G02/G03圆弧插补指令
一、场地安全:
1.强调实习课堂安全要求;
2.上机安全操作规程。
二、教学目的:
知识目标:1.了解并掌握G02/G03指令的功能和格式。
2.掌握简单形面的程序设计思路和方法。
技能目标:1.通过对简单零件的加工,能熟练使用数控车床面板上的各功能键。 2.通过车削带圆柱、倒角、倒圆及圆弧的工件,培养学生基本操作技能,养成安全文明生产的习惯。
3.培养学生综合分析能力。
三、教学重、难点:
重点:1.G02/G03指令格式,参数含义。
2.顺逆圆弧的判断。
难点:顺逆圆弧的判断。
四、教学方法:
任务驱动法、仿真教学法
五、课堂设计:
1.课时安排:2课时
2.理论与仿真练习相结合
3.时间分配:复习与新课导入:5分钟理论讲授:30分钟
课堂练习:40分钟总结:3分钟作业布置:2分钟
六、教学过程:
(一) 组织教学:1.检查学生出勤情况、工作服及胸卡佩戴情况
2.强调课堂纪律,做到安全文明生产
3.简要总结上次课题的教学情况
(二)新课导入:
回顾前面所学的快速定位G00、直线插补G01指令,我们学会了简单台阶零件的编程,但实际很多零件的外形轮廓往往是圆弧连接的,例如这个(教具),同学们都知道,加工直线轮廓用直线插补,那加工圆弧轮廓呢?
生:用圆弧插补
师:对,这就是今天我们要学习的,圆弧插补指令G02/G03.
提问学生:
(三)新课讲解:
1.认识新指令:
①指令概述:G02/G03圆弧插补指令使刀具在指定平面内按给定的F进给速度作圆弧运动,切削出圆弧轮廓。
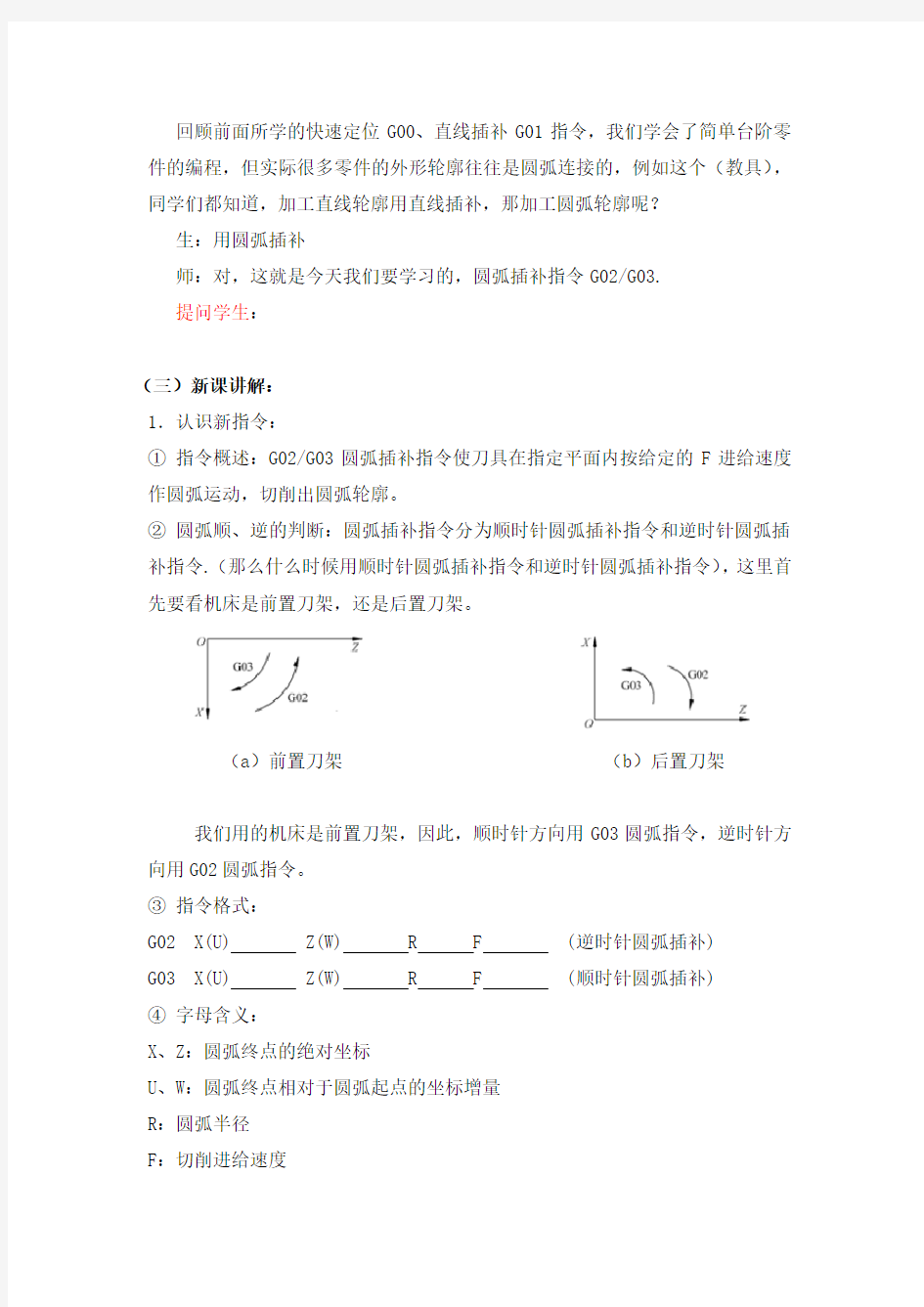
②圆弧顺、逆的判断:圆弧插补指令分为顺时针圆弧插补指令和逆时针圆弧插补指令.(那么什么时候用顺时针圆弧插补指令和逆时针圆弧插补指令),这里首先要看机床是前置刀架,还是后置刀架。
(a)前置刀架(b)后置刀架
我们用的机床是前置刀架,因此,顺时针方向用G03圆弧指令,逆时针方向用G02圆弧指令。
③指令格式:
G02 X(U) Z(W) R F (逆时针圆弧插补)
G03 X(U) Z(W) R F (顺时针圆弧插补)
④字母含义:
X、Z:圆弧终点的绝对坐标
U、W:圆弧终点相对于圆弧起点的坐标增量
R:圆弧半径
F:切削进给速度
2.指令注意事项:
顺逆圆弧的判断
(四)、编程实例:
某公司数控车间,现要加工一批零件,所用毛坯为¢42×80的45钢棒料,如果你是该车间的技术人员,请编写零件的加工程序。
1.零件工艺分析
(1)技术要求分析。零件主要包括端面、圆柱面和顺、逆圆弧面。
(2)确实装夹方案,定位基础,加工起点,换刀点。
毛坯为塑料棒,用三爪自定心卡盘软卡爪夹紧定位。工件零点设在工件右端面轴心线处,加工起点和换刀点可以设为同一点,在工件的右前方,距工件右端面Z向100mm,X向距轴心线100mm的位置。
(3)确定加工工艺路线,确定刀具。
①夹住¢42毛坯一端,保证伸出长度大约60mm,校正,夹紧
②切削端面。
③粗加工¢40外圆和¢32外圆,留0.5 mm精车余量。
④精加工R3圆弧、¢32外圆、R2圆和¢40外圆。
⑤去毛刺、检测零件,分析出现误差的原因。
2.工件参考程序
O1234
M03 S500 T0101 G99
G00 X100 Z100
X42 Z0
G01 X-1 Z0 F0.1
G1 Z1
G0 X40.5
G1 Z-50 F0.2
X42
G0Z1
X36
G1 Z-25
X42
G0 Z1
X32.5
G1Z-25
X42
G0X100 Z100
T0202 M03 S800
G42 G00 X26 Z1 建立刀具半径补偿
G01 Z0 F0.1 刀具到达R3圆弧起点
G03 X32 Z-3 R3 切削R3顺时针圆弧
G01 Z-23
G02 X36 Z-25 R2 切削R2逆时针圆弧
G01 X40
Z-50
X44
G40 G00 X100 Z100 取消刀具半径补偿,刀具回到换刀点M30
3.演示仿真加工:
①输入程序;
②装夹工件,安装刀具,对刀;
③完成零件自动加工;
④单段演示,在单段加工方式中进一步掌握走刀路径,引导学生细心观察。
提出问题:
(五)随堂练习,巡回指导:(零件图P114)
1.分组练习,观察各组编程情况。
2.各组分别对本组的程序进行校对,录入,仿真加工。
3.引导学生对零件加工存在的问题进行分析,查找原因并解决。
(六)课堂小结:
1. G02/G03指令重难点知识回顾。
2.对各组实训情况及学生编程中出现的问题简单小结。
课后思考:
(七)课后作业:(零件图P58)
作业要求:
1.零件工艺分析;
2.仿真加工出合格零件。