(RGB软灯条系列)文件编号RGB 软灯条(通用)
文件頁次2010-7-8
版本编号
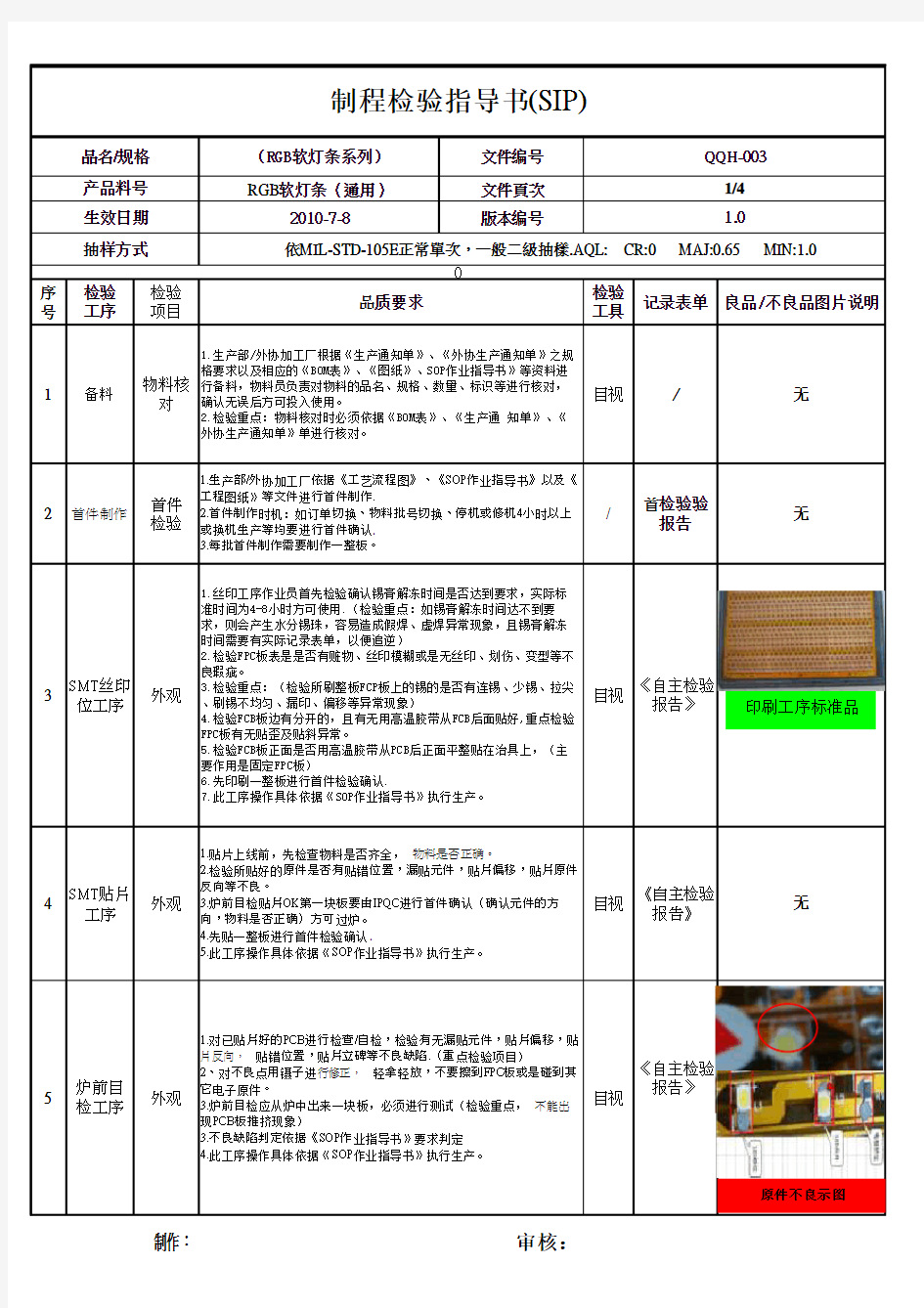
2 1.丝印工序作业员首先检验确认锡膏解冻时间是否达到要求,实际标准时间为4-8小时方可使用.(检验重点:如锡膏解冻时间达不到要求,则会产生水分锡珠,容易造成假焊、虚焊异常现象,且锡膏解冻时间需要有实际记录表单,以便追逆)
2.检验FPC板表是是否有赃物、丝印模糊或是无丝印、划伤、变型等不良瑕疵。
3.检验重点:(检验所刷整板FCP板上的锡的是否有连锡、少锡、拉尖、刷锡不均匀、漏印、偏移等异常现象)
4.检验FCB板边有分开的,且有无用高温胶带从FCB后面贴好,重点检验FPC板有无贴歪及贴斜异常。
5.检验FCB板正面是否用高温胶带从PCB后正面平整贴在治具上,(主要作用是固定FPC板)
6.先印刷一整板进行首件检验确认.
7.此工序操作具体依据《SOP作业指导书》执行生产。
外观
SMT 丝印位工序
3
首件检验
《自主检验报告》
/
1.0
无
依MIL-STD-105E正常單次,一般二級抽樣.AQL: CR:0 MAJ:0.65 MIN:1.0
1.生产部/外协加工厂根据《生产通知单》、《外协生产通知单》之规格要求以及相应的《BOM表》、《图纸》、SOP作业指导书》等资料进行备料,物料员负责对物料的品名、规格、数量、标识等进行核对,确认无误后方可投入使用。
2.检验重点:物料核对时必须依据《BOM表》、《生产通 知单》、《外协生产通知单》单进行核对。
目视1良品/不良品图片说明
记录表单/无
序号
检验项目
备料
物料核对
1.生产部/外协加工厂依据《工艺流程图》、《SOP作业指导书》以及《工程图纸》等文件进行首件制作.
2.首件制作时机:如订单切换、物料批号切换、停机或修机4小时以上或换机生产等均要进行首件确认.
3.每批首件制作需要制作一整板。
首件制作
首检验验报告
目视
1.贴片上线前,先检查物料是否齐全, 物料是否正确。
2.检验所贴好的原件是否有贴错位置,漏贴元件,贴片偏移,贴片原件反向等不良。
3.炉前目检贴片OK第一块板要由IPQC 进行首件确认(确认元件的方向,物料是否正确)方可过炉。
4.先贴一整板进行首件检验确认.
5.此工序操作具体依据《SOP 作业指导书》执行生产。
外观
SMT 贴片工序
4
目视
《自主检验报告》
无
5
炉前目检工序
产品料号品质要求品名/规格生效日期QQH-003检验工序
检验
工具
抽样方式1/4外观
制作: 审核:
1.对已贴片好的PCB 进行检查/自检,检验有无漏贴元件,贴片偏移,贴片反向, 贴错位置,贴片立碑等不良缺陷.(重点检验项目)
2、对不良点用镊子进行修正, 轻拿轻放,不要擦到FPC板或是碰到其它电子原件。
3.炉前目检应从炉中出来一块板,必须进行测试(检验重点, 不能出现PCB板推挤现象)
3.不良缺陷判定依据《SOP作业指导书》要求判定
4.此工序操作具体依据《SOP 作业指导书》执行生产。
目视
《自主检验报告》
印刷工序标准品
原件不良示图
(RGB软灯条系列)文件编号
RGB软灯条(通用)文件頁次2010-7-8版本编号
6炉后目检
工序
外观目视
自主检验报
告
7炉后电测
工序
性能测
试
直流
电源
电性检测报
告
8首件检验/1.作业员将首件制作一整板半品自主检验OK后交生产组长确认,生产组长确认首件的产品结构、型号规格以及外观是否符合既定的要求,确认无误后填写《首件检验报告》连同首件样品一并送检给制程IPQC 进行检验;
2. IPQC收到生产送检的首件样品后,准备好《生产通知单》、《BOM 表》、《工程图面》、《检验指导书(SIP)》、《QC工程图》、《样板》、检测工具等。
3. IPQC对首件样品之品名规格、外观、尺寸、性能等项目进行完全充分的检验,检验结果记录于《首件检验报告》中,由QC组长对首件检验的结果进行审核和确认并作最终判定即是否同意批量生产。
4.首件检验完毕,品管部保留检验记录及样品,并将检验结果通知到生产部,生产部根据检验结果再作批量生产安排或改善事宜。
5.首件样品不良判定及检验方法依据《SOP作业指导书》及《SIP检验指导书》等要求检验判定。
序号检验
工序
检验
项目
品质要求
检验
工具
目视
测试
抽样方式依MIL-STD-105E正常單次,一般二級抽樣.AQL: CR:0 MAJ:0.65 MIN:1.0
记录表单图片说明
品名/规格QQH-003
产品料号2/4
生效日期 1.0
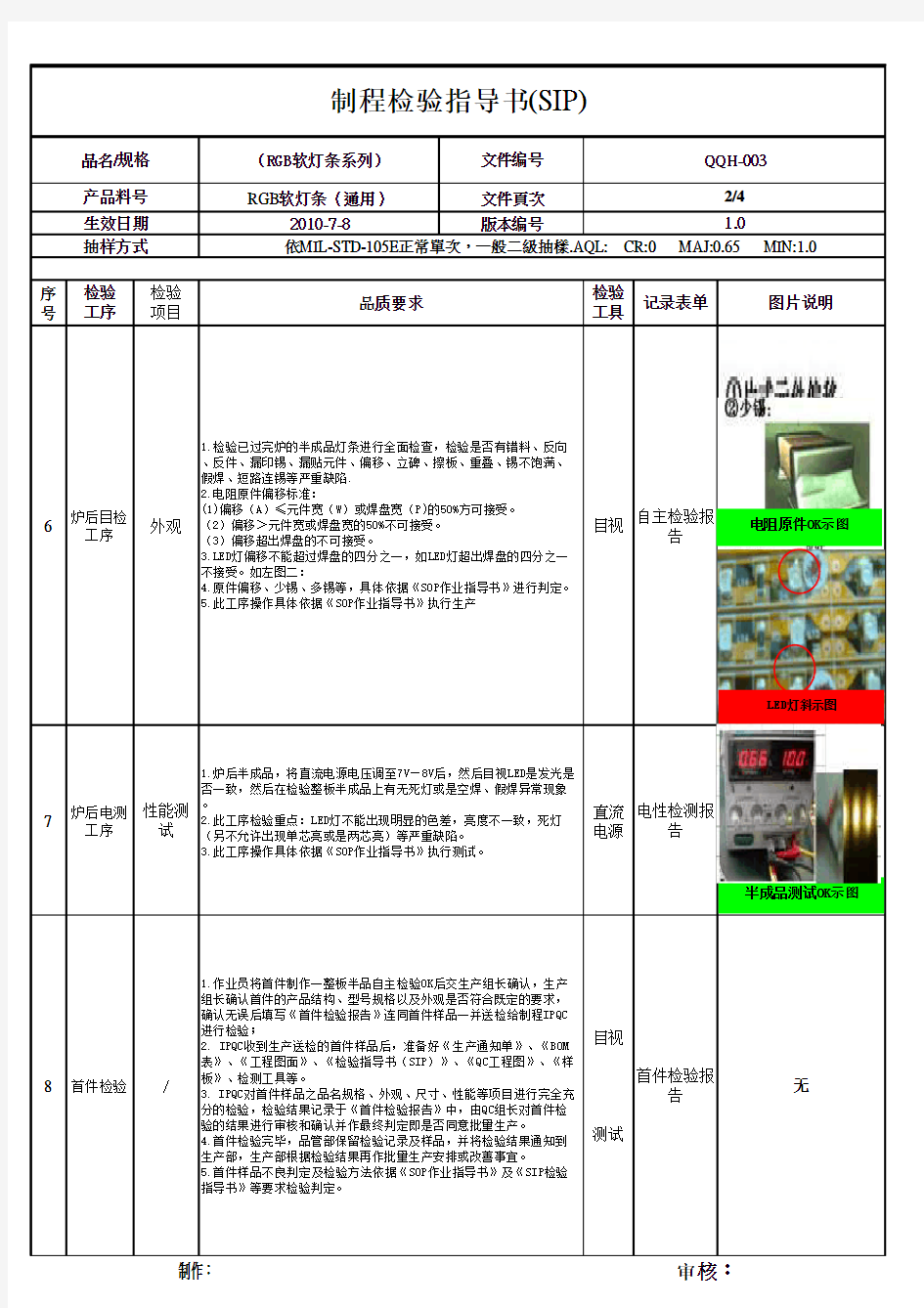
1.炉后半成品,将直流电源电压调至7V—8V后,然后目视LED是发光是
否一致,然后在检验整板半成品上有无死灯或是空焊、假焊异常现象
。
2.此工序检验重点:LED灯不能出现明显的色差,亮度不一致,死灯
(另不允许出现单芯亮或是两芯亮)等严重缺陷。
3.此工序操作具体依据《SOP作业指导书》执行测试。
1.检验已过完炉的半成品灯条进行全面检查,检验是否有错料、反向
、反件、漏印锡、漏贴元件、偏移、立碑、擦板、重叠、锡不饱满、
假焊、短路连锡等严重缺陷.
2.电阻原件偏移标准:
(1)偏移(A)≤元件宽(W)或焊盘宽(P)的50%方可接受。
(2)偏移>元件宽或焊盘宽的50%不可接受。
(3)偏移超出焊盘的不可接受。
3.LED灯偏移不能超过焊盘的四分之一,如LED灯超出焊盘的四分之一
不接受。如左图二:
4.原件偏移、少锡、多锡等,具体依据《SOP作业指导书》进行判定。
5.此工序操作具体依据《SOP作业指导书》执行生产
首件检验报
告
无制作: 审核:
电阻原件OK示图
LED灯斜示图
半成品测试OK示图
(RGB软灯条系列)文件编号RGB软灯条(通用)文件頁次2010-7-8版本编号
9批量生
产批准
//
自主检验
报告
首件检验
报告
10SMT前
段巡回
检验工
序
巡回检
验
目视
直流
电源
巡线检验
报告
12分板工
序
外观目视
自主检验
报告
巡线检验
报告
QQH-003
品质要求
检验
工具
记录表单图片说明
1.依据《生产通知单》要求分条对接及(板的长度按BOM要求)
2.检验/自检所对接的半成品有无空焊、假焊、反向、短路、歪曲、错
位、间隙过大、焊点缺锡、少锡、等不良,确认无不良后流入下一站
(重点检验项目)
3.对接工序具体要求依据《SOP作业指导书》操作对接,
4.焊接PCB与PCB的左右偏移度不可超过0.24MM,如偏移度超过
0.24MM,则予以判定NG及不接受。
5.PCB对接上下间隙小0.13MM(上下间隙不可超过就是一张A4纸的厚
度),如间隙超出0.13MM,则予以判定NG不接受。
6.焊接线材时,必须要注意正负极,且焊线必须牢固,不可烫伤线
材,不能出现露铜异常现象或是及极性接反异常。
7.检验RGB的板在焊线时要注意:黑色线焊“←”正极点,红色线焊“
R”绿色线焊“G”蓝色线焊“B”点,检验时注意,线序不可焊接反或
是错误。另不能烫伤线材或是露铜线缺陷的发生。
目视
自主检验
报告
巡线检验
报告
11灯条焊
接工序
外观
制程检验指导书(SIP)
产品料号3/4
生效日期 1.0
品名/规格
抽样方式依MIL-STD-105E正常單次,一般二級抽樣.AQL: CR:0 MAJ:0.65 MIN:1.0
无
1.当批准批量生产时,则依据上述各生产工序循环生产。管控重点依
据上述各工序管控重点进行管控。
2.品管部IPQC负责生产过程中的巡回检验,按照《QC工程图》、《检
验指导书》以及工程图面等技术资料的要求,对制程中的各个工序作
业品质进行检验,并对作业现场的“人(例如人员是否经培训合格上
岗)、机(例如机器设备是否经保养合格或校准合格)、物(例如物
料的规格、标识、摆放是否符合要求)、法(例如作业方法是否正
确)、环(例如作业环境是否符合要求)等生产要素进行管控,巡检
结果记录于相关巡检报告以及点检记录表上。
无
1.首件检验完毕,品管部保留检验记录及样品,并将检验结果通知到
生产部,生产部根据检验结果再作批量生产安排或改善事宜.
2.当品管部批准批量生产后,各作业员应对本工位的作业品质进行自
主检查,以避免不良品流入后工序,同时,须对来源于前工序的材料
进行检查,做到工序之间的互检,避免前工序的不良流入本工位,相
关机台等工位可根据实际需要将作业过程中的自检、互检记录于《自
主检查日报表》中。
3.当品管部通知生产部此样品有异常缺陷时,则生产线应及时重新制
定新样品,(首件样品必须检验合格后方可批量投产)
序号检验
工序
检验
项目
先将连板板边撕除,再将5米长连板撕成单板.并将良品单条扎为把,此
工序重点检验项目,注意在分板时检验PCB有无断线、刮伤、撕伤铜线
等异常缺陷的不良。
无制作: 审核:
(RGB软灯条系列)文件编号RGB软灯条(通用)文件頁次2010-7-8版本编号
13贴3M胶
工序外观目视
自主检验
报告
巡线检验
报告
14吹热缩
套管外观目视
自主检验
报告
巡线检验
报告
16缠料盘
工序
外观目视
自主检验
报告
巡线检验
报告
17包装工
序
外观目视
自主检验
报告
巡线检验
报告
图片说明
制程检验指导书(SIP)
品名/规格QQH-003
1.取一加工OK之热缩套管套至焊有导线的端,选择低温挡进行加热.
2.将套有热缩套管的一端移至热风枪口2-3cm处进行加热3秒左右,
3.热风枪不能吹到LED灯,至热缩套管缩紧为止.,作业完成后检验有有
无松动,破损或是将LED灯烫伤、线材烫伤或烫破等不良缺陷(检验重
点)
4.具休操作依据SOP操作要求执行生产。
产品料号4/4
生效日期 1.0
品质要求
检验
工具
记录表单
1.先将无导线的一端开始,将PCB平整缠到料盘上(检验重点:FPC板边
不能卡在料盘内,要平整的进行卷盘)
2.其次检验料盘是否与FPC板尺寸相匹配。
3.缠FPC时不可有松动现象,但亦不可太紧而伤到SMT贴片元件,另在卷
盘卡线时,不能将线材外被划伤或是划破。
4.在卷盘OK后,检验是否有在料盘上贴上相对应的颜色标签。
5.具休操作依据SOP操作要求执行生产
6.卷盘时,不能将板折弯打邹,顺手卷盘,且在相应的卷盘上贴上相
对应的色标以便标示。
抽样方式依MIL-STD-105E正常單次,一般二級抽樣.AQL: CR:0 MAJ:0.65 MIN:1.0
序号检验
工序
检验
项目
1.首先检验确认产线所领3M胶的宽度是否与FPC板的宽度相适宜).
2.其次检验双面胶是否贴平整,均匀,且不可超出板边粘在PCB背面及
打邹、断裂等异常缺陷。
3.具休操作依据SOP操作要求执行生产。
15成品测
试工序
功能
测试
1.检查是否将直流电源电压调至于12V,然后取一焊线端,且用鄂鱼夹
夹住导线(注意正极对正极,负极对负极)开始测试。(检测时注意观
察电压或电流)电压或电流不可超过额定的电压、电流。
2.检测时灯条上的LED全亮为OK,且亮度、色温必须要与样品相符合,
不能出现明显色差,亮度不一致、颜色一致及单芯或两芯亮等异常缺
陷。
3.注意直流电源要求每天要进行点检保养测试。并将仪器点检记录于
相应的报表中。
4.具休操作依据SOP操作要求执行生产。
5.成品检测时,不能将板折弯打邹,也不能用力抖动,只要顺手滩开
进行检测。
直流
电源
成品测试
报告
1.取一防静电袋,检查防静电袋是否有破损、印字模糊等不良.
2.在静电袋有丝印的一面贴上产品说明标签及LED颜色相对应的颜色标
签,
3.先在袋内放1PCS干燥剂,再将1盘成品装入袋内.
4.检验重点:检验时注意实物要与标签相符合、不能装错料,产品说
明标签上说的颜色与颜色标签上所指示的一致,不可多装或少装,贴
纸必须贴平整,不可翘起、歪斜、起皱等不良。
5.具体包装要求依据《生产通知单》及《SOP作业指导书》要求执行操
作。
/
18异常处理/ 1.制程检验/自主检验过程中出现的不合格,依据《不合格品控制程
序》、《纠正预防措施程序》进行处理。
2.当加工厂/生产部在生产时,如发现不良率超过千分之三时,应及时
反馈或是停机生产,原因分析。
//无
19其它检
验要求
事项
1.本公司检验过程及外协加工厂在生产灯条时,必须作好静电防护措
施,且都要有静电测试记录。
2.针对产线发现的不良品,需要有明确的标识,且如有维修品,则统
一由产线组长统一交到维修人员处进行维修,另维修品必须进行老化
测试判定后方可入库。
//无
标准作业
标准作业
标准作业
标准作业