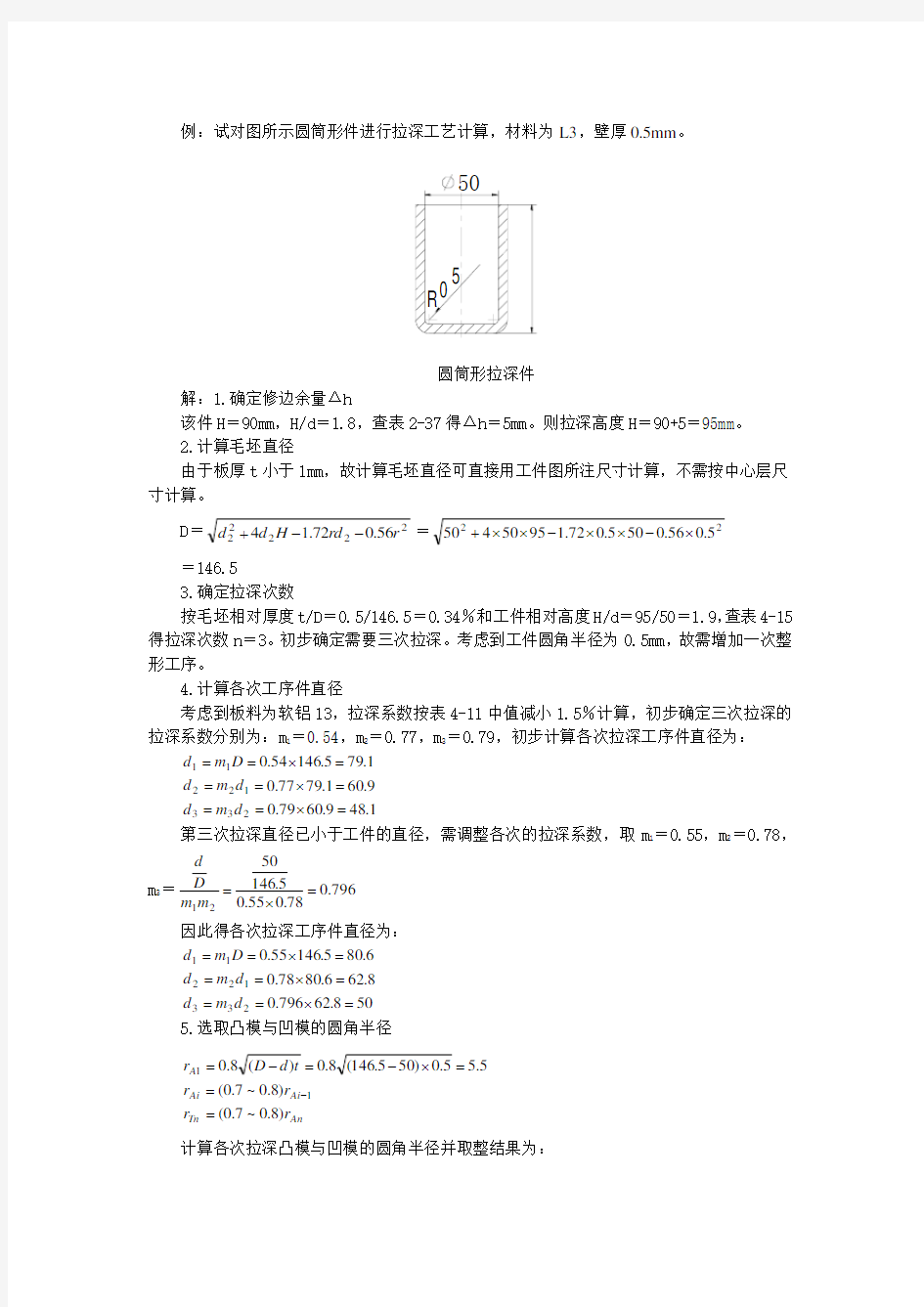
例:试对图所示圆筒形件进行拉深工艺计算,材料为L3,壁厚0.5mm 。
圆筒形拉深件
解:1.确定修边余量Δh
该件H =90mm ,H/d =1.8,查表2-37得Δh =5mm 。则拉深高度H =90+5=95mm 。
2.计算毛坯直径
由于板厚t 小于1mm ,故计算毛坯直径可直接用工件图所注尺寸计算,不需按中心层尺寸计算。
D =2222256.072.14r rd H d d --+=225.056.0505.072.19550450?-??-??+
=146.5
3.确定拉深次数
按毛坯相对厚度t/D =0.5/146.5=0.34%和工件相对高度H/d =95/50=1.9,查表4-15得拉深次数n =3。初步确定需要三次拉深。考虑到工件圆角半径为0.5mm ,故需增加一次整形工序。
4.计算各次工序件直径
考虑到板料为软铝l3,拉深系数按表4-11中值减小1.5%计算,初步确定三次拉深的拉深系数分别为:m 1=0.54,m 2=0.77,m 3=0.79,初步计算各次拉深工序件直径为:
1
.489.6079.09.601.7977.01
.795.14654.023312211=?===?===?==d m d d m d D m d
第三次拉深直径已小于工件的直径,需调整各次的拉深系数,取m 1=0.55,m 2=0.78,
m 3=796.078
.055.05.1465021=?=m m D d
因此得各次拉深工序件直径为:
50
8.62796.08.626.8078.06
.805.14655.023312211=?===?===?==d m d d m d D m d
5.选取凸模与凹模的圆角半径
An Tn Ai Ai A r r r r t d D r )8.0~7.0()8.0~7.0(5
.55.0)505.146(8.0)(8.01
1===?-=-=-
计算各次拉深凸模与凹模的圆角半径并取整结果为:
mm r mm
r mm
r mm
r mm
r mm
r T T T A A A 345456321321======
6.计算各次工序件的高度
将D =146.5;d 1=80.6、r 1=5;d 2=62.8、r 2=4;d 3=50、r 3=3分别代入如下公式:
)56.072.1(4122
n
n n n n n d r r d d D H ++-= 可计算出:
H 1=48.6mm
H 2=71.5mm
H 3=96.1mm
计算拉深工序件的高度是为了设计再拉深模时确定压边圈的高度,再拉深模压边圈的高度应大于前道工序件的高度。
当末次拉深的凸模圆角半径大于拉深件底角半径时,将出现所计算的末次拉深高度H n 大于拉深件高度H ,这是正常的,通过整形,减小底角半径后,高度将减小至拉深件高度H 。