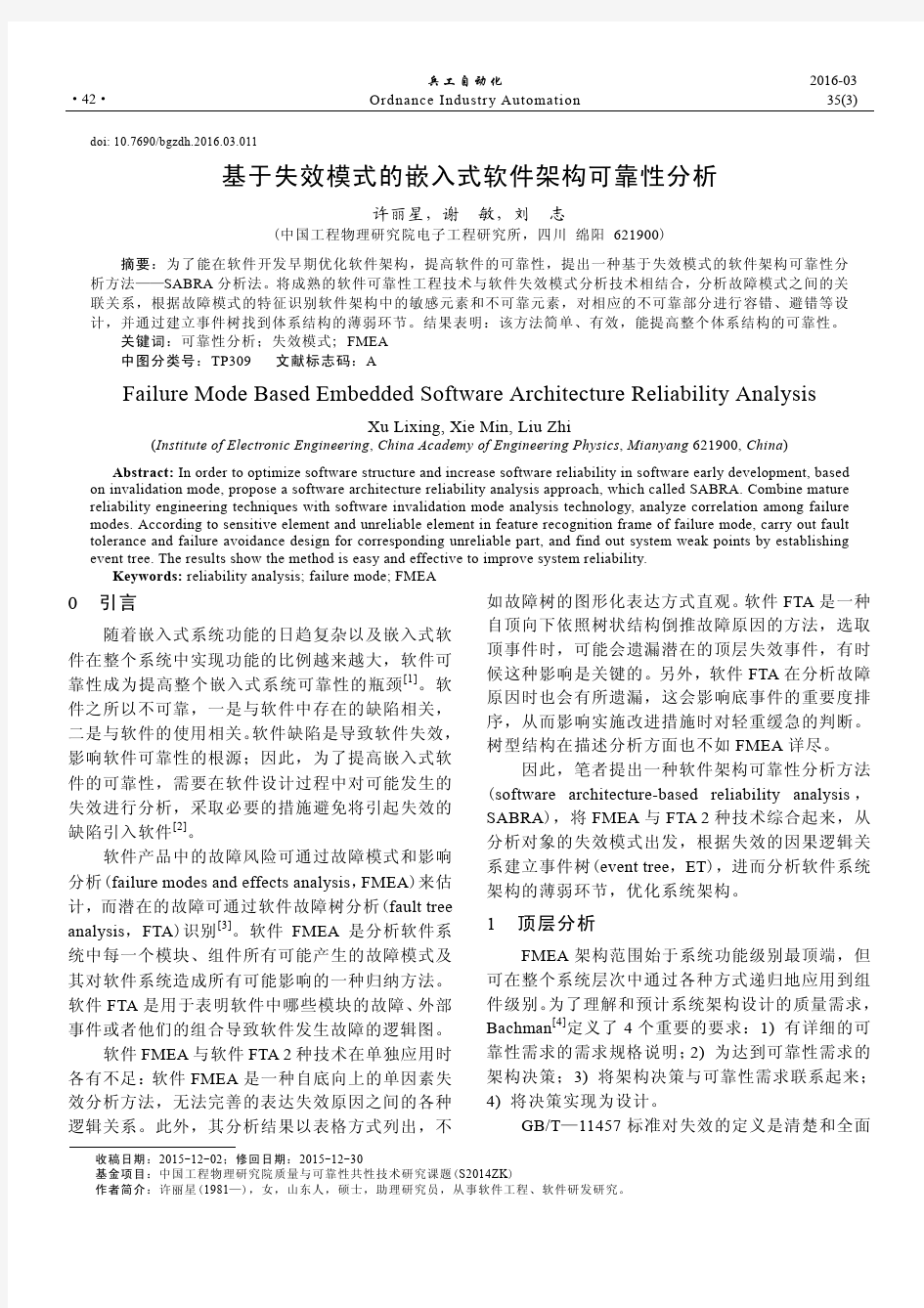
MOS 器件及其集成电路的可靠性与失效分析(提要) 作者:Xie M. X. (UESTC ,成都市) 影响MOS 器件及其集成电路可靠性的因素很多,有设计方面的,如材料、器件和工艺等的选取;有工艺方面的,如物理、化学等工艺的不稳定性;也有使用方面的,如电、热、机械等的应力和水汽等的侵入等。 从器件和工艺方面来考虑,影响MOS 集成电路可靠性的主要因素有三个:一是栅极氧化层性能退化;二是热电子效应;三是电极布线的退化。 由于器件和电路存在有一定失效的可能性,所以为了保证器件和电路能够正常工作一定的年限(例如,对于集成电路一般要求在10年以上),在出厂前就需要进行所谓可靠性评估,即事先预测出器件或者IC 的寿命或者失效率。 (1)可靠性评估: 对于各种元器件进行可靠性评估,实际上也就是根据检测到的元器件失效的数据来估算出元器件的有效使用寿命——能够正常工作的平均时间(MTTF ,mean time to failure )的一种处理过程。 因为对于元器件通过可靠性试验而获得的失效数据,往往遵从某种规律的分布,因此根据这些数据,由一定的分布规律出发,即可估算出MTTF 和失效率。 比较符合实际情况、使用最广泛的分布规律有两种,即对数正态分布和Weibull 分布。 ①对数正态分布: 若一个随机变量x 的对数服从正态分布,则该随机变量x 就服从对数正态分布;对数正态分布的概率密度函数为 222/)(ln 21)(σμπσ--?=x e x x f 该分布函数的形式如图1所示。 对数正态分布是对数为正态分布的任 意随机变量的概率分布;如果x 是正态分布 的随机变量,则exp(x)为对数分布;同样, 如果y 是对数正态分布,则log(y)为正态分 布。 ②Weibull 分布: 由于Weibull 分布是根据最弱环节模型 或串联模型得到的,能充分反映材料缺陷和 应力集中源对材料疲劳寿命的影响,而且具 有递增的失效率,所以,将它作为材料或零件的寿命分布模型或给定寿命下的疲劳强 度模型是合适的;而且尤其适用于机电类产品的磨损累计失效的分布形式。由于它可以根据失效概率密度来容易地推断出其分布参数,故被广泛地应用于各种寿命试验的数据处理。与对数正态分布相比,Weibull 分布具有更大的适用性。 Weibull 分布的失效概率密度函数为 m t m t m e t m t f )/()(ηη--?= 图1 对数正态分布
多层陶瓷外壳的可靠性设计和失效分析 时间:2007-03-13来源:发表评论进入论坛投稿 1 引言 多次陶瓷外壳以其优良的性能被广泛应应用于航天、航空、军事电子装备及民用投资类电子产品的集成电路和电子元器件的封装,常用的陶瓷外壳有集成电路陶瓷外壳,如D型(DIP)、F型(FP)、G型(PGA)、Q型(QFP)、C型(LCC)、BGA型等;混合集成电路陶瓷外壳,光电器件陶瓷外壳,微波器件陶瓷外壳,声表面波器件陶瓷外壳,晶体振荡器陶瓷外壳,固体继电器陶瓷外壳及各种传感器(如霍尔传感器)用陶瓷外壳等等。 多层陶瓷外壳采用多层陶瓷金属化共烧工艺进行生产。多层陶瓷外壳分为高温共烧陶瓷外壳(HTCC)和低温共烧陶瓷外壳(LTCC)两类。本文仅对高温共烧陶瓷外壳(HTCC)进行讨论。 多层陶瓷外壳由于其体积小、导热性好、密封性好、机械强度高、引起封装可靠性高而得到广泛应用,但是,使用中仍然会出现失效。本文就多层陶瓷外壳的失效模式、失效机理和可靠性设计进行探讨。 2 多层陶瓷外壳的失效模式 多层陶瓷外壳在生产和使用中出现的失效模式通常有以下几种: (1)在机械试验中出现陶瓷底座断裂失效; (2)在使用中出现绝缘电阻小于标准规定值,出现失效; 中国可靠性论坛:https://www.doczj.com/doc/e72277621.html,/club (3)在使用中外壳出现断、短路失效; (4)在使用中出现外壳外引线脱落、或无引线外壳的引出端焊盘与外电路连接失效; (5)使用中出现电镀层锈蚀失效; (6)使用中出现密封失效; (7)键合和芯片剪切失效; (8)使用不当造成失效。 3 多层陶瓷外壳的失效机理分析 3.1 陶瓷底座的断裂失效
失效模式分析(FMEA)控制程序 1.0 [目的] 通过对产品在设计及生产过程所采取的分析评估,消除存在或潜在的异常原因. 2.0 [适用范围] 适用于产品设计阶段及制造过程阶段使用. 3.0 [定义] 3.1 严重度(S):潜在失效模式发生时对下一工序或产品影响后果的严重程度的评鉴指标. 3.2 发生机率(O):实际上发生和造成失效模式之原因的机率. 3.3 风险优先数:是指严重度(S),发生机率(O),难检度(D)的乘积, 是用来评定事项处理的优先级. 3.4 顾客:在本程序中,一般是指"最终使用者",但也可以是后续的或下一制造或装配工序,以及服务工作. 4.0 [职责] 4.1 FMEA小组:由研发中心.工程部等相关人员组成 4.2 品管部FMEA成员:选定产品和工序、成效追踪评估及整理 4.3 工程部FMEA成员:失效模式效应分析、技术改善对策之提出 4.4 制造部FMEA成员:管理改善对策之提出、改善措施之执行 4.5 研发中心FMEA成员: 产品失效模式效应分析,产品特性改善对策之提出注:上述仅为部分事项之主办人员权责划分,但仍需其它部门成员共同商讨定案 5.0 [程序内容] 5.1 FMEA作业过程 5.1.1 成立FMEA小组 1). 由跨功能小组组成FMEA小组,成员以5-9人组成最佳. 2). 成员必需具备下述条件: a. 有确定措施或对策之权力; b. 有执行任务之能力; c. 有6个月以上之实际工作经验. 5.1.2 FMEA的主题选定 1).在《产品质量先期策划和控制计划程序》的《控制计划(QC工程表)》中, 跨功能小组需确定需要做PFMEA的机种. 5.1.3 FMEA编号:记录PFMEA文件的编号,以便查询, 5.1.4 确定项目名称:确定所分析的系统、子系统或零件的过程特性、名称、编号. 5.1.5 责任部门确定:确定失效模式产生的部门和小组. 5.1.6 确定权责人:填入负责准备FMEA工作的负责人. 5.1.7 确定项目:填入产品编号. 5.1.8 记录制作日期:填入编制FMEA原始稿的整理日期及最新修定的日期. 5.1.9 填入FMEA小组成员:将参加FMEA小组的成员名单予以记录. 5.1.10 确定工序和产品特性与功能 1).简单描述被分析的过程或工序产品特性,并尽可能简单地说明该工艺过程或工序的目的和该该产品特性和功能的目的. 2).如果工序过程产品特性和功能包括许多具有不同失效模式,那么可以把这些工序和产品特性及功能作为独立的过程列出.
第二单元 集成电路芯片封装可靠性知识—郭小伟 (60学时) 第一章、可靠性试验 1.可靠性试验常用术语 试验名称 英文简称 常用试验条件 备注 温度循环 TCT (T/C ) -65℃~150℃, dwell15min, 100cycles 试验设备采用气冷的方式,此温度设置为设备的极限温度 高压蒸煮 PCT 121℃,100RH., 2ATM,96hrs 此试验也称为高压蒸汽,英文也称为autoclave 热冲击 TST (T/S ) -65℃~150℃, dwell15min, 50cycles 此试验原理与温度循环相同,但温度转换速率更快,所以比温度循环更严酷。 稳态湿热 THT 85℃,85%RH., 168hrs 此试验有时是需要加偏置电压的,一般为Vcb=0.7~0.8BVcbo,此时试验为THBT 。 易焊性 solderability 235℃,2±0.5s 此试验为槽焊法,试验后为10~40倍的显微镜下看管脚的 上锡面积。 耐焊接热 SHT 260℃,10±1s 模拟焊接过程对产品的影响。 电耐久 Burn in Vce=0.7Bvceo, Ic=P/Vce,168hrs 模拟产品的使用。(条件主要针 对三极管) 高温反偏 HTRB 125℃, Vcb=0.7~0.8BVcbo, 168hrs 主要对产品的PN 结进行考核。回流焊 IR reflow Peak temp.240℃ (225℃) 只针对SMD 产品进行考核,且 最多只能做三次。 高温贮存 HTSL 150℃,168hrs 产品的高温寿命考核。 超声波检测 SAT CSCAN,BSCAN,TSCAN 检测产品的内部离层、气泡、裂缝。但产品表面一定要平整。
可靠性试验相关标准 GB/T 3187-1994 可靠性、维修性术语 GB/T 4888-1985 故障树名词术语和符号 GB/T 5329-1985 试验筛选与筛分试验术语 GB/T 7289-1987 可靠性、维修性与有效性预计报告编写指南 GB/T 7826-1987 系统可靠性分析技术失效模式和效应分析(FMEA)程序 GB/T 7827-1987 系统可靠性分析技术可靠性预计程序 GB/T 7828-1987 系统可靠性分析技术可靠性设计评审 GB/T 7829-1987 系统可靠性分析技术故障树分析程序 GB/T 9586-1988 荧光数码显示管加速寿命试验方法 GB/T 15174-1994 可靠性增长大纲 GB/T 10593.1-1989 电工电子产品环境参数测量方法振动 GB/T 10593.2-1990 电工电子产品环境参数测量方法盐雾 GB/T 10593.3-1990 电工电子产品环境参数测量方法振动数据处理和归纳 GB/T 2423.1-1989 电工电子产品基本环境试验规程试验A:低温试验方法 GB/T 2423.2-1989 电工电子产品基本环境试验规程试验B:高温试验方法 GB/T 2423.3-1993 电工电子产品基本环境试验规程试验Ca:恒定湿热试验方法 GB/T 2423.4-1993 电工电子产品基本环境试验规程试验Db:交变湿热试验方法 GB/T 2423.5-1995 电工电子产品基本环境试验第2部分试验方法试验Ea和导则:冲击 GB/T 2423.6-1995 电工电子产品基本环境试验第2部分试验方法试验Eb和导则:碰撞 GB/T 2423.7-1995 电工电子产品基本环境试验第2部分试验方法试验Ec和导则:倾跌与翻倒(主要用于设备型样品) GB/T 2423.8-1995 电工电子产品基本环境试验第2部分试验方法试验Ed:自由跌落 GB/T 2423.9-1995 电工电子产品基本环境试验规程试验Cb:设备用恒定湿热试验方法 GB/T 2423.10-1997 电工电子产品基本环境试验第2部分试验方法试验Fc和导则:振动(正弦) GB/T 2423.11-1997 电工电子产品基本环境试验第2部分试验方法试验Fd:宽频带随机振动一般要求 GB/T 2423.12-1997 电工电子产品基本环境试验第2部分试验方法试验Fda:宽频带随机振动高再现性 GB/T 2423.13-1997 电工电子产品基本环境试验第2部分试验方法试验Fdb:宽频带随机振动中再现性 GB/T 2423.14-1997 电工电子产品基本环境试验第2部分试验方法试验Fdc:宽频带随机振动低再现性 GB/T 2423.15-1995 电工电子产品基本环境试验第2部分试验方法试验Ga和导则:稳态加速度 GB/T 2423.16-1999 电工电子产品基本环境试验第2部分试验方法试验J和导则:长霉试验方法 GB/T 2423.17-1993 电工电子产品基本环境试验规程试验Ka:盐雾试验方法 GB/T 2423.18-2000 电工电子产品基本环境试验第2部分试验方法试验Kb:盐雾,交变(氯化钠溶液) GB/T 2423.19-1981 电工电子产品基本环境试验规程试验Kc:接触点和连接件的二氧化硫试验方法 GB/T 2423.20-1981 电工电子产品基本环境试验规程试验Kd:接触点和连接件的硫化氢试验方法 GB/T 2423.21-1981 电工电子产品基本环境试验规程试验M:低气压试验方法 GB/T 2423.22-1987 电工电子产品基本环境试验规程试验N:温度变化试验方法 GB/T 2423.23-1995 电工电子产品基本环境试验试验Q:密封 GB/T 2423.24-1995 电工电子产品基本环境试验第2部分试验方法试验Sa:模拟地面上的太阳辐射 GB/T 2423.25-1992 电工电子产品基本环境试验规程试验Z/AM:低温/低气压综合试验 GB/T 2423.26-1992 电工电子产品基本环境试验规程试验Z/BM:高温/低气压综合试验 GB/T 2423.27-1981 电工电子产品基本环境试验规程试验Z/AMD:低温/低气压/湿热综合试验方法 GB/T 2423.28-1982 电工电子产品基本环境试验规程试验T:锡焊试验方法 GB/T 2423.29-1999 电工电子产品基本环境试验第2部分试验方法试验U:引出端及整体安装强度
可靠性设计与分析作业 学号:071130123 姓名:向正平一、指数分布的概率密度函数、分布函数、可靠度函数曲线 (1)程序语言 t=(0:0.01:20); Array m=[0.3,0.6,0.9]; linecolor=['r','b','y']; for i=1:length(m); f=m(i)*exp(-m(i)*t); F=1-exp(-m(i)*t); R=exp(-m(i)*t); color=linecolor(i); subplot(3,1,1); title('指数函数概率密度函数曲线'); plot(t,f,color); hold on subplot(3,1,2); title('指数函数分布函数函数曲线'); plot(t,F,color); hold on subplot(3,1,3); title('指数指数分布可靠度函数曲线 plot(t,R,color); hold on end (3)指数分布的分析 在可靠性理论中,指数分布是最基本、最常用的分布,适合于失效率为常数 的情况。指数分布不但在电子元器件偶然失效期普遍使用,而且在复杂系统和整 机方面以及机械技术的可靠性领域也得到使用。 有图像可以看出失效率函数密度f(t)随着时间的增加不断下降,而失效率随 着时间的增加在不断的上升,可靠度也在随着时间的增加不断地下降,从图线的 颜色可以看出,随着m的增加失效率密度函数下降越快,而可靠度的随m的增加 而不断的增加,则失效率随m的增加减小越快。 在工程运用中,如果某零件符合指数分布,那么可以适当增加m的值,使零 件的可靠度会提升,增加可靠性。 二、正态分布的概率密度函数、分布函数、可靠性函数、失效率函数曲线 (1)程序语言 t=-10:0.01:10; m=[3,6,9]; n=[1,2,3]; linecolor=['r','b','y'];
1.目的: 确定与产品和过程相关的潜在的失效模式和潜在制造或装配过程失效的机理/起因,评价潜在失效对顾客产生的后果和影响,采取控制来降低失效产生频度或失效条件探测度的过程变量和能够避免或减少这些潜在失效发生的措施 2.围: 适用于公司用于汽车零组件的所有新产品/过程或修改过的产品/过程及应用或环境发生变更的原有产品/过程的样品试制和批量生产。 3.引用文件: 《文件和资料控制程序》 《质量记录控制程序》 《产品质量先期策划控制程序》 4 术语和定义: PFMEA:指Process Failure Mode and Effects Analysis(过程失效模式及后果分析)的英文简称。由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。 失效:在规定条件下(环境、操作、时间),不能完成既定功能或产品参数值和不能维持在规定的上下限之间,以及在工作围导致零组件的破裂卡死等损坏现象。 严重度(S):指一给定失效模式最严重的影响后果的级别,是单一的FMEA围的相对定级结果。严重度数值的降低只有通过设计更改或重新设计才能够实现。 频度(O):指某一特定的起因/机理发生的可能发生,描述出现的可能性的级别数具有相对意义,但不是绝对的。 探测度(D):指在零部件离开制造工序或装配之前,利用第二种现行过程控制方法找出失效起因/机理过程缺陷或后序发生的失效模式的可能性的评价指标;或者用第三种过程控制方法找出后序发生的失效模式的可能性的评价指标。 风险优先数(RPN):指严重度数(S)和频度数(O)及不易探测度数(D)三项数字之乘积。 顾客:一般指“最终使用者”,但也可以是随后或下游的制造或装配工序,维修工序或政府法规。 5.职责: 项目小组负责过程失效模式及后果分析(PFMEA)的制定与管理 6. 工作流程和容:
众所周知,产品的可靠性是由设计决定的。但是,由于受到各种原因的影响,设计缺陷总是难免的,产品在研制阶段往往达不到用户的可靠性要求,因此必须开展可靠性增长活动。 必须指出,可靠性增长活动不是针对设计低劣的产品的,而是针对经过认真设计仍然由于某些技术原因达不到要求的产品,而且可靠性增长活动比可靠性设计活动所需的资源和时间都多。 1、概述可靠性增长可从多个不同的角度来看,早期有关可靠性增长的一些工作主要集中在管理方面。1970年Selby和Miller研制的可靠性计划与管理(RPM)模型是联系可靠性要求和实施计划的管理工具,可帮助确定所需样品数和设计方案通过增长过程的成熟时间,并可监测进展情况,评价对原计划进行调整的必要性。但大多数情况下提及可靠性增长这一话题时,讨论的重点都是可靠性增长试验。一般而言,为了证明设计的正确性以及设计中使用的模型和分析工具的有效性,试验是开发的标准、必要部分。对于可靠性增长试验,大量的工作被用于研制各种统计模型,以便计划和跟踪通过试验所取得的可靠性增长。由于试验费用很高,因此自然会把很多精力放在研制好的模型和注重可靠性增长过程上。我们知道最常用的模型是Duane模型。Duane的观点是把整个重点放在试验中发现失效,然后通过重新设计予以排除。在笔者参加的某次“可靠性与风险分析先进课题”系列专题会议会议上,分组讨论中有一组的主题是“可靠性增长的范围和目的”。会上讨论了把试验作为实现可靠性增长首选方法的状况。其中一位成员提出,象卫星这样的产品,由于成本高,供试验的物品有限,因而极少可能进行那种和可靠性增长有关的试验。对这种系统如何实现可靠性增长呢? 2、可靠性增长更广泛的
1.判断题(共20分,每题2分,答错倒扣1分) (1)()系统可靠性与维修性决定了系统的可用性和可信性。 (2)()为简化故障树,可将逻辑门之间的中间事件省略。 (3)()在系统寿命周期的各阶段中,可靠性指标是不变的。 (4)()如果规定的系统故障率指标是每单位时间0.16,考虑分配余量,可以按每单位时间0.2 进行可靠性分配。 (5)()MTBF和MFHBF都是基本可靠性参数。 (6)()电子元器件的质量等级愈高,并不一定表示其可靠性愈高。 (7)()事件树的后果事件指由于初因事件及其后续事件的发生或不发生所导致的不良结果。 (8)()对于大多数武器装备,其寿命周期费用中的使用保障费用要比研制和生产费用高。 (9)()所有产品的故障率随时间的变化规律,都要经过浴盆曲线的早期故障阶段、偶然故障 阶段和耗损故障阶段。 (10)()各种产品的可靠度函数曲线随时间的增加都呈下降趋势。 2.填空题(共20分,每空2分) (1)MFHBF的中文含义为。 (2)平均故障前时间MTTF与可靠度R(t)之间的关系式是。 (3)与电子、电器设备构成的系统相比,机械产品可靠性特点一是寿命不服从分 布,二是零部件程度低。 (4)在系统所处的特定条件下,出现的未预期到的通路称为。 (5)最坏情况容差分析法中,当网络函数在工作点附近可微且变化较小、容差分析精度要求不 高、设计参数变化范围较小时,可采用;当网络函数在工作点可微且变化较大,或容差分析精度要求较高,或设计参数变化范围较大时,可采用。 (6)一般地,二维危害性矩阵图的横坐标为严酷度类别,纵坐标根据情况可选下列三项之一: 、 或。
3.简要描述故障树“三早”简化技术的内容。(10分)
1.目 的: 1.1對產品設計及其制程中的潛在失效影響效應建立認知并予以評價。 1.2確認系列措施及消除或降低失效發生的機會。 1.3建立產品設計及其制程的文件記錄。 2.范 圍﹕ 2.1DFMEA :所有新產品在開發初期﹐收到客戶設計資料后,并進行可行性評估與規划之前均適用。 2.2 PFMEA ﹕ 2.2.1在APQP 的制程設計與開發驗証階段實施。 2.2.2對新制程或將修訂的制程實施。 3.權 責﹕ 3.1制訂﹕DFMEA 由開發部主要跨功能小組訂定﹔PFMEA 由生產部主要跨功能小組訂定。 3.2審查﹕由各主要跨功能小組組長審查并督導落實執行。 3.3核准﹕管理代表核准。 4.定 義﹕ 4.1失效模式﹕指產品或過程可能不能滿足設計意圖或過程要求的方式或方法。 5.作業內容﹕按設計或制程FMEA 表格執行,以下簡介FMEA 表的制作﹕ 5.1 FMEA 表編號﹕編號原則如右圖 5.2項目﹕填入要分析之產品型別。 部門﹕填入要分析之工序。 5.3制定部門﹕填入主導FMEA 單位別。 5.4編制人﹕填入主導完成FMEA 工程師的名字。 5.5次系統 / 機種﹕填入客戶產品名稱。 5.6生效日期﹕填入FMEA 最新發布日期。 5.7 FMEA 日期( 原 始 )﹕填入最初FMEA 制定日期。 5.8核心小組﹕填入跨功能小組所有成員姓名。 5.9功能 / 作業要求或目的﹕盡可能簡潔地填入被分析部位(制程)的功能或作業要求,如果項目包 含一個以上有不同功能或(制程)作業要求時﹐則列出所有項目。 5.10潛在失效模式﹕ D(P) 03 04 25 01 流 水 號 日 月 年 設 計 ( 制程 )
可靠性失效分析常见思路 失效分析在生产建设中极其重要,失效分析的限期往往要求很短,分析结论要正确无误,改进措施要切实可行。 1 失效分析思路的内涵 失效分析思路是指导失效分析全过程的思维路线,是在思想中以机械失效的规律(即宏观表象特征和微观过程机理)为理论依据,把通过调查、观察和实验获得的失效信息(失效对象、失效现象、失效环境统称为失效信息)分别加以考察,然后有机结合起来作为一个统一整体综合考察,以获取的客观事实为证据,全面应用推理的方法,来判断失效事件的失效模式,并推断失效原因。因此,失效分析思路在整个失效分析过程中一脉相承、前后呼应,自成思考体系,把失效分析的指导思路、推理方法、程序、步骤、技巧有机地融为一体,从而达到失效分析的根本目的。 在科学的分析思路指导下,才能制定出正确的分析程序;机械的失效往往是多种原因造成的,即一果多因,常常需要正确的失效分析思路的指导;对于复杂的机械失效,涉及面广,任务艰巨,更需要正确的失效分析思路,以最小代价来获取较科学合理的分析结论。总之,掌握并运用正确的分析思路,才可能对失效事件有本质的认识,减少失效分析工作中的盲目性、片面性和主观随意性,大大提高工作的效率和质量。因此,失效分析思路不仅是失效分析学科的重要组成部分,而且是失效分析的灵魂。 失效分析是从结果求原因的逆向认识失效本质的过程,结果和原因具有双重性,因此,失效分析可以从原因入手,也可以从结果入手,也可以从失效的某个过程入手,如“顺藤摸瓜”,即以失效过程中间状态的现象为原因,推断过程进一步发展的结果,直至过程的终点结果“;顺藤找根”,即以失效过程中间状态的现象为结果,推断该过程退一步的原因,直至过程起始状态的直接原因“;顺瓜摸藤”,即从过程中的终点结果出发,不断由过程的结果推断其原因“顺;根摸藤”,即从过程起始状态的原因出发,不断由过程的原因推断其结果。再如“顺瓜摸藤+顺藤找根”、“顺根摸藤+顺藤摸瓜”、“顺藤摸瓜+顺藤找根”等。 2 失效分析的主要思路 常用的失效分析思路很多,笔者介绍几种主要思路。
发行版本:A 修改码:0 过程失效模式分析控制程序 文件编码:XX/Q7.1-02 页码:1/7 ————————————————————————————— XX 股份有限公司程序文件 1、 目的 确定与产品生产过程相关的过程失效模式;评价和发现在各个生产工 序中失效的原因,确定减少失效发生或找出失效条件的过程控制变量;编制失效模式分级表,为采取纠正和预防措施提供对策. 2、 范围 适用于新产品、修改产品及材料、过程设备、模具、工艺变更时的样 件试制、批量生产。 3、 术语 无 4、 职责 4.1 质管部对PFMEA 活动进行跟踪监察. 4.2 技术部负责过程失效模式和后果分析的制定及实施. 5、 工作程序 5.1在APQP 过程中,由技术部门召集有关人员组成PFMEA 小组,报总工程师批准 5.2 PFMEA 分析小组依据工艺流程图,确定哪些过程是高风险的过程,填写<<过程流程图/风险分析表>>,然后针对这些高风险过程做PFMEA 分析. 5.3 PFMEA 分析小组对分析确定为高风险的工序步骤进行PFMEA,并记录于表格<<过程潜在失效模式冀后果分析(PFMEA)>>. 5.4 按下列要求填写PFMEA 表格: 5.4.1 FMEA 编号:按过程号编号. 5.4.2项目名称:填入所分析项目的名称.
5.4.3过程责任部门:填入生产部门名称和生产线名称 5.4.4产品名称:填入所分析产品的代号 5.4.5编制者:填入负责编制的人员姓名、电话及所在部门名称 5.4.6关键日期:填入初次FMEA预定完成日期,该日期不应超过计划开始生产的日期。 5.4.7编制日期:填入编制FMEA初稿的日期及最新修订的日期。 5.4.8主要参加人:填入执行此项工作的各责任部门和负责人(或参与人)5.4.9过程功能要求:简单描述被分析的过程或工序,说明该过程或工艺的目的;若工艺过程包括许多具有不同失效模式的工序,应把这些工序作为独立过程列出处理。 5.4.10潜在失效模式:是指过程中可能发生的不符合过程要求和/或设计意图的形式,是对具体工序不符合要求的描述,它可能是引发下道工序的潜在失效模式,也可能是上一道工序潜在失效的后果。 5.4.11潜在失效后果:是指失效模式预估的影响。当评价潜在失效后果时,应依据顾客可能注意到的或经历的情况来描述失效的后果。对最终用户来说失效的后果应一律用产品或系统的性能来描述(如噪音、工作不正常、发热、外观不良、不起作用、间歇性工作等);若顾客是下一道工序、后续工序或工位,失效的后果应用过程/工序性能来描述(如无法紧固、不匹配、无法安装、加工余量过大或过小、危害操作者、损坏设备等). 5.4.12 严重度(S):是指潜在的失效模式对顾客的影响后果的央中程度的评价指标,严重度仅适用于失效的后果.评价指标分为“1”到“10”级,按严重程度依次递增.评价准则见表1.
失效模式和效应分析(FMEA及失效模式、效应和危害度分析(FMECA) 1 概述 失效模式和效应分析(Failure Mode and Effect Analysis ,简称FMEA)是用来识别组件或系统未能达到其设计意图的方法。 FMEA 用于识别: ?系统各部分所有潜在的失效模式(失效模式是被观察到的是失误或操作不当); ?这些故障对系统的影响; ? 故障原因; ? 如何避免故障及 /或减弱故障对系统的影响。 失效模式、效应和危害度分析(Failure Mode and Effect and Criticality Analysis ,简称 FMECA)拓展了 FMEA 的使用范围。根据其重要性和危害程度,FMECA 可对每种被识别的失效模式进行排序。这种分析通常是定性或半定量的,但是使用实际故障率也可以定量化。 2 用途 FMEA 有几种应用:用于部件和产品的设计(或产品) FM EA ;用于系统的系 统FMEA ;用于制造和组装过程的过程 FMEA ;服务FMEA和软件FMEA。 FMEA/ FMECA 可以在系统的设计、制造或运行过程中使用。然而,为了提高可靠性,改进在设计阶段更容易实施。 FMEA/ FMECA 也适用于过程和程序。例如,它被用来识别潜在医疗保健系统中的错误和维修程序中的失败。 FMEA/FMECA 可用来: ?协助挑选具有高可靠性的替代性设计方案; ?确保所有的失效模式及其对运行成功的影响得到分析; ?列出潜在的故障并识别其影响的严重性; ?为测试及维修工作的规划提供依据; ? 为定量的可靠性及可用性分析提供依据。
它大多用于实体系统中的组件故障,但是也可以用来识别人为失效模式及影响。 FMEA 及 FMECA 可以为其他分析技术,例如定性及定量的故障树分析提供输入数据。 3 输入数据 FMEA 及 FMECA 需要有关系统组件足够详细的信息,以便对各组件出现故障的方式进行有意义的分析。 信息可能包括: ? 正在分析的系统及系统组件的图形,或者过程步骤的流程图; ? 了解过程中每一步或系统组成部分的功能; ? 可能影响运行的过程及环境参数的详细信息; ? 对特定故障结果的了解; ? 有关故障的历史信息,包括现有的故障率数据。 4 过程 FMEA 的步骤包括: ? 界定研究的范围及目标; ? 组建团队; ? 了解 FMECA 适用的系统; ? 将系统分成组件或步骤; ? 对于列出的各组件或步骤,确认: 各部分出现明显故障的方式是什么?造成这些失效模式的具体机制?故 障可能产生的影响?失败是无害的还是有破坏性的?故障如何检测? ? 确定故障补偿设计中的固有规定。 对于FMECA ,研究团队接着根据故障结果的严重性,将每个识别出的失效模式进行分类;这可以有几种方法完成。普通方法包括: 模式危险度指数; 风险等级;风险优先级。 模式危险度是一种概率计量,即所考虑的模式将导致整个系统故障;其被定义
IATF16949风险分析及失效模式控制程序 (word版可编辑修改,含流程图) 1、目的 为了持续的进行风险分析,根据对顾客的影响严重度、频度和探测度使用潜在失效模式潜对实际的回馈、现场返回及修理、投诉、报废以及任何返土进行风险分析。评价潜在失效对顾客产生的后果,编制一个潜在失效模式的分级表,以便建立一个考虑预防/纠1L措施的优选体系。 2、适用范围 本公司新开发的直接交汽车厂的产品,或客户有要求时,识别和评估所有生产过程和基础设施设备的内部和外部风险,确保生产的输出,确保顾客的要求得到满足。在先期产品质量策划的产品设计开发阶段和量产前须执行潜在失效模式及后果分析。(公司暂无产品设计开发,DFMEA不适用) 3、定义 3. 1 PMEA:潜在失效模式及后果分析(Potential Failure Mode and Effects Analysis)在产品的设计策划阶段对产品的各部份和基础设施设备逐1进行分析,找出失效模式,分析可能产生的后果,鉴定失效的原因,评估其风险程度(RPN)从而采取相应的措施,减少失效的危害,提高产品/过程质量,确保顾客满意的一种系统化的管理方法。包括设计FMEA 软件可靠性分析与设计 软件可靠性分析与设计 软件可靠性分析与设计的原因?软件在使用中发生失效(不可靠会导致任务的失败,甚至导致灾难性的后果。因此,应在软件设计过程中,对可能发生的失效进行分析,采取必要的措施避免将引起失效的缺陷引入软件,为失效纠正措施的制定提供依据,同时为避免类似问题的发生提供借鉴。 ?这些工作将会大大提高使用中软件的可靠 性,减少由于软件失效带来的各种损失。 Myers 设计原则 Myers 专家提出了在可靠性设计中必须遵循的两个原则: ?控制程序的复杂程度 –使系统中的各个模块具有最大的独立性 –使程序具有合理的层次结构 –当模块或单元之间的相互作用无法避免时,务必使其联系尽量简单, 以防止在模块和单元之间产生未知的边际效应 ?是与用户保持紧密联系 软件可靠性设计 ?软件可靠性设计的实质是在常规的软件设计中,应用各种必须的 方法和技术,使程序设计在兼顾用户的各种需求时, 全面满足软件的可靠性要求。 ?软件的可靠性设计应和软件的常规设计紧密地结合,贯穿于常规 设计过程的始终。?这里所指的设计是广义的设计, 它包括了从需求分析开始, 直至实现的全过程。 软件可靠性设计的四种类型 软件避错设计 ?避错设计是使软件产品在设计过程中,不发生错误或少发生错误的一种设计方法。的设计原则是控制和减少程序的复杂性。 ?体现了以预防为主的思想,软件可靠性设计的首要方法 ?各个阶段都要进行避错 ?从开发方法、工具等多处着手 –避免需求错误 ?深入研究用户的需求(用户申明的和未申明的 ?用户早期介入, 如采用原型技术 –选择好的开发方法 ?结构化方法:包括分析、设计、实现 ?面向对象的方法:包括分析、设计、实现 ?基于部件的开发方法(COMPONENT BASED ?快速原型法 软件避错设计准则 ? (1模块化与模块独立 –假设函数C(X定义了问题X 的复杂性, 函数E(X定义了求解问题X 需要花费的工作量(按时间计,对于问题P1和问题P2, 如果C(P1>C(P2,则有 E(P1> E(P2。 –人类求解问题的实践同时又揭示了另一个有趣的性质:(P1+P2>C(P1 +C(P2 –由上面三个式子可得:E(P1+ P2> E(P1+E(P2?这个结论导致所谓的“分治法” ----将一个复杂问题分割成若干个可管理的小问题后更易于求解,模块化正是以此为据。 ?模块的独立程序可以由两个定性标准度量,这两个标准分别称为内聚和耦合。耦合衡量不同模块彼此间互相依赖的紧密程度。内聚衡量一个模块内部各个元素彼此结合的紧密程度。 软件避错设计准则 ? (2抽象和逐步求精 –抽象是抽出事物的本质特性而暂时不考虑它们的细节 ?举例 可靠性技术与测试流程试题 一、选择题(单项选择) 1、可靠性试验是定量评估产品的可靠性,即产品在的条件下,规定时间内完成的概率。 2、环境试验考察的是产品对环境的;确定产品的是符合合同要求,为接收,拒收提供决策依据。 3、温度变化对产品在:;;等方面有很大的影响。 4、湿热对产品在:;等方面有很大的影响。 5、MTBF也称为:,是指相邻两次故障之间的平均工作时间。 二、选择题(不定项选择) 1、哪些试验项目对产品有影响?() A、高低温试验 B、湿热试验 C、太阳辐射试验 D、大气腐蚀试验 2、振动试验的类型主要有:() A、正弦扫频振动 B、正弦定频振动 C、随机振动 D、定频随机振动 3、冲击试验的波型主要有:() A、半正弦波 B、后峰锯齿波 C、梯形波 D、方波 4、以下标准号中,哪个是指“电工电子产品环境试验第2部分:试验方法,试验C ab:恒定湿热试验”() A、GB/T2423.1 2001 B、GB/T2423.2 2001 C、GB/T2423.3 2006 D、GB/T2423.4 1993 5、客户要求产品的MTBF值≥20000h;已知生产风险α= 0.2;客户接收风险β=0.2。鉴别比:Dm=4.3;产品的MTBF θ1≥20000h 失效数r≤1;品数量:n=80台;温度加速因子AF;工作最大上限温度为40℃的产品在45℃的环境温度下进行实验,根据温度加速因子的计算公式得AF=1.477,请计算出80台产品在45℃条件下,当失效次数≤1次时,产品的MTBF≥20000h;需要多少时间:() A、600h B、700h C、616h D、717h 6、可靠性预计常用的试验方法为:() A、元器件计数法 B、应力分析法 C、高温老化应力法 D、器件温升测试法 7、以下哪些测试项目是在HALT试验中必须确定的() A、低温破坏极限 B、低温工作极限 C、高温破坏极限 D、高温工作极限 8、已知加速度频谱密度值为:0.5(m/s2)2/Hz,则对应的功率频谱密度值为: ( ) A、0.005 B、0.01 C、0.05 D、0.001 9、在IPD流程中,可靠性测试介入的阶段点为()。 A、TR4 B、TR5 C、TR6 D、TR4及TR5 10、在影响产品的环境因素中,以下哪些为机械条件() A、冲击 B、振动 C、噪音 D、摇摆 三、是非题(每题2分,共10题计20分) 1、试样的表面最热点温度低于周围大气的环境温度5℃以上为散热样品;高于5℃为非散热样品( )。 2、欠试验条件中断:试验条件低于允许误差下限时,应将试验条件重新稳定后继续试验。试验时间应为重新稳定后时间()。 3、水试验的目的是考核防水产品的外壳、防护罩(盖)的密封防水能力,与产品性能无关()。 4、太阳辐射的热效应可用高温试验来评价,因其作用机理相同,从而其试验结果也相同()。 5、大气中经常含有不同浓度的二氧化硫和硫化氢等有害的气体,对产品金属零部件及材料有影响,但不影响产品的使用安全()。 6、砂尘是黏附在设备上,并且不断地积累,长期作用后形成导电桥、产生短路,从而影响产品的功能和性能()。 7、材料表面的霉菌可以产生酸和电解质,这些物质会腐蚀产品,使材料电解、老化,引起短路甚至电气失效()。 1.目的:确定与产品相关的设计过程潜在的失效模式,确定设计过程中失效的起因,确定减少失效 发生或找出失效条件的过程控制变量并编制潜在失效模式分级表,为采取预防措施提供对策 2.范围:本程序适用于新产品设计、产品改型以及应用环境发生变更时的样品试验阶段的FMEA分析。 3.定义: 3-1.FMEA:指Failure Mode and Effects Analysis(失效模式及后果分析)的英文简称。是一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。 3-3.DFMEA:设计潜在失效模式及后果分析。 3-4.失效:在规定条件下(环境、操作、时间),不能完成既定功能或产品参数值和不能维持在规定的上下限之间,以及在工作范围内导致零组件损坏等现象。 3-5.严重度(S):指一给定失效模式最严重的影响后果的级别,是单一的FMEA范围内的相对定级结果。严重度数值的降低只有通过设计更改或重新设计才能够实现。 3-6.频度(O):指失效原因/机理预计发生频度,分1到10级。预防措施可降低发生频度。 3-7.级别:用于区分部件、子系统、系统特性(例如:安全性/关键、重要、一般) 3-8.探测度(D):评估在零部件离开制造现场前,现行控制方法对失效模式或失效模式的原因得到发现的可能性。分为1到10及。检验能提高失效模式或失效原因的探测能力。 3-9.风险优先数(RPN):指严重度数(S)、频度数(O)及探测度数(D)三项数字之乘积。 4.权责:由产品开发部、生产部、工艺部门、品质部负责设计失效模式及后果分析(PFMEA)的制 定与管理。 开发工程师:负责DFMEA数据信息的统筹与收集。 各职能部门:负责各失效模式和后果分析相关工作配合和对策的实施。 5.作业内容 5-1.新项目立项后,在设计阶段图面设计之前产品开发工程师负责主导DFMEA小组实施DFMEA ,并且在产品图样完成之前全部完成。 5-2.DFMEA小组的构成:DFMEA小组成员由产品开发部根据项目需要从项目小组成员中选择组成。5-3. 设计失效模式和后果分析(DFMEA)的实施 5-3-1. FMEA小组应收集相关文件,列出设计意图,将产品要求文件、产品制造/装配要求和确定的顾客需求等综合起来。 5-3-2.产品开发工程师在进行设计失效模式及后果分析(DFMEA)前应根据顾客要求、法规要求、产品特性评估出《产品质量特性清单》(附件一)。 5-3-3. DFMEA从所要分析的系统、子系统或零部件的关系框图开始,分析各项目之间的主要关系,确定分析的逻辑顺序。 5-3-4.由产品开发部主导DFMEA小组相关人员根据设计任务书的设计要求和预期的工艺流程,对设计方案进行分析评审,共同讨论并确定DFMEA的内容。 5-3-5.产品开发部负责编制《设计潜在失效模式及后果分析表》(附件二)。 5-4.DFMEA填写说明 潜在失效模式及后果分析(FMEA)控制程序 潜在失效模式及后果分析(FMEA)控制程序 1.目的 通过分析、预测设计、过程中潜在的失效,研究失效的原因及其后果,并采取必要的预防措施,避免或减少这些潜在的失效,从而提高产品、过程的可靠性。 2.适用范围 适用于公司设计FMEA、过程FMEA活动的控制。 3.职责 产品研发部(R&D)负责组织成立DFMEA(设计FMEA)小组,负责DFMEA活动的管理。 生产技术部(PE)负责组织成立PFMEA(过程FMEA)小组,负责PFMEA活动的管理。 产品研发部、生产技术部、品管部、生产部、营销部、采购部等部门指定人员参加DFMEA 小组、PFMEA小组。必要时,由品管部邀请供应商、客户参加。 DFMEA小组负责制定《DFMEA潜在失效后果严重程度(S)评价标准》、《DFMEA潜在失效模式发生概率(O)评价标准》、《DFMEA潜在失效模式发现难度(D)评价标准》。 PFMEA小组负责制定《PFMEA潜在失效后果严重程度(S)评价标准》、《PFMEA潜在失效模式发生频度(O)评价标准》、《PFMEA潜在失效模式发现难度(D)评价标准》。 4.工作程序 设计FMEA的开发实施 4.1.1 DFMEA实施的时机 4.1.1.1 按APQP的计划进行DFMEA。 4.1.1.2 在出现下列情况时,DFMEA小组应在产品零件图纸设计之前进行DFMEA活动: ① 开发新产品/产品更改; ② 产品应用的环境发生变化; ③ 材料或零部件发生变化。 4.1.2 DFMEA实施前的准备工作 ① 产品研发部(R&D)牵头成立DFMEA(设计FMEA)小组,生产技术部、品管部、生产部、营销部、采购部等部门指定人员参加DFMEA小组,必要时,由品管部邀请供应商、客户参加。 1.判断题(共20分,每题2分) (1)()系统优化权衡的核心是效能、寿命周期费用两个概念之间的权衡。 (2)()产品的故障密度函数反映了产品的故障强度。 (3)()对于含有桥联的可靠性框图,在划分虚单元后得到的可靠性框图应是一个简洁的串、 并联组合模型。 (4)()提高机械零件安全系数,就可相应提高其静强度可靠度。 (5)()相似产品可靠性预计法要求新产品的预计结果必须好于相似的老产品。 (6)()并非所有的故障都经历潜在故障再到功能故障这一变化过程。 (7)()故障树也是一种可靠性模型。 (8)()事件树中的后续事件是在初因事件发生后,可能相继发生的非正常事件。 (9)()电子元器件是能够完成预定功能且不能再分割的电路基本单元。 (10)()与电子产品相比,机械产品的失效主要是耗损型失效。 2.填空题(共20分,每空1分) (1)系统效能是系统 、及的综合反映。 (2)产品可靠性定义的要素为、和。 (3)可靠性定量要求的制定,即对定量描述产品可靠性的 及其。 (4)应力分析法用于 阶段的故障率预计。 (5)在进行FMEA之前,应首先规定FMEA从哪个产品层次开始到哪个产 品层次结束,这种规定的FMEA层次称为,一般将最顶层的约定层次称为 。 (6)故障树构图的元素是和。 (7)事件的风险定义为与的乘积。 (8)PPL的含义是。 (9)田口方法将产品的设计分为三次: 、和。3.简答题(20分) (1)(10分)画出典型产品的故障率曲线,并标明: 1)故障阶段; 2)使用寿命; 3)计划维修后的故障率变化情况。 (2)(10分)什么是基本可靠性模型?什么是任务可靠性模型?举例说明。软件可靠性设计与分析
可靠性技术与测试流程 试题及答案
设计失效模式及后果分析(DFMEA)管理程序
潜在失效模式及后果分析控制程序
可靠性设计分析试题BWord版
相关主题
文本预览