理论实习一体化授课课题教案
班级
10铆焊
1班
授课时间
授课
时数60(6h)
实习课题手弧焊-立对接焊实习工件(设备)300×200×12mm 教学目的
一、应知:
1、了解手弧焊对电源的要求、弧焊电源的型号及主要技术特性。
2、掌握焊条的组成及作用、焊条药皮的类型、分类。
二、应会:
1、掌握手弧焊-立对接焊的工艺参数调节
2、掌握焊条角度及运条方法
教学重点、
难点
重点:掌握手弧焊工艺参数的调节方法
难点:掌握立对焊的操作要领
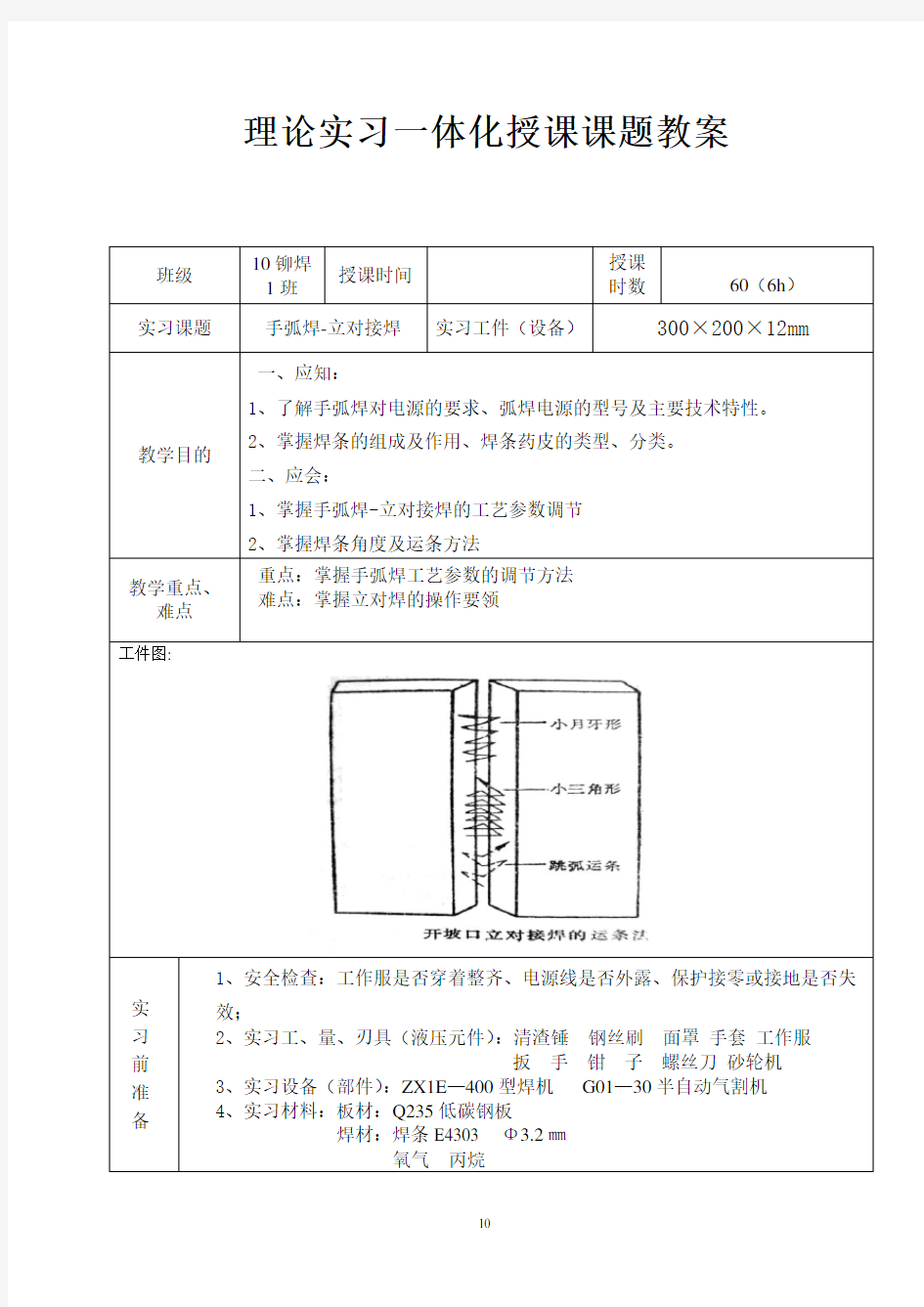
工件图:
实
习
前
准
备
1、安全检查:工作服是否穿着整齐、电源线是否外露、保护接零或接地是否失
效;
2、实习工、量、刃具(液压元件):清渣锤钢丝刷面罩手套工作服
扳手钳子螺丝刀砂轮机
3、实习设备(部件):ZX1E—400型焊机G01—30半自动气割机
4、实习材料:板材:Q235低碳钢板
焊材:焊条E4303 Φ3.2㎜
氧气丙烷
理论实习一体化授课课日教案授课日期
班级10铆焊1班
实习课题手弧焊-立对接焊
实习工件图
教学目的一)应知:1、了解手弧焊对电源的要求、弧焊电源的型号及主要技术特性。
2、掌握焊条的组成及作用、焊条药皮的类型、分类。
二)应会:1、掌握手弧焊-立对接焊的工艺参数调节
2、掌握焊条角度及运条方法
教学重点、
难点重点:焊接工艺参数的调节、控制熔池温度、保持熔池大小一致难点:焊条的角度及运丝速度、避免出现咬边和中间凸的现象
实习前准备1、安全检查:工作服是否穿着整齐、电源线是否外露、保护接零或接地是否
失效;
2、实习工、量、刃具(液压元件):清渣锤钢丝刷面罩手套工作服
扳手钳子螺丝刀砂轮机
3、实习设备(部件):ZX1E—400型焊机G01—30半自动气割机
4、实习材料:板材:Q235低碳钢板
焊材:焊条E4303 Φ3.2㎜
氧气丙烷
理论实习一体化授课课日教案
教学环节教学内容
教法、学时分配
组织教学
入门指导
一、教学准备:
1、穿戴好校服,按时进入教室,整队。
2、点名,检查学生的出勤情况,并作好记录。
二、讲授新课
一)相关工艺知识
2、焊条的组成及作用1.焊芯(1)
3、焊条的组成及作用1.焊芯(2)
4、焊条的组成及作用2.药皮(1)(2)(3)(4)(5)
5、焊条的组成及作用2.药皮(6)(7)(8))
6、焊条药皮的类型及焊条的分类
1. 焊条药皮的类型(1)(2)(3)(4)(5)
(6)
7、焊条药皮的类型及焊条的分类
1. 焊条药皮的类型(7)(8)(9)(10)(11)
(12)(13)
8、酸性焊条和碱性焊条(1)(2)
9、焊条的分类及型号的编制方法(1)(2)1)2)3)
二)示范操作
1、打底层:
⑴打底层的焊条角度:与焊接反方向成70度左右两侧成90度左右
⑵引弧:焊接时在始焊端的定位焊缝处引弧(定位焊位置见图二),
稍做预热后,焊条以锯齿形摆动和向右施焊,至定位焊缝未端时,将焊
条略向试件背面压送,并有一定的停顿,在形成第一个熔孔后,抬条,
灭弧,进入正常焊接。
2分钟
30分钟
讲授法
提示法
图示法
60分钟
示范、
演示法
理论实习一体化授课课日教案
教学环节教学内容
教法、学时分配
⑶运条:
可采用单侧运条或双侧运条,要求熔孔的宽度,控制在0.5至1.0㎜左右,不宜过大,以防并面焊缝超高;熔孔过小,则背面成形不良造成未焊透,凹坑等缺陷。每一次的运条,应用电弧的1/3-1/2击穿
坡口根部形成新熔孔,2/3的电弧覆盖在原有的熔池上。
⑷收弧:
焊条向焊接反方向拉回5-10㎜,并逐渐抬起电弧至熄灭,这样可消除缩孔或将其带至焊道表面。
⑸接头:
采用热接法,快速更换焊条,在距熔池前约10㎜处一侧坡口中引燃电弧,并退至原熔池处,电弧至原弧坑未端时,焊条向试件背面压送,稍做停顿,形成新的熔孔后抬条,灭弧。接头时可适当加大焊条沿焊缝水平方向的倾角,以保证焊透,防止出现背面凹坑(见图五)。
注意事项
⑴严格控制击穿焊的电弧加热时间,熔孔大小要适当,运条角度要
正确,保持短弧焊接。
⑵打底焊时,送移熔敷金属应尽可能少,保持焊道薄些以利于背面
焊缝成形。
⑶底层焊缝要求表面平整,无凸形,两面成形均无气孔,夹渣,背
面无凹坑。
2、填充层的焊接要领:
⑴填充时的焊条角度:(见图六)示范、演示法
理论实习一体化授课课日教案
教学环节教学内容
教法、学时分配
⑵运条:
采用锯齿形运条,要求在坡口两侧略有停留,中间过渡略快。
⑶预留尺寸:
填充层焊完后,要求焊缝距坡口边缘距坡口边缘0.5-1.0㎜,绝不允许坏坡口边沿。(见图七)
图七预留尺寸
⑷接头:
由弧坑后方10㎜处引燃电弧,将电弧回拉至弧坑处,焊条稍作锯齿形摆动,待填满弧坑后,即可恢复正常焊接。
⑸注意事项
①填充层焊的焊层应为二至四层。②填充层的最后一道,应低于焊件表面0.5-1㎜。③坡口两侧的边线棱边严禁将其损坏此边线棱边为盖面层的基准线。④填充层焊缝表面应平整呈现为平面成微凹面。
3、盖面层的焊接:
⑴盖面层的焊条角度:(见图八)
⑵运条:采用锯齿形或微带月牙形运条,焊接时,应注意焊条的摆动幅度要大于填充层,摆条至坡口两侧边沿要有停顿。示范、演示法