工艺过程卡
零件名称大
孔
凸
模
零
件
编
号
2
材
料Cr12MoV
件
数
1
序号工序
名称
加工简要说明工时设备
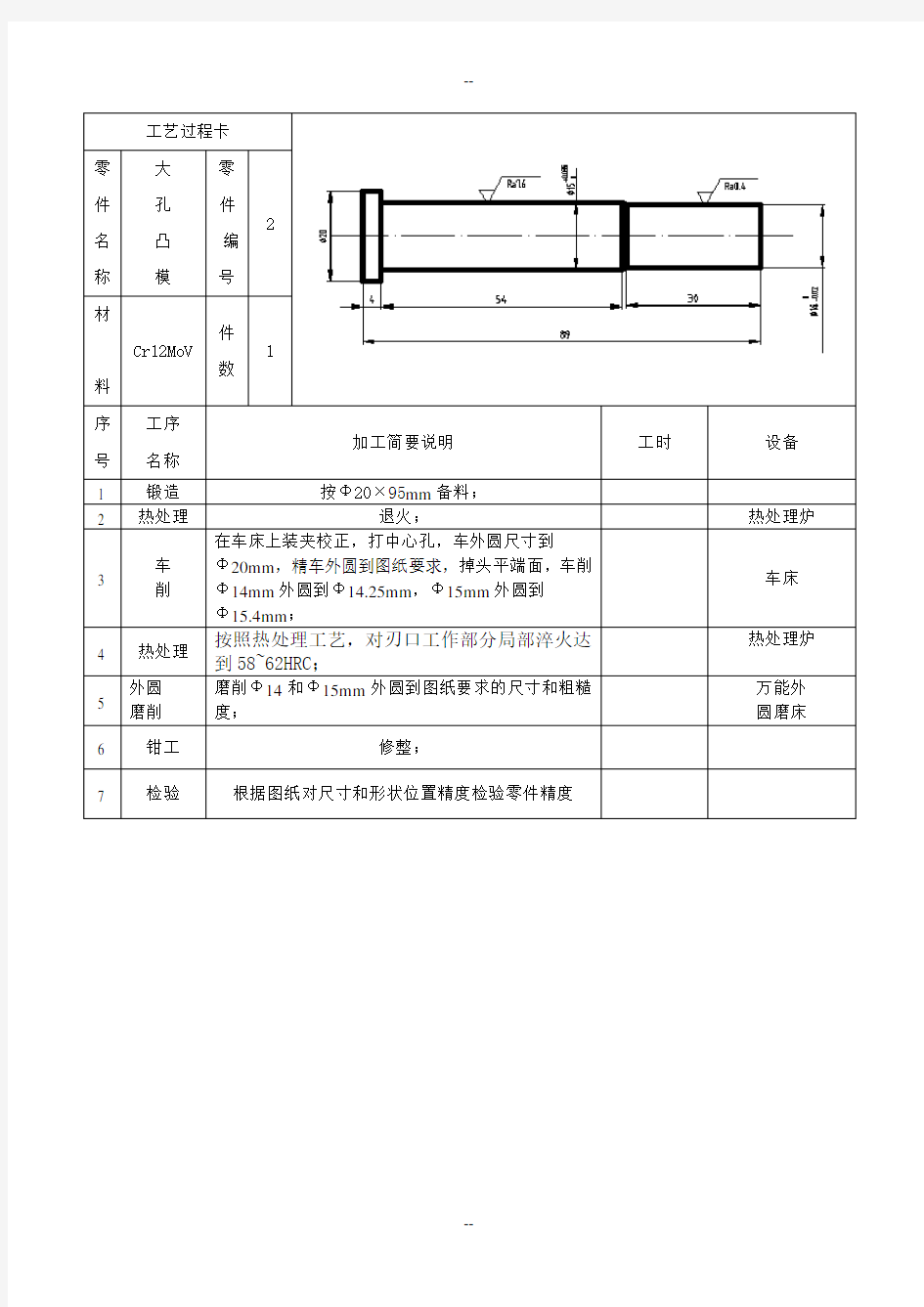
1 锻造按Φ20×95mm备料;
2 热处理退火;热处理炉
3 车
削
在车床上装夹校正,打中心孔,车外圆尺寸到
Φ20mm,精车外圆到图纸要求,掉头平端面,车削
Φ14mm外圆到Φ14.25mm,Φ15mm外圆到
Φ15.4mm;
车床
4 热处理按照热处理工艺,对刃口工作部分局部淬火达
到58~62HRC;
热处理炉
5 外圆
磨削
磨削Φ14和Φ15mm外圆到图纸要求的尺寸和粗糙
度;
万能外
圆磨床
6 钳工修整;
7 检验根据图纸对尺寸和形状位置精度检验零件精度
工艺过程卡
零件名称小
孔
凸
模
零
件
编
号
3
材
料Cr12MoV
件
数
4
序号工序
名称
加工简要说明工时设备
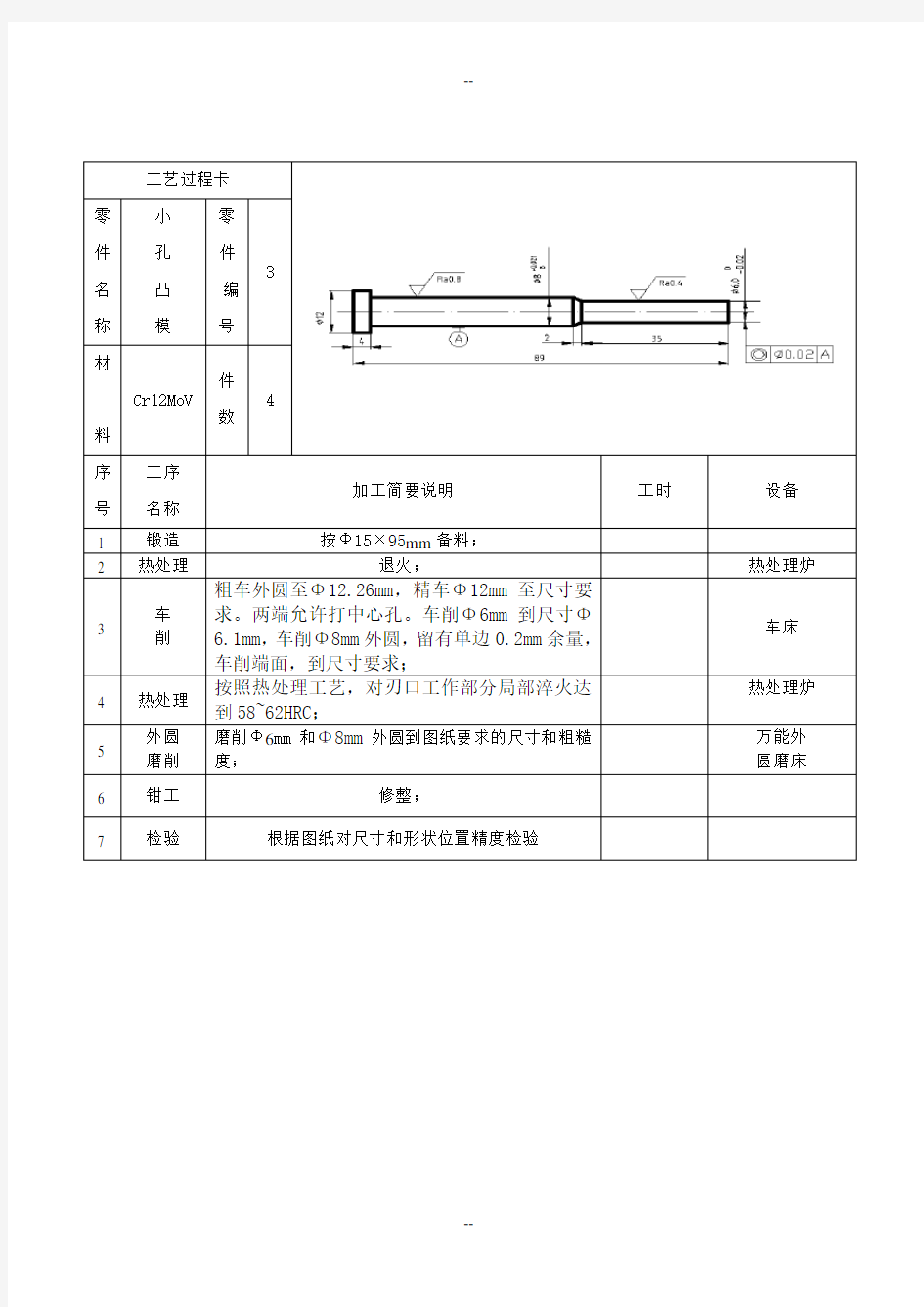
1 锻造按Φ15×95mm备料;
2 热处理退火;热处理炉
3 车
削
粗车外圆至Φ12.26mm,精车Φ12mm至尺寸要
求。两端允许打中心孔。车削Φ6mm到尺寸Φ
6.1mm,车削Φ8mm外圆,留有单边0.2mm余量,
车削端面,到尺寸要求;
车床
4 热处理按照热处理工艺,对刃口工作部分局部淬火达
到58~62HRC;
热处理炉
5 外圆
磨削
磨削Φ6mm和Φ8mm外圆到图纸要求的尺寸和粗糙
度;
万能外
圆磨床
6 钳工修整;
7 检验根据图纸对尺寸和形状位置精度检验
工艺过程卡零
件名称挡
料
销
零
件
编
号
4
材
料T8A
件
数
2
序号工序
名称
加工简要说明工时设备
1 锻造按Φ16×20mm备料;
2 热处理退火;热处理炉
3 车
削
在车床上装夹校正,打中心孔,车削端面,车Φ12mm
和Φ6mm外圆,留单边0.2mm余量并倒角,车削2
×0.2mm的槽至尺寸要求;
车床
4 热处理按热处理工艺,局部淬火达到43~48HRC;热处理炉
5 外圆
磨削
磨削Φ12mm、Φ6mm和Φ12mm下端面,到图纸要
求的尺寸和表面粗糙度;
万能外
圆磨床
6 钳工修整
工艺过程卡零
件名称导
套
零
件
编
号
5
材
料20钢
件
数
2
序号工序
名称
加工简要说明工时设备
1 锻造按Φ55×105mm备料;
2 热处理退火;热处理炉
3 车
削
在车床上装夹校正,打中心孔,粗精车Φ46mm外
圆到尺寸,并倒圆角,车削端面到尺寸,车削Φ38mm
外圆,留单边0.2mm磨削余量,车削Φ28mm的内
孔并且留有单边0.2mm的磨削余量;
车床
4 热处理按热处理工艺,局部淬火达到58~62HRC;热处理炉
5 外圆
磨削
磨削Φ38mm外圆和Φ28mm内孔,到图纸要求的尺
寸和表面粗糙度;
万能外
圆磨床
6 钳工修整
工艺过程卡零
件名称导
柱
零
件
编
号
6
材
料20钢
件
数
2
序号工序
名称
加工简要说明工时设备
1 锻造按Φ35×175mm备料;
2 热处理退火;热处理炉
3 车
削
在车床上装夹校正,打中心孔,车Φ28mm外圆,
留单边0.2mm余量并倒角,车削端面到尺寸要求,
车削4×2mm的槽至尺寸要求;
车床
4 热处理按热处理工艺,局部淬火达到58~62HRC;热处理炉
5 外圆
磨削
磨削左端Φ28mm至图纸要求的尺寸和粗糙度,磨
削中间和右边Φ28mm外圆时注意右端在模具装配
时为过盈配合不可将尺寸磨削成负偏差,符合图纸
要求的尺寸和表面粗糙度即可;
万能外
圆磨床
6 钳工修整
工艺过程卡零
件名称顶
杆
零
件
编
号
7
材
料45钢
件
数
4
序号工序
名称
加工简要说明工时设备
1 锻造按Φ15×115mm备料;
2 热处理退火;热处理炉
3 车
削
在车床上装夹校正,打中心孔,车两端Φ6mm外圆,
留单边0.2mm余量并倒角,车削端面到尺寸要求,
车削2×1mm的槽至尺寸要求,用板牙攻M6的螺
纹;
车床
4 热处理按热处理工艺,局部淬火达到35~40HRC;热处理炉
5 铣削铣削4mm段的六角螺帽;铣床
6 外圆
磨削
磨削左端Φ6mm外圆,到图纸要求的尺寸和表面粗
糙度;
万能外
圆磨床
7 钳工修整
工艺过程卡
零件名称顶
杆
固
定
板
零
件
编
号
8
材
料45钢
件
数
1
序号工序
名称
加工简要说明工时设备
1 锻造按135×85mm备料;
2 热处理退火;热处理炉
3 铣削铣削130×80mm的矩形到尺寸;车床
4 钻削先划线,再用样冲点窝,之后再用Φ3mm的钻头
打底孔,最后按图纸要求依次扩孔,其中M6的螺
纹孔只做到Φ5.3mm;
热处理炉
5 钳工用丝锥手动攻4个M6的内螺纹,并铰削4个Φ10mm 的孔到尺寸;
6 平面
磨削
磨削零件上下表面到图纸要求;平面磨床
7 钳工修整
工艺过程卡
零件名称顶
杆
固
定
板
2
零
件
编
号
9
材
料45钢
件
数
1
序号工序
名称
加工简要说明工时设备
1 锻造按135×85mm备料;
2 热处理退火;热处理炉
3 数控
铣削
因该零件中间部分Φ51mm的大孔无法在钻床上完
成因此在数控铣床上铣削,装夹找正,铣削130×
80mm的外轮廓,铣削Φ51mm的大孔,钻削4个Φ
10mm的孔留有0.2mm的铰削余量,铰孔,翻面,
使用内孔找正铣削130×80mm的外轮廓;
数控铣床
5 平面
磨削磨削上下表面到图纸要求的尺寸和表面粗糙度;平面磨床
6 钳工修整,去毛刺
工艺过程卡
零件名称固
定
凸
凹
模
零
件
编
号
10
材
料Cr12MoV
件
数
1
序号工序
名称
加工简要说明工时设备
1 锻造按Φ85×50mm备料;
2 热处理退火;热处理炉
3 数控
车削
在数控车床上装夹校正,打中心孔,车Φ80mm和Φ26mm外
圆,留单边0.2mm磨削余量,车削端面,镗削内孔Φ13.9mm
的尺寸留0.2mm磨削余量,车削R4和R2的凸球,并留有磨
削余量;
数控车
床
4 钻削钻削4个M6的螺纹孔到Φ5.3mm,2个Φ6mm的销孔,留待
以后调好间隙后配作;
钻床
5 钳工攻螺纹;
6 热处理按热处理工艺,局部淬火达到60~62HRC;热处理炉
7 外圆
磨削
磨削Φ14mm的内孔,磨削Φ26mm和R4、R2的凸球部分,
到图纸要求的尺寸和表面粗糙度;
万能外
圆磨床
8 钳工修整
工艺过程卡
零件名称活
动
凸
凹
模
零
件
编
号
11
材
料Cr12MoV
件
数
1
序号工序
名称
加工简要说明工时设备
1 锻造按Φ60×43mm备料;
2 热处理退火热处理炉
3 数控
车削
在车床上装夹校正,打中心孔,车Φ50.24mm外圆,
留单边0.2mm余量,车削和Φ58.23mm外圆至尺寸
要求,车削端面到尺寸要求,车削内孔留0.2mm的
磨削余量;
数控车床
4 钻削钻4个Φ6mm孔并铰孔,忽孔深度为14.34mm 钻床
5 热处理按热处理工艺,局部淬火达到60~62HRC;热处理炉
6 外圆
磨削
磨削Φ50.24mm和Φ18mm的内孔到图纸要求的尺
寸和表面粗糙度,磨削上下两端面,磨削下表面圆
角部分;
万能外
圆磨床
7 钳工修整