%以上是供应给汽车制造厂的。目前,全球汽车制造业在全球所消费的钢材已超过了1亿吨,加上生产汽车部件所消费的钢材,全球每年仅汽车行业消费的钢材就超过1.5亿吨。用于制造汽车的钢板简称汽车板,制造一辆轿车约需使用薄钢板600~800kg。根据汽车板的使用部位是否暴露在外,又可将它分为汽车外板和汽车内板。其中,汽车外板是汽车板中生产难度最大的产品,通常采用德国标准称之为“O5”板,它要求表面无缺陷,同时还要具有一般汽车板所要求的优良冲压成型性、焊接性及耐蚀性。为解决腐蚀问题,新型的镀层钢板应运而生。目前,汽车制造业规定的汽车车体表面涂层耐蚀为5年、车体穿孔耐蚀为10年。为了保证人员的乘车安全,要检验汽车的安全性,作为主要手段之一的实车正面碰撞破坏性实验是国际上的通用做法,这也检验了汽车板的性能,对汽车板的质量提出了更加严格的要求。虽然新材料将取代部分汽车用钢,但钢铁在相当长的时间内仍是汽车最主要的原材料,并长期稳定在60~70%的比例。钢铁是汽车安全、长寿及低成本的关键。当前全球汽车工业正积极寻求减轻汽车自重的方法和途径。汽车工业用来减轻汽车自重的先进的高强度钢材主要用于汽车外壳和结构件,并和轻金属进行竞争。同时,夹层钢板也是改善刚度减轻汽车自重的另一种材料选择。据预测,未来几年内,高强度钢在汽车中的应用将迅速增长,,年增长率达到5%。有人预计,到2010年,在通用汽车公司车身所用的材料中,双相钢可能占约45%,中强度钢约33%,低碳钢和马氏体钢各占约10%。 中国汽车板生产企业情况 自2002年起,宝钢已实现向南京菲亚特、上海通用、上海大众、一汽大众、神龙汽车、广州本田、风神汽车、东南汽车、长安汽车、四川丰田及国内各
A区地下车库1#汽车坡道钢结构驳接爪玻璃雨棚工程 施 工 方 案 批准: 审核: 编制: 北京中色铝业工程有限责任公司 2014年6月7日 目录 一、工程概述第3页 二、编制依据第3页 三、施工目标 1、质量目标第3页 2、工期目标第3页 3、安全目标第3页 四、施工方案 1、施工准备第3页 2、质量关键步骤第3页 s21326 534E 华%24090 5E1A 帚>;I 3、施工工序流程第3页
4、作业流程第4页 五、质量标准第5页 六、成品保护第6页 七、主材一览表第6页 一、工程概况 工程名称:A区地下车库1#汽车坡道钢结构驳接爪玻璃雨棚工程,该工程出入口为弧形坡,总工程量为268.63㎡。 二、编制依据 1、《汽车库建筑设计规范》JGJ 100-98 2、《工程强制性条文》房屋部分 3、《屋面工程技术规范》GB 50345-2004 4、《建筑玻璃应用技术》JGJ 113-2003 三、施工目标 1、质量目标:合格 2、工期目标:20天 3、安全目标:零事故 四、施工方案 1、施工准备 22835 5933 夳.M837400 9218 鈘36422 8E46 蹆26322 66D2 曒 A、熟悉图纸了解设计意图的质量要求及细部做法,认真查看图纸并全部领会,对照图纸与现场有不同或不理解施工图纸,可向项目部和设计人员提出问题和意见,核对图纸无误后再进行施工。 B、按施工制定场地整齐摆放各种材料,组织施工机械的架设,安装于调试。 C、勘察施工现场并与监理、业主确定设计标高。 D、驳接爪、玻璃、钢型材订货加工:按照确定的钢型材、驳接爪、玻璃样品进行订货加工。必须注意加工的质量,它关系到现场的施工质量。 2、质量关键步骤 玻璃板块分隔放线必须准确,钢型材焊接防锈处理符合设计要求。驳接爪、钢型材、焊接必须符合设计规范。 3、施工工序流程 按工艺分为:现场测量放线放样→检查验线→检查预埋件或(安装锚栓)→安装后置预埋件→制作钢结构及连接件→检查验收埋件→安装钢结构→安装连接件及连接拉杆→检查调整连接件及连接拉杆水平度及落水坡度→安装驳接爪转接件及所有钢架满焊→玻璃放样、校正规格尺寸→隐蔽检查办理工序验收→钢结构饰面喷涂油漆→玻璃板块安装→自检检查板块安装质量报监理验收→打胶检查及清理、班组自检→项目部检查验收。 4、作业流程 ⑴、放线控制 a、组织技术人员对施工现场按照交底标高进行测量放线,按标高线在墙上弹出1m水平控制
中国天车制造行业市场现状及发展前景调研报告2016-2021年 编制单位:北京智博睿投资咨询有限公司
【报告目录】 第1章:中国天车制造行业发展环境分析 1.1 天车制造行业定义及统计标准 1.1.1 天车制造行业定义 (1)天车制造行业定义 1.4.1 行业融资环境分析 1.4.2 行业融资租赁渗透情况 1.5 天车制造行业技术环境分析 1.5.1 行业专利申请数量分析 1.5.2 行业专利申请人分析
1.5.3 行业热门技术发展分析 第2章:中国天车制造行业上游市场分析 2.1 钢材行业对天车制造行业的影响 2.1.1 钢材行业供需分析 (1)钢材产量分析 (2)减速机产销规模分析 (3)减速机产销衔接分析 2.2.2 减速机行业竞争分析 2.2.3 减速机行业技术发展分析 2.2.4 减速机行业对天车制造行业的影响
2.3 电动机行业对天车制造行业的影响 2. 3.1 电动机行业产销分析 (1)电动机产量分析 (2)电动机销售规模分析 (3)电动机产销衔接分析 3.2.1 天车制造行业经营效益分析 3.2.2 天车制造行业盈利能力分析 3.2.3 天车制造行业运营能力分析 3.2.4 天车制造行业偿债能力分析 3.2.5 天车制造行业发展能力分析
3.3 中国天车制造行业经济指标分析 3.3.1 行业主要经济效益影响因素 3.3.2 天车制造行业经济指标分析 3.4 中国天车制造行业供需平衡分析 3. 4.1 天车制造行业整体供给情况分析 3.5 中国天车制造行业进出口分析 3.5.1 天车制造行业出口分析 (1)行业出口整体情况 (2)行业出口产品结构 3.5.2 天车制造行业进口分析
BODY CAE Loadcase Description 1. BIW 1.1 BIW static bending stiffness 1) Model setup The model comprises BIW with CMS front (in blue), front sub frame (in red), CMS rear (in yellow). 2) Load and constraints The force Fz creats a total of 4000N, and applied at the H points. Constraints location: 1) Middle of the crash beam; 2) Front suspension supports; 3) Rear subframe mouting points on the side member 3) Software Nastran. 4) Targets The bending rocker stiffness is 11 200N/mm. 5) Post Calculation of deflection from vertical displacement indicated by reading points at 4000N: w i=A,B = max. vertical displacement of reading points A and B (on rocker); ? ? ? ??+++-??? ??+=42F E D C B A w w w w w w f
地下车库出入口宽度设置,100-300辆时宽度多少,一进一出还是,300辆以上呢, 规范好象没有明确啊,大家各地是怎么做的,两个7米双坡道吗,还是两个4米单坡道,我听说还有说300辆以上的要一个4米一个7米的,进出又各是什么样子的呢,还有允许通车道有单向的吗,那车的行进路线不能画在中间了吧汽车库设计规范 3. 2."4大中型汽车库的库址,车辆出入口不应少于2个;特大型汽车库库址,车辆出入口不应少于3个,并应设置人流专用出入口。各汽车出入口之间的净距应大于15m。出入口的宽度,双向行驶时不应小于7m,单向行驶时不应小于5m。 汽车库\修车库\停车场设计防火规范 6. 0."6汽车库、修车库的汽车疏散出口不应少于两个,但符合下列条件之一的可设一个: 6. 0." 6.1Ⅳ类汽车库; 6. 0." 6.2汽车疏散坡道为双车道的Ⅲ类地上汽车库和停车数少于100辆的地下汽车库; 6. 0."
6.3Ⅱ、Ⅲ、Ⅳ类修车库。 6. 0."9汽车疏散坡道的宽度不应小于4m,双车道不宜小于7m。 6. 0."10两个汽车疏散出口之间的间距不应小于10m;两个汽车坡道毗邻设置时应采用防火隔墙隔开。 汽车库\修车库\停车场设计防火规范 汽车库分类 Ⅰ类Ⅱ类Ⅲ类Ⅳ类 数量 汽车库>300辆151~300辆51~150辆≤50辆 可能还要考虑地下车库的内容 资料集上写的是地下车库25辆车以上就要双出口 两个出入口是肯定的,关键是问宽度你们一般做多少,管理上比如都7米的话,是两入口分别是进口和出口,还是每个都是出入口 宽度不小于7米,都是双向进出口通道,若设收费亭还要宽点才好。 根据《汽车库\修车库\停车场设计防火规范》第 6." 0.6条汽车库、修车库的汽车疏散出口不应少于两个,该规范强调的是出口不应少于两个,所以本人认为地下车库100-300辆时一个入口两个出口是可以的,也就是说,一个7米双坡道加一个4米单坡道可满足要求,不知楼主同意本人观点吗? 人防地下车库层高要多少比较合适?
安 徽 工 业 大 学 研究生考试试卷 考试科目:_________________________ 阅 卷 人:_________________________ 专 业:_________________________ 学 号:_________________________ 姓 名:_________________________ 注 意 事 项 1、 考前研究生将上述项目填写清楚 2、 字迹要清楚,保持卷面清洁 3、 教师将成绩单送研究生学院归档 年 月 日 现代工程材料 研材料12 20120049 季承玺 方俊飞
汽车用高强钢发展综述 摘要:综述了目前国内外高强钢材汽车钢板的使用现状及全球趋势,探究了国内外在高强钢材的科技水平,并且在此基础上提出了高强钢材的应用前景,为汽车钢板行业实现可持续发展提供了思路。 关键词:汽车;高强钢;轻量化;种类;发展 1. 高强钢材的优势 与普通强度钢材相比,高强度钢材(以下简称高强钢)具有更高的屈服强度和抗拉强度,因此,采用高强钢构件替代普通强度钢构件可以减小截面尺寸,节约钢材用量,降低制造、运输、安装费用等。高强钢的应用不仅能体现更高的结构效率,还可以带来可观的经济效益和社会效益。 高强度钢材的优点有很多,研究结果表明,在同样的轴心受压条件下,采用高强度钢材的钢柱,在整体稳定方面,极限应力δu与屈服强度f y的比值δu/f y(即整体稳定系数φ),要比普通强度钢材钢柱高很多[1]。相对于普通钢材,钢结构采用高强度钢材具有以下优势:能够减小构件尺寸和结构重量,相应地减少焊接工作量和焊接材料用量,减少各种涂层(防锈、防火等)的用量,使得运输安装更加容易,降低钢结构的加工制作、运输和安装成本。高强度钢材能够降低钢材用量,从而大大减少铁矿石资源的消耗;焊接材料和各种涂层(防锈、防火等)用量的减少,也能够大大减少不可再生资源的消耗,同时能够减少因资源开采对环境的破坏。2. 低合金高强度钢生产工艺技术的发展 自60年代以来,在低合金高强度钢发展的第三阶段中,生产工艺技术有了长足的进步,这是由三方面因素促成的。 (1)对低合金高强度钢性能的要求有了新的认识和提高。对焊接钢材要求不仅有高的抗裂纹生成能力,还要求有良好的抗裂纹扩展能力,即良好的缺口韧性。强度越高,要求韧性越好。 (2)组织一性能关系的基础研究有了重大的突破。Hall和Petch的基础研究首次向人们展示,晶粒细化可以同时提高屈服强度和冲击韧性。Morrison和Wodhead 等的研究表明,在适当条件下,低合金高强度钢中可以形成一定体积分数的尺寸为纳米级的碳氮化物粒子,具有非常强烈的沉淀硬化效果,而加入的钒、妮、钦等元素,以前仅作为细化晶粒元素使用,实际上它们还有析出强化作用。Garland 和Plateau等关于第二相质点对塑性断裂过程影响的理论分析表明,材料的总体塑性与质点的形状有关,第二相质点的长宽比增加,提高沿夹杂物长度方向的拉伸塑性,由此产生塑性的各向异性。这种各向异性影响扁平产品的纵向弯曲性能以
汽车行业未来发展形势及用钢需求分析 一、2012年汽车产销情况 1、汽车产销量双超1900万辆,产销量世界第一 2012年,我国汽车市场实现平稳增长,节能与新能源汽车快速发展,出口高速增长,产业集中度进一步提高,汽车产业结构进一步优化。 2012年,我国汽车市场保持平稳增长态势,产销量月月超过120万辆,平均每月产销突破150万辆,全年累计产销超过1900万辆,再次刷新全球历史纪录。 据中国汽车工业协会统计,我国全年累计生产汽车1927.18万辆,同比增长4.6%,销售汽车1930.64万辆,同比增长4.3%,产销同比增长率较2011年分别提高了3.8和1.8个百分点。其中,乘用车产销1552.37万辆和1549.52万辆,同比分别增长7.2%和7.1%;商用车产销374.81万辆和381.12万辆,同比分别下降4.7%和5.5%。 2003-2012汽车产销量及同比变化情况 汽车行业在经过过去8年两位数快速增长后,近两年进入缓慢或平稳增长期,未来几年也将维持一种缓慢的增长态势。 2、1.6升及以下排量乘用车市场平稳发展 2012年,在节能汽车推广政策及节约能源、新能源车辆车船税优惠政策的作用下,小排量乘用车市场占有率逐步回升。2012年,1.6升及以下排量乘用车全年共销售1040.50万辆,同比增长5.7%;占乘用车销售市场的67.2%,较2011年下降0.8个百分点;占汽车销售市场的53.9%,较2011年增长0.7个百分点。 3、乘用车自主品牌市场份额持续下滑
2012年,自主品牌乘用车销售648.50万辆,同比增长6.1%,占乘用车销售市场的41.9%,市场份额同比下降0.3个百分点。其中,自主品牌轿车销售304.96万辆,同比增长3.5%,占轿车市场的28.4 %,市场份额同比下降0.7个百分点,较排名第二的德系车高出5个百分点。 4、经济效益实现较快增长 据行业快报统计,2012年全国汽车行业规模以上企业累计完成工业总产值5.29万亿元,同比增长11.8%。 2012年,17家重点企业(集团)累计完成工业总产值2.09万亿元,同比增长3.3%;累计实现主营业收入2.41万亿元,同比增长2.8%;完成利税总额3916.85亿元,同比增长0.6%。 5、产业集中度进一步提高 2012年,5家汽车生产企业(集团)产销规模超过100万,其中上汽销量突破400万辆,达到446.14万辆,东风、一汽、长安和北汽分别达到307.85万辆、264.59万辆、195.64万辆和169.11万辆。上述5家企业(集团)2012年共销售汽车1383.33万辆,占汽车销售总量的71.7%,汽车产业集中度同比提高0.5个百分点。
浅谈中国汽车用齿轮钢的质量要求与水平 摘要:通过对目前国内汽车两齿轮钢的分类、技术要求分析、齿轮钢质量标准分析对比。 探讨国内汽车齿轮钢的生产要求及质量水平 1 汽车用齿轮钢的概述 按中国汽车工业协会和中国齿轮专业协会的统计资料,2005年中国汽车生产总量已达570万辆,汽车齿轮钢材的消耗量约80万t左右,近几年来中国汽车产量平均每年以10%左右的速度增长,分析2005年汽车行业产品构成,可以发现汽车行业增长最快的主要是重型载货车和轿车,随着轿车进入家庭步伐的加快,我国的汽车工业已进入高速发展阶段,所以车辆齿轮越来越成为齿轮钢材最重要的消费用户。长期以来,我国汽车齿轮钢沿用原苏联的20CrMnTi材质,这种材质由于符合我国的资源具有成本低、工艺性能好、价格低的优点且可以满足国内大多数齿轮材质的要求,所以这种材质仍占据着中国汽车齿轮钢材的50%左右。改革开放以后,中国从美国、德国、法国、日本、意大利、韩国等国家引进了许多车型,相应的也引进了国外的齿轮钢种。随着引进车型的不断增多,这些钢种在国内市场上占有的份额越来越大。经过“七五”至“十五”国家重点的攻关项目,汽车行业和冶金行业共同攻关后筛选出一些常用的引进钢种列入了GB/ T5216—2004标准。 2 汽车用齿轮钢的种类与发展方向 按照合金系列分类,齿轮钢可分为Cr—Mn—Ti系、Cr系、Mn—Cr系、Cr—Mo 系、Cr—Mn—B系以及Cr—Ni—Mo系,分别阐述如下: Cr—Mn—n系:主要以20CrMnTiH为主,同时根据不同车型、不同齿轮厂的加工工艺,20CrMnTm又可以分为H1,H2、H3等不同淬透性带宽的子钢号系列。并且在原有的20CrMnTi的基础上,一汽与有关冶金厂开发了16CrMnTiH、 18rMnTiH钢,用于小红旗轿车齿轮生产。 Cr系齿轮钢:钢种为SCr420H,与中国GB/T5216—85标准中20CrH相比较,Mn、Cr含量均有提高,淬透性略高,用于夏利轿车、。EQ153 8t载重卡车变速箱齿轮。 Cr—Mn系齿轮钢:钢种为16MnCr5、20MnCr5、25MnCr5、28MnCr5、27MnCr5,主要用于奥迪、捷达、桑塔那及富康轿车齿轮,依维柯中巴车及部分引进的重型卡车齿轮。 Cr一Mo系齿轮钢:钢种为SCM415H、SCM420H、SCM822H1(H2)、16CD4,20CD4,27CD4,30CD4等牌号,主要用于标致轿车、五十铃中巴、153中型卡车齿轮生产。
地下室汽车坡道设计 第一次画施工图,做了几个地下室汽车坡道和自行车坡道,从设计到绘图,我的设计过程是这样的,有不对的请各位指正: 地下室坡道的设计主要是底板和侧壁及一些节点。 建筑图纸拿到手后,首先明确一下所设计的坡道位置。确定坡道位置的目的是因为有些坡道是在室外的,有些坡道是在室内的。在室外的坡道,坡道侧壁在地下室墙柱设计里未必会做,这个要跟项目组做地下室墙柱的人碰一下头,确认一下,他做的墙里包不包括坡道侧壁。同样的,也要跟做地下室底板的人碰一下头,他的地下室底板做到什么位置,然后,你好确定你做的坡道的底板的范围。 知道了坡道的设计范围就可以开始设计了,先说一下汽车坡道。 先看一下建筑图里墙体的布置情况,跟结构碰一下,哪些地方布置了墙,哪些地方布置了柱,我做的是在地下室坡道两侧都有混凝土墙,所以,我把坡道底板直接落在墙上。如果墙里有柱子,结构高度又允许的话,我觉得可以在柱子直接拉根梁,把坡道板分割一下,把力传到柱子上。 如果你的汽车坡道是直接落在土上的,而且不考虑抗浮,那么底板按照基础底板计算一下就行了。坡道一般底板的跨度都有6、7米,我做的底板是不考虑抗浮的,如果考虑抗浮,要另外计算的。这里暂时不谈考虑抗浮计算的底板。如果汽车坡道下侧是架空的,那就要按照正常的板在恒活载作用下计算,可以在Morgain里用双向板的
方法计算。有的人也说,对于这样的大板,可以按照跨度是6、7米的单向板来计算。单向板的计算有人说可以按照截面宽度1米,高度为板厚的梁来计算,这个我没有算过,有人算过的,可以告诉我,可不可靠。我还是按照双向板的方法计算的,不知道是不是偏不安全。 底板在配筋的时候要考虑一下与侧壁交接的部分,这是因为,对于侧壁来说,底板与侧壁交接处是侧壁的支座,如果地下室侧壁是悬臂的话,此次的弯矩是相当大的。所以底板这一处的钢筋要配的夯一点,可以平衡一部分弯矩。一般的要确保此次的钢筋不少于侧壁钢筋,常用做法是把侧壁外侧钢筋弯折一部分到底板,作为底板筋伸进去1/3—1/4的跨度。 再说一下坡道侧壁,如果坡道有顶板,那么顶板就是侧壁的一个支座,你可以按照底部固结,顶部铰接计算墙体。如果坡道没有顶板,那么侧壁就要当一个悬臂结构考虑。具体情况具体分析,侧壁用的计算简图是不一样的。有不少计算地下室外墙的excel的表,可以直接拿过来用。只要输入墙厚,地下室外墙顶以上覆土厚度,地下室外墙计算高度和一些材料参数就ok了。实际上对土的静效荷载的计算一般都是比较粗的,应该考虑水土分算。此外计算配筋还要考虑一下地下混凝土结构对裂缝宽度的要求。 侧壁在配筋的时候,可以受力钢筋只伸一部分上去,其他的构造配一下就行了,因为侧壁墙体越往上面覆土越薄,如果想省钢筋的话,可以对墙体分段计算,有兴趣的话可以试试。一般就按照最大的
§1、工程概况 1.1 工程名称:上海轨道交通11号线墨玉路站地块项目商业区汽车坡道围护钢支撑工程1.2 工程地点:上海市嘉定区安亭镇曹安公路.新源路 1.3 设计单位:同济大学建筑设计研究院集团有限公司 1.4 本项目为上海轨道交通11号线墨玉路站地块项目商业区汽车坡道围护钢支撑工程,基坑围护为钻孔灌注桩复合二轴搅拌桩作止水围护,灌注桩顶设一道混凝土圈梁,基坑内设一道Ф609*16钢管支撑,钢管支撑两端顶撑在基坑内混凝土支撑梁的预埋件上,支撑跨度在14米左右,跨中不设立柱。 围护平面布置图如下: §2、编制依据 2.1、上海岩土工程勘察设计研究院有限公司设计并出图的施工图纸。 2.2、《建筑机械使用安全技术规程》(JGJ33--2001)、
《建筑地基基础工程施工质量验收规范》(GB50202--2002)、 《施工现场临时用电安全技术规范》(JGJ46--2005)、 等现行国家及上海市施工规范及质量标准。 2.3、国家及上海市颁布的其它安全操作规程及文明施工规定。 §3、具体施工方法及施工技术方案 3.1 钢支撑形成的原则: (1).先支撑后挖土原则,可以先开挖支撑沟槽施工钢支撑; (2).先形成体系后受力原则; (3).先节点可靠后受力原则; (4).支撑受力端的混凝土达到设计强度后受力原则。 3.2 顶圈梁施工 汽车坡道两侧为钻孔灌注桩,其上设一道800×800顶圈梁(部分截面900×800)。因12轴至15轴汽车坡道顶板顶标高为-2.2m,与钢管支撑相冲突,故此部分支撑(4根)需抬高。顶圈梁施工时预埋900×900钢板预埋件,预埋件表面应与钢管支撑垂直。 3.3 钢支撑施工工艺流程 基坑围护墙体施工→混凝土圈梁及混凝土支撑浇筑、养护→开挖支撑沟槽→安装Ф609钢管支撑→开挖土方至基坑底标高→基础底板以及传力带混凝土浇筑及养护→拆除钢管支撑 3.4 钢支撑施工顺序 钢支撑安装施工顺序根据工程总体进度,先施工西块基坑内钢支撑,再施工东块基坑内钢支撑;具体根据施工需要。 3.5 施工工艺 一、施工安排: 采用25吨汽车吊停靠在基坑一侧,进行钢管支撑材料卸车和吊装就位。 二、操作工艺: 1、根据图纸所示支撑位置,开挖出钢管支撑沟槽,沟槽开挖深度要深于支撑底标高以下 300mm; 2、量测相应两块预埋铁件之间的实际距离,登记在册; 3、根据登记在册的钢支撑不同长度,选配合适的钢管进行拼接配管; 4、钢支撑一个端头采用活络头,以利于钢支撑施加预应力;
(汽车行业)汽车车身结构设计与结构分析学习
2004.11.17from:《汽车超级读本》 0.汽车的基本构造 汽车壹般由发动机、底盘、车身和电气设备等四个基本部分组成。 汽车发动机:发动机是汽车的动力装置。由机体,曲柄连杆机构,配气机构,冷却系,润滑系,燃料系和点火系(柴油机没有点火系)等组成。按燃料分发动机有汽油和柴油发动机俩种;按工作方式分有二冲程和四冲程俩种,壹般发动机为四冲程发动机。 四冲程发动机的工作过程:四冲程发动机是活塞往复四个行程完成壹个工作循环,包括进气、压缩、作功、排气四个过程。四行程柴油机和汽油机壹样经历进气、压缩、作功、排气的过程。但和汽油机的不同之处在于:汽油机是点燃,柴油机是压燃。 冷却系:壹般由水箱、水泵、散热器、风扇、节温器、水温表和放水开关组成。汽车发动机采用俩种冷却方式,即空气冷却和水冷却。壹般汽车发动机多采用水冷却。 润滑系:发动机润滑系由机油泵、集滤器、机油滤清器、油道、限压阀、机油表、感压塞及油尺等组成。 燃料系:汽油机燃料系由汽油箱、汽油表、汽油管、汽油滤清器、汽油泵、化油器、空气滤清器、进排气歧管等组成。 化油器:是将汽油和空气以壹定的比例混合为壹种雾化气体的装置,这种雾化气体叫可燃混合气,及时适量供入气缸。 汽车的底盘: 传动系:主要是由离合器、变速器、万向节、传动轴和驱动桥等组成。 离合器:其作用是使发动机的动力和传动装置平稳地接合或暂时地分离,以便于驾驶员进行汽车的起步、停车、换档等操作。 变速器:由变速器壳、变速器盖、第壹轴、第二轴、中间轴、倒档轴、齿轮、轴承、操纵机构等机件构成,用于汽车变速、变输出扭矩。 行驶系:由车架、车桥、悬架和车轮等部分组成。它的基本功用是支持全车质量且保证汽车的行驶。 钢板弹簧和减震器:钢板弹簧的作用是使车架和车身和车轮或车桥之间保持弹性联系。减震器的作用是当汽车受到震动冲击时使震动得到缓和。减震器和钢板弹簧且联使用。 转向系:由方向盘、转向器、转向节、转向节臂、横拉杆、直拉杆等组成,作用是转向。 前轮定位:为了使汽车保持稳定直线行驶,转向轻便,减少汽车在行驶中轮胎和转向机件的磨损,前轮、转向主销、前轴三者之间的安装具有壹定的相对位置,这就叫“前轮定位”。它包括主销后倾、产销内倾、前轮前束。前束值是指俩前轮的前边缘距离小于后边缘距离的差值。制动系:机动车的制动性能是指车辆在最短的时间内强制停车的效能。 手制动器的作用:手制动器是壹种使汽车停放时不致溜滑,在特殊情况下,配合脚制动的装置。 液压制动构造:液压制动装置由制动踏板、制动总泵、分泵、鼓式(车轮)制动器和油管等机件组成。 气压制动装置:由制动踏板、空气压缩机、气压表、制动阀、制动气室、鼓式(车轮)制动器和气管等机件组成。 电气设备: 汽车电气设备主要由蓄电池、发电机、调节器、起动机、点火系、仪表、照明装置、音响装置、雨刷器等组成。 蓄电池:蓄电池的作用是供给起动机用电,在发动机起动或低速运转时向发动机点火系及其他用电设备供电。当发动机高速运转时发电机发电充足,蓄电池能够储存多余的电能。蓄电池上每个单电池都有正、负极柱。其识别方法为:正极柱上刻有“+”号,呈深褐色;负极
第三节汽车行业用钢调研报告 第一部分汽车工业发展与汽车用钢 1 汽车用钢概况 钢材是汽车生产的主要原料。据粗略统计,生产一辆汽车的原材料中,钢材材料所占的比例约为72%-88%。用于汽车制造的钢材品种主要有型钢、中板、薄板、钢带、优质钢材、钢管等,其中以薄板和优质钢材为主。 由于汽车生产结构的变化,不同车型的钢材消费量有很大差别。以一汽的中型载重汽车(CA141-1),轻型载重汽车(CA126L)、红旗轿车(CA7220)为例,分析三种车型钢材消耗工艺定额,可以看到: 热轧中板主要用于载重汽车车架纵梁、横梁、车箱横梁、车轮轮辐、轿车的滚形车轮轮辋,轮辐等。车架用钢主要为Mn、Ti、Nb、Si-V、Mn-V低合金钢或复相高强度钢,主要性能要求强度、塑性、冷弯。轿车车轮用钢要求厚度公差严格,表面质量高。车箱横梁用低合金钢或碳素钢。这三种车型单车耗材量分别为885k g、388.6kg和70.9kg。 型钢主要为载重汽车轮辋钢,钢号12LW,轮辋型钢尺寸精度要求高。其中载重汽车单车耗材量为228kg。 冷轧薄板主要用于车身,要求钢板成形性能好,表面质量好,厚度公差小。轿车车身用钢为电镀锌板、热镀锌板。主要钢种为08AL、ST14、I F钢、烘烤硬化钢、加磷钢、多相高强度钢等。这三种车型单车耗材量分别为534.7kg、703.8kg和596.1kg。 优钢包括碳素结构钢、合金结构钢、弹簧钢、易切钢、冷镦钢、耐热钢等。其中齿轮钢用量最多。 近几年,我国引进国外汽车制造技术或合资生产汽车,应用国外齿轮钢种30余个。一汽主要应用CrMnTi、CrMo、NiCrMo、MnCr系列齿轮钢。要求淬透性能好、钢纯净度高、Si、S含量控制严格,精锻工艺要求棒材尺寸公差严格。这三种车型单车耗材量分别为158.6kg、247.7kg和154.4kg。 这三种车型钢带的单车耗材量分别为273.5kg、703.8kg和5 96.1kg,无缝管为44.7kg,15.4kg和7.5kg,焊管为3 3.6kg、16.1kg和1.5kg。 1.1 冷轧板应用情况 1.1.1 冷轧板带在轿车上的应用 冷轧板带是制造轿车的覆盖件和车体内部加强板、防护板、连接板以及梁等最主要的材
行车的基本结构 操作者必须严格遵守安全技术操作规程,并对自己所操纵的起重机做到全面了解其性能、结构、工作原理,并熟练掌握其操作方法和技巧。 要严格按照交接班程序对设备进行检查、保养和记录,发现问题要及时 反馈维修部门通知维修。 双梁行车操作者应具备以下要求: 1.操作者必须身体健康,年满18周岁,视力(包括矫正视力)在1.0以上,无色盲症,听力能满足具体工作条件的要求。 2.操作者应能熟悉安全操作规程和掌握有关安全注意事项。 3.操作者应熟悉空操行车的基本结构和性能。 4.操作者应熟悉双梁行车安全装置的作用,掌握相应的吊装作业知识。 5. 司机须持有特殊工种操作证,严禁非驾驶人员操作。 6. 所有操作者须参加设备办特种作业考试培训,经设备办考核备案并通 过的方可独立操作。 第一部分:行车基本知识 一、组成: 双梁行车一般由机械、电气和金属结构三大部分组成。双梁行吊外形象一个两端支承在平行的两条架空轨道上平移运行的单跨平板桥。 1、机械部分:分为三个机构即起升机构、小车运行机构和大车运行机构。 起升机构是用来垂直升降物品,小车运行机构是用来带着载荷作横向移动; 大车运行机构用来将起重小车和物品作纵向移动,以达到三维空间里做搬 运和装卸货物用。 2、金属结构部分:由桥架和小车架组成。 3、电气部分:由电气设备和电气线路组成 二、主要技术性能参数: 起重量、起升高度、下放深度、跨度、机构工作速度、工作级别、及起重 机总重或轮压。 1、起重量:行车正常工作时允许最大起吊重量。 2、起升高度:吊具的上极限位置与下极限位置之间的距离。 3、跨度:起重机两端车轮垂直中心线间的距离 4、机构工作速度(2档速度) (1)起升速度:是指起升机构电动机在额定转速时,取物装置满载起升的速度。 (2)大车运行速度:是指大车运行机构电动机在额定转速时,起重机的运行速度。 (3)小车运行速度:是指小车运行机构电动机在额定转速时,起重小车的运行速度。 5、工作级别:表示起重机起吊载荷的满载程度和起吊工作次数多少的繁 忙程度的整机工作状况指标,起重机的工作级别分为A1-A8共8个级别,轻级(A1-A3)、中级(A4、A5)、重级(A6、A7)特重级(A8)。 6、轮压:桥架自重和小车处在极限位置时小车自重和额定起重量作用在 大车车轮上的最大垂直压力。 三、构造:
汽车坡道脚手架方案-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
1 工程概况 本工程位于地下室1号、2号、3号汽车坡道,为安装施工及铝板吊顶需搭设满堂脚手架,脚手架搭设高度米。 2 使用材料及质量要求: (1) 材料:Ф48×钢管、直角扣件、旋转扣件、对接扣件等。 (2) 质量要求;以上材料必须是符合JGJ130-2001(规范)质量要求的合格产 品。 (3) 立杆采用单立管,纵向间距为,横向间距为;大小横杆步距为;横杆与立 杆采用单扣件方式连接。平台小横杆间距330mm。 (4) 剪刀撑:每道剪刀撑斜杆与地面角度45°—60°之间,顺沿外侧立面整个 长度和高度上连续设置,使用Ф48×钢管,每道剪刀撑满宽设置。剪刀撑搭设随立杆、纵向和横向水平杆等同步搭设。 (5) 平台搭设:作业层上满铺钢丝网片。 3 落地式脚手架操作平台基础 底座、垫板均应准确地放在每条立杆管内定位线上,且必须铺放平稳,不得悬空;立杆支承在地基时垫板采用8#槽钢并列,不能漏设以确保满足承载力要求。 4 搭设要求 (1) 主立杆:立杆选用无严重锈蚀,无弯曲变形的钢管。柱驳口应交错,不得 全部同一平面。主柱的接长,先在已装的立柱顶装上对接口,在将后装的立柱套上摆正,然后上紧螺栓。 (2) 大横杆应选用无弯曲变形钢管。用直角扣将大横杆与纵向排列的立柱连 接,扣接要稳固、平直与立柱成90°。 (3) 纵杆应选用无弯曲变形钢管。纵杆两端用直角扣分别成90°。平台面满铺 木脚手板。
(4) 剪刀撑与立柱交点连接采用回转扣,不得支撑在非受力点处。 (5) 为保证施工人员施工安全,防止高空坠物伤人,在平台层设置围护栏杆。 采用1200㎜高Ф48×钢管架满挂密目安全网。 5 脚手架搭设 (1) 立杆纵距@800,横距@800,横杆步距1800,立杆距边300mm。 (2) 小横杆贴近立杆设置,搭于大横杆上。在立杆之间可根据需要加设小横 杆,但在任何情况下均不得拆除贴近立杆的小横杆。 (3) 纵向水平杆布置在立杆的内侧,其长度不宜小于4跨;接头采用对接扣件 连接,接头不宜设置在同步或同跨内,相邻接头在水平方向错开距离不宜少于500mm。 (4) 主接点处必须设置一根横向水平杆,用直角扣件扣接且严禁拆除。 (5) 脚手板采用对接平铺,接头处必须设两根横向水平杆,脚手板外伸应取 130~150㎜,两块脚手板外伸长度的和不应大于300㎜。 (6) 剪刀撑采取通长设置,按每5步4跨设置一道,与地面夹角45~60度,其 斜杆交点要在同一直线上,采用旋转扣件与立杆连接,每根斜2~4个扣结点,结点位置与立杆距离不大于150㎜,最下端的与立杆结点距地高度200mm。 (7) 剪刀撑的连接采取搭接,其搭接长度不能小于1000㎜,采用至少三个旋转 扣件固定连接,同时扣件至杆端的距离不小于100㎜。 (8) 剪刀撑、横向斜撑搭设应随立杆、纵向和横向水平杆等同步搭设。 (9) 每搭完一步脚手架后,应校正步距、纵距、横距及立杆的垂直度。 (10) 立杆和大横杆必须用十字扣件扣紧,不得隔步设置或遗漏。 (11) 在柱最外侧一排脚手架内搭设脚手架楼梯,脚手架楼梯采用钢管斜向搭接 于脚手架横杆之上,再楼梯横向搭接一排小横杆,小横杆上满铺竹篱笆,
第35卷第l 期 2007年2月江苏冶金Jiangsu MetaIIurgy VOI.35 NO.l Feb.2007浅谈中国汽车用齿轮钢的质量要求与水平 闫梦洁 (江阴兴澄特种钢铁有限公司,江苏江阴 2l4430) 收稿日期:2006-ll-ll 作者简介:闫梦洁(l970—),女,工程师。电话:l392l2l09l8;E-maiI :mjyanI@https://www.doczj.com/doc/f116711251.html, 。 摘要:通过对目前国内汽车用齿轮钢的分类、技术要求分析、齿轮钢质量标准分析对比,探讨国内汽车齿轮钢的生产要求及质量水平。 关键词:齿轮钢;汽车;质量要求 中图分类号:F273.2 !"汽车用齿轮钢的概述 按中国汽车工业协会和中国齿轮专业协会的 统计资料,2005年中国汽车生产总量已达570万 辆,汽车齿轮钢材的消耗量约80万t 左右, 近几年来中国汽车产量平均每年以l0%左右的速度增长, 分析2005年汽车行业产品构成,可以发现汽车行业 增长最快的主要是重型载货车和轿车,随着轿车进 入家庭步伐的加快,我国的汽车工业已进入高速发 展阶段,所以车辆齿轮越来越成为齿轮钢材最重要 的消费用户。长期以来,我国汽车齿轮钢沿用原苏 联的20CrMnTi 材质, 这种材质由于符合我国的资源具有成本低、工艺性能好、价格低的优点且可以满 足国内大多数齿轮材质的要求,所以这种材质仍占 据着中国汽车齿轮钢材的50%左右。改革开放以 后,中国从美国、德国、法国、日本、意大利、韩国等 国家引进了许多车型,相应的也引进了国外的齿轮 钢种。随着引进车型的不断增多,这些钢种在国内 市场上占有的份额越来越大。经过“七五”至“十 五”国家重点的攻关项目,汽车行业和冶金行业共 同攻关后筛选出一些常用的引进钢种列入了GB / T52l6-2004标准。#"汽车用齿轮钢的种类与发展方向按照合金系列分类,齿轮钢可分为Cr Mn Ti 系、Cr 系、Mn Cr 系、Cr MO 系、Cr Mn B 系以及 Cr Ni MO 系,分别阐述如下:Cr Mn Ti 系:主要以20CrMnTiH 为主,同时 根据不同车型、不同齿轮厂的加工工艺,20CrMnTiH 又可以分为HI 、H2、H3等不同淬透性带宽的子钢号系列。并且在原有的20CrMnTi 的基础上,一汽与有关冶金厂开发了l6CrMnTiH 、l8CrMnTiH 钢,用于小红旗轿车齿轮生产。Cr 系齿轮钢:钢种为SCr420H ,与中国GB /T52l6—85标准中20CrH 相比较,Mn 、Cr 含量均有提高,淬透性略高,用于夏利轿车、EOI538t 载重卡车变速箱齿轮。Cr Mn 系齿轮钢:钢种为l6MnCr5、20MnCr5、25MnCr5、28MnCr5、27MnCr5等牌号,主要用于奥迪、捷达、桑塔那及富康轿车齿轮,依维柯中巴车及部分引进的重型卡车齿轮。Cr MO 系齿轮钢:钢种为SCM4l5H 、SCM420H 、SCM822Hl (H2)、l6CD4、20CD4、27CD4、30CD4等牌号,主要用于标致轿车、五十铃中巴、l53中型卡车齿轮生产。Cr Mn B 系齿轮钢,品种主要是德国的ZF6(l6CrMnBH ),ZF7(B )(l8CrMnBH 、20CrMnBH )。ZF 钢是经过B 处理的Cr Mn 系齿轮钢。主要用于斯太尔重型卡车齿轮。B 在这类钢中的作用主要是形成球状BN , 降低钢中固溶N 量,提高钢的韧性,而传统的渗碳硼钢中B 主要起提高淬透性的 作用。 Cr Ni MO 系齿轮钢:钢种主要为SAE8620H 、 SAE8627H 、SAE4320H 美国钢号及ZFIA (或 l7CrNiMO6)德国钢号,用于切诺基轿车、斯太尔卡 车齿轮。