整流子和滑环上电刷产生火花的原因及消除办法QF-6-2型发电机是我厂非常重要的节能环保装置,年发电量约三千万度,为工厂节约电费近一千五百万元。发电机的安全、稳定运行对我厂利润指标的完成有着非常重要的意义。
励磁系统的主要作用供给同步发电机励磁绕组直流电源,它的正常运行对发电机可靠的发供电起着重要的作用,它对同步发电机的作用主要是:
(1)调节励磁,可以维持电压恒定。
(2)可以使各台机组无功功率合理分配。
(3)采用完善的励磁系统及其自动调节装置,可以提高输送功率极限,扩大静态稳定运行的范围。
(4)在发生短路时,强行励磁又有利于提高动态稳定能力。(5)在暂态过程中,同步发电机的行为在很大程度上取决于励磁系统的性能。
我厂QF-6-2型发电机采用的是ZLG-45型同轴直流励磁机提供直流电源。直流发电机供电的励磁方式,目前在中小型发电机组上仍广泛应用,这种励磁方式有着独立、稳定、励磁响应速度较快的特点,但由于存在换相器(即整流子)和电刷,所以维护工作量较大,可靠性较差。尤其是整流子和滑环上电刷火花的产生,对励磁系统的稳定运行造成非常大的影响,如何消除电刷下的火花,一直是一个老大难问题。在电力生产企业,每年都会出现多起因整流子或滑环上电刷故
障引发的停机事故,给企业造成较大的经济损失。因此对励磁系统进行经常的检查、维护是十分必要的,运行人员应按照运行规程要求的项目,认真进行工作。下面,我结合自己多年的实践工作经验,就整流子和滑环上电刷产生火花的原因和消除办法作一详尽论述。
一、对火花的认识
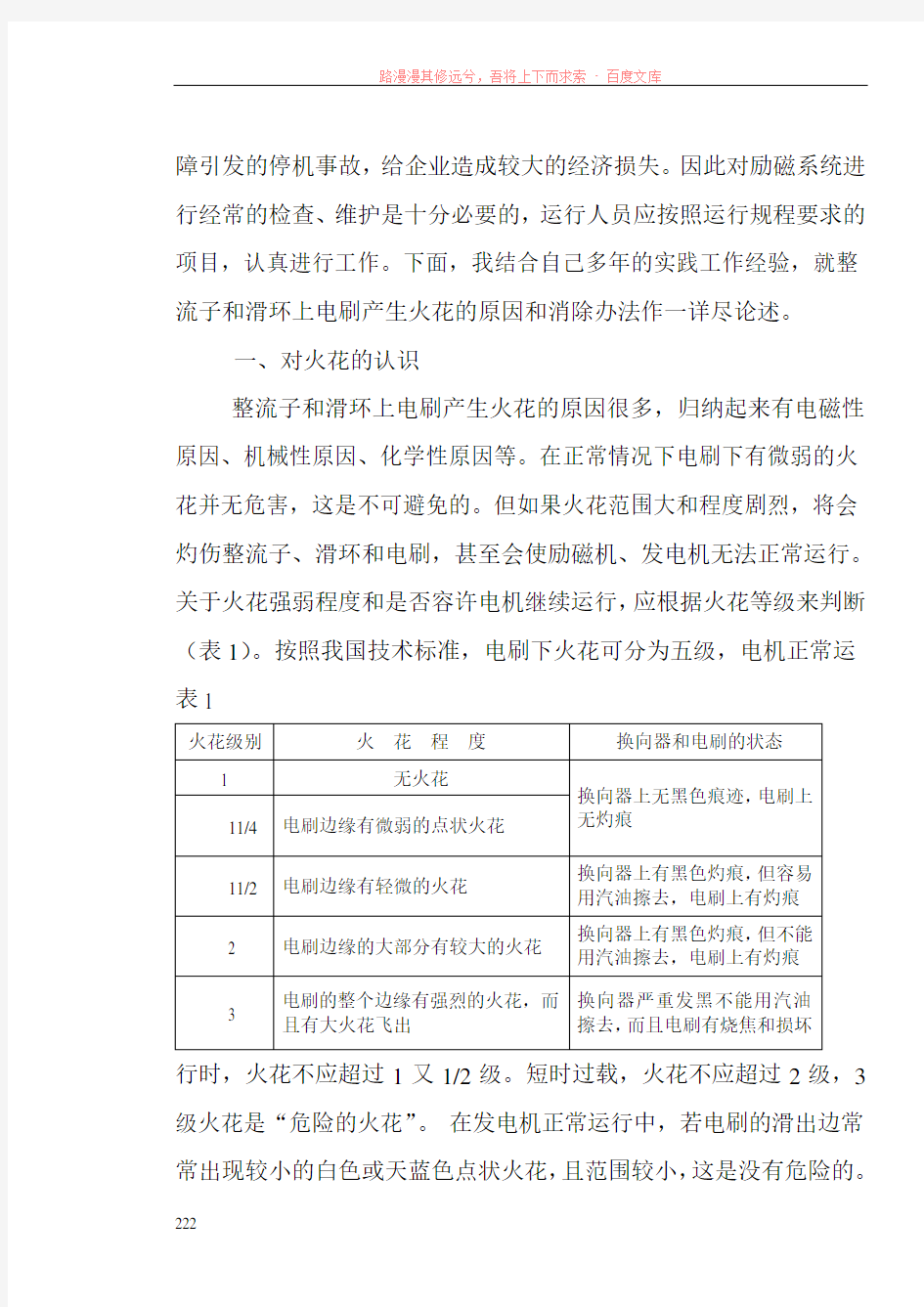
整流子和滑环上电刷产生火花的原因很多,归纳起来有电磁性原因、机械性原因、化学性原因等。在正常情况下电刷下有微弱的火花并无危害,这是不可避免的。但如果火花范围大和程度剧烈,将会灼伤整流子、滑环和电刷,甚至会使励磁机、发电机无法正常运行。关于火花强弱程度和是否容许电机继续运行,应根据火花等级来判断(表1)。按照我国技术标准,电刷下火花可分为五级,电机正常运表1
火花级别火花程度换向器和电刷的状态
1 无火花
换向器上无黑色痕迹,电刷上
无灼痕
11/4 电刷边缘有微弱的点状火花
11/2 电刷边缘有轻微的火花换向器上有黑色灼痕,但容易用汽油擦去,电刷上有灼痕
2 电刷边缘的大部分有较大的火花换向器上有黑色灼痕,但不能用汽油擦去,电刷上有灼痕
3 电刷的整个边缘有强烈的火花,而
且有大火花飞出
换向器严重发黑不能用汽油
擦去,而且电刷有烧焦和损坏
行时,火花不应超过1又1/2级。短时过载,火花不应超过2级,3级火花是“危险的火花”。在发电机正常运行中,若电刷的滑出边常常出现较小的白色或天蓝色点状火花,且范围较小,这是没有危险的。
如在较多的电刷下有浅黄色而又细长的火花时,表示换向不正确。如果火花为绿色,电刷接触面上有铜燃烧微粒,表示电刷跳动,这是由于云母片突出或整流器不圆等原因引起的。
当电刷运行良好时,整流器和滑环表面应有光泽的氧化膜(无烧坏的发暗或发黑的斑点)。这层均匀、适度、稳定的氧化膜,改变了电刷与整流器或集电环的接触特性、减少了摩擦、降低磨损、延长使用寿命。氧化膜是一种复合薄膜,其组成成分与电刷型号及集电环的材料成分有关。氧化膜的正常厚度在8-100nm的范围内,一般为25nm. 这层氧化膜的存在,可提高铜片的耐磨性,同时对消除火花有着非常重要的作用,是电机运行良好的主要标志之一。
二、励磁系统设备及其参数介绍
我厂QF-6-2型发电机额定电压6300V,额定电流688A,励磁电压110V,励磁电流235A。ZLG-45型励磁机容量为45KW,额定电流300A,额定电压150V。
整流子、滑环上碳刷采用上海摩根碳制品有限公司生产的D172型碳刷其技术参数见(表2)。整流子上碳刷规格为20×32×40,正负级各有6块,共12块。由以上电刷的技术参数、规格我们知道,整流子上每块电刷允许流过的最大电流约为76A,在励磁机额定运行状态下每块电刷流过的电流是50A,由此可见,正常运行下,每块电刷的载流量是足够的。碳刷在整流子上得排列分布见图(1),重合值a约为3—5毫米,这是为了整流子表面磨损均匀,避免整流子表
面出现沟槽。整流子上电刷压簧采用丹东恒力弹性元件厂生产的HV2C23—1.5公斤型。
滑环上电刷的规格是25×32×60,正负极各4块。我们由电刷参数、规格同样可知道,滑环上每块电刷允许流过的最大电流是96A,发电机额定运行状态下,每块电刷流过的电流是58.7A。可见,滑环上电刷的载流量也是足够的。滑环上压簧同样是丹东恒力弹性元件厂生产的,型号是HVC102-1.85公斤。滑环与电刷滑动接触时会产生高热,为了散热良好,两个滑环表面车有螺纹,这样,一方面增加了散热面积,加强冷却。另一方面是为了改善同电刷的接触,而且也容易让电刷的粉末沿螺旋状沟槽排出。靠发电机侧滑环上的螺纹是左旋的,靠励磁机侧滑环上的螺纹是右旋的。在我厂,靠发电机侧的电刷是负刷。
长度L/mm 摩擦系数
k
正压力
P/Pa
接触压降
△E/v
电流密度
I/(A/cm2)
额定电流
I/A
最高速度
v/(m/s)
电阻率
p/Ω.m
60 9.8×2500 0.25 1.25 12 96 70 12×10-6
三、整流子和滑环上电刷产生火花的具体原因及消除、预防办法。
首先,就发电机在运行中整流子或滑环上发生火花的情况进行论述:
1、整流子和电刷表面不清洁或有油污,根据不洁程度,可能在个别电刷上,也可能在全部电刷上发生火花,电刷烧伤严重。
处理办法:1)用白布浸少许酒精擦拭整流子;2)用干净的白布
擦电刷表面;3)在研磨工具上,覆以细玻璃砂纸(00号)研磨整流子。
预防措施::1)勤清扫、吹灰,保持碳刷及整流子、滑环光面清洁,根据我厂发电机现场湿度偏大、粉尘偏多、汽轮机与励磁机轴承座油气蒸发较多的特点,我制定了发电机特级维护措施,规定每日早晨交接班后用白布擦拭整流子表面,以保持整流子表面清洁。每周一次用无水分、油和杂质的干净压缩空气对整流子、滑环、刷架、励磁机本体、励磁机轴承底座进行吹扫,需要注意的是,压缩空气的压力要小于0.3MPa。2)若遇大风天气,或过后必须及时清扫。再就是在春季扬沙和飘絮的季节,要执行每日早晚交接班各一次的特级维护制度,每周对发电机吹扫两次。
2、电刷压力不均匀造成电流分布不均匀。
处理办法:更换过热的电刷和压簧
预防措施:电刷压力的不同会对电刷的接触电阻产生影响,从而造成电刷电流分布不均匀。虽然我们在整流子(滑环)电刷上使用的是压力为1.5公斤(1.85公斤)的恒压弹簧,但仍要定期检查电刷压力,现在每周一次用弹簧秤检查电刷压力,特别要使各电刷的压力均匀,其差别不能超过10%,如果发现压力达不到规定要求,要及时进行更换。如果在运行中发现压簧有变色发黄的痕迹,更要马上更换。
3、电刷磨短
处理办法:更换新电刷
预防措施:日常维护中要检查电刷的磨损情况,将摩擦面距离铜辫小于20mm的电刷进行更换,但每次在同一极上更换的电刷块数应不超过两块,使用的电刷牌号必须一致。
4、不同牌号的电刷混用,电刷太硬或材质不良
处理办法:查清电刷牌号,使用规定牌号电刷
预防措施:不同牌号的电刷混用会造成刷间电流分配不均。因为我厂只选用上海摩根碳制品有限公司生产的D172型电刷,所以这个问题不会出现。但由于每一次购进的电刷质量都有差异,尤其是电刷硬度差异较大,有可能出现某一批次的电刷不适宜使用,这种情况下,要把该批次电刷及时清出库房,以免和其他批次电刷搀杂使用。通过几年来的实践,我厂发电机电刷硬度保持在9—11洛氏比较适宜。
5、电刷在刷握中摇摆或电刷卡涩不能上下移动,火花随负荷而增加。
处理办法:检查电刷在刷握内的情况,能否上下自由活动,更换摇摆的和有卡涩的电刷。如果刷握有烧毛、损坏现象,应修理或更换刷握。
预防措施:1)每次更换电刷时,研磨电刷使其与整流子接触面良好的同时,要使电刷在刷握内可自由上下移动,若发现有卡涩,要均匀研磨电刷的四周,其上下端尺寸误差不得大于0.05mm,电刷在
刷握内应有0.1—0.2mm的间隙。2)刷握的下边缘和整流子(滑环)工作面的间距应保持在2-3mm,如果距离过大,电刷会跳动、摆动。3)检查刷握内应光滑,无烧毛、损坏现象,确保电刷在刷握内能滑动自如,否则应修理或更换刷握。
6、刷握固定不牢,发生松动或振动。电刷和引线、引线和接线端子间的连线松动,发生局部火花
处理办法:检查电刷、刷辫、刷握等各部分的接触、连接情况,发现有螺丝松动的现象要及时紧固,避免电刷运行状况恶化,引发环火。
预防措施:定期检查各部分连线的连接和螺丝的紧固情况,尤其是在发电机检修工作完成后或发电机过负荷、振荡等故障发生之后,要进行认真检查,及时消除隐患。
7、整流子片间绝缘云母片凸起
处理办法:用干净白布或0号金相砂纸擦拭凸起部位,如无效果可用专用细沙石进行研磨。
预防措施:整流子片间云母绝缘应低于铜片1-1.5mm,修成圆角或倒角。在运行中,要选用硬度合适的电刷,以免整流子磨损严重。再就是要保证检修质量。
8、整流子不圆或表面不平
处理办法:在停机时检查整流子的状态,用千分表测量整流子表
面的摆度(最大值与最小值之差),不应超过0.05mm(3000r/min);整流子表面的凹凸不平,不应超过0.5-1.0mm,否则,应进行车磨。
预防措施:选用9-11洛氏硬度的电刷,避免因电刷太硬,整流子磨损严重;为了使整流子的磨损均匀,如图(1)电刷应错开排列;根据已有资料,如果整流子磨损严重,可在其表面镀上一层铬,会提高整流子的耐磨性。
9、电刷振动,火花随振动大小而不同。其原因可能如下:整流子磨损不均匀,片间云母突出,电刷松弛,机组振动等
处理办法:首先要查明电刷振动的原因,如果是前三个原因,依据上面已经提到的办法进行处理。如果机组发生振动,排除转子回路发生两点接地等电气原因,要会同汽机运行人员认真检查,找出原因,进行处理。
预防措施:对发电机组认真维护,认真巡检。
10、发电机转子电压超过限额
处理方法:将转子电压降低
预防措施:在发电机运行中,一定要认真监盘,勤调整无功。
下面再就发电机检修后发生火花的情况作详细论述:
11、一部分电刷研磨不良,其表面未能全部工作
处理方法:重磨电刷或使发电机在轻负荷下运行一段时间,一直到电刷磨好为止,新研磨好的电刷接触面不小于75%。
12、电刷装置的位置有偏差
处理方法:重新配置刷框位置,,使各组电刷对称,位于整流子的电气中性上,距离偏差值不大于±1mm.
13、各整流区之间的距离不均匀
处理方法:沿圆周检查各电刷间的距离,必要时应进行找正,使其误差在±0.5mm以内。
14、电枢与磁极间的气隙不均匀
处理方法:调整气隙,使每个磁极与转子间的间隙偏差不大于平均值的±5%。
15、电刷引线回路中的接触电阻大,造成负荷分配不均匀
处理方法:检查电刷与铜辫的接触及引线回路中各螺丝是否上紧,接触是否良好。
16、换向极连接不正确
处理方法:检查磁极极性,换向极的极性应当是在电枢转动时电枢线圈先通过同极性的换向极,然后通过其主极。
17、整流子表面氧化膜未很好建立
处理方法;在轻负荷下持续运行,逐渐增加转子电流,使其建立氧化膜。
18、由于压簧与电刷没有绝缘,电流流经压簧使其发热变软,失去弹性
处理方法:将压簧与电刷绝缘,如压簧已失去弹性,必须更换预防措施:在发电机检修过程中,要严格遵守检修规程中的质
量标准,按照检修工艺完成检修项目。质量验收过程要本着认真、负责的态度把好质量关。只有这样,才能保障检修工作的顺利完成,保障发电机组的安全、稳定运行。
除了上面提到的产生火花的常见原因,还有一些其他因素,也会使电刷下产生火花。电刷的磨损与电刷的电流密度、电刷的温度、周围气体、电刷质量有关,所以,电刷牌号不要轻易更换,且电刷电流密度最大值不应超过10-12A/c㎡,电刷温度以50-70℃为最合适,如周围空气中含有化学气体,则整流器表面的氧化膜容易被破坏,如周围空气中的湿度较大时,由于电解作用,也易使整流器(滑环)和电刷表面出现2-3㎜宽的条沟和明显的高低不平现象。如果整流器(滑环)表面沾油后,也容易产生上述条沟现象。因此,要用干净的白布经常檫拭整流器(滑环)工作表面。整流器若有片间短路,应清除片间云母槽内的碳末。
励磁机和转子回路内部故障,这样的电路、磁路上的问题,同样是引起火花的一个重要因素,但一般很少出现。如电枢绕组断线或接头脱焊;电枢绕组与整流器接头松动;电枢绕组内匝间短路;主磁极线圈有匝间短路;换向磁极线圈有匝间短路;换向磁极位置有偏移;发电机转子线圈匝间短路;灭磁开关主触头接触电阻大等。这些故障一旦发生,电刷打火的同时,控制盘上的无功指示、转子电压、电流指示等就会发生变化,现场电机的声音、各部分温度也会发生变化,将影响到发电机的安全运行。所以在日常工作中,要把控制盘面上的
表计指示和现场发电机的运行工况(电机的声音、振动、各部分温度)与消除火花的工作结合起来,进行综合判断,才能找出火花产生的真正原因,从而将火花控制在合理范围之内。
四、火花消除过程中应注意的问题
1、电刷下出现火花时,应首先用干净的白布檫拭整流器和滑环表面,再观察效果。
2、如果发现电刷边缘脱落较多时,应及时更换同牌号电刷。
3、发现电刷打火后,不要急于处理火花较大的电刷,尤其是发电机满负荷运行时,应先用直流钳表测量每个电刷上的电流,优先处理电流明显偏小、火花不大、温度偏低的电刷,检查该电刷是否有卡涩、跳动现象。待该电刷正常工作后,再处理其他电刷。避免在处理火花大,电流大的电刷时,电刷电流分配严重不平衡,从而引发恶性循环,发生环火事故。
4、安全方面,由于是在高速旋转的设备上工作,在处理火花过程中,一定要有人监护;工作人员应穿绝缘鞋,使用绝缘良好的工具,避免励磁系统出现短路或接地;禁止用两手同时碰触励磁回路和接地部分或两个不同极的带电部分。禁止两个人同时在不同极性的励磁回路上工作;工作时应穿工作服,禁止穿短袖衣服或把衣袖卷起来;衣袖要小,并在手腕处扣紧;长头发的女同志要把头发盘放在帽子里;手套可选用防滑带弹性的医用手套。
发电机运行中,火花的消除关系到发电机的安、稳运行。为了
作好发电机的运行工作,我厂设置了专职的励磁工,制定了特级维护规程。给每块电刷编了号码,如果电刷出现火花,励磁工将会把火花出现的原因、采取的处理措施、需要注意的事宜、日期时间、对应的电刷编号等登记在特级维护记录本。通过认真执行维护规程,不断的学习和经验积累,我们处理火花的能力得到极大提高,未发生过因电刷打火而导致发电机被迫减负荷或停机。电刷的火花一直控制在1又1/2级以下,为我厂发电机完成发电任务奠定了坚实的基础。