
倍数(l/d)
参数比例
转数S 100%70%60%50%↓
进给率F 100%70%60%50%↓
Ar(切深)100%70%60%50%↓
A 级
B 级
C 级
D 级
E 级
F 级
0.00250.01外观型腔面非外观型腔
面分型面刀长与加工参数调整原则::
0.0020.0050.008 (III)0.005 (III)外观型腔面
0.002 (I) 0.005(透明件0.0020.005
0.02 (III)中公电极
0.003\\0.005 (III)切削参数按
粗糙度设定平优化)粗公电极
0.01 (III)0.01 (III)精公电极0.002 (I)0.005(透明件 0.002
0.0030.005CAM 精度(Cam-tool)模具及精公电极0.01
0.05电极粗公电极
0.05CAM 精度(Cimatrion)模具及精公电极0.01(透明件0.0025)
0.01电极粗公电极
0.02二.球刀加工时应根据工件不同要求进行参数选择,参阅《模具加工工艺规范》《刀径深度位移落差表》选择
模具加工工艺规范
加工工艺要求CAD 输入精度
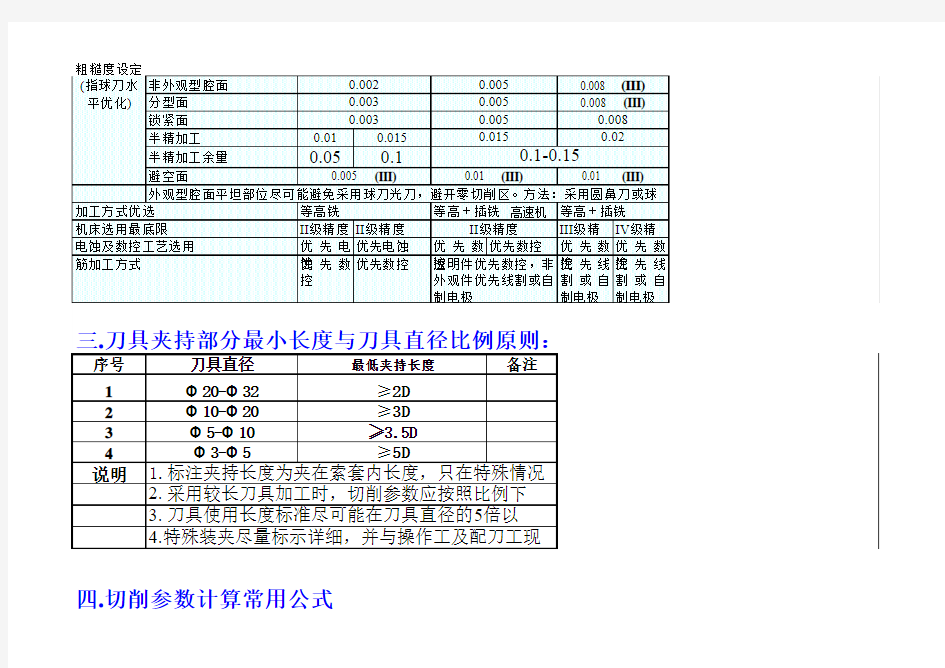
0.0020.0050.01一.刀具悬伸长度应选择刀具直径的2~3倍,使用D/L (刀长/刀径)>5的刀具时,NC 文件要进行分段加工.,.1-5倍6倍7倍8-10倍工工艺改进专业系统
四.切削参数计算常用公式