汽车起重机构造与原理 一、汽车起重机基本术语 1、汽车起重机 起重作业部分安装在专用或通用汽车底盘上的起重机。参见图一 2、整机。 具有齐全的上车、下车及附属装置的起重机。 3、上车(起重机部分) 包括回转支承及其以上的全部机构的总和。 4、下车(运载车部分) 回转支承以下部分,包括底架、底盘、支腿等各部件、机构和装置的统称。(包括支腿在内的装载上车而行走的运载车)。 5、起重性能参数(参见表一) 5.1起重量:起吊物体的质量。 5.2总起重量:起吊物体的质量与取物装置质量之和。 5.3额定总起重量 起重机在各种工况和规定的使用条件下所允许起吊的最大总起重量。(工况,指不同的臂长和仰角;规定的使用条件,如打支腿、地面的平整度、风力、设备状况等规定的使用条件) 5.4最大额定总起重量 起重机用基本臂处于最小额定幅度,用支腿进行作业所允许的额定总起重量,并以此作为起重机的名义起重量。 6、幅度(参见图二、图三) 6.1幅度:起重机空钩时,回转中心垂线与吊钩中心之间的水平距离。 6.2工作幅度:起重作业时,回转中心垂线与吊钩中心之间的水平距离。 6.3最小工作幅度:起重机处于最大仰角时的工作幅度。 6.4额定幅度:某一额定总起重量所允许的最大工作幅度。 6.5最小额定幅度:最大额定总起重量所允许的最大工作幅度。 7、起重力矩:总起重量与相应的工作幅度的乘积。 8、起升高度:起重机起升到最高位置时,起重钩钩口中心到支承地面的距离。 9、倍率:动滑轮组的承载钢丝绳数与引入卷筒的钢丝绳数之比。 10、起升速度:平稳运动时,起吊物体的垂直位移速度。 10.1单绳速度:动力装置在额定转速下,在卷筒计算直径处第n层的钢丝绳速度。 10.2起重钩的起升(下降)速度 钢丝绳单绳速度除以起升滑轮组倍率得到的值。 11、变幅时间(速度) 变幅作业时,幅度从最大(最小)变到最小(最大)所用的时间。 12、最大回转速度 空载状态下,基本臂在最大仰角时,所能达到的最快回转速度。 13、起重臂伸(缩)时间(速度) 空载状态下,起重臂处于最大仰角,使吊臂由全缩(伸)状态运动到全伸(缩)状态所用的时间。 14、支腿收放时间(速度) 支腿以全收(放)状态,运动到全放(收)状态所用的时间。 15、仰角:(参见图二、图三) 在起升平面内,起重臂纵向中心线与水平线的夹角。 16、副臂安装角:(参见图二、图三) 起重机主臂轴线与副臂轴线在起升平面内的夹角。 17、起重臂长: 沿起重臂轴线方向,其根部销轴中心到头部定滑轮组中心的轴线距离。 18、起重特性曲线: 表示起重机作业性能的曲线。 18.1起重量特性曲线(参见表一) 在以总起重量和工作幅度为坐标轴的直角坐标系中,以一定臂长在不同工作幅度时的额定起重量为坐标点编制的曲线。
第4章程序设计三种基本结构 一、选择题: 【例1】(2002年4月)下面的程序的输出结果是( )。#include main( ) { int i=010,j=10; printf("%d,%d",++i,j--); } A. 11,10 B. 9,10 C. 010,9 D. 10,9 【答案】B (i的值是以八进制定义的) 【例2】(2002年4月)以下的程序的输出结果是( )。main( ) { int a=5,b=4,c=6,d; printf(("d\n",d=a>b?)(a>c?a:c):(b)); } A. 5 B. 4 C. 6 D. 不确定 【答案】C 【例3】(2002年4月)以下程序的输出结果是( )。
{ int a=4,b=5,c=0,d; d=!a&&!b||!c; printf("%d\n",d); } A. 1 B. 0 C. 非0的数 D. -1 【答案】A 【例4】(2002年4月)以下程序的输出结果是( )。 main( ) { char x=040; printf("%o\n",x<<1); } A. 100 B. 80 C. 64 D. 32 【答案】A 【例5】(2002年9月)已知i,j,k为int型变量,若从键盘输入:1,2,3< 回车>,使i的值为1、j的值为2,k的值为3,以下选项中正确的输入语句是(C )。 A. scanf("---",&I,&j,&k); B. scanf("%d %d %d",&I,&j,&k); C. scanf("%d,%d,%d",&I,&j,&k); D. scanf("i=%d,j=%d,k=%d",&I,&j,&k);
1.1.2程序框图与算法的基本逻辑结构
1.1.2 程序框图与算法的基本逻辑结构 教学目标 能够正确说出各种程序框图及流程线的功能与作用 能够画出顺序结构、条件结构、循环结构的流程图 能够设计简单问题的流程图 教学重点 程序框图的画法. 教学难点 程序框图的画法. 课时安排 4课时 教学过程 第1课时程序框图及顺序结构 图形符号名称功能 终端框(起止框)表示一个算法的起始和结束 输入、输出框表示一个算法输入和输出的信息 处理框(执行框)赋值、计算 判断框判断某一条件是否成立,成立时在出口处标明“是”或“Y”;不成立时标明“否”或“N” 流程线连接程序框 连接点连接程序框图的两部分三种逻辑结构可以用如下程序框图表示: 顺序结构条件结构循环结构 应用示例 例1 请用程序框图表示前面讲过的“判断整数n(n>2)是否为质数”的算法. 解:程序框图如下:
变式训练 观察下面的程序框图,指出该算法解决的问题. 解:这是一个累加求和问题,共 99 项相加,该算法是求 100 991 431321211?+ +?+?+? 的值. 例2 已知一个三角形三条边的边长分别为a ,b ,c ,利用海伦—秦九韶公式设计一个计算三角形面积的算法,并画出程序框图表示.(已知三角形三边边长分别为a,b,c ,则三角形的面积为S= ))()((c p b p a p p ---),其中p= 2 c b a ++.这个公式被称为海伦—秦九韶公式) 算法步骤如下: 第一步,输入三角形三条边的边长a,b,c. 第二步,计算p=2 c b a ++. 第三步,计算S=))()(( c p b p a p p ---. 第四步,输出S. 程序框图如下:
高中数学第二章算法初步 2.2 算法框图的基本结构及设计第2课 时自我小测北师大版必修3 1.对赋值语句的描述正确的是( ). ①可以给变量提供初值②将表达式的值赋给变量③可以给一个变量重复赋值④不能给同一变量重复赋值 A.①②③ B.①② C.②③④ D.①②④ 2.下列给出的赋值语句正确的是( ). A.3=A B.M=-M C.B=A=2 D.x+y=0 3.将两个数a=1,b=2交换,使a=2,b=1,下面语句正确的是( ). A.a=b,b=a B.b=a,a=b C.a=c,c=b,b=a D.c=b,b=a,a=c 4.阅读算法框图,若输入的a,b,c分别为21,32,75,则输出的a,b,c分别是( ). A.75,21,32 B.21,32,75 C.32,21,75 D.75,32,21 5.下面的语句执行后输出的结果为______. A=2; B=3; B=A*A; A=A+B;
B=B+A; 输出A,B. 6.阅读如图所示的算法框图,若输入a=12,则输出a=________. 7.三个变量x,y,z,试将x置换给y,y置换给z,z置换给x,如图画出的算法框图正确吗?如果不正确,请加以改正. 8.已知函数f(x)=3x-4,求f[f(3)]的值,设计一个算法,并画出算法框图.
参考答案 1.答案:A 2.答案:B 3.解析:“a=b”的含义是把b的值赋给a.选项A得到的结果是a=2,b=2;选项B得到的结果是a=1,b=1;选项C中c的值不明确;选项D正确. 答案:D 4.解析:算法框图的运行过程是: a=21; b=32; c=75; x=21; a=75; c=32; b=21; 则输出75,21,32. 答案:A 5.答案:6,10 6.解析:输入a=12,该算法框图的执行过程是 a=12, b=12-6=6, a=12-6=6. 输出a=6. 答案:6 7.分析:所给的算法框图表示的算法为: 1.y=x,使y的值变为了x; 2.z=y,此时的y应为上一步的y,而非原题中的y,因此其结果是z的值也变为了x;
起重机的组成及工作原理 起重机由驱动装置、工作机构、取物装置、操纵控制系统和金属结构组成。通过对控制系统的操纵,驱动装置将动力的能量输入,转变为机械能,在传递给取物装置。取物装置将被搬运物体与起重机联系起来,通过工作机构单独或组合运动,完成物体搬运任务。可移动金属结构将各组成部分连接成一个整体,并承载起重机的自重和吊重。 起重机的组成及工作原理 图2-3起重机的工作原理 一、驱动装置 驱动装置是用来驱动工作机构的动力设备。常见的驱动设备有电力驱动、内燃机驱动和人力驱动等,电能是清洁、经济的能源,电力驱动是现代起重机的主要驱动方式。 二、工作机构 工作机构包括:起升机构、运行机构。 a)起升机构是用来实现物体的垂直升降的机构是任何起重机部可缺少的部分,因此它是起重机最主要、最基本的机构。 b)运行机构是通过起重机或起升小车来实现水平搬运物体的机构,可分为有轨运行和无轨运行。 三、取物装置 取物装置是通过吊钩将物体与起重机联系起来进行物体吊运的装置。根据被吊物体不同的种类、形态、体积大小,采用不同种类的取物装置。合适的取物装置可以减轻工作人员的劳动强度,大大提高工作效率。防止吊物坠落,保证工作人员的安全和吊物不受损伤时对取物装置安全的基本要求。 四、金属结构 金属结构是以金属材料轧制的型钢和钢板做为基本构件,通过焊接、铆接、螺栓连接等方法,按一定的组成规则连接,承受起重机的自重和载荷的钢结构。
金属结构的重量大约是整台起重机的40%-70%左右,重型起重机可达到90%;金属结构按照它的构造可分为实腹式和格构式两类,组成起重机的基本受力构件。起重机金属结构的工作特点有受力复杂、自重大、耗材多和整体可移动性。起重机的金属结构是起重机的重要组成部分,它是整台起重机的骨架,将起重机的机械和电气设备连接组合成一个有机的整体,承受和传递作用在起重机上的各种载荷并形成一定的作业空间,以便使起吊的重物搬运到指定的地点。 五、控制操纵系统 通过电气系统控制操纵起重机各机构及整机的运动,进行各种起重作业。 控制操纵系统包括各种操纵器、显示器及相关元件和线路,是人机对话的接口。该系统的状态直接影响到起重机的作业、效率和安全等。 起重机与一般的机器的显着区别是庞大、可移动的金属结构和多机构组合工作。间歇式的循环作业、起重载荷的不均匀性、各机构运动循环的不一定性、机构负载的不等时性、多人参与的配合作业的特点,又增加了起重机的复杂性、安全隐患多、危险范围大。 纽科伦(新乡)起重机有限公司
壓鑄机的基本构造与成型原理 壓鑄工業源于十九世紀三十年代的美國,至二十世紀初鋁合金鑄造已成為商業所應用,壓鑄工業目前已發展成為多种合金進行壓鑄的行業,包括鋁合金、鋅合金、鎂合金和銅合金的鑄件。在一些地方,也在詴驗黑色金屬壓鑄。壓鑄件產品中占最大比重的是鋁合金鑄件,占30%--50%;其次為鋅合金鑄件;銅合金鑄件只占壓鑄件總產量的1%--2%。應用最多的是汽車、拖拉机制造工業;其次是儀表制造和電子儀器工業;此外還有農業机械、國防工業、計算机、醫療机械制造業中,壓力鑄造也用得較多。用壓鑄方法生產最大鋁合金鑄件重量可達50KG,鑄件最大直徑2米,最輕的壓鑄件只有几克。用壓鑄生產的零件有發動机气缸体、气缸蓋、變速箱、發動机罩、儀表和照相机的殼体和支架、管接頭、齒輪等。 第一章壓鑄的基本概念 一、壓鑄的定義 壓鑄根据其發展過程,各個時期的定義有所不同,目前壓鑄行業普遍接受的壓鑄定義為:在高壓下,將熔融金屬壓入精密的金屬模具內,在短時間內獲得高精度且良好鑄造表面的鑄件,這其中包含了下述的几個要素: 1.制成精密的金屬壓鑄模具; 2.配以可以開閉模具和可以壓入金屬溶液的裝置; 3.將鋁液以高壓方式壓入封閉的模具內; 4.冷卻后將模具打開; 5.可將鑄件從模具型腔內自動頂出的裝置; 6.反复進行上述過程動作且大批量生產。 二、壓鑄工藝過程 壓鑄工藝流程可用下圖來簡略地表示: 三、壓鑄的特點 (一)与其它鑄造方法相比,壓力鑄造有以下几方面优點: 1.鑄件的尺寸精度高,尺寸偏差小后續加工少; 2.表面光滑,可獲得良好的光洁度; 3.可以壓鑄形狀复雜的薄壁鑄件;
4.在壓鑄中可嵌鑄其它材料(如電熱管)的零件; 5.設計自由度大,可降低后續加工費用; 6.具有高的生產率,過程易于自動化,一般冷壓室壓鑄机平均每班可壓鑄600~700模次,我們公司201PH机种最高記錄為1692模此/班2人。 (二)壓鑄的主要特點: 1.壓鑄時由于液体金屬在腔內的流動速度极高,液流會包住大量空气,最后以气孔形式留在鑄件中,所以用一般壓鑄方法得到的鑄件不能進行較多余量的机械加工。但鑄孔并不是不可以改善,通過改進模具設計、成型工藝,可大幅度減少鑄孔的產生。 2.對內凹复雜的鑄件,壓鑄最為困難; 3.高熔點合金(如銅、黑色金屬)壓鑄時壓鑄模具壽命低; 4.不宜小批量生產,因壓鑄模具制造成本高,壓鑄机生產效率高,小批量生產經濟上不合理。 第二章壓鑄机的基本构造 一、壓鑄机的种類 壓鑄机一般分為熱壓室壓鑄机和冷壓室壓鑄机兩大類。冷壓室壓鑄机按其壓室結构和布置方式分為臥式壓鑄机和立式壓鑄机兩种,臥式壓鑄机液体金屬進入型腔流程壓力損失小,有利于傳遞最終壓力,便于提高比壓,故使用最廣。 二、這里介紹的是我們公司選用的臥式冷室壓鑄机的結构。 壓鑄机主要有開合模結构,壓射結构,動力系統和控制系統等組成。 (一)合模机构: 開合模及鎖模机构統稱為合模机构,是帶動壓鑄模的活動模部分進行壓鑄的開合机构。推動活動模合模的力稱為合模力。由于充填時壓力的作用,合攏的壓鑄模仍有被脹開的可能,故合模机构有鎖緊壓鑄模的作用,鎖緊壓鑄模的力稱為鎖模力,一般鎖模力等于或小于壓鑄机額定合模力的85%,開模力為鎖模力的1/8—1/16,隨机种而异。 合模机构的傳動形式包括動力式(即全液壓式)和机械式兩种。而机械式又分為曲肘式、斜模式和混合式三种,我們公司壓鑄机采用得是曲肘式。此机构由三塊座板組成,并且用四根導柱將其串聯起來,中間是活動模板,由合模缸的活塞杆經過曲肘机构來帶動,動作過程如下:當液壓軸進入合模缸時,推動合模活塞帶動連杆,使三角形鉸鏈擺動。通過力臂將力傳給動模,產生合模動作,要求活動模和固定模閉合時成一直線,亦稱為“死點”,即利用這個“死點”進行鎖模。 (1)合模力大,曲肘連杆系統可將合模缸推力放大16—26倍,這樣合模缸直徑可大大減小,同時高壓油的耗量也顯著減少。 (2)運動特性好合模速度快,在合模中曲肘离“死點”越近,動模移動速度越慢,使活動模与固定模緩慢閉合;同樣在剛開模時,動模運動速度也慢,這利于防止開模時將產品拉裂,也有利于頂出鑄件。 (3)合模机构剛性大。 (4)控制系統簡單 曲肘合模机构缺點是對曲肘系統的轉軸和軸套材料,加工精度和潤滑要求高。 (二)壓射机构 壓射机构是實現壓鑄工藝的關鍵部分,它的結构性能決定了壓鑄過程中的壓射速度、增壓時間等主要參數。
履带式起重机的组成及工作原理 来源: 本站发表日期:08-01-18 09:11 编辑: lxh 一、履带式起重机概况 履带式起重机是在行走的履带式底盘上装有行走装置、起重装置、变幅装置、回转装置的起重机。履带式起重机有一个独立的能源,结构紧凑、外形尺寸相对较小,机动性好,可满足工程起重机流动性的要求,比较适合建筑施工的需要,达到作业现场就可随时技入工作。 履带式起重机按传动方式不同,可分为机械式、液压式和电动式三种。其中,机械式又分为内燃机一机械驱动和电动一机械驱动两种。 目前,工程起重机通常采用以下复合驱动方式: 内燃机一电力驱动内燃机一电力驱动与外接电源的电力驱动的主要区别是动力源不同,前者采用独立的内燃机作动力源,后者外接电网电源。内燃机一电力驱动通常是由柴油机驱动发电机发电,把内燃机的机械能转化为电能,传送到工作机构的电动机上,再变为机械能带动工作机构运转。 内燃机一液压驱动内燃机一液压驱动在现代工程起重机中得到了越来越广泛的应用,主要原因一是柴油发动机机械能转化为液压能后,实现液压传动有许多优越性,二是由于液压技术发展很快,使起重机液压传动技术日趋完美。 二、履带式起重机的组成部分 如下图所示,履带式起重机主要由下列几部分组成。
1. 取物装置 履带式起重机的取物装置主要是吊钩(抓斗、电磁吸盘等作为附属装置)。 2. 吊臂 用来支承起升钢丝绳、滑轮组的钢结构,它可以俯仰以改变工作半径。它直接装在上部回转平台上。吊臂可以根据施工需要在基本吊臂基础上接长。在必要时,还可在主吊臂的顶端装一吊臂,扩大作业范围,这种吊臂称副臂。 3. 上车回转部分 它是在起重作业时可以回转的部分包括装在回转平台上除吊臂、配重、吊钩等以外的全部
起重机的机械组成及工 作原理 Document number:NOCG-YUNOO-BUYTT-UU986-1986UT
起重机的组成及工作原理 起重机由驱动装置、工作机构、取物装置、操纵控制系统和金属结构组成。通过对控制系统的操纵,驱动装置将动力的能量输入,转变为机械能,在传递给取物装置。取物装置将被搬运物体与起重机联系起来,通过工作机构单独或组合运动,完成物体搬运任务。可移动金属结构将各组成部分连接成一个整体,并承载起重机的自重和吊重。 起重机的组成及工作原理 图2-3起重机的工作原理 一、驱动装置 驱动装置是用来驱动工作机构的动力设备。常见的驱动设备有电力驱动、内燃机驱动和人力驱动等,电能是清洁、经济的能源,电力驱动是现代起重机的主要驱动方式。 二、工作机构 工作机构包括:起升机构、运行机构。 a)起升机构是用来实现物体的垂直升降的机构是任何起重机部可缺少的部分,因此它是起重机最主要、最基本的机构。 b)运行机构是通过起重机或起升小车来实现水平搬运物体的机构,可分为有轨运行和无轨运行。 三、取物装置 取物装置是通过吊钩将物体与起重机联系起来进行物体吊运的装置。根据被吊物体不同的种类、形态、体积大小,采用不同种类的取物装置。合适的取物装置可以减轻工作人员的劳动强度,大大提高工作效率。防止吊物坠落,保证工作人员的安全和吊物不受损伤时对取物装置安全的基本要求。 四、金属结构 金属结构是以金属材料轧制的型钢和钢板做为基本构件,通过焊接、铆接、螺栓连接等方法,按一定的组成规则连接,承受起重机的自重和载荷的钢结构。 金属结构的重量大约是整台起重机的40%-70%左右,重型起重机可达到90%;金属结构按照它的构造可分为实腹式和格构式两类,组成起重机的基本受力构件。起重机金属结构的工作特点有受力复杂、自重大、耗材多和整体可移动性。起重机的金属结构是起重机的重要组成部分,它是整台起重机的骨架,将起重机的机械和电气设备连接组合成一个有机的整体,承受和传递作用在起重机上的各种载荷并形成一定的作业空间,以便使起吊的重物搬运到指定的地点。
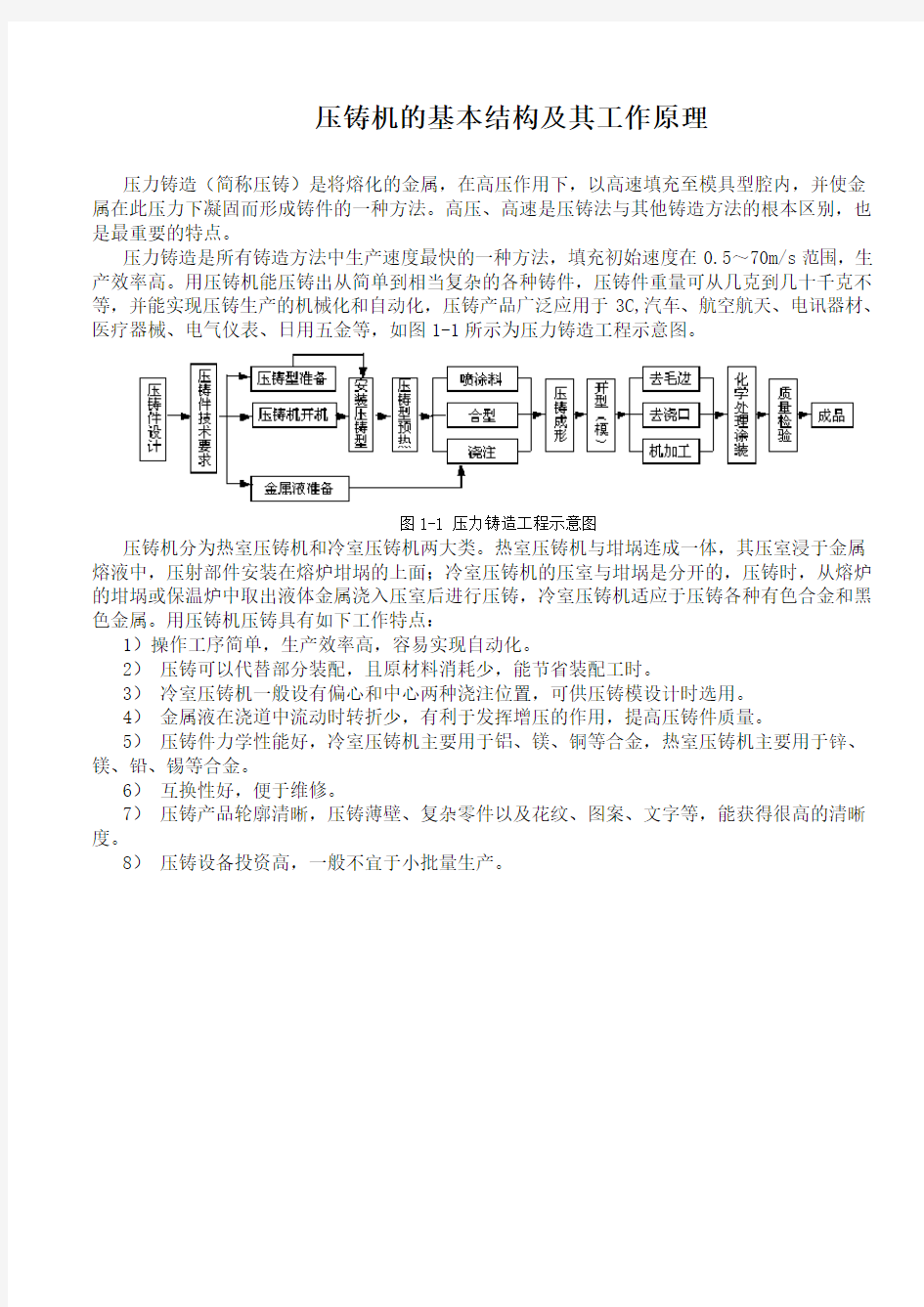
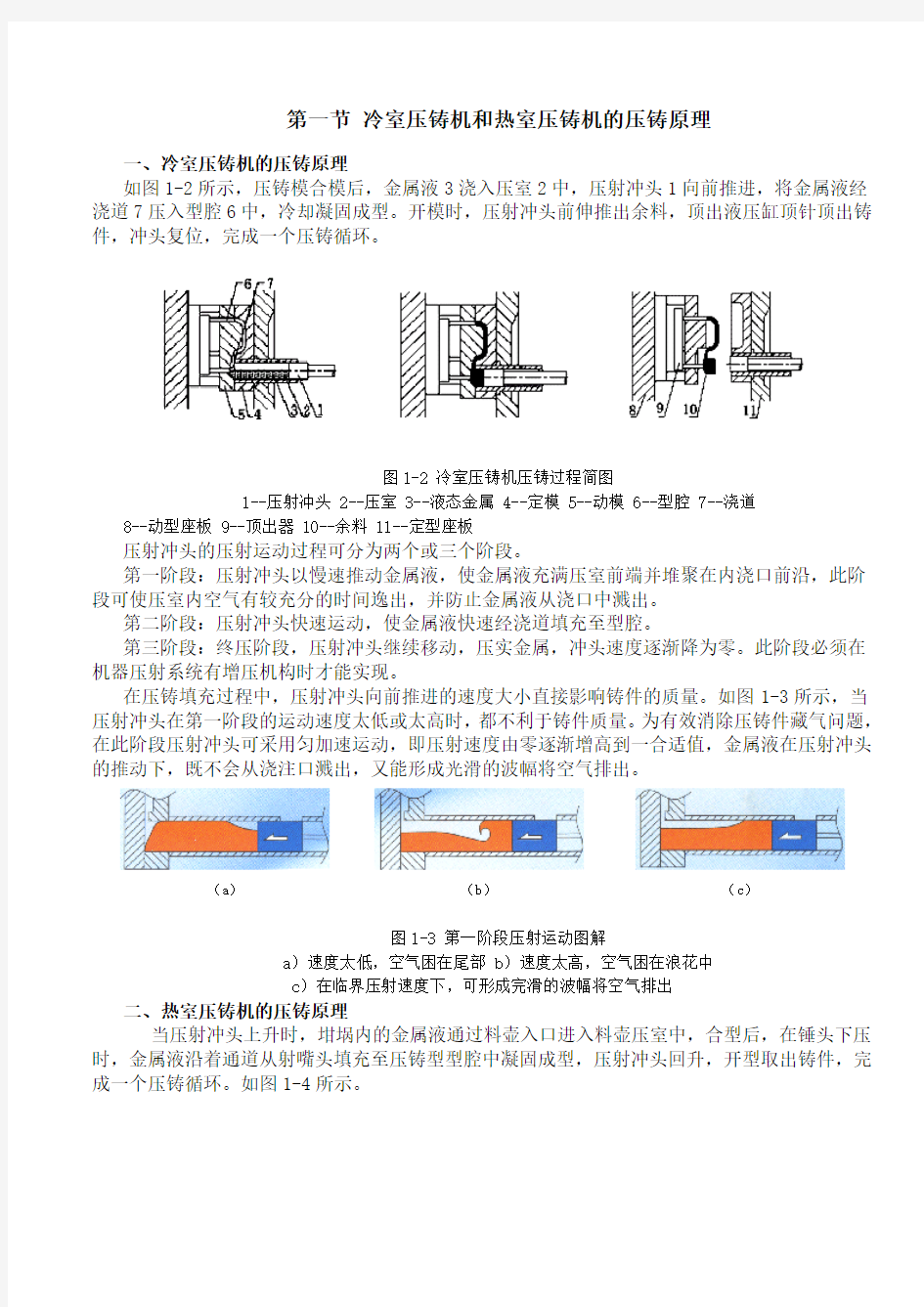
第一章卧式冷室压铸机的构成与工作原理 压力铸造(简称压铸)是将熔化的金属,在高压作用下,以高速填充至型(模)具型腔内,并使金属在此压力下凝固而形成铸件的一种方法。高压、高速是压铸法与其他铸造方法的根本区别,也是最重要的特点。 压力铸造是所有铸造方法中生产速度最快的一种方法,填充初始速度在0.5~70m/s范围,生产效率高。用压铸机能压铸出从简单到相当复杂的各种铸件,压铸件重量可从几克到几十千克不等,并能实现压铸生产的机械化和自动化,压铸产品广泛应用于汽车、航空航天、电讯器材、医疗器械、电气仪表、日用五金等,如图1-1所示为压力铸造工程示意图。 图1-1 压力铸造工程示意图 压铸机分为热室压铸机和冷室压铸机两大类。热室压铸机与坩埚连成一体,其压室浸于金属熔液中,压射部件安装在熔炉坩埚的上面;冷室压铸机的压室与坩埚是分开的,压铸时,从熔炉的坩埚或保温炉中取出液体金属浇入压室后进行压铸,冷室压铸机适应于压铸各种有色合金和黑色金属。用压铸机压铸具有如下工作特点: 1)操作工序简单,生产效率高,容易实现自动化。 2)压铸可以代替部分装配,且原材料消耗少,能节省装配工时。 3)卧式冷室压铸机一般设有偏心和中心两种浇注位置,可供压铸型(模)设计时选用。4)金属液在浇道中流动时转折少,有利于发挥增压的作用,提高压铸件质量。 5)压铸件力学性能好,以铝合金、镁合金为例(见表1-1)说明。 6)互换性好,便于维修。 7)压铸产品轮廓清晰,压铸薄壁、复杂零件以及花纹、图案、文字等,能获得很高的清晰度。 8)压铸设备投资高,一般不宜于小批量生产。 表1-1 铝合金、镁合金不同铸造方法力学性能 注:① WCu 、WAl分别表示Cu 、Al的质量分数。 如图1-2所示为全自动镁合金卧式冷室压铸机在压铸生产时其设备配备图,其中压铸机是压铸生产的主导设备,其他各设备也都起着不可缺少的作用 图1-2是力劲机械厂有限公司生产的全自动化镁合金卧式冷室压铸机压铸生产时其设备配备图 图1-2 压力生产设备图 1--定量输送泵 2--压铸机 3--型(模)具加热器 4--喷涂装置 5--取件机械手 6--熔化炉7--预热炉 8--边角料传送带 9--压边机 10--压铸件传送带 11--废品传送带 第一节卧式冷室压铸机压铸原理 如图1-3所示,压铸型(模)合型(模)后,金属液3浇入压室2中,压射冲头1向前推进,将金属液经浇道7压入型腔6中,冷却凝固成型。开型(模)时,压射冲头前伸推出余料,顶出液压缸顶针顶出铸件,冲头复位,完成一个压铸循环。 图1-3 卧式冷室压铸机压铸过程简图 1--压射冲头 2--压室 3--液态金属 4--定模 5--动模 6--型腔 7--浇道 8--动型座板 9--顶出器 10--余料 11--定型座板
北师大版2.2《算法的基本结构及设计》 w o r d教案3篇 -CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
高一数学算法的基本结构及设计北师大版 【本讲教育信息】 一. 教学内容: 算法的基本结构及设计 二. 学习目标 1、通过模仿、操作、探索,经历通过设计流程图表达解决问题的过程。在具体问题(如三元一次方程组求解等问题)的解决过程中,理解流程图的三种基本逻辑结构:顺序结构、选择结构和循环结构; 2、经过分析具体问题,抽象出算法的过程,培养抽象概括能力、语言表达能力和逻辑思维能力; 3、通过算法实例,体会构造性的思想和方法。 三、知识要点 1、流程图——为了使算法的结构更加清晰,可借助图来帮助描述算法。描述算法的图称为算法流程图或算法框图,简称流程图或框图。 一般地,我们把“开始”、“结束”框(起止框)画成圆角矩形: 把“输入”、“输出”框画成平行四边形: 把“计算”框(数据处理框)画成矩形: 把“判断”框画成菱形:
2、顺序结构——按照步骤依次执行的一个算法称为具有“顺序结构”的算法,或者称为算法的顺序结构。 3、选择结构——在执行下一个步骤之前需要先进行判断,判断的结果决定后面的步骤,这样的结构称为选择结构。 4、变量——在研究问题的过程中,可以取不同数值的量称为变量。 5、赋值——将某一数值赋给变量的过程称为赋值。在计算机程序设计中,赋值是通过赋值语句实现的,所赋的值可以是数字,也可以是字符串或表达式。不同的程序设计语言中,赋值语句的写法是不一样的,如将数值1赋给变量x,在VB中是用“x=1”实现的,而在C语言中是用“int x=1”实现的。再如,“x=x+1”这个赋值语句执行后,会将此前计算的x的值再加1后的和赋给x (即使得x的值增加了1)。
第2章压铸设备 2.1 压铸机的工作原理与分类 2.1.1 压铸成型特点 熔融合金在高压、高速条件下充型,并在高压下冷却凝固成型的一种精密铸造方法。 压铸特点: ①压铸件尺寸精度和表面质量高; ②压铸件表层组织致密,硬度和强度较高,表层较耐磨。 ③可采用镶铸法简化装配和制造工艺; ④生产率高,易实现机械化和自动化; ⑤由于压铸速度极快,型腔气体难于完全排除,厚壁难以补缩,使压铸件易出现气孔和缩松; ⑥压铸模具结构复杂、材料及加工的要求高。 2.1.2 压铸机的分类、型号 1.分类 按熔炼炉设置、压射装置、锁模装置布局等。 热压室压铸机 卧式冷压室压铸机 立式冷压室压铸机 全立式冷压室压铸机 2.型号 J1113B J表示金属性铸造设备;第一位数字表示所属列,共有两列,“1”为冷压室,“2”为热压室;第二位数字表示所属“组”,共有9组,“1”表示卧式,“5”表示立式;第二位数字后数字表示锁模力的1/100kN;型号后的字母表示第几次改型设计。 2.1.3 压铸机的工作原理 2.1. 3.1 热压室压铸机
热压室压铸机工作原理图 1-动模;2-定模;3-喷嘴;4-压射冲头;5-压室;6-坩埚 a-压室通道;b-鹅颈嘴;c-鹅颈通道 压射部分与金属熔化部分连为一体,并浸在金属液中。鹅颈嘴b的高度应比坩埚内金属液最高液面略高,使金属液不致自行流入模腔。 模具闭合。压射时,冲头向下封住通道a时,压室、鹅颈通道、模腔构成密闭系统。冲头以一定的推力和速度将金属液压入模腔,充满型腔并保压适当时间后,冲头提升复位。 2.1. 3.2 立式冷压室压铸机 锁模部分呈水平设置,负责模具的开、合及压铸件的顶出。压射部分呈垂直设置,压室与金属熔炉分开。压铸时,模具闭合,舀取一定金属液倒入压室,反料冲头应上升堵住浇道b,以防金属液自行流入模腔。当压射冲头下降接触金属液时,返料冲头随压射冲头下移,使压射室与模具浇道相通,金属液迅速充满模腔a 。冷却后,压射冲头上升复位,反料冲头往上移动,切断余料e并将其顶出压室,接着开模顶出压铸件。 立式冷压室压铸机工作原理图 a)合模;b)压射;c)开模、取件 1-动模;2-定模;3-压射冲头;4-压室;5-反料冲头 a-模腔;b-浇道;c-金属液;d-压铸件;e-余料 2.1. 3.3 卧式冷压室压铸机 压室与熔炉分开设置,压室水平布置,并可从锁模中心向下偏移一定距离。 压铸时,金属液c注入压室→冲头向前压射→金属液经内浇道a压射入模腔b→保压冷却→开模,同时,冲头继续前推,将余料e推出压室,让余料随动模1移动,压射冲头复位。动模开模结束、顶出压铸件d,再合模。
第2章压铸设备 2.1压铸机的工作原理与分类 2.1.1压铸成型特点熔融合金在高压、高速条件下充型,并在高压下冷却凝固成型的一种精密铸造方法。压铸特点: ①压铸件尺寸精度和表面质量高; ②压铸件表层组织致密,硬度和强度较高,表层较耐磨。 ③可采用镶铸法简化装配和制造工艺; ④生产率高,易实现机械化和自动化; ⑤由于压铸速度极快,型腔气体难于完全排除,厚壁难以补缩,使压铸件易出现气孔和缩松; ⑥压铸模具结构复杂、材料及加工的要求高。 2.1.2压铸机的分类、型号 1 .分类 按熔炼炉设置、压射装置、锁模装置布局等。 热压室压铸机卧式冷压室压铸机立式冷压室压铸机全立式冷压室压铸机 2 .型号 J1113B J表示金属性铸造设备;第一位数字表示所属列,共有两列,“1”为冷压室, 字表示所属“组”,共有9组,“1 ”表示卧式,“ 5 ”表示立式;第二位数字后数字表示锁模力的型号后的字母表示第几次改型设计。 2.1.3 压铸机的工作原理 2.1. 3.1 热压室压铸机 热压室压铸机工作原理图 2 ”为热压室;第二位数 1/100kN;
1-动模;2-定模;3-喷嘴;4-压射冲头;5-压室;6-坩埚 a-压室通道;b-鹅颈嘴;c-鹅颈通道 压射部分与金属熔化部分连为一体,并浸在金属液中。鹅颈嘴b的高度应比坩埚内金属液最高液面略高, 使金属液不致自行流入模腔。 模具闭合。压射时,冲头向下封住通道a时,压室、鹅颈通道、模腔构成密闭系统。冲头以一定的推力和 速度将金属液压入模腔,充满型腔并保压适当时间后,冲头提升复位。 2.1. 3.2 立式冷压室压铸机 锁模部分呈水平设置,负责模具的开、合及压铸件的顶出。压射部分呈垂直设置,压室与金属熔炉分开。 压铸时,模具闭合,舀取一定金属液倒入压室,反料冲头应上升堵住浇道b,以防金属液自行流入模腔。 当压射冲头下降接触金属液时,返料冲头随压射冲头下移,使压射室与模具浇道相通,金属液迅速充满模腔a。冷却后,压射冲头上升复位,反料冲头往上移动,切断余料e并将其顶出压室,接着开模顶出压铸 件。 立式冷压室压铸机工作原理图 a)合模;b)压射;c)开模、取件 1-动模;2-定模;3-压射冲头;4-压室;5-反料冲头 a-模腔;b-浇道;c-金属液;d-压铸件;e-余料 2.1. 3.3 卧式冷压室压铸机 压室与熔炉分开设置,压室水平布置,并可从锁模中心向下偏移一定距离。 压铸时,金属液c注入压室T冲头向前压射T金属液经内浇道a压射入模腔b T保压冷却T开模,同时, 冲头继续前推,将余料e推出压室,让余料随动模1移动,压射冲头复位。动模开模结束、顶出压铸件d , 再合模。 卧式冷压室压铸机工作原理图 a)合模;b)压射;c)开模、取件 1-动模;2-定模;3-压室;4-压射冲头; a-内浇道;b-模腔;c-金属液;d-压铸件;e-余料 2.1. 3.4 全立式冷压室压铸机 (1 )压射冲头上压式压铸机
《程序的基本结构》教学设计 一、教学目标 1.知识与技能 让学生掌握顺序、选择、循环三种基本结构,能够使用三种基本结构编写简单的程序解决具体问题。 2.过程与方法 通过具体实例,让学生理解三种结构的基本思想,并对流程图和程序语言进行对照分析,提高学生分析问题的能力,增强学生利用程序设计语言解决实际问题的信心和能力。 3.情感态度与价值观 培养学生对程序设计的兴趣,帮助学生探究计算机解决问题的神秘面纱,鼓励学生自主探索计算机软件的设计,注重学生协作学习习惯的养成。 二、学生分析 在普通高中数学课程中,学生已经对三种基本逻辑结构——顺序、条件分支、循环有了一定的认识。如果学生对数学课中的这部分内容掌握的不够好,则在教学中应注重指导学生理解顺序结构、选择结构和循环结构的基本思想,加强对程序流程图和程序语言进行对照分析;如果学生已经掌握,则在教学中应引导学生对基本结构进行归纳总结。 从前几节的学习来看,有一部分学生对程序设计的兴趣不高,一方面是由于高中阶段学习负担很重,对于信息技术课程的认识不够,另一方面是由于网络的普及也对课程的学习产生了不小的负面影响,而且算法与程序设计本身也比较枯燥,鉴于这种情况,本课程设计的原则是分组探究,结合实际的数学问题,画出相应的流程图,通过适当的引导,再转化成具体实现语句和程序,使学生运用VB程序设计语言的基本知识,学会问题解决的结构化方法,编写程序,体验成功的快乐。 三、教材分析 1.本节的作用和地位 用任何高级语言编写的程序都可分解为三种结构:顺序结构、选择结构和循环结构。牢固掌握这三种基本结构,是学习程序设计的基本要求,是编写出结构清晰、易读易懂程序的前提。同时,本节也将为下一章“算法的程序实现”打下基基础。 2.本节主要内容 在高中阶段,学习程序设计毕竟不同于专业训练,因此,我们应精心选择能激发学生兴趣的实例,帮助学生完成从数学中的“算法”到程序中算法的过度。本课首先用交流讨论解决“已知三边求三角形面积”的算法,画出流程图,转化成程序代码,引入顺序结构,然后依次加强约束条件,逐步修正算法和相应的流程图,引入选择、循环结构,总结出结构的共性,最后是编程实现,巩固和加深对基本结构的认识。 3.重点难点分析 教学重点:引导学生探究问题的算法,画出流程图,然后与程序语言的实现语句进行对照分析,使学生能正确的使用程序语言实现三种基本结构。 教学难点:任何一门程序设计语言,对三种基本结构实现语句的格式都有严格要求,因此,在帮助学生建立算法思想和程序设计认知的同时,应注重培养学生规范编程并养成良好编程习惯。三种结构实现语句的格式和功能,以及同种结构的不同语句之间的差异是本节重点。当然,本节主要还是让学生理解顺序结构、选择结构、循环结构的基本思想,在后续的程序编写中还将不断用到这三种结构,学生可逐步掌握。 4.课时要求:1课时 四、教学理念
压铸的工作原理 一.压铸机的分类及其工作方式 压铸机的分类方法很多,按使用范围分为通用压铸机和专用压铸机;按锁模力大小分为小型机(≤4 000 kN)、中型机(4 000 kN~10 000 kN)和大型机(≥10 000 kN);通常,主要按机器结构和压射室(以下简称压室)的位置及其工作条件加以分类,各种类型的压铸机的名称 压铸机 热室压铸机 冷室压铸机 常规热室压铸机 卧式热室压铸机 立式冷室压铸机 卧式冷室压铸机 全立式冷室压铸机 压铸机由下列各部分组成。 (1)合模机构 驱动压铸模进行合拢和开启的动作。当模具合拢后,具有足够的能力将模具锁紧,确保在压射填充的过程中模具分型面不会胀开。锁紧模具的力即称为锁模力(又称合型力),单位为千牛(kN),是表征压铸机大小的首要参数。 (2)压射机构 按规定的速度推送压室内的金属液,并有足够的能量使之流经模具内的浇道和内浇口,进而填充入模具型腔,随后保持一定的压力传递给正在凝固的金属液,直至形成压铸件为止。在压射动作全部完成后,压射冲头返回复位。 (3)液压系统 为压铸机的运行提供足够的动力和能量。 (4)电气控制系统 控制压铸机各机构的执行动作按预定程序运行。 (5)零部件及机座 所有零部件经过组合和装配,构成压铸机整体,并固定在机座上。 6)其他装置 先进的压铸机还带有参数检测、故障报警、压铸过程监控、计算机辅助的生产信息的存储、调用、打印及其管理系统等。 (7)辅助装置 根据自动化程度配备浇料、喷涂、取件等装置。
立式冷室压铸机的工作方式 立式冷室压铸机的工作方式如图5。压室7呈垂直放置,而上冲头8处于压室上方(图上方的位置),下冲头10则位于堵住喷嘴5孔口处,以免金属液浇入压室内自行流入喷嘴孔。模具的开、合动作呈水平移动,开模后,压铸件留在动模。工作步骤如下: (1)合拢模具; (2)以人工或其他方式将金属液浇入压室; (3)上冲头以较低的压射速度下移,进入压室内及至刚接触金属液液面;(4)上冲头转为较高的压射速度压下,而下冲头则与上冲头保持着中间一段存有金属液的相对距离同步地快速下移; (5)当下冲头下移至让出喷嘴孔口时,正好下到最底部而被撑住;于是,上、下冲头一同挤压金属液高速向喷嘴孔(直浇道6的一部分)喷射; (6)金属液通过由喷嘴、浇口套4、定模的锥孔和分流器2组成的直浇道6,从内浇口3填充进入模具型腔; (7)填充完毕,但上冲头仍保持一定的压力,直至型腔内的金属液完全凝固成压铸件1为止;浇道和压室内的金属液分别凝固为直浇口和余料饼9; (8)上冲头提升复位;同时,下冲头向上动作,将尚与直浇口相连的余料饼切离; (9)下冲头继续上升,把余料饼举出压室顶面,再以人工或其他方式取走;(10)下冲头下移复位至堵住喷嘴孔口; (11)打开模具,压铸件和直浇口一同留在动模上,随即顶出并取出压铸件;一旦切离余料饼之后,开模动作可以立即执行,也可以稍缓至适当的时候执行,与下冲头完成上举和复位的动作无关; 至此,完成一次压铸循环。 卧式冷室压铸机的工作方式 卧式冷室压铸机的工作方式如图6所示。压室7呈水平放置,压射冲头5处于压室最右端虚线位置。模具的开、合动作呈水平移动,开模后,压铸件留在动模。工作步骤如下: (1)合拢模具; (2)将金属液以人工或其他方式浇入压室; (3)压射冲头按预定的速度和一定的压力推送金属液,使之通过模具的浇道3,从内浇口2填充进入模具型腔; (4)填充完毕,冲头保持一定的压力,直至金属液完全凝固成为压铸件1为止;这时,浇道和浇口套6(没有浇口套的模具在该处即为连体压室)内的金属液也同时凝固,成为浇口和余料饼4; (5)打开模具,冲头与开模动作同步移动,从而推着余料饼随着压铸件和浇口一同留在动模而脱离定模,到达一定的距离时,冲头便返回复位; (6)开模后,压铸件、浇口和余料饼留在动模上,随即顶出并取出压铸件; 至此,完成一次压铸循环。
第一篇基础知识 第七章起重机的工作原理与构造 本章要求熟悉汽车式起重机泵驱动装置、支腿、回转、伸缩、变幅、起升机构的构造及 其工作原理。熟悉履带式起重机的构造及工作原理。了解起重机的类型,掌握起重机的技术 参数。了解起重机上机电路,掌握起重机系统的液压原理。 第一节起重机的类型及技术参数 一、起重机类型 按构造类型起重机械可分为轻小型起重设备、起重机和升降机三大类。 1、轻小型起重设备 轻小型起重设备一般只有一个升降机构,常见的有千斤顶、电动或手拉葫芦、绞车、滑车等。其特点是轻便,结构紧凑,动作简单。 2、起重机 当起重设备除了具有起升机构以外,还有其他运动机构时,其结构组成必然比单机构的轻小型起重设备复杂得多,我们称这类起重设备为起重机。根据金属结构的类型不同,起重机可分为桥架类型起重机和臂架类型起重机两大类别。其特点是可以使挂在起重吊钩或其他取物装置上的重物在空间实现垂直升降和水平运移。即起重机对重物能同时完成垂直升降和水平移动,在工业和民用建筑工程中作为主要施工机械而得到广泛应用。起重机种类繁多,在建筑施工中常用的为流移动式起重机,包括:塔式起重机、汽车式起重机、轮胎式起重机、履带式起重机等。常用起重机的特点和适用围见表1 - 1。
常见的有垂直升降机、电梯等。升降机类起重设备只有一个升降机构。由于出于安全性考虑,电梯配有完善的安全装置及其他附属装置,其复杂程度是轻小型起重设备不能相比的,所以,列为单独一类。 在所有各类起重机械中,桥架类型起重机和臂架类起重机是使用量最大、功能最强的主体起重设备,现在,我们重点来认识一下起重机械设备中的这一大类别。 (1)桥架类型起重机 桥架类型起重机的最大特点,是以桥形金属结构作为主要承载构件,取物装置悬挂在可以沿主梁运行的起重小车上。桥架类型起重机通过起升机构的升降运动、小车运行机构和大车运行机构的水平运动,在矩形三维空间完成对物料的搬运作业。桥架类型起重机根据结构形式不同还可以进一步分为桥式起重机(俗称为天车、行车)、门式起重机(被称为带支腿的桥式起重机、包括装卸桥和集装箱门式起重机)和缆索起重机(由于跨度太大,用缆索取代了桥形主梁)等。 (2)臂架类型起重机 臂架类型起重机的结构特点是,都有一个悬伸、可旋转的臂架作为主要受力构件。其工作机构除了起升机构外,通常还有旋转机构和变幅机构,通过起升机构、变幅机构、旋转机构和运行机构等四大机构的组合运动,可以实现在圆形或长圆形空间的装卸作业。例如,汽车起重机、轮胎起重机、履带起重机、塔式起重机、门座起重机等。 除了按构造类型分类外,起重机还可以按行驶性能分为有轨运行起重机和无轨运行起重机。有轨运行起重机装有车轮,可以在铺设的轨道上在有限围工作,例如,各种桥架类型起重机、塔式起重机、门座起重机等。无轨运行起重机的运行装置配备橡胶轮胎或履带,常见的各种流动式起重机,它们机动性好,可以在各种路面上长距离行驶,灵活转换作业场地。 大多数起重机是通用式的,广泛应用于车间、仓库、露天堆放场等处。也有许多起重机是专门为特定工作场所或某种工艺服务的。例如,兑铁水起重机、脱锭起重机等冶金起重机,铸造起重机、锻造起重机等服务于热加工的起重机,门座起重机、卸船机等专门用于港口装卸作业的起重机,用于仓储料库的堆垛起重机,还有专门用于海上作业的浮式起重机等。 起重机在许多重要国民经济部门得到广泛使用,成为现代物流和制造业组织生产的基础装备之一。起重机今后发展的方向是进一步增大起重性能,向大型化发展,扩大作业围;增加科技含量,实现机电一体化,提高计算机技术应用水平;增强安全可靠性和作业的舒适性。 二、起重机的技术参数 起重机的主要性能参数包括:起重量、工作幅度、起重力矩、起升高度以及工作速度等,
模块二:三种基本结构及流程控制 C程序的三种基本结构是顺序结构、选择结构、循环结构。这三种结构分别需要借助于特定的语句控制实现。 (1)顺序结构:赋值语句和函数调用语句是控制该结构的主要语句。函数调用语句中最常用的是:scanf( )、printf( )、getchar( )、putchar( )等用于控制输入输出的语句。注意用scanf( )输入变量值时要严格按照格式控制串的形式要求输入,用printf( )输出时要进行相应的格式控制,需要熟记几种格式转换说明符:%c、%s、%d、%f、%lf(当变量为double类型时,在scanf 中必须用%lf,但输出时用%f就可以了)。 练习: 1、已知a、b、c为int型变量,用于输入的语句为: scanf("a=%d,b=%d,c=%d",&a,&b,&c);,若想使a的值为1,b的值为2、c的值为3,应当怎样输入?如果提供的输入方法为1,2,3<回车>,则对应的输入语句是什么? 2、float v=1234.5678;,输出格式为:输出总宽度为10,精 度为3,则应使用语句printf(_______);实现;若输出语句为:printf(“%.3f”,v);,输出的内容为:______ (2)选择结构:用if...else、switch语句配合复合语句、break 语句控制实现。If语句有三种形式:单分支if、双分支if、嵌套if,注意else应与其前最靠近的未匹配过的if相对应,而与对齐的形式无关,每一个else实际上都隐含了一个条件,要充分利用
这些条件分析程序;if后的条件通常是关系表达式,但是实际上可以是任何表达式,仅以该表达式是0或非0来判断条件的假和真。注意:if ( )及else后面都只能控制一条语句,经常需要用到复合语句。 switch语句中特别要注意的是:(1)switch后面的表达式类型应当为整型、字符型、枚举型,而不可以是float或double型,因为表达式的取值必须是离散值。 (2)找到与表达式匹配的常量后开始执行,直到遇到break或语句结束才会停止。因此每一个分支后如果没有及时用break,则继续向下执行,这样,switch结构可以选择多个分支执行(3)这些常量的顺序调整不影响程序的正确性,只要每个分支执行的功能固定就可以了。 练习: 1、已知变量tf为整型,下面的条件语句中,五种表达有一种与 其它四个不等价,它是? A、if (tf ) 语句1; else 语句2; B、if ( tf==0 ) 语句2; else 语句1; C、if (tf!=0 ) 语句1; else 语句2; D、if (!tf ) 语句2; else 语句1; E、if (tf==1 ) 语句1; else 语句2; 2、设以下所有变量均为整型,下列程序所实现的分段函数是?
WCCM300冷室压铸机使用说明书 第四章.液压系统 本机采用双联叶片泵供油,系统设计最高工作压力为140bar,属中高压系统,液压系统保险压力调整为140 bar。系统与各执行油缸的工作压力与运动速度由电液比例阀控制,它按PLC的设定来进行,以增加机器运行的平稳性及节省电能。 4.1油料的选取 4.1.1 液压油的选取 使用高品质、高清洁度的液压油可以确保机械长时间的运转,当液压油注入油箱时需经过15um或更细的过滤网,达到液位表的上限处,因为机械开始运行时,液压油会被吸入配管及液压零件内,因此油量会降至适当的位置(介于液位表上限于下限之间),如果运转过程中出现了油量不足的现象再添加液压油。 液压油不仅作为一种动力传输介质,而且还有润滑金属表面以减少摩擦,并具有防锈之作用,且液压油的黏度及酸碱值会影响阀门及油封的止泄。为了能选择适当的液压油,本公司特别举下列各项油的特性,作为液压油选择时的参考。 ?自由流动且有一定黏度; ?在移动零件中形成合适的密封; ?使用中应没有物理或化学变化; ?防锈、防腐蚀; ?能合适地耐负荷,降低移动零件的磨损; ?根据用途,耐燃烧; ?不易起泡沫; 液压油的的温度对液压油的寿命也会产生很大的影响,它将会严重影响到液压油的粘度,而且它将会引起漏油及油封的老化加速。所以建议使用液压油的温度于15-55°C之间。 过去,在压铸机上主要是使用矿物类型液压油,这种液压油具有耐磨性、稳定性高、密封性能好等特点被广泛使用,但是由于存在容易燃烧或爆炸的危险,近几年日趋改用阻燃的液压流体。水-乙二醇类型的液压流体是目前常被人们推荐的一种,它在安全、便于处理和环保等方面的独特表现也被人们所重视。但它在稳定性、润滑质量、密封性等方面还不