管桁架钢结构现场拼装施工方法及技术措施
(一)总体部署
1、拼装场地
某.某钢结构工程施工现场比较开阔。
拼装场地需要推平、夯实,上面铺设200mm厚碎石,进行抄平。拼装在胎架上进行,胎架设置的间距不大于腹杆的节间距,胎架需要找平找正。
2、拼装机具
考虑到主桁架和柳叶弦杆的杆件单重较轻,构件外形体量大的特点,拼装吊机需具有良好的机动性能,故拼装主吊机每个场地拟选用二台NK250E-V型25吨汽车吊及一台QY50型50吨汽车吊。
汽车式起重机QY50型
制造厂浦元工程机械总厂
起重量/幅度50500kg/3.7m
吊臂长度主臂10.6~33m
副臂8.2~13.2m
行驶速度78Km/h
最大爬坡度15.48°
自重38800kg
外行尺寸(长×宽×高)13300×2750×3760mm
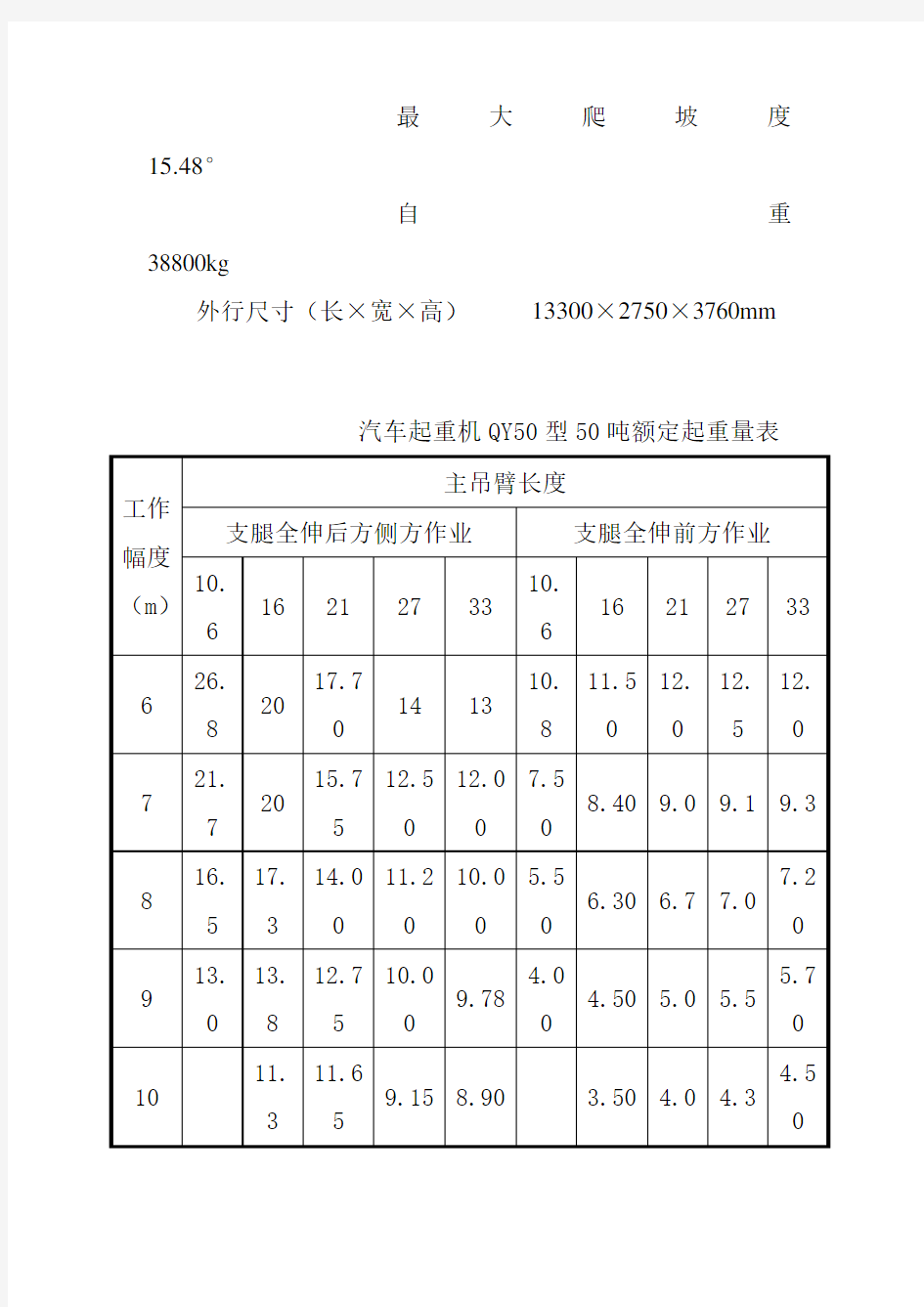
汽车起重机QY50型50吨额定起重量表
11
9.4
5
9.85 8.35 8.14 3.00 3.3 3.5
3.7
汽车式起重机NK250E-V型
制造厂浦元工程机械总厂
起重量/幅度 25000kg/2.5m
吊臂长度主臂 10~31m
行驶速度 65Km/h
最大爬坡度 16.7°
自重 34000kg
外行尺寸(长×宽×高) 11930×2500×3300mm
汽车起重机NK250E-V型25吨额定起重量表
3、拼装胎架的形式
为确保钢桁架拼装时的外形尺寸,拼装胎架必须严格按照设计尺寸进行设置。
胎架放置在路基箱上,表面通过钢垫板找平。在胎架中心定位完毕后,胎架与路基箱及钢垫板焊接固定。部分拼装胎架因高度较大,从稳定性和安全性考虑,需采用支撑加固或用揽风绳临时固定。
拼装胎架的形式根据桁架的形式所定,拼装胎架的形式详见第二节胎架的设计,所用材料为型钢及管材。
4、拼装思路
采购的钢管经抛丸除锈达Sa2.5级,在五个小时内涂水性无机富锌底漆,到数控六轴管相贯线切割机切割下料,然后散件运至拼装场地。主桁架拼装采用卧拼方式,即与安装位置相差90度,第一步在胎架下部先拼装一榀主桁架,第二步在胎架靠上部拼装另一榀主桁架,二榀主桁架的相对位置为实际安装的相对位置,只是变为卧放。第三步拼装两榀桁架之间的柳叶弦杆。第四步在上部主桁架上拼装半片柳叶弦杆。第五步拼装两支座杆件,至此一个拼装单元拼装完成。
由于土建工程已基本完成,无法整体吊装,拟将该拼装单元分成两段吊装(见附图)。
本工程钢结构两单片罩棚,关于南北轴基本对称,仅上部支座高度有所区别,主桁架有32种类型,拼装单元有16个类型,每种类型有四个,共64个拼装单元为了满足工期的要求拟设两个场外拼装区同时进行拼装,分别负责东西两片罩棚带支座部分的拼装并设一场内拼装区,负责桁架悬挑部分的拼装及次桁架的拼装。
每个拼装单元整体试拼完成后,以分段点为界,按试拼胎架记录的各点的空间坐标,做两个支座部分的胎架。一个在原拼装场地(西南角),一个在东北角,悬挑部分在体育场内的拼装区制作,这样即保证了拼装的质量,又可以减少二次搬运,提高吊装效率,降低了成本。
两个场外拼装场地各配二台25T汽车吊和一台50T汽车吊,配合安装,场内拼装区配二台25T汽车吊配合安装。5、测量控制
遵循“从整体到局部,先控制后施工”的测设原则。即将桁架上下弦上的每个支撑点由空间位置水平投影到地面上,并将其空间三维坐标在Z轴方向上转换到地面。采用全站仪在地面上分别测量出每个支撑胎架的位置。
6、质量控制
控制影响质量的各个因素。同时,将诸因素进行分类,有侧重点的进行质控。
(二)主桁架拼装胎架设计
根据现场场地条件、吊装方案及桁架的截面形状和结构特点,同时为保证桁架的拼装、吊装精度,设置通长的拼装胎架。拼装胎架的立柱均布置在桁架的上下弦节点处,直接支撑桁架的上下弦节点。但为了避免胎架支柱与腹杆件相碰,胎架支柱统一偏移节点一定距离。
桁架拼装过程中,选用路基箱作为拼装平台,拼装胎架与路基箱间采取焊接的形式进行连接。
拼装胎架支柱选用18#工字钢及Φ300的钢管,在支柱的侧面焊接14#工字钢的牛腿。桁架的上弦坐落在牛腿上。