
Met. Mater. Int., Vol. 18, No. 1 (2012), pp. 63~68
doi: 10.1007/s12540-012-0008-z Published 27 February 2012
One Component Metal Oxide Sintering Additive for β-SiC Based on Thermodynamic Calculation and Experimental Observations
Alfian Noviyanto and Dang-Hyok Yoon*
School of Materials Science and Engineering, Yeungnam University
Gyeongsan, 712-749, Korea
(received date: 16 March 2011/accepted date: 25 May 2011)
This paper examines a range of metal oxides, including those containing relatively safe elements under neutron
irradiation, such as Cr, Fe, Ta, Ti, V and W, as well as widely used oxides, Al2O3, MgO and Y2O3, as a sintering
additive for β-SiC theoretically and experimentally. After selecting the most probable SiC oxidation reaction
at 1973-2123K, the condition where the metal oxide additive does not decompose SiC was calculated based
on the standard Gibbs formation free energies. Thermodynamic calculations revealed that Al2O3, MgO and
Y2O3 could be an effective sintering additive without decomposing SiC under hot pressing conditions, which
was demonstrated experimentally. On the other hand, no one component metal oxide that contains a safe
element for nuclear reactor applications was found to be an effective sintering additive due to the formation
of metal carbides and/or silicides. Overall, the simulation based on thermodynamic calculations was found
to be quite useful for selecting effective metal oxide additives.
Key words: ceramics, sintering, decomposition, X-ray diffraction, gibbs free energy
1. INTRODUCTION
Silicon carbide (SiC) exhibits two crystalline structures in general, the cubic (C) β structure and α polytypes, which have hexagonal (H) and rhombohedral (R) structures with 6H being the most common α type [1]. Since SiC ceramics and SiC fiber-reinforced SiC composites (SiC f/SiC) show excellent mechanical, chemical and thermal properties, dense SiC-based ceramics are used widely in tribocomponents, aerospace- and energy-related applications [1-4]. In addition, SiC and SiC f/SiC have been considered for fission and fusion reactor applications owing to their additional low inherent activation, decay heat and tritium permeability properties under neutron irradiation conditions [5-6]. However, diffi-culty arises with sintering due to the high covalent bond character and low self diffusivity of both α- and β-SiC. For example, pure SiC with near the theoretical density could only be achieved by hot pressing at 2500°C and 50 MPa [7]. Therefore, many metal oxides have been studied as sinter-ing additives to decrease the sintering temperature. The sin-gle- and multi-component metal oxide sintering additives reported thus far include Al2O3, MgO, Lu2O3, Y2O3, Al2O3-Y2O3, Al2O3-Y2O3-MgO, Al2O3-Y2O3-CaO, Al2O3-Y2O3-SiO2, and Y-Mg-Si-Al-O-N glass system [8-15]. These oxides form a liquid phase at high temperatures, which acts as a mass transport medium, and decreases the sintering temperature of SiC to 1700-1850°C from 2500°C for pure SiC [7]. The important factors to be an effective sintering additive include the volume fraction and chemistry of liquid phase, such as wettability on SiC and low vapor pressure that can inhibit evaporation under sintering conditions. However, the most important is that the metal oxide should not decompose SiC at high sintering temperatures.
Although β-SiC is more suitable than α-SiC for nuclear reactor applications, it is more difficult to achieve a high density with β-SiC than α-SiC [5]. This is due to the pore entrapping during β→α transformation at 1900-2000°C, which stimulates grain growth and morphological changes from equiaxed fine grains to plate-like ones with a high aspect ratio [16]. Therefore, hot pressing is generally recom-mended because it can reduce the sintering temperature to as low as 1700-1850°C without an appreciable β→α transfor-mation and any significant damage of SiC fiber [17]. In this case, grain growth can be minimized and enhanced mechan-ical properties can be expected due to this decrease in grain size.
Negita [18] discussed an effective sintering additive for α-SiC by considering the standard Gibbs free energy and vapor pressure at temperatures > 2000°C. However, he only con-sidered the formation of metal carbide, while there is the possibility of forming metal silicides from a reaction between
*Corresponding author: dhyoon@ynu.ac.kr ?KIM and Springer
64Alfian Noviyanto and Dang-Hyok Yoon the additive and SiC. Based on his results, Al2O3, BeO, CaO,
ZrO2 and Y2O3 were found to be suitable metal oxide addi-
tives. However, metal oxides containing the elements that
can be used in nuclear reactor applications, such as Cr2O3,
Fe2O3, Ta2O5, TiO2, V2O5 and WO3 [19,20], have not been
studied yet as sintering additives for β-SiC. Moreover, theo-
retical approaches even for widely used metal oxide addi-
tives, such as Al2O3, MgO and Y2O3, are quite restricted.
Therefore, this study examined the effective one component
sintering additives for β-SiC using various types of metal
oxides based on thermodynamic calculations and experi-
mental observations.
2. EXPERIMENTAL PROCEDURE
A commercial β-SiC (4620KE, NanoAmor Inc., USA)
with an average particle size, specific surface area and purity
of 52 nm, 80 m2/g and >97.5%, respectively, was used in
this study. According to the manufacturer, it contains <1.25%
of O, <0.75 of free C, <0.15 of Cl and <0.15% of free Si.
Nine types of metal oxides with a purity > 99.9%, such as
Al2O3, MgO, Y2O3, Cr2O3, Fe2O3, Ta2O5, TiO2, V2O5 and WO3,
were used as sintering additives by adding 1, 3, 5, and 10
wt% with respect to β-SiC. SiC and the metal oxide were
mixed in ethanol by ball milling for 24 hours using 3 mm
SiC balls, and the resulting slurries were dried using a rotary
evaporator operated at 70°C. One wt% of the nonylphenol
ethoxylate-based phosphate esters (Rhodafac RE-610, Rhodia,
France) was added as a dispersant. The mixed powder was
hot-pressed to dimensions of 20×20×4 mm3 at 1750°C for 2
hours at 20 MPa and an atmospheric pressure of Ar. Scan-ning electron microscopy (SEM: S-4800, Hitachi using 15 kV and 10 μA) was used to observe the morphology of the sin-tered body. The density was measured using the Archimedes method, and the phase generated during hot pressing was calculated by Rietveld simulation using X-ray diffraction (XRD: X’Pert-PRO MPD, Pananalytical using CuKα line, 40 kV and 30 mA) pattern.
3. THEORETICAL ASPECTS
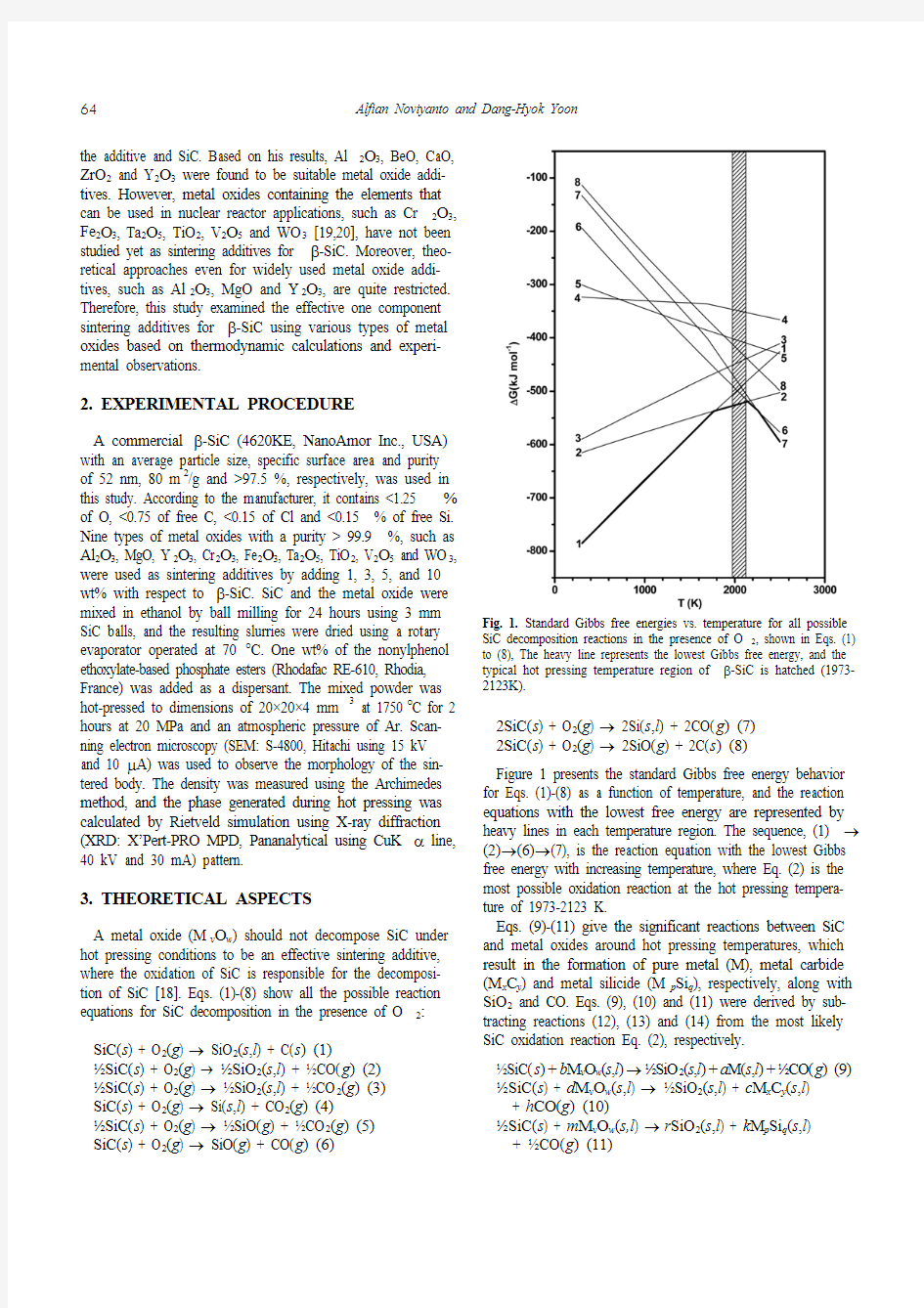
A metal oxide (M v O w) should not decompose SiC under hot pressing conditions to be an effective sintering additive, where the oxidation of SiC is responsible for the decomposi-tion of SiC [18]. Eqs. (1)-(8) show all the possible reaction equations for SiC decomposition in the presence of O2: SiC(s) + O2(g) → SiO2(s,l) + C(s) (1)?SiC(s) + O2(g) → ?SiO2(s,l) + ?CO(g) (2)?SiC(s) + O2(g) → ?SiO2(s,l) + ?CO2(g) (3) SiC(s) + O2(g) → Si(s,l) + CO2(g) (4)?SiC(s) + O2(g) → ?SiO(g) + ?CO2(g) (5) SiC(s) + O2(g) → SiO(g) + CO(g) (6)
2SiC(s) + O2(g) → 2Si(s,l) + 2CO(g) (7) 2SiC(s) + O2(g) → 2SiO(g) + 2C(s) (8) Figure 1 presents the standard Gibbs free energy behavior for Eqs. (1)-(8) as a function of temperature, and the reaction equations with the lowest free energy are represented by heavy lines in each temperature region. The sequence, (1)→(2)→(6)→(7), is the reaction equation with the lowest Gibbs free energy with increasing temperature, where Eq. (2) is the most possible oxidation reaction at the hot pressing tempera-ture of 1973-2123 K.
Eqs. (9)-(11) give the significant reactions between SiC and metal oxides around hot pressing temperatures, which result in the formation of pure metal (M), metal carbide (M x C y) and metal silicide (M p Si q), respectively, along with SiO2 and CO. Eqs. (9), (10) and (11) were derived by sub-tracting reactions (12), (13) and (14) from the most likely SiC oxidation reaction Eq. (2), respectively.
?SiC(s)+b M v O w(s,l)→?SiO2(s,l)+a M(s,l)+?CO(g) (9)?SiC(s) + d M v O w(s,l) → ?SiO2(s,l) + c M x C y(s,l)
+ h CO(g) (10)?SiC(s) + m M v O w(s,l) →r SiO2(s,l) + k M p Si q(s,l)
+ ?CO(g
) (11) Fig. 1. Standard Gibbs free energies vs. temperature for all possible SiC decomposition reactions in the presence of O2, shown in Eqs. (1) to (8), The heavy line represents the lowest Gibbs free energy, and the typical hot pressing temperature region of β-SiC is hatched (1973-2123K).
One Component Metal Oxide Sintering Additive for β-SiC Based on Thermodynamic Calculation and Experimental Observations65 a M(s,l) + O2(g) →b M v O w(s,l) (12)
c M x C y(s,l) + O2(g) →
d M v O w(s,l) +
e CO(g) (13)
k M p Si q(s,l) + O2(g) → m M v O w(s,l) + n SiO2(s,l) (14)
The decomposition of SiC can be predicted by comparing
, and with , because the standard
Gibbs free energies for reactions (9), (10) and (11) are given
by -, -and -,
respectively.
The condition that a metal oxide additive does not decom-
pose SiC is given by>, and because
a negative indicates a spontaneous reaction.
Negligible evaporation of the sintering additive during hot
pressing is expected because the vapor pressure of metal
oxides used in this study is much lower than 1 atm at 1973-
2123 K based on calculations. For thermodynamic calcula-
tions, the tabulated data for the standard Gibbs free energies
and vapor pressure were obtained from Barin [21] and Chase
[22].
4. RESULTS AND DISCUSSION
A metal oxide (M v O w) additive can generate 3 possible
phases by decomposing SiC, i.e. metal (M), metal carbide
(M x C y) and metal silicide (M p Si q), as shown in Eqs. (9), (10)
and (11), respectively. and were compared with
in Fig. 2 (a) to examine the possibility of metal and
metal carbide formation from the metal oxide. SiC contain-
ing metal oxides, which have a larger standard Gibbs free
energy of than , tend to decompose to pure metal
(M) and SiO2, according to Eq. (9). In the same manner,
metal carbide (M x C y) and SiO2 will be formed when metal
oxides with a larger than are added to SiC,
according to Eq. (10). The hatched area in Fig. 2(a) satisfies
> and , where Al2O3, MgO and Y2O3 are
located in this area. This means that that these oxides are
candidates for effective sintering additives because they do
not decompose SiC during hot pressing. In contrast, Cr2O3,
Fe2O3, Ta2O5, V2O5 and WO3 can produce both pure metals
and metal carbides, whereas TiO2 can only form Ti-carbides.
In the same manner, Fig. 2(b) presents the possibility of
forming metal silicides (M p Si q) from a reaction between SiC and metal oxides during hot pressing by comparing
and with . The data point for Al2O3 was omitted in this case because Al-silicide is unstable and decomposes to Al and á-Si from 575K [23], whereas the standard Gibbs free energy for Y-silicide formation from Y2O3 and SiC was obtained using the data at 850K because for Y5Si3 is unavailable for the hot pressing temperatures [24]. Similar results can be drawn from metal silicides formation to that of the metal-carbide cases, i.e., Cr2O3, Fe2O3, Ta2O5, V2O5 and WO3 can form pure metals and the corresponding metal sili-cides, whereas TiO2 can only form Ti-silicides. Although the graphs are not shown, thermodynamic calculations at 2123K gave similar results to those of 1973K for the formation of metal carbides and -silicides. Therefore, Al2O3, MgO and Y2O3 are the only candidates for an effective sintering addi-tive for β-SiC because they do not decompose SiC during hot-pressing.
Figure 3 shows the temperature dependence of standard Gibbs free energies for Eq. (13), which is the decomposition of metal carbides in the presence of O2 for various metal oxides, with respect to the reactions with the lowest standard Gibbs free energies for b-SiC decomposition shown with the heavy lines. Since Eq. (13) shows the decomposition of metal carbides to metal oxides, metal carbides with a higher stan-dard Gibbs free energy than β-SiC are formed spontane-
?G12o?G13o?G14o?G2o
?G2o?G12o?G2o?G13o?G2o?G14o
?G2o?G12o?G13o?G14o
?G f o
?G12o?G13o
?G2o
?G12o?G2o
?G13o?G2o
?G2o?G12o?G13o
?G12o ?G14o?G2o
?G14
o Fig. 2. (a) vs. for metal and metal carbides formation and
(b) vs. for metal and metal silicides formation for various metal oxides at 1973K. Horizontal and vertical lines represent ,
and the hatched areas are characterized by >, and
>, for (a) and (b), respectively.
?G12o?G13o
?G12o?G14o
?G2o
?G2o?G12o?G13o
?G2o?G12o?G14o
66Alfian Noviyanto and Dang-Hyok Yoon
ously. Therefore, Cr 2O 3, Fe 2O 3, Ta 2O 5, TiO 2, V 2O 5 and WO 3tend to form their corresponding metal carbides, according to the reverse reaction of Eq. (13).
Similarly, Fig. 4 shows the temperature dependence of standard Gibbs free energies for the decomposition of metal silicides, i.e., Eq. (14), with respect to the reactions with the lowest standard Gibbs free energies for β-SiC decomposi-tion. In the same manner, Cr 2O 3, Fe 2O 3, Ta 2O 5, TiO 2, V 2O 5 and WO 3 tend to form their corresponding metal silicides by a reaction with SiO 2, which is the reverse reaction of Eq. (14).Figure 5 shows XRD patterns of the SiC samples contain-ing 10 wt% of various metal oxides as a sintering additive after hot pressing, which was performed to confirm the fea-sibility of thermodynamic calculations for metal carbides and/or -silicides formation. Although β-SiC was used as a start-ing material, some part of β-SiC transformed to α-SiC, which is common at high temperature [17]. No metal carbides and/or -silicides could be observed when Al 2O 3, MgO and Y 2O 3were added, as predicted by thermodynamic calculations.The characteristic peaks of Al 2O 3 and Y 2O 3 were observed when the corresponding metal oxide was added as a sinter-
ing additive, whereas MgSiO 3 peaks were observed for MgO addition. On the other hand, all other metal oxides additions,except for Al 2O 3, MgO and Y 2O 3, resulted in the formation of metal carbides and/or -silicides as well as free carbon after hot pressing. For example, Cr-silicide (Cr 5Si 3) and free C were observed when Cr 2O 3 was added. The formation of free carbon along with the corresponding metal silicides in the case of Cr 2O 3 and V 2O 5 additions can be explained by the following 2-step reactions, even though no free C can be formed according to Eq. (9), (10) and (11). Based on thermo-dynamic calculations for Cr 2O 3 and V 2O 5 addition, Eq. (9)has the lowest Gibbs free energy among Eqs. (9)-(11), indi-cating pure Cr and V can be formed by a reaction between SiC and metal oxide at first step. At the following step, these pure metals form the corresponding metal silicides and free carbon by a reaction with SiC. As shown in Fig. 5, all the phases generated during hot pressing were coincident with those expected by thermodynamic calculations. Therefore,this approach appears to be quite useful for selecting an effective one component metal oxide additive for the densi-fication of β-SiC.
Figure 6 shows the relative density of SiC pellets contain-ing 1, 3, 5 and 10 wt% of the metal oxide sintering additive after hot pressing at 1750°C, 20 MPa for 2 hours. The per-cent density value was calculated based on the contents of
each phase which was measured by Rietveld simulation using
Fig. 3. Standard Gibbs decomposition free energies vs. temperature
for various metal carbides (). Solid lines are based on thermody-namic data, while the dashed lines are extrapolated because the data was unavailable. The heavy line represents the lowest standard Gibbs
free energy for β-SiC decomposition in the presence of O 2 (, , and ). The hatched area represents the typical liquid phase hot pressing temperature of β-SiC (1973-2123K).
?G 13o
?G 1o ?G 2o
?G 6o ?G 7
o
Fig. 4. Standard Gibbs decomposition free energies vs. temperature
for various metal silicides (). The heavy line represents the low-est standard Gibbs free energy for β-SiC decomposition in the pres-ence of O 2 (, , and ).
?G 14o
?G 1o ?G 2o ?G 6o ?G 7o
One Component Metal Oxide Sintering Additive for β-SiC Based on Thermodynamic Calculation and Experimental Observations 67
XRD pattern. The addition of Al 2O 3, MgO and Y 2O 3 enhances the density of SiC much more than the addition of other oxides. Al 2O 3 was found to be the most effective sintering additive, showing the relative density of approximately 99%for 5 and 10 wt% addition. Moreover, only 1 wt% of Al 2O 3addition resulted in a density of 85%, which is much higher than that of pure SiC (56.5%). The formation mechanism of liquid phase, which promotes densification by a solution-reprecipitation mechanism, during sintering of SiC in the presence of Al 2O 3 was explained by Misra [25]. On the other hand, 10 wt% Y 2O 3 increased the density of SiC to 99%,whereas 90% of the theoretical density was achieved for 5wt% addition. Kim et al. recently demonstrated the forma-tion of high density SiC by adding yttrium nitrate, which proves yttrium as an efficient sintering element [26]. The effective-ness of MgO as a sintering additive is less than that for Al 2O 3and Y 2O 3. Although metal oxides, such as Al 2O 3, MgO and Y 2O 3, do not decompose SiC when added as sintering addi-tives, the resulting density of SiC can be varied by the amount,diffusivity and the wettability of the liquid phase [27,28]. On the other hand, the effects of Cr 2O 3, Fe 2O 3, Ta 2O 5, TiO 2, V 2O 5and WO 3 addition for SiC densification were negligible due to the formation of corresponding metal carbides and/or -sili-cides, as expected from thermodynamic calculations.
Figure 7 shows the SEM images for fractured SiC pellets containing 10 wt% of the metal oxide sintering additives after hot pressing. As expected from the density data in Fig.6, SiC samples with Al 2O 3 and Y 2O 3 showed a highly dense microstructure without pores. The sample containing 10 wt%MgO showed fine grains with many small pores due to its relatively low density of 85%. On the other hand, the sam-ples containing Cr 2O 3, Fe 2O 3, Ta 2O 5, TiO 2, V 2O 5 and WO 3 show a relatively larger grain size than those of the samples con-taining Al 2O 3, MgO and Y 2O 3
. The presence of very large
Fig. 5.
XRD patterns of SiC containing 10 wt% of metal oxide as a sintering additive, showing the phases generated during the hot pressing.
Fig. 6. Relative density of SiC as a function of the amount of sintering additive for various kinds of metal oxides after hot pressing at 1750°
C,20 MPa for 2 hours.
Fig. 7. SEM images of SiC containing 10 wt% of metal oxide additive after hot pressing.
68Alfian Noviyanto and Dang-Hyok Yoon
grains is typical in solid-state sintered SiC, whereas the grain size for liquid phase sintering is generally finer and more uniform than that of solid-state sintering [8]. Therefore, the large grain size with these metal oxides can be interpreted as the result of solid-state sintering because the metal oxides form metal carbides and/or -silicides without forming a liq-uid phase.
5. CONCLUSIONS
The examination of effective sintering additives to β-SiC was performed for one component metal oxide system in this study. Nine types of metal oxides were examined, including those containing relatively safe elements under neutron irra-diation, as well as widely used oxides, such as Al2O3, MgO and Y2O3. Thermodynamic calculations of the most possible SiC decomposition reaction in the presence of O2 and the consecutive examination on the possibility of formation for pure metal, metal carbides and -silicides under the hot press-ing temperatures showed that Al2O3, MgO and Y2O3 are can-didates for an effective sintering additive without decomposing SiC. On the other hand, all other metal oxides used in this study were expected to form the corresponding metal car-bides and/or -silicides by decomposing SiC. These expecta-tions matched the experimental observations, indicating this approach to be quite effective in selecting metal oxide sinter-ing additives for β-SiC. ACKNOWLEDGMENTS
This study was supported by a Yeungnam University research grant in 2010.
REFERENCES
1.O. Kordina and S. E. Saddow, Advances in Silicon Carbide
Processing and Applications (eds. S. E. Saddow and A.
Agarwal), pp. 1-27, Artech House, Boston (2004).
2.I. Y. Ko, S. M. Chae, and I. J. Shon, J. Kor. Inst. Met. &
Mater.48, 417 (2010).
3.P. Baldus, M. Jansen, and D. Sporn, Science285, 699 (1999).
4.H. Ohnabe, S. Masaki, M. Onozuka, K. Miyahara, and T.
Sasa, Compos. Part A-Appl. S.30, 489 (1999).
5.Y. Katoh, L. L. Snead, C. H. Henager Jr., A. Hasegawa, A.
Kohyama, B. Riccardi and H. Hegeman, J. Nucl. Mater.
367-370, 659 (2007).
6.S. Novak, K. Rade, K. K?nig and A. R. Boccaccini, J. Eur.
Ceram. Soc.28, 2801 (2008).
7.J. S. Nadeau, Am. Ceram. Soc. Bull.52, 170 (1973).
8.L. K. L. Falk, J. Eur. Ceram. Soc.17, 983 (1997).
9.D. Foster and D. P. Thompson, J. Eur. Ceram. Soc.19,
2823 (1999).
10.K. Biswas, G. Rixecker and F. Aldinger, J. Eur. Ceram. Soc.
23, 1099 (2003).
11.D. H. Kim and C. H. Kim, J. Am. Ceram. Soc.73, 1431
(1990).
12.P. Yonathan, J. H. Lee, D. H. Yoon, W. J. Kim, and J. Y.
Park, Mater. Res. Bull.44, 2116 (2009).
13.K. Y oshida, Budiyanto, M. Imai, and T. Y ano, J. Nucl. Mater.
258-263, 1960 (1998).
14.E. Gomez, J. Echeberria, I. Iturriza, and F. Castro, J. Eur.
Ceram. Soc.24, 2895 (2004).
15.Y. W. Kim and M. Mitomo, J. Am. Ceram. Soc.82, 2731
(1999).
16.R. M. Williams, B. N. Juterbock, C. R. Peters, and T. J.
Whalen, J. Am. Ceram. Soc.67, C62 (1984).
17.A. M. Kueck and L. C. De Jonghe, J. Eur. Ceram. Soc.28,
2259 (2008).
18.K. Negita, J. Am. Ceram. Soc.69, C308 (1986).
19.S. J. Zinkle, Fusion Eng. Des.74, 31 (2005).
20.S. J. Zinkle, Radiat. Eff. Def. Solids148, 447 (1999).
21.I. Barin, Thermochemical Data of Pure Substances, pp. 1343-
1359, VCH, New York (1989).
22.M. W. Chase Jr., NIST-JANAF Thermochemical Tables, 4th
ed., pp. 649-1755, AIP, New York (1998).
23.H. T. G. Hentzell, A. Robertsson, L. Hultman, G. Shaofang,
S. E. H?rnstr?m, and P. A. Psaras, Appl. Phys. Lett. 50, 933 (1987).
24.R. I. Polotskaya and V. R. Sidorko, Powder Metal. Met.
36, 315 (1997).
25.A. K. Misra, J. Am. Ceram. Soc.74, 345 (1991).
26.Y. W. Kim, K. J. Kim, H. C. Kim, N. H. Cho, and K. Y. Lim,
J. Am. Ceram. Soc.94, 991 (2011).
27.F. V. Motta, R. M. Balestra, S. Ribeiro, and S. P. Taguchi,
Mater. Lett.58, 2805 (2004).
28.S. P. Taguchi, F. V. Motta, R. M. Balestra, and S. Ribeiro,
Mater. Lett.58, 2810 (2004).