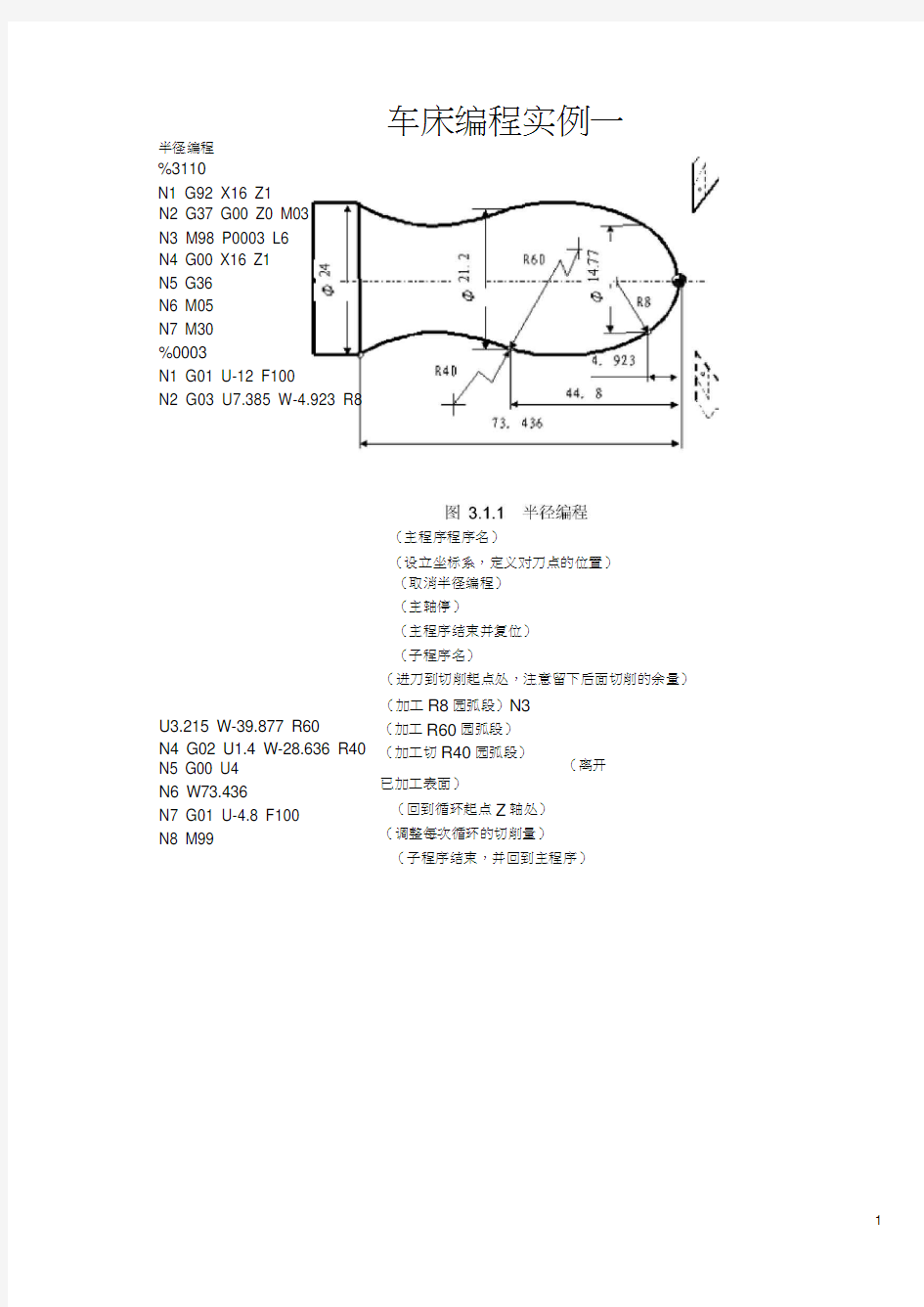
车床编程实例一
%3110
N1 G92 X16 Z1 (取消半径编程) (主轴停)
(主程序结束并复位) (子程序名)
(进刀到切削起点处,注意留下后面切削的余量)
(加工R8园弧段)N3
U3.215 W-39.877 R60
N4 G02 U1.4 W-28.636 R40 (离开
已加工表面)
(回到循环起点Z 轴处) (调整每次循环的切削量) (子程序结束,并回到主程序)
半径编程 N2 G37 G00 Z0 M03 (移到子程序起点处、主轴正转) N3 M98 P0003 L6 N4 G00 X16 Z1 (调用子程序,并循环 6次) (返回对刀点)
N5 G36 N6 M05 N7 M30 %0003
N1 G01 U-12 F100
N2 G03 U7.385 W-4.923 R8
(加工R60园弧段) (加工切R40园弧段) N5 G00 U4 N6 W73.436
N7 G01 U-4.8 F100 N8 M99
(主程序程序名)
(设立坐标系,定义对刀点的位置)
(设立坐标系,定义对刀点的位置)
(移到倒角延长线,Z轴2mm处)(倒
3X 45。角)
(加工①26外圆)
(切第一段锥)
(切第二段锥)
(退刀)
(回对刀点)
(主轴停)
(主程序结束并复位)
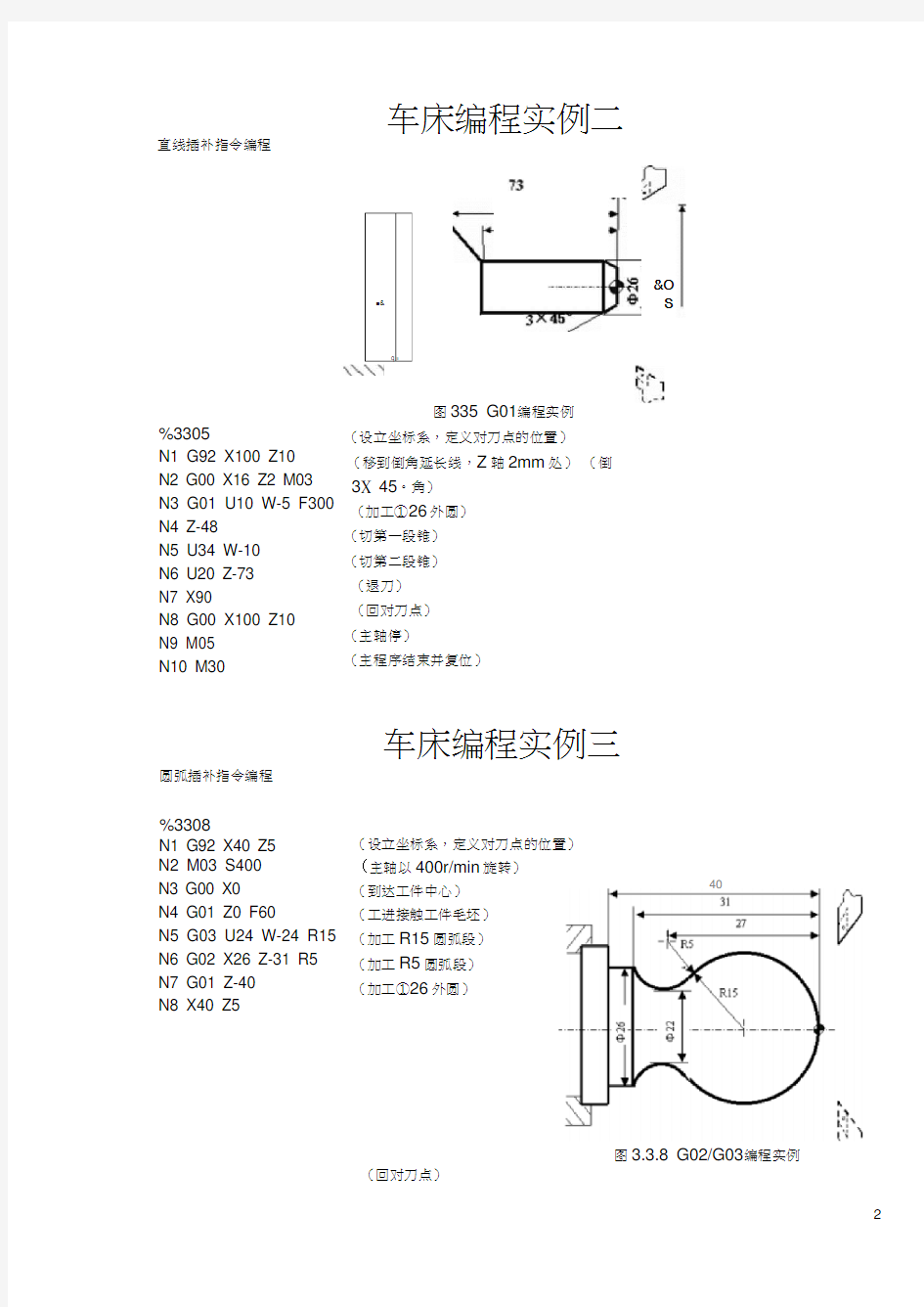
车床编程实例三
圆弧插补指令编程
%3308
N2 M03 S400
N3 G00 X0
N4 G01 Z0 F60
N5 G03 U24 W-24 R15
N6 G02 X26 Z-31 R5
N7 G01 Z-40
N8 X40 Z5
(回对刀点)
直线插补指令编程
■&
q li
O
S
&
图335 G01编程实例
N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)
%3305
N1 G92 X100 Z10
N2 G00 X16 Z2 M03
N3 G01 U10 W-5 F300
N4 Z-48
N5 U34 W-10
N6 U20 Z-73
N7 X90
N8 G00 X100 Z10
N9 M05
N10 M30
(主轴以400r/min旋转)
(到达工件中心)
(工进接触工件毛坯)
(加工R15圆弧段)
(加工R5圆弧段)
(加工①26外圆)
40
图3.3.8 G02/G03编程实例
N9 M30 (主轴停、主程序结束并复位
车床编程实例四
%3310
N10 G92 X70 Z10
N20 G00 U-70 W-10
N30 G01 U26 C3 F100
倒角指令编程
N40 W-22 R3
N50 U39 W-14 C3 N60 W-34
N70 G00 U5 W80 N80 M30 (倒R3圆角)
(倒边长为3等腰直角)
(加工①65外圆)
(回到编程规划起点)
(主轴停、主程序结束并复位)
车床编程实例五
倒角指令编程%3310
N10 G92 X70 Z10 N20 G00 X0 Z4
N30 G01 W-4 F100 N40 X26 C3
N50 Z-21
(设立坐标系,定义对刀点的位置)
(到工件中心)
(工进接触工件)
(倒3X,
(加工①26外圆)
45。的直
角)
N60 G02 U30 W-15 R15 RL=3
(加工R15圆弧,并倒边长为4的直角)
N70 G01 Z-70 (加工①56外圆)N80 G00 U10 (退刀,离开工件)N90 X70 Z10 (返回程序起点位置)M30 (主轴停、主程序结束并复位)
7f
l
a 图3.3.10.2倒角编程实例
..g .
e
■
(设立坐标系,定义对刀点的位置)
(从编程规划起点,移到工件前端面中心处)(倒3X 45。直角)
车床编程实例六
圆柱螺纹编程螺纹导程为 1.5mm, S =1.5mm , S '=1mm,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm
%3312
N1 G92 X50 Z120 (设立坐标系,定义对刀点的位置)
N2 M03 S300 (主轴以300r/min旋转)
N3 G00 X29.2 Z101.5 (到螺纹起点,升速段1.5m m,吃刀深0.8mm)
N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)
N5 G00 X40 (X轴方向快退)
N6 Z101.5 Z轴方向快退到螺纹起点处)
N7 X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)
N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)
N9 G00 X40 (X轴方向快退)
N10 Z101.5 (Z轴方向快退到螺纹起点处)
N11 X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)
N12 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)
N13 G00 X40 (X轴方向快退)
N14 Z101.5 Z轴方向快退到螺纹起点处)
N15 U-11.96 X轴方向快进到螺纹起点处,吃刀深0.16mm)
N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)
N17 G00 X40 (X轴方向快退)
N18 X50 Z120 (回对刀点)
N19 M05 (主轴停)
N20 M30 (主程序结束并复位)
图3.3.17 G80切削循环编程实例
车床编程实例八
%3317 M03 S400 (主轴以 400r/min 旋转) G91 G80 X-10 Z-33 1-5.5 F100
(加工第一次循环,吃刀深 3mm ) X-13 Z-33 I-5.5
恒线速度功能编程
%3314
N1 G92 X40 Z5 N2 M03 S400 N3 G96 S80 N4 G00 X0 N5 G01 Z0 F60
N6 G03 U24 W-24 R15 (设立坐标系,定义对刀点的位置) (主轴以400r/min 旋转) (恒线速度有效,线速度为 80m/min )
(刀到中心,转速升高,直到主轴到最大限速) (工
进接触工件) (加工R15圆弧段) N7 G02 X26 Z-31 R5 N8 G01 Z-40 (加工R5圆弧段) (加工①26外圆) N9 X40 Z5 (回对刀点)
N10 G97 S300 (取消恒线速度功能,设定主轴按 300r/mi n 旋转)
N11 M30
(主轴停、主程序结束并复位)
图3314恒线速度编程实例
图3.3.17 G80切削循环编程实例
(加工第二次循环,吃刀深
3mm ) X-16 Z-33 I-5.5
(加工第三次循环,吃刀深
3mm )
主轴停、主程序结束并复位)
M30