Mathematical Modeling Of Process Crystallization Continuous Casting Bloom From Shipbuilding Steel By
Finite Element Method
Minayev Alexander, Smirnov Evgeniy, Smirnov Alexey, Grigoriev Michael
(DonNTU, Donetsk, Ukraine) (CSC “VIZAVI”, Donetsk, Ukraine)
Abstract. I n this work, the field of temperatures and thermal stresses in soft reduction zone, during continuous casting of shipbuilding steel (0.35% C) was presented. For computation, ANSYS the commercial numerical system (software), which based on finite elements method was applied.
INTRODUCTION
The conditions in which special construction steels are used require increasing better mechanical properties [1-3]. In this case, the accepted segregation or porosity level of the cast product decreases due to the fact that the rolling reduction ration is inadequate to correct internal effects. In this context soft reduction is an interesting technology as in the proper conditions it can be an alternative to electromagnetic stirring, especially for bloom casters.
PRINCIPLE OF SOFT REDUCTION
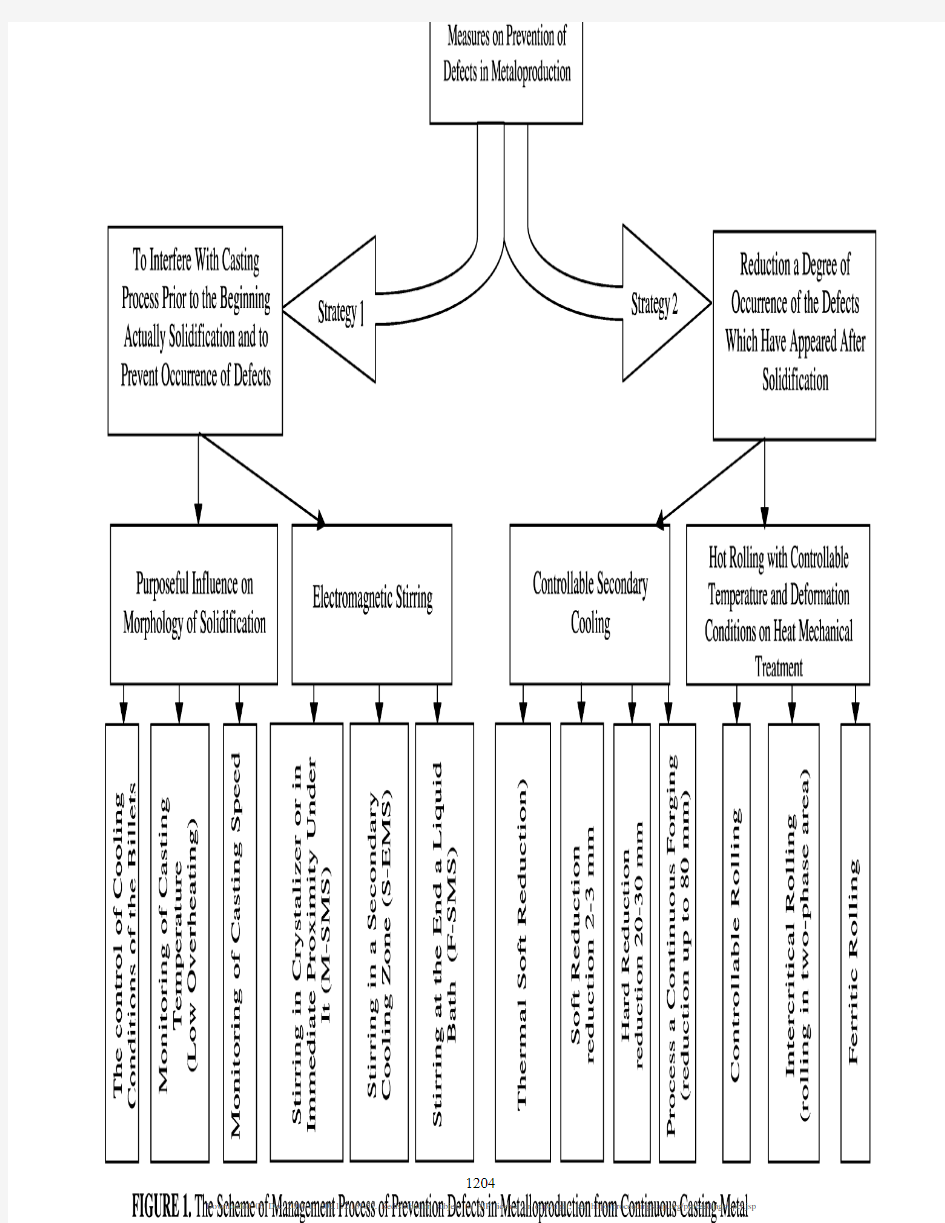
The decision a problem of increase metal quality and decrease its price, is to the full possible at the expense of creation perspective technologies based on overlapping in the uniform technological unit of several operations: continuous casting and rolling; rolling and heat treatment processing etc. I n turn, the various ways of overlapping of elements continuous casting and rolling are united in one strategic direction called as controllable secondary cooling (fig. 1).
The introduction of technology of controllable secondary cooling, and first of all “soft” reduction, at adjustment and development new or reconstructed
bloom casters requires the appropriate correction modes of cooling continuous casting ingot in a secondary cooling zone with the purpose of maintenance its subsequent without defect elastic-plastic deformation in a two-phase condition. Besides it is well-known, that the technological efficiency sold reduction is defined by a ratio of thickness liquid and solid phases on a considered deformation length [4,5]. The carried out literary analysis given, concerning technological configuration of the “soft” reduction block on working bloom casters both optimum ratio of solid and liquid phases on boundary of transitive sites [6] has shown, that the available recommendations significally differ from each other, is especial in a part of technological configuration of a section “soft” reduction (number stands, type of stands etc.), absolute meanings single and total reductions. I n too time, all authors are uniform in necessity of definition an optimum ratio of liquid and solid phases for two-phase a “soft” reduction zone in each concrete case [7].
Soft reduction is a complex process. On a macroscopic scale, the following parameters, at least, must be known in order to elaborate a meaningful description of the process: billet size and shape, physical properties of the steel, temperature distribution, number of deformation steps, liquid fraction in the segment where soft reduction takes place.
? 2004 American Institute of Physics 0-7354-0188-8/04/$22.00
edited by S. Ghosh, J. C. Castro, and J. K. Lee
CP712,Materials Processing and Design: Modeling, Simulation and Applications,NUMIFORM 2004,
NUMERICAL SIMULATION
To investigate the relation among these variables and their effect on the result of soft reduction, has developed a complex model (three stages) of the solidification and reduction a continuous casting blooms by finite element method. The development of similar technologies having scientifically capacity, causes creation mathematical models of processes and research with their help a optimum variants of the solution problems on release a required kinds production of necessary quality:
1 stage – Model a distribution the field of temperatures in bloom section during continuous casting;
2 stage – Model of thermal stresses in soft reduction zone;
3 stage – Model of stress-strain condition of metal at reduction continuous casting bloom with a liquid core.
For modeling temperature and stress-strain conditions of blooms during a continuous casting process a radial type caster JSC Dneprovsky Iron and Steel Works was used. For simulation bloom 0.335 x 0.400 m from I group - %35.0C ≤, I I group -
%50.0C %35.0≤≤, I I I group - %50.0C > [8-10] was used. For computation the ANSYS
commercial numerical system, which based on finite elements method was used [19].
The transient nonlinear equation for heat transfer analysis of continuous casting is:
?
?
?
?????λ??+????????λ??=τ??ρY t )t (y X t )t (X t )
t (c )t (ef ef ef .(1).
where ρ is material density (3
m /kg );
ef c is
effective specific heat (K kg /J ?); ef λ is effective thermal conductivity (K m /W ?); T – temperature; τ - time (sec).
The effective values of specific heat and thermal conductivity are set in view of size relative amount a solid phase in melt according to the recommendations work [11]. ρ,ef c ,ef λ are temperature-depended material properties.
The heat exchange coefficients was made so that the distribution temperature of surface on perimeter after passage crystalizer was commensurable with experimental data [12,13] and answered conditions of rational cooling: monotonous decreasing temperature on bloom length; uniform distribution temperatures on perimeter; the maintenance temperature a bloom surface at the end a secondary cooling zone is no lower
C 900800o ? [14]. Besides as the special criterion
of the control correctness of the heat exchange
coefficients the time complete solidification an ingot
was used [15].
a
b
c
d
FIGURE 2. Distribution of temperature on section an shell solidification continuous casting bloom PP WKH ERXQGDU\ XQGUHVVHG OLTXLG DQG solid phases (b), isotherms (c) and curve changes of temperature on a surface and at the center ingot (d) with the casting speed 0.6 m/min.
The similar approach to distribution of heat exchange coefficients on crystalizer zones and sections a secondary cooling zone has allowed as a result accounts to receive curves of dynamics changing temperatures in any elements in section solidification bloom (Fig. 2).
The analysis of deformation process continuous casting bloom in a two-phase condition from the point view of rules of the plasticity and rolling theories shows, that as resulting criterion it is necessary to choose value a true stress or stress intensity i σ[16,17].
Besides approximation the diagram a plastically tension is expedient for executing as hardening on linear dependence (Fig. 3), where: in elastic area tangent of corner an inclination a line (()εσ=σ) is defined by the elasticity module (α=tg E ), and in plastic area - constant hardening module (β=tg D
).
FIGURE 3. Dependence between stress and strains at uniaxial tension () and kind approximating diagram (b).
For creation of the calculating scheme of definition stress-strain condition in a “soft” reduction zone, at the first stage were accepted the following assumptions:1. The material an ingot shell is elastic.
2. The layer, solidification from melts at the given moment of time accept length solid shell, i.e. on boundary of solidification the thermal stresses are equal to zero.
3. The elasticity module depends on temperature.
4. On outside ingot surface there are no motions, i.e. shell not bending under action of thermal stress.
5. The size a plate of individual length, which has been cut out from ingot shell, changes with current of time on unknown generally to law from 1 up to τY .During mathematical modeling as initial thermal loading the field of temperatures a bloom, certain was used during the first stage modeling for a site located on distance 13-18 meters from meniscus.
As a result of the carried out calculations the figures families of stress intensity for various parameters of process continuous casting were
received. The selective result of research is submitted
in a fig. 4.
b
FIGURE 4 0RWLRQ
DQG VWUXFWXUH RI VWUHVV RQ Misses (b) in an shell continuous casting bloom PP DW GHIRUPDWLRQ LQ D WZR -phase condition
(1h i =Δmm; [C] < 0,35 %; C 1031t sur o
=;C 1437t t sol center o ==).
Definition stress-strain condition of metal at deformation a strip in a “soft” reduction zone with a liquid phase (the third stage), provided:
- deformation from action an internal surface of shell a ferrostatic pressure, and on an external surface - in a contact zone with rolls of set moving. Thus, two variants of a solution were counted: - variant 1 - without the account of presence of thermal stresses; - variant 2 - in view of presence an initial field of the thermal stresses.
As the calculating scheme the fourth part an environment with a liquid phase is accepted [9].
The results of calculating stress-strain condition an shell continuous casting ingot (third stage) with a liquid core are represented as figures and isotherms of motions, stresses and strains.
The analysis of the received results shows, that arising stress-strain condition in the shell of solidification bloom at it deformation in a liquid-solid condition has complex (difficult) character expressing:
- in occurrence of a zone of the raised
tensile stresses in the field of transition of
a small side in wide, and as a
consequence, localization in these areas
of sites subject to the most probable
destruction;
- the value of tensile stresses in process
growth of size a temperature gradient
between outside and internal surfaces an
shell, and also with growth of size single
reductions can be increased on length of
the center in two and more times;
- the average level of tensile deformations
(stresses) in the shell of ingot is high and
reaches a size 0,45-0,55 from allowable.
The additional check of a correctness of the developed mathematical model was executed during physical modeling of deformation process an shell continuous casting bloom [9] on plasticine models.
The carried out research has proved a conclusion that the origin of cracks, and is equal also destruction of shell blooms, begins in internal corners of shell. In these areas the maximal zones of stresses also were revealed also during mathematical modeling. Such concurrence of results received on physical and mathematical models, allows to speak about a correctness last and about an opportunity of its further realization on volumetric model. Besides the carried out measurements of deformable samples have shown, that two areas an continuous casting ingot, namely are exposed to plastic deformation:
- sections, at which there is an extremely solid phase (are parallel a longitudinal axis bloom);
- areas, which contacting to boundary of contact deformation roll with metal, in which the metal is displaced in a cross direction, forming insignificant inflows.
The given conclusion partially proves to be true also by conclusions received in work [18] for conditions deformation continuous casting slab. On the basis of above-stated it is possible to assert, that the developed complex of mathematical models substantially facilitates the decision of the basic problems connected to technological realization of a “soft” reduction method:
- definition a place of the appendix of reduction force (ratio between quantity a liquid and solid
phase at the reduction moment);
- definition of the law appendix reduction (reduction in one or several stages);
- definition a way of the appendix of reduction force to a surface of billet.
All above-stated technological aspects in aggregate with that circumstance, that as a result of enclosed reduction change the geometrical sizes of initial continuous casting bloom, make to the competent analysis of “soft” reduction technology a blooms proceeding from the basic principles of the metal working theory, thus, whereas generally process deformation of blooms with a liquid core can be carried out as in driving rolls (rolling process), and not driving rolls (broaching), the technological scheme of “soft” reduction process a blooms can be submitted as
set of various technologies metal working. Thus, a key element of the offered system of technological designing of “soft” reduction technology a continuous casting ingots will be the complex of above named mathematical models.
The check legitimacy of the offered system of technological designing of “soft” reduction technology
is executed during the analysis of work working bloom casters (there is a “soft” reduction block), developed
by firm T I SSEN STAHL and DAN I ELL I [5,19]. Submitted in work [6] the data show, that the offered scheme of technological designing “soft” reduction a blooms gives good results and has universal character.
CONCLUSIONS
Thus, the data concerning efficiency of use for the first time offered way of technological designing a method “soft” reduction a continuous casting blooms and billets based on principles of the theory metal working are considered. For the various geometrical sizes of billets, metallurgical (technological) conditions of shop, steel grades and requirements to quality a metaloproduction the search optimal solutions can be executed with use of the developed mathematical models realized by final elements method through a numerical engineering complex ANSYS.
REFERENCES
1. Smirnov A., Panfilova T., Matviuchuk V. Dynamics of
change manufacture of steel in Ukraine and prospect of
its development / Sb. nauchn. trudov Donetskogo
gosudarstvennogo technicheskogo universiteta.
Metallurgy,
??' ?– Donetsk, DonGTU, 1999. – P. 26-33.
2. Lubenets A., Smirnov E., Sherbachev V. Experience
manufacture of shipbuilding profiles from continuous
casting billet // Steel. – 2002. -
??' ?– P. 102-106.
3. Modern level and prospects development of the
technological manufacture schemes bulb flats profiles /
Lubenets A., Smirnov E., Sherbachev V. et all / Sb.
trudov I V congress of rolling mans. Volume 1. –
Moscow. – 2002. – P. 320-325.
4. Wv r ?B ?Ehp iv? ?
W r ir t? ?D sy r pr? s?
solidification structure and casting speed on axial porosity of continuous casting billets from various steel grades // Ferrous metals, 1995, February P. 56. 5. Zovka E., Andre B., Bertram P., Rgenchik X.
Modernization of continuous bloom caster at a works of firm Tissen Steel in Duisburg // Ferrous metals, 1995, October P. 33-36. 6. System of technological designing a soft reduction
method on continuous casting blooms and billets at the end solidification / Minayev A., Smirnov E., Smirnov A. et all / Resursosberegaushie texnologii proizvodstva ta obrabotki metalov davleniem v mashinostroitelistve. Sb. nauchn. trudov – Lugansk: SNU V. Dalia. – P. 320. 7. Morozenskiy L., Mitenev O., Krutikov V. To a
question on hot longitudinal cracks on continuous
ph v t? yhi ? ?T rry ??# ? (%$ ?- P. 312-317. 8. Minayev A., Smirnov E., Grigoriev M. Modeling a
thermal condition continuous casting bloom in process controllable secondary cooling // Metall and casting Ukraine. – 2003. -
??% ?– P. 18-23. 9. Modeling a process deformation continuous casting
bloom in two-phase condition / Minayev A., Smirnov E., Grigoriev M., Ovsiannikov V. // Theory and practice manufacture on plate steel, Sb. nauchn. trudov. Part 2. – Lipetsk: LGTU. 2003. – P. 58-70. 10. ANSYS Theory Reference (Release 5.7), ANSYS Inc.,
p.1266. 11. Samoilovich Yu. Formation of ingot’s. – M.:
Metallurgy. - 1977. – P. 160. 12. Features of formation solidification front on bloom by
section 335x400 mm in crivolineinom mould CCM /Brodskiy, Ychitel L., Pikus M. et all. // Proceedings IV congress steelmakers, -
? )Chermetinformation. - 1997. - P. 335-366. 13. Research of features solidification bloom billet by
section 335400 m, processable argon in crivolineinom mould CCM / Gress A., Ogursov A., Rudoy L. et all. // Theory and practice of metallurgy. – 2002. -
? 3. – P. 18-20. 14. Evteev D., Kolubalov I. Continuous casting of steel. –
M.: Metallurgy. - 1984. – P. 260. 15. Structure and chemical heterogeneity continuous
casting blooms from CCM DI SW // A.1 Ogursov, A.
Gress, V. Nesvet et all. / Melting processes. – 2001. - ?! ?- P. 18-28. 16. Grudev A.P. Theory of rolling. M.: Metallurgy. - 1988.
– P. 240.
17. Klimenko V., Onishenko A. Kinematics and dynamics
of rolling processes. M.: Metallurgy. - 1984. – P. 232. 18. Thermal condition of continuous casting ingot / S.
Kozar, V. Lisin, Z. Karetnyi et all // Rolling manufacture. – 1998. -??' ?– P. 12-17. 19. DANIELI Report 1996, p. 15-18.
助焊剂技术标准 免清洗液态助焊剂——————————————————————————————————————— 1 范围 本标准规定了电子焊接用免清洗液态助焊剂的技术要求、实验方法、检验规则和产品的标志、包装、运输、贮存。 本标准主要适用于印制板组装及电气和电子电路接点锡焊用免清洗液态助焊剂(简称助焊剂)。使用免清洗液态助焊剂时,对具有预涂保护层印制板组件的焊接,建议选用与其配套的预涂覆助焊剂。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件。凡是不注日期的引用文件,其最新版本适用于本标准。GB 190 危险货物包装标志 GB 2040 纯铜板 GB 3131 锡铅焊料 GB 电工电子产品基本环境试验规程润湿称量法可焊性试验方法 GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查) GB 2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) GB 4472 化工产品密度、相对密度测定通则 GB 印制板表面离子污染测试方法 GB 9724 化学试剂PH值测定通则 YB 724 纯铜线 3 要求 外观 助焊剂应是透明、均匀一致的液体,无沉淀或分层,无异物,无强烈的刺激性气味; 在——————————————————————————————————————— 中华人民共和国信息产业部标 200X-XX-XX发布200X-XX-XX实施 SJ/T 11273-2002 ——————————————————————————————————————— 一年有效保存期内,其颜色不应发生变化。 物理稳定性 按试验后,助焊剂应保持透明,无分层或沉淀现象。 密度 按检验后,在23℃时助焊剂的密度应在其标称密度的(100±)%范围内。
中介效应和调节效应分析方法论文献 1. 温忠麟,张雷,侯杰泰,刘红云.(2004.中介效应检验程序及其应用. 心理学报,36(5,614-620. 2. 温忠麟,侯杰泰,张雷.(2005.调节效应与中介效应的比较和应用. 心理学报,37(2,268-274. 3. 温忠麟,张雷,侯杰泰.(2006.有中介的调节变量和有调节的中介变量. 心理学报,38(3,448-452. 4. 卢谢峰,韩立敏.(2007.中介变量、调节变量与协变量——概念、统计检验及其比较. 心理科学,30(4,934-936. 5. 柳士顺,凌文辁.(2009.多重中介模型及其应用. 心理科学,32(2,433-435. 6. 方杰,张敏强,邱皓政.(2010.基于阶层线性理论的多层级中介效应. 心理科学进展,18(8,1329-1338. 7. 刘红云,张月,骆方,李美娟,李小山.(2011.多水平随机中介效应估计及其比较. 心理学报,43(6,696-709. 8. 方杰,张敏强,李晓鹏.(2011.中介效应的三类区间估计方法. 心理科学进展,19(5,765-774. 9. 方杰,张敏强.(2012.中介效应的点估计和区间估计:乘积分布法、非参数 B ootstrap 和MCMC 法. 心理学报,44(10,1408-1420. 10. 方杰,张敏强.(2013.参数和非参数Bootstrap 方法的简单中介效应分析比较. 心理科学,36(3,722-727. 11. 叶宝娟,温忠麟.(2013.有中介的调节模型检验方法:甄别和整合. 心理学报,45(9,1050-1060.
12. 刘红云,骆方,张玉,张丹慧.(2013.因变量为等级变量的中介效应分析. 心理学报,45(12,1431-1442. 13. 方杰,温忠麟,张敏强,任皓.(2014.基于结构方程模型的多层中介效应分析. 心理科学进展,22(3,530-539. 14. 方杰,温忠麟,张敏强,孙配贞.(2014.基本结构方程模型的多重中介效应分析. 心理科学,37(3,735-741.
践行“三爱三节”争做文明学生敬爱的老师、亲爱的同学们: 大家好! 我是二年级的刘茹意。今天我演讲的题目是践行“三爱三节”争做文明学生。 勤以修身,俭以养德,节约为美。勤俭节约是中华民族的传统美德。立志向、有梦想,爱学习、爱劳动、爱祖国,德智体美全面发展,是当代小学生的终极目标。 学习,是我们学生最大的责任和义务。漫漫求学路,在书中学到的知识,提素质,明心智,辨是非。在学习中我们从慒慒无知的小孩到进入学校学习,这让我们受益匪浅。 劳动,它是我们创造一切的源泉。劳动绝非不雅,绝非低俗,相反的,劳动更是一种境界,一种升华,明白了它,就更让我们明白了辛劳,明白了艰辛。 爱国,更是一种光荣。由始至终,我们都在为我们是一个中国人而自豪。中国,她是我们心中最大的骄傲,我们爱我们的国家,我们爱她泱泱大地,我们爱她精彩文化,我们爱她不停步伐。 同学们,在我们的周围,勤俭节约无处不在。每个人都有义务把节约当作责任、当作习惯。节约可以从小事做起,从身边做起,时时刻刻严格要求自己节约不浪费:离开教室时,请伸伸你的小手,关掉电灯;洗手和抹布时,提醒一下身边的同学,把水龙头开得小一些,临走时检查一下,水龙头是否拧紧了。节约粮食,不挑食,不剩饭菜,与父母外出吃饭时,饭菜点的适量,如有剩余,打包带回家。节约的意识大家都有,其实节约做起来并不难。举手之劳,我们能做的还有很多。 亲爱的老师、同学们,空谈误国,实干兴邦。浪费不以量小而为之,节约不以微小而不为,勤俭节约,细水长流。让“节约光荣,浪费可耻”成为师生的常态习惯,成为一种校园的新风尚。希望大家能够勤奋学习,热爱劳动,体验生活,陶冶情操,让“三节三爱”飘扬在校园的每个角落,飘荡在祖国的每个角落。 同学们,让我们行动起来吧,践行“三爱三节”,争做文明学生! 我得演讲结束了,谢谢大家!
中介效应重要理论及操作务实一、中介效应概述中介效应是指变量间的影响关系(X→Y)不是直接的因果链关系而是通过一个或一个以上变量(M)的间接影响产生的,此时我们称M为中介变量,而X通过M对Y产生的的间接影响称为中介效应。中介效应是间接效应的一种,模型中在只有一个中介变量的情况下,中介效应等于间接效应;当中介变量不止一个的情况下,中介效应的不等于间接效应,此时间接效应可以是部分中介效应的和或所有中介效应的总和。在心理学研究当中,变量间的关系很少是直接的,更常见的是间接影响,许多心理自变量可能要通过中介变量产生对因变量的影响,而这常常被研究者所忽视。例如,大学生就业压力与择业行为之间的关系往往不是直接的,而更有可能存在如下关系:eq \o\ac(○,1)就业压力→个体压力应对→择业行为反应。此时个体认知评价就成为了这一因果链当中的中介变量。在实际研究当中,中介变量的提出需要理论依据或经验支持,以上述因果链为例,也完全有可能存在另外一些中介因果链如下:eq \o\ac(○,2)就业压力→个体择业期望→择业行为反应;eq \o\ac(○,3)就业压力→个体生涯规划→择业行为反应;因此,研究者可以更具自己的研究需要研究不同的中介关系。当然在复杂中介模型中,中介变量往往不止一个,而且中介变量和调节变量也都有可能同时存在,导致同一个模型中即有中介效应又有调节效应,而此时对模型的检
验也更复杂。以最简单的三变量为例,假设所有的变量都已经中心化,则中介关系可以用回归方程表示如下: Y=cx+e1 1) M=ax+e2 2) Y=c’x+bM+e3 3) 上述3个方程模型图及对应方程如下:二、中介效应检验方法中介效应的检验传统上有三种方法,分别是依次检验法、系数乘积项检验法和差异检验法,下面简要介绍下这三种方法:1.依次检验法(causual steps)。依次检验法分别检验上述1)2)3)三个方程中的回归系数,程序如下: 1.1首先检验方程1)y=cx+ e1,如果c显著(H0:c=0被拒绝),则继续检验方程2),如果c不显著(说明X对Y无影响),则停止中介效应检验; 1.2 在c显著性检验通过后,继续检验方程2)M=ax+e2,如果a显著(H0:a=0被拒绝),则继续检验方程3);如果a不显著,则停止检验;1.3在方程1)和2)都通过显著性检验后,检验方程3)即y=c’x + bM + e3,检验b的显著性,若b显著(H0:b=0被拒绝),则说明中介效应显著。此时检验c’,若c’显著,则说明是不完全中介效应;若不显著,则说明是完全中介效应,x对y的作用完全通过M 来实现。评价:依次检验容易在统计软件中直接实现,但是这种检验对于较弱的中介效应检验效果不理想,如a较小而b较大时,依次检验判定为中介效应不显著,但是此时ab 乘积不等于0,因此依次检验的结果容易犯第二类错误(接受虚无假设即作出中介效应不存在的判断)。2.系数乘积项
JESMAY 培训资料 焊接质量检验标准焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一。它在电子产品实验、调试、生产中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。因此,掌握熟练的焊接操作技能对产品质量是非常有必要的。(一)焊点的质量要求:保证焊点质量最关键的一点,就是必应该包括电气接触良好、机械接触牢固和外表美观三个方面,对焊点的质量要求,须避免虚焊。1.可靠的电气连接锡焊连接不是靠压力而是靠焊接过程形成牢固连接的合金层达到电焊接是电子线路从物理上实现电气连接的主要手段。气连接的目的。如果焊锡仅仅是堆在焊件的表面或只有少部分形成合金层,也许在最初的测试和工作中不易发现焊点存在的问题,这种焊点在短期内也能通过电流,但随着条件的改变和时间的推移,接触层氧化,脱离出现了,电路产生时通时断或者干脆不工作,而这时观察焊点外表,依然连接良好,这是电子仪器使用中最头疼的问题,也是产品制造中必须十分重视的问题。2.足够机械强度为保证被焊件在受振动或冲击时不至脱落、同时也是固定元器件,保证机械连接的手段。焊接不仅起到电气连接的作用,松动,因此,要求焊点有足够的机械强度。一般可采用把被焊元器件的引线端子打弯后再焊接的方法。作为焊锡材料的铅锡2。要想增加强度,就要有足够的,只有普通钢材的合金,本身强度是比较低的,常用铅锡焊料抗拉强度约为3-4.7kg/cm10% 连接面积。如果是虚焊点,焊料仅仅堆在焊盘上,那就更谈不上强度了。3.光洁整齐的外观并且不伤及导线的绝缘层及相邻元件良好桥接等现象,良好的焊点要求焊料用量恰到好处,外表有金属光泽,无拉尖、的外表是焊接质量的反映,注意:表面有金属光泽是焊接温度合适、生成合金层的标志,这不仅仅是外表美观的要求。 主焊体所示,其共同特点是:典型焊点的外观如图1①外形以焊接导线为中心,匀称成裙形拉开。 焊接薄的边缘凹形曲线焊料的连接呈半弓形凹面,焊料与焊件交界处平② 滑,接触角尽可能小。③表面有光泽且平滑。1图④无裂纹、针孔、夹渣。焊点的外观检查除用目测(或借助放大镜、显微镜观测)焊点是否合乎上述标准以外,还包括以下几个方面焊接质量的;导线及元器件绝缘的损伤;布线整形;焊料飞溅。检查时,除检查:漏焊;焊料拉尖;焊料引起导线间短路(即“桥接”)目测外,还要用指触、镊子点拨动、拉线等办法检查有无导线断线、焊盘剥离等缺陷。(二)焊接质量的检验方法:⑴目视检查目视检查就是从外观上检查焊接质量是否合格,也就是从外观上评价焊点有什么缺陷。目视检查的主要内容有: 是否有漏焊,即应该焊接的焊点没有焊上;① ②焊点的光泽好不好; ③焊点的焊料足不足;(a)(b) ④焊点的周围是否有残留的焊剂;正确焊点剖面图2图6-1 JESMAY 培训资料
场效应管是利用电场效应来控制电流的一种半导体器件,它的输出电流决定于输入电压的大小,基本上不需要信号源提供电流,所以输入电阻高,且温度稳定性好。 绝缘栅型场效应管 MOS管增强型NMOS管耗尽型NMOS管增强型PMOS管耗尽型PMOS管 1.4 绝缘栅场效应管(IGFET)
1. G 栅极D 漏极 S 源极B 衬极 SiO 2 P 型硅衬底耗尽层 N + N + 栅极和其它电极之间是绝缘的,故称绝缘栅场效应管。 MOS Metal oxide semiconductor 1.4.1 N 沟道增强型绝缘栅场效应管(NMOS)电路符号 D G S
G D S B P N + N + 2. 工作原理 (1) U GS 对导电沟道的控制作用(U DS =0V) 当U GS ≥U GS(th)时,出现N 型导电沟道。 耗尽层 开启电压:U GS(th) U GS N 型沟道 U GS 值越大沟道电阻越小。
G D S B P N + N + (2) U DS 对导电沟道的影响(U GS >U GS(th)) U GS U DD R D U DS 值小,U GD >U GS(th),沟道倾斜不明显,沟道电阻近似不变,I D 随U DS 线性增加。 I D U GD =U GS -U DS 当U DS 值增加使得U GD =U GS(th),沟道出现预夹断。U DS =U GS -U GS(th) 随着U DS 增加,U GD
1 234 U GS V 2 4 6I D /mA 3. 特性曲线 输出特性曲线:I D =f (U DS ) U GS =常数 转移特性曲线:I D =f (U GS ) U DS =常数 U GS =5V 6V 4V 3V 2V U DS =10V 恒流区 U GS(th) U DS /V 5 10 151 234 I D /mA 可变电阻区 截止区 U GD =U GS(th) 2 GS D DO GS(th)1U I I U ?? =- ? ??? I DO 是U GS =2U GS(th)时的I D 值 I DO U GD >U GS(th) U GD 产品质量检验标准
CaiNi accessories factory
第 1 页 共 1 页
采 妮 饰 品 厂
产品品质检验标准
一、目的: 产品及产品用料检验工作,规范检验过程的判定标准和判定等级,使产品出货的品质满足顾 确保本工厂产品和产品用料品质检验工作的有效性。 二、本标准的适用范围: 本标准适用采妮工厂所有生产的产品及产品用料的品质检验。 三、权责: 1、品质部:检验标准及检验样本的制定,产品检验及判定、放行。 2、生产车间、物控部:所有产品及产品用料报检和产品品质异常的处理。 3、总经理:特采出货及特采用料的核准。 四、定义 1、首饰类: A、项链/手链/腰链 F、发夹 G、手表带 B、耳环 H、领夹 C、胸针 D、介子 E、手镯 J、皮带扣
规范工厂
客需求,
I、袖口钮/鞋扣钮
K、其他配件类(服装、皮包、眼镜等等) 2、产品用料: A、铝质料类 F、钛金属 B、铜料类 G、皮革类 C、铅锡合金 H、不锈钢类 D、锌合金 E、铁质料类 J、包装用料类
I、水晶胶类
K、硅料类(玻璃珠、玻璃石、宝石、珍珠、玛瑙) 3、客户品质等级分类及说明: 1)客户品质等级分类: 品质部根据客户订单注明的: “AAA”、“AA”、“A”三个等级分别对客户品质标准进 行分类 。 2)客户品质等级说明: A、 “AAA”: 品质标准要求比较严格,偏高于正常标准和行业标准。 B、 “AA”: 品质标准要求通用国际化标准和行业标准吻合。 C、 “A”: 品质要求为一般市场通用品质标准。
第 1 页 共 1 页
. '. 检验规范 INSPECTION INSTRUCTION 第1页 / 共2页 版本 变更内容 日期 编写者 名称 A 新版 可焊性试验规范 设备 EQUIPMENT 熔锡炉,温度计,显微镜 1.0 目的: 阐述可焊性试验的方法及验收标准 2.0 范围: 适用于上海molex 组装产品的针/端子的可焊性试验 3.0 试验设备与材料: 3.1 试验设备 熔锡炉`温度计`显微镜 3.2 试验材料 无水酒精`助焊剂(液体松香)`焊锡(Sn60或Sn63) 4.0 定义: 4.1 沾锡—--焊锡在被测金属表面上形成一层均匀`光滑`完整而附着的锡层状态,具体见图片A. 4.2 缩锡—--上锡时熔化焊锡覆盖了整个被测表面,试样产品离开熔炉后, 在被测表面上形成形状不规则的锡块,基底金属不暴露, 具体见图片B. 4.3不粘锡—试样产品离开熔锡炉后,被测表面仍然暴露,未形成锡层, 具体见图片C. 4.4 针孔----穿透锡层的小孔状缺陷, 具体见图片D 。 图片A (焊接测试合格) 图片B(表面形成不规则的锡块) 编写者: 校对: 批准: 缩锡 表面形成均匀`光滑`完整而附着的锡层状态
. '. 检验规范 INSPECTION INSTRUCTION 第2页 / 共2页 图片C (铜基底未被锡层覆盖) 图片D (表面有小孔缺陷) 5.0 程序: 5.1试样准备 应防止试样产品沾染油迹,不应刻意的对试样进行清洗`擦拭等清洁工作,以免影响试验的客观性. 5.2熔锡 打开熔锡炉,熔化焊锡,并使熔锡温度保持在245?C ±5?C. 5.3除渣 清除熔锡池表面的浮渣或焦化的助焊剂. 5.4上助焊剂 确保试样产品直立浸入助焊剂中5-10sec,再取出使其直立滴流10-20sec,使的被测部位不会存在多余助焊剂.浸入深度须覆盖整个待测部分. 5.5 上锡 确保试样产品直立浸入熔剂池中5±0.5sec ,以25±6mm/sec 的速度取出,浸入深度须覆盖整个待测 部分. 5.6 冷却 上锡完成后,置放自然冷却. 5.7 清洗 将冷却后的试样产品浸入无水酒精中除去助焊剂,清洗完成后,置于无尘纸上吸干溶液. 6.0 验收标准 在30倍的显微镜下观察,针孔`缩锡`不沾锡等缺陷不得集中于一处,且缺陷所占面积不得超过整个测试面积的5%, 不沾锡 针孔
中介效应分析方法 1 中介变量和相关概念 在本文中,假设我们感兴趣的是因变量(Y) 和自变量(X) 的关系。虽然它们之间不一定是因果关系,而可能只是相关关系,但按文献上的习惯而使用“X对的影响”、“因果链”的说法。为了简单明确起见,本文在论述中介效应的检验程序时,只考虑一个自变量、一个中介变量的情形。但提出的检验程序也适合有多个自变量、多个中介变量的模型。 中介变量的定义 考虑自变量X 对因变量Y 的影响,如果X通过影响变量M来影响Y,则称M 为中介变量。例如“, 父亲的社会经济地位”影响“儿子的教育程度”,进而影响“儿子的社会经济地位”。又如,“工作环境”(如技术条件) 通过“工作感觉”(如挑战性) 影响“工作满意度”。在这两个例子中,“儿子的教育程度”和“工作感觉”是中介变量。假设所有变量都已经中心化(即均值为零) ,可用下列方程来描述变量之间的关系: Y = cX + e 1 (1) M = aX + e 2 (2) Y = c’X + bM + e 3 (3) 1 Y=cX+e 1 M=aX+e 2 e 3 Y=c’X+bM+e 3 图1 中介变量示意图 假设Y与X的相关显着,意味着回归系数c显着(即H : c = 0 的假设被拒绝) ,在这个前提下考虑中介变量M。如何知道M真正起到了中介变量的作用,
或者说中介效应(mediator effect ) 显着呢目前有三种不同的做法。 传统的做法是依次检验回归系数。如果下面两个条件成立,则中介效应显着: (i) 自变量显着影响因变量;(ii) 在因果链中任一个变量,当控制了它前面的变量(包括自变量) 后,显着影响它的后继变量。这是Baron 和Kenny 定义的(部分) 中介过程。如果进一步要求: (iii) 在控制了中介变量后,自变量对因变量的影响不显着, 变成了Judd和Kenny 定义的完全中介过程。在只有一个中介变量的情形,上述条件相当于(见图1) : (i) 系数c显着(即H : c = 0 的假设被拒绝) ; (ii) 系数a 显着(即H 0: a = 0 被拒绝) ,且系数b显着(即H : b = 0 被拒绝) 。 完全中介过程还要加上: (iii) 系数c’不显着。 第二种做法是检验经过中介变量的路径上的回归系数的乘积ab是否显着,即检验H : ab = 0 ,如果拒绝原假设,中介效应显着 ,这种做法其实是将ab作为中介效应。 第三种做法是检验c’与c的差异是否显着,即检验H : c - c’= 0 ,如果拒绝原假设,中介效应显着。 中介效应与间接效应 依据路径分析中的效应分解的术语 ,中介效应属于间接效应(indirect effect) 。在图1 中, c是X对Y的总效应, ab是经过中介变量M 的间接效应(也就是中介效应) , c’是直接效应。当只有一个自变量、一个中介变量时,效应之间有如下关系 c = c’+ ab (4) 当所有的变量都是标准化变量时,公式(4) 就是相关系数的分解公式。但公式(4) 对一般的回归系数也成立)。由公式(4) 得c-c’=ab,即c-c’等于中介效 应,因而检验H 0 : ab = 0 与H : c-c’= 0 是等价的。但由于各自的检验统计量 不同,检验结果可能不一样。 中介效应都是间接效应,但间接效应不一定是中介效应。实际上,这两个概念是有区别的。首先,当中介变量不止一个时,中介效应要明确是哪个中介变量的中介效应,而间接效应既可以指经过某个特定中介变量的间接效应(即中介效应) ,也可以指部分或所有中介效应的和。其次,在只有一个中介变量的情形,虽然中介效应等于间接效应,但两者还是不等同。中介效应的大前提是自变量与因变量相关显着,否则不会考虑中介变量。但即使自变量与因变量相关系数是零,仍然可能有间接效应。下面的人造例子可以很好地说明这一有趣的现象。设Y是装配线上工人的出错次数, X 是他的智力, M 是他的厌倦程度。又设智力(X) 对厌倦程度(M) 的效应是 ( =a) ,厌倦程度(M) 对出错次数( Y ) 的效应也是 ( = b) ,而
助焊剂的檢驗方法(依據標准) 项目 规格 测试标准 助焊剂分类 ORM0 J-STD-004 物理状态(20℃) 液体 目测 颜色 无色 目测 比重(20℃) 0.822±0.010 GB611-1988 酸价(mgKOH/g) 49.00±5.00 J-STD-004 固态含量(w/w%) 7.50±1.00 JIS-Z-3197 卤化物含量 (w/w%) 无 J-STD-004/2.3.35 吸入容许浓度 (ppm) 400 WS/T206-2001 助焊剂检测方法 6.1助焊剂外观的测定 目视检测成品外观应均匀一致,透明,无沉淀、分层现象,无异物。 6.2助焊剂固体含量的测定 6.2.1(重量分析法) A)原理 将已称重的助焊剂样品先后在水浴及烘箱中除去挥发性物质,冷却后再称重。 助焊剂的固体含量由以上所得到的数值计算而得。 B)仪器 A.实验室常规仪器 B.水浴 C.烘箱 D.电子天平:灵敏度为0.0001g C)步骤 A.有机溶剂助焊剂(沸点低于100℃): a.将烧杯放入恒温110℃± 5℃的烘箱中烘干,放入干燥器中,冷却至室温, 称重(精确至0.001g)。重复以上操作直至烧杯恒重(两次称量相差不超过 0.001g)。 b.移取足量的样品1.0±0.1入烧杯,称重(精确至0.001g)。 c.将烧杯放入110 ± 2℃烘箱中烘1小时,取出后在干燥器中冷却至室温称重 (精确至0.001g) 。 B.水溶剂助焊剂: a.将烧杯放入恒温110°± 2℃的烘箱中烘干,放入干燥器中,冷却至室温,称 重(精确至0.001g)。重复以上操作直至烧杯恒重(两次称量相差不超过 0.001g)。 b.移取足量的样品1.0±0.1入烧杯,称重(精确至0.001g)。 c.将烧杯放入110 ±2℃烘箱中烘3小时,取出后在干燥器中冷却至室温称重 (精确至0.001g) 。
人们常说爱祖国,爱学习,爱劳动。节约用水,节约用电,节约粮食,然而真正做到的有多少人呢?鲜艳的五星红旗,在雄壮的国歌声中冉冉升起,我们又迎来了崭新的一天.如今有一种风气风行全国,有一种理念深入人心,“三节三爱”已成为一个惹人注目的信息,学校到处张贴“爱学习,爱劳动,爱祖国.节水,节电,节约粮食”的条形标语,我总是驻足观望,细心读来,每次读它都有新的感悟,它所提到的无疑是一种正能量,一种向上的能量,交给我们正确的人生观,荣辱观,同学们都应该带着它乘风破浪,勇往直前! 勤以修身,俭以养德,节约为美,勤俭节约是中华民族的传统美德.学习,是我们学生最大的责任和义务,学习是同本之举,是源头活水,庄子曰“吾生也有涯,而知也无涯”,知识是力量,学习改变命运,爱学习我们才能在知识的海洋徜徉,才能能为自信,自强,自立的一代青年.我们的祖先也有一句名言:劳动最光荣!我们现在的劳动无非就是帮父母扫扫地,擦擦桌子,在学校里整整桌椅,其实就是一件小事,“勿以善小而不为,勿以恶小而为之”.很多的善小都能使他人收益匪浅. 爱国是一种光荣,自始至终我们都为是一个中国人而自豪!我们的祖国有5000年文明历史,有960万平方公里.勤劳智慧的中华儿女共,同开拓了辽阔的疆域,创造了辉煌灿烂的文化.肩负着实现中华民族伟大复兴的我们,要热爱祖国的大好河山,积极维护祖国的主权独立和领土完整,祖国的领土寸土不能丢,不能被分裂侵占;要热爱祖国的历史和文化,提高民族自尊心和自信心,为创造更加辉煌的民族文
化而尽心尽力.“历览前贤国与家,成由勤俭败由奢”.这是历史上的有识之士从家族兴衰、社稷兴亡、朝代更替的无数经验教训中得到的一条深刻警示.近日党中央提出建设节约型社会,就是从这一警示中作出的一个事关国家长远发展和民族兴衰的战略举措. 节约是中华民族的传统美德,是我们民族世代相传的精神财富,也是我们这个民族百折不饶、生生不息的力量源泉.节约这种美德为世代中国人所崇尚.早在春秋时期,俭朴就作为一种公德,为智者仁人所大力倡导.《论语》中就有“夫子温、良、恭、俭、让以得之.”其中“俭”就是节俭.意思是孔子具有包括节俭在内的五种品德,所以能赢得人们的信任.墨子也极力主张要在衣、食、住、行、丧葬等方面“制为节用之法”.“节约”符合“天德”.奢侈浪费就是“亏夺人衣食之财”,侵害别人的生存权.《左传》中说:“俭,德之共也,侈,恶之大也”.把俭朴作为培养良好道德的基础,把侈奢看成是一切恶行的根源.诸葛亮在《诫子书》中说:“夫君子之行,静以修身,俭以养德,非淡泊无以明志,非宁静无以致远”.多少年来,在中国社会发展的各个时期,艰苦朴素、勤劳节俭都作为一种被社会普遍认同的传统美德,得到倡导、保持和发扬.这也是我国由小到大、由弱到强的重要因素. 在全社会大力倡导“节约”的传统美德,重在实践,贵在坚持.我们应牢固树立“以艰苦朴素、勤俭节约为荣、以铺张浪费、奢侈挥霍为耻”的荣耻观;每个家庭都要节约持家,不要铺张浪费,不超前消费;每个学生都要在工作学习生活中自觉弘扬节约的优良作风,养成节约一滴水、一度电、一张纸、一滴油、一粒米的良好习惯.只要我们每个人
助焊剂通用规范 2014-08-15发布2014-09-01实施 xxx电子分厂发布
助焊剂通用规范 免清洗液态助焊剂——————————————————————————————————————— 1 范围 本标准规定了电子焊接用免清洗液态助焊剂的技术要求、实验方法、检验规则和产品的标志、包装、运输、贮存。 本标准主要适用于印制板组装及电气和电子电路接点锡焊用免清洗液态助焊剂(简称助焊剂)。使用免清洗液态助焊剂时,对具有预涂保护层印制板组件的焊接,建议选用与其配套的预涂覆助焊剂。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件。凡是不注日期的引用文件,其最新版本适用于本标准。 GB 190 危险货物包装标志 GB 2040 纯铜板 GB 3131 锡铅焊料 GB 2423.32 电工电子产品基本环境试验规程润湿称量法可焊性试验方法 GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查) GB 2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) GB 4472 化工产品密度、相对密度测定通则 GB 4677.22 印制板表面离子污染测试方法 GB 9724 化学试剂PH值测定通则 YB 724 纯铜线 3 要求 3.1 外观 助焊剂应是透明、均匀一致的液体,无沉淀或分层,无异物,无强烈的刺激性气味;一年有效保存期内,其颜色不应发生变化。 3.2 物理稳定性 按5.2试验后,助焊剂应保持透明,无分层或沉淀现象。 3.3 密度 按5.3检验后,在23℃时助焊剂的密度应在其标称密度的(100±1.5)%范围内。 3.4 不挥发物含量 按5.4检验后,助焊剂不挥发物含量应满足表1的规定。
中介效应分析方法 1 中介变量与相关概念 在本文中,假设我们感兴趣的就是因变量(Y) 与自变量(X)的关系。虽然它们之间不一定就是因果关系,而可能只就是相关关系,但按文献上的习惯而使用“X对的影响”、“因果链”的说法。为了简单明确起见,本文在论述中介效应的检验程序时,只考虑一个自变量、一个中介变量的情形。但提出的检验程序也适合有多个自变量、多个中介变量的模型。 1、1 中介变量的定义 考虑自变量X 对因变量Y的影响,如果X通过影响变量M来影响Y,则称M为中介变量。例如“, 父亲的社会经济地位”影响“儿子的教育程度”,进而影响“儿子的社会经济地位”。又如,“工作环境”(如技术条件) 通过“工作感觉”(如挑战性) 影响“工作满意度”。在这两个例子中,“儿子的教育程度”与“工作感觉”就是中介变量。假设所有变量都已经中心化(即均值为零) ,可用下列方程来描述变量之间的关系: Y = cX + e1 (1) M = aX + e2(2) Y = c’X + bM + e3 (3) e1 Y=cX+e1 M=aX+e2 e3 Y=c’X+bM+e3 中介变量示意图 假设Y与X的相关显著,意味着回归系数c显著(即H0: c = 0 的假设被拒绝) ,在这个前提下考虑中介变量M。如何知道M真正起到了中介变量的作用,或者说中介效应(mediator effect ) 显著呢? 目前有三种不同的做法。 传统的做法就是依次检验回归系数。如果下面两个条件成立,则中介效应显著: (i) 自变量显著影响因变量;(ii)在因果链中任一个变量,当控制了它前面的变量(包括自变量) 后,显著影响它的后继变量。这就是Baron与Kenny定义的(部分) 中介过程。如果进一步要求: (iii)在控制了中介变量后,自变量对因变量
中介效应分析方法 1 中介变量和相关概念 在本文中,假设我们感兴趣的是因变量(Y) 和自变量(X) 的关系。虽然它们之间不一定是因果关系,而可能只是相关关系,但按文献上的习惯而使用“X 对的影响”、“因果链”的说法。为了简单明确起见,本文在论述中介效应的检验程序时,只考虑一个自变量、一个中介变量的情形。但提出的检验程序也适合有多个自变量、多个中介变量的模型。 1.1 中介变量的定义 考虑自变量X 对因变量Y 的影响,如果X 通过影响变量M 来影响Y ,则称M 为中介变量。例如“, 父亲的社会经济地位”影响“儿子的教育程度”,进而影响“儿子的社会经济地位”。又如,“工作环境”(如技术条件) 通过“工作感觉”(如挑战性) 影响“工作满意度”。在这两个例子中,“儿子的教育程度”和“工作感觉”是中介变量。假设所有变量都已经中心化(即均值为零) ,可用下列方程来描述变量之间的关系: Y = cX + e 1 (1) M = aX + e 2 (2) Y = c ’X + bM + e 3 (3) 1 Y=cX+e 1 e 2 M=aX+e 2 a b M
e3 Y=c’X+bM+e3 图1 中介变量示意图 假设Y与X的相关显著,意味着回归系数c显著(即H0 : c = 0 的假设被拒绝) ,在这个前提下考虑中介变量M。如何知道M真正起到了中介变量的作用,或者说中介效应(mediator effect ) 显著呢? 目前有三种不同的做法。 传统的做法是依次检验回归系数。如果下面两个条件成立,则中介效应显著: (i) 自变量显著影响因变量;(ii) 在因果链中任一个变量,当控制了它前面的变量(包括自变量) 后,显著影响它的后继变量。这是Baron 和Kenny 定义的(部分) 中介过程。如果进一步要求: (iii) 在控制了中介变量后,自变量对因变量的影响不显著, 变成了Judd和Kenny 定义的完全中介过程。在只有一个中介变量的情形,上述条件相当于(见图1) : (i) 系数c显著(即H0 : c = 0 的假设被拒绝) ;(ii) 系数a 显著(即H0: a = 0 被拒绝) ,且系数b显著(即H0: b = 0 被拒绝) 。完全中介过程还要加上: (iii) 系数c’不显著。 第二种做法是检验经过中介变量的路径上的回归系数的乘积ab是否显著,即检验H0 : ab = 0 ,如果拒绝原假设,中介效应显著 ,这种做法其实是将ab作为中介效应。 第三种做法是检验c’与c的差异是否显著,即检验H0 : c - c’= 0 ,如果拒绝原假设,中介效应显著。 1.2 中介效应与间接效应 依据路径分析中的效应分解的术语 ,中介效应属于间接效应(indirect effect) 。在图1 中, c是X对Y的总效应, ab是经过中介变量M 的间接效应(也就是中介效应) , c’是直接效应。当只有一个自变量、一个中介变量时,效应之间有如下关系 c = c’+ ab (4) 当所有的变量都是标准化变量时,公式(4) 就是相关系数的分解公式。但公式(4) 对一般的回归系数也成立)。由公式(4) 得c-c’=ab,即c-c’等于中介效应,因而检验H0 : ab = 0 与H0 : c-c’= 0 是等价的。但由于各自的检验统计量不同,检验结果可能不一样。 中介效应都是间接效应,但间接效应不一定是中介效应。实际上,这两个概念
三爱三节演讲稿范文(精选3篇) 三爱三节演讲稿范文 演讲稿特别注重结构清楚,层次简明。在现在社会,能够利用到演讲稿的场合越来越多,还是对演讲稿一筹莫展吗?下面是整理的三爱三节演讲稿范文,欢迎大家分享。 三爱三节演讲稿范文1敬爱的老师,亲爱的同学们: 大家好!今天我演讲的主题是“三爱三节”。 现如今,在祖国的号召下有一种风气正盛行,有一种观念正深入人心,那就是“三爱三节”。“三爱三节”指的是爱学习、爱劳动、爱祖国;节约用水、节约粮食、节约用电。 学习,可以提素质,明心智,辨是非,学习是我们每个人成长、成才、成功的基础。古语云:“书也,善读可以医愚”,书籍是人类进步的阶梯,通过读书可以开拓视野,结识朋友,增长知识,知识就是资本,知识就是财富。对于我们小学生来说,更要养成良好的读书和学习习惯,不迟到、早退;当天作业当天完成,不拖拉、书写工整;上课认真听讲,积极思考;课后认真预习、复习。除学习课本知识以外,多阅读报纸、课外书刊,拓宽自己的视野,丰富自己的知识面,提高自学能力。 劳动,是我们创造一切的源泉。高尔基说过:“世界上最美好的东西,都是由热爱劳动的人双手创造出来的。”劳动是伟大而崇高的,劳动是光荣而神圣的。我们要从小养成热爱劳动的好习惯,在学校,
从身边小事做起,擦桌椅,扫教室,捡纸屑,维护好教室和校园的卫生,让身边环境保持干净整洁;在家里,打扫好房间的卫生,并帮助爸爸妈妈做家务,让忙碌一天的爸爸妈妈回家好好休息。 祖国,是哺育我们的母亲,是生命的摇篮,我因为自己是一个中国人而感到骄傲。自古以来涌现出许许多多的爱国事例:古有岳飞精忠报国、近有中国导弹之父钱学森舍弃国外的荣华富贵依然回国报效祖国、今有罗阳为祖国的强盛而鞠躬尽瘁。我们要树立一个远大的志向,锻炼好身体,培养高尚道德,掌握丰富知识,把自己的学习同祖国的繁荣富强紧密联系在一起,为祖国的振兴贡献自己的力量。 同学们,在我们的周围,勤俭节约无处不在。每个人都有义务把节约当作责任、当作习惯。节约可以从小事做起,从身边做起,时时刻刻严格要求自己节约不浪费:离开教室时,请伸出你的手,关掉电灯;洗手时,把水龙头开得小一些,临走时,将水龙头拧紧;吃饭时,不挑食,不剩饭菜,与父母外出吃饭时,饭菜点的适量,如有剩余,打包带回家。节约的意识大家都有,其实节约做起来并不难。一度电,漫漫黑暗夜的光明希望;一滴水,沙漠饥渴人的精神支柱;一粒米,辛勤劳动者的汗水结晶。 同学们,让我们积极行动起来,从我做起,从现在做起,从身边小事做起,从点点滴滴做起,做到爱学习、爱劳动、爱祖国,节约用水,节约粮食,节约用电。相信通过我们的努力会让我们的校园更美好,让社会更文明,让国家更富强,为构建“资源节约型,环境友好型”社会尽一份责任,让勤俭节约蔚然成风!
PCB.A焊锡作业标准及通用检 验标准 【培训教材】 部门: 工艺工程部 编制: 代建平 ※烙铁工作原理 ※烙铁的分类及适用范围 ※烙铁使用前的准备 ※烙铁的使用与操作 ※一般无铅组件焊接参考温度及时间 ※烙铁的使用注意事项及保养要求 ※焊点的焊接标准及焊点的判别 ※焊点不良的原因分析 ※焊接的操作顺序 审查﹕核准﹕版本﹕
A B D E F A. 滑动盖 D 未端 B. 滑动柱 E 感应器 C. 未端 F 测量点 C 1. 目的:为使作业者正确使用电烙铁进行手工焊接作业,使电烙铁得到有效的利用,特制定本教材。 2. 范围:升邦钟表制品厂所有使用电烙铁,烙铁架的人员。 3. 定义: 恒温烙铁:是一种能在一定温度范围自由调节烙铁发热温度,并稳定在较小温度范围内的手工焊接工具,一般在100℃-400℃可调,温度稳定性达±5℃或更好状况。 4.工作原理:通过能量转换使锡合金熔化后适量转移到工件预焊位置,使其凝固,达到人们预期的目的。 5.内容: 5.1电烙铁的分类及适用范围: 5.1.1:一般情况下,烙铁按功率分,可分为30W 烙铁、40W 烙铁、60W 烙铁、恒温烙铁等几种类型,按加热方式分可分 为内热式、外热式。30W 烙铁温度能控制在250℃-300℃之间;40W 烙铁温度能控制在280℃-360℃之间; 60W 烙铁温度能控制在350℃-480℃之间;恒温烙铁具有良好的温度稳定性能,因其温度能在100℃-400℃之间可调和稳定,因此可适用各种焊接环境,因内热式具有发热稳定,不易损坏等优点,所以目前大多数使用内热式烙铁。 5.1.2:烙铁嘴一般是采用紫铜或类似合金的材料制成, 其特点是传热快, 易与锡合金物亲合,烙铁头根据焊接物的大小 形状要求不同的形状, 通常有圆锥、斜圆、扁平、一字形…,通常电烙铁配置相同功率的烙铁嘴,因圆锥型烙铁嘴适用各种焊接环境,尤其在组件脚较密,普通电子组件、焊盘焊接位置较紧凑的位置,焊接对温度敏感组件或其它易烫坏组件和焊盘的环境下使用,具有其不可替代的优越性,如封装IC 脚焊接,普通电容、电阻、二极管排线、石英的焊接等,所以在工厂里运用较多。 5.2:电烙铁的使用前准备: 5.2.1:恒温烙铁是通过电源插线把电源与焊台连接起来的, 一般使用总插头+防静电线, 其中总插头为电源线, 另一根线 为防静电连接线, 在焊接有特殊要求的器件时, 必须作好防静电保护,(烙铁的接地线必须接地)因此电烙铁使用前应由生产管理人员检查烙铁电源线及地线是否有铜线外露或胶落,电源插头接线有无脱落,烙铁嘴是否有松动、破损等,如有异常情况,应及时交由工艺工程部相关人员维修或更换。 5.2.2:使用电烙铁,须配套领取烙铁架,同时应将海棉浸湿再挤干后置入烙铁架相应位置,以作烙铁嘴擦拭之用。 5.2.3:将恒温烙铁插上电源,2分钟左右,烙铁嘴将迅速升温至所设定温度,这时应将烙铁嘴在湿润的海棉上擦拭干净 用锡线在烙铁嘴上涂上薄薄的一层锡,再次在海棉上擦拭到烙铁嘴光亮后方可使用。 5.2.4:电烙铁在开始使用或在使用过程中,须由IPQC 对烙铁嘴的温度及感应电压进行监测,一般监测温度使用烙铁温 度测试仪,监测感应电压使用数字万用表,以确保其焊接温度及感应电压在工艺要求范围,一般至少每4小时须检查一次. 监测烙铁温度具体检测步骤如下: (1)打开电池箱检查电池并确认电池安装极性正确; (2)装传感器红色的一边装到红色的未端C ,装传感器蓝色的一边到蓝色的未端D ;推动滑动盖A 并装另一边到 滑动柱B ; (3)打开电源开关,检查显示屏是否有显示,显示出当时室温时,可以使用该仪器,将使用中的烙铁嘴加上薄 薄一层锡后密切接触到测试点F 上,显示器上将在2-3S 钟内显示烙铁温度。
焊点工艺标准及检验规范文件编号 页数生效日期 冷焊 OK NG 特点:焊点程不平滑之外表,严重时于线脚四周,产生这褶裰或裂缝 1.焊锡表面粗糙,无光泽,程粒状。 2.焊锡表面暗晦无光泽或成粗糙粒状,引脚与铜箔未完全熔接。 允收标准:无此现象即为允收,若发现即需二次补焊。 影响性:焊点寿命较短,容易于使用一段时间后,开始产生焊接不良之现象,导致功能失效。 造成原因:1.焊点凝固时,收到不当震动(如输送皮带震动) 2.焊接物(线脚、焊盘)氧化。 3.润焊时间不足。 补救处置:1.排除焊接时之震动来源。 2.检查线脚及焊盘之氧化状况,如氧化过于严重,可事先去除氧化。 3.调整焊接速度,加长润焊时间。 编制审核批准 日期日期日期
焊点工艺标准及检验规范文件编号 页数生效日期 针孔 OK NG 特点:于焊点外表上产生如针孔般大小之孔洞。 允收标准:无此现象即为允收,若发现即需二次补焊。 影响性:外观不良且焊点强度较差。 造成原因:1.PCB含水汽。 2.零件线脚受污染(如矽油) 3.导通孔之空气受零件阻塞,不易逸出。 补救处置:1.PCB过炉前以80~100℃烘烤2~3小时。 2.严格要求PCB在任何时间任何人都不得以手触碰PCB表面,以避免污染。 3.变更零件脚成型方式,避免Coating(零件涂层)落于孔内,或察看孔径与线搭配是否有风孔之现象。 编制审核批准 日期日期日期
焊点工艺标准及检验规范文件编号 页数生效日期 短路 OK NG 特点:在不同线路上两个或两个以上之相邻焊点间,其焊盘上这焊锡产生相连现象。 1.两引脚焊锡距离太近小于0.6mm,接近短路。 2.两块较近线路间被焊锡或组件弯角所架接,造成短路。 允收标准:无此现象即为允收,若发现即需二次补焊。 影响性:严重影响电气特性,并造成零件严重损害。 造成原因:1.板面预热温度不足。 2.助焊剂活化不足。 3.板面吃锡高度过高。 4.锡波表面氧化物过多。 5.零件间距过近。 6.板面过炉方向和锡波方向不配合。 补救处置:1.调高预热温度。 2.更新助焊剂。 3.确认锡波高度为1/2板厚高。 4.清除锡槽表面氧化物。 5.变更设计加大零件间距。 6.确认过炉方向,以避免并列线脚同时过炉,或变更设计并列线脚同一方向过炉。 编制审核批准 日期日期日期