内蒙古科技大学 本科生课程论文 题目:焊接过程数值模拟的发展 学生姓名:孑然De90后 学号:096110。。。。 专业:材料成型及控制工程 班级:成型09—1班 指导教师:
焊接过程数值模拟的发展 摘要: 介绍了焊接数值模拟技术在焊接接头微观组织分析、焊接温度场分析、焊接应力应变分析、氢扩散分析方面的研究现状,并对焊接数值模拟技术在这几方面的模拟方法、原理及模型的建立进行了较为详细的介绍,最后,对我国焊接数值模拟技术的发展进行了展望。 焊接数值模拟方法一直是研究和电阻点焊过程的有效方法。详细介绍了焊接过程数值模拟技术的研究现状和进展。并指出了焊接过程数值模拟及应用的发展方向。 关键词:焊接;微观组织;温度场;数值模拟 The Welding Process of The Development of Numerical Simulation Abstract: This article introduced research status of welding numerical simulation technology from several aspects,suchas microstructure analysis on welding joints,welding temperature field analysis,welding stress and strain analysis,researchstatus of hydrogen diffusion。and detailedly introduced its simulation method,principle and modeling.Finallytheprospect of China welding numericM simulation technology is carried out. Welding numerical simulation methods has been research and the effective method of resistance spot process. Detailed introduces the welding process of numerical simulation technology research and progress. And points out the welding process and application of the numerical simulation development direction. Key words: welding;microstructure;temperature field;stress-strain;hydrogen diffusion;numerical simulation 1引言 1.1 背景 焊接是一个涉及电弧物理、传质传热、冶金和力学的复杂过程,单纯采用理。
基于ANSYS有限元软件实现施工温控仿真的主要技术(1)研究方法和分析流程 本次计算利用ANSYS软件来进行象鼻岭碾压混凝土拱坝全过程温控仿真计算分析。具体分析流程如下: 1)收集资料:包括工程气象水文资料、大坝体型、热力学参数、工程进度、施工措施、防洪度汛和蓄水等。 2)整理分析资料:参数拟合、分析建模方法。 3)建模:采用ANSYS软件进行建模,划分网格。 4)编写计算批处理程序:根据资料结合模型编写计算温度场的ANSYS批处理程序。 5)检查计算批处理程序:首先检查语句,然后导入计算模型检查所加荷载效果。 6)计算温度:使用ANSYS软件温度计算模块进行计算。 7)分析温度结果:主要分析各时刻的温度场分布和典型温度特征值。 8)应力计算建模:模型结构尺寸与温度分析模型相同,需要改变把温度分析材料参数改为应力分析材料参数。 9)计算应力:使用ANSYS软件温度应力计算模块和自编的二次开发软件进行计算。 10)分析应力结果:主要分析应力场分布和典型应力特征值。 11)编写报告:对计算流程和结果实施进行提炼总结,提出可行的温控指标和措施。 (2)前处理 1)建模方法选择。 有限元建模一般有两种方法:一种为通过点线面几何拓扑的方法建模,这种建模方法精确,但是比较费时。对于较大规模的建模任务花费时间太多。另一种为通过其他软件导入,如CAD,通过在其他软件中建模,然后输出为ANSYS 可以识别的文件类型,再导入ANSYS中完成建模过程,这种建模方式精度较直接建模的精度要稍低一些,但是由于要求建模的模型已经在CAD软件中完成了
初步建模,可以直接拿来稍作处理即可应用,时间花费较少。本计算选用从CAD 软件导入ANSYS中来建立模型。 2)建模范围。 建模范围可以分为全坝段建模和单坝段建模,全坝段建模可以全面反映整个坝体的温度和应力情况,但是建模难度高、计算量大;单坝段建模建模难度小,计算量也相对较小,一般情况下单坝段建模即可满足要求。 3)施工模拟层厚。 根据已建碾压混凝土坝经验,碾压层厚一般为0.3m左右,按照0.3m一层建模是最精确的,但是如果按照0.3m一层建模,计算网格数量巨大,计算时间长,对于硬件要求较高,在硬件和时间达不到要求的情况下,按照3m一层以下精度都是可以基本满足要求的。 4)分区模拟。 由于各分区混凝土水化热差别较大,对于温度计算影响较大,因此建模要尽量反映混凝土大坝内部分区变化。基岩由于对混凝土只是导热作用,且影响范围在10m左右,因此在计算时可以认为是均质体,计算热力学参数采用靠近建基面的地层参数。 5)参数选取。 参数一般选择可研阶段的材料试验报告,如果项目部未能提供这些资料,可以在征求同意的前提下,通过查阅相关书籍,尽量采取相似工程的资料。 (3)计算 1)ANSYS计算模块。 ANSYS计算温度场模块由其自带,可以直接进入模块计算。 2)化学产热模拟。 通过ANSYS中产热命令BFE模拟。 3)边界条件模拟。 ①对流边界条件通过命令SFA模拟。 ②接触散热边界条件通过命令D模拟。 4)浇筑模拟。 通过ANSYS中的生死单元功能实现,初始阶段所有单元均为死单元,死单
Instruction of Ansys temperature field calculation Question 1: Consider an infinite (in one direction) plate with initial temperature T0. One end of the plate is exposed to the environment of which the temperature is T e (III type boundary condition). Analyze the temperature distribution in the plate during the period of 2000s. 问题1:考虑一个方向无限长的平板,初始温度为T0,一段暴露在温度为T e的环境中,分析其在2000s内温度分布情况。 Basic parameters基本物性参数 Geometry几何:a=1 m, b=0.1 m Material材料:λ=54 W/m·o C, ρ=7800 kg/m3, c p=465 J/kg·o C Loads载荷:T0=0 o C, T e=1000 o C, h=50 W/m2·o C Jobname and directory settings设置文件名、存储路径 Menu | File | Change Jobname Menu | File | Change Directory Preprocessing前处理 (1) Define Element Type定义单元类型 Preprocessor | Element Type | Add/Edit/Delete Add: Thermal Mass | Solid | Quad 4node 55 (2) Set Material Properties设置材料属性 Preprocessor | Material Props | Material Models Thermal: Conductivity: Isotropic KXX=54 Thermal: Density=7800 Thermal: Specific Heat=465
《焊接过程的数值模拟》课程简介 课程编号:02044906 课程名称:焊接过程的数值模拟/ Numerical simulation of welding process 学分:2 学时:32 (课内实验(践):上机:16 课外实践:) 适用专业:焊接技术与工程专业 建议修读学期:7 开课单位:材料科学与工程学院材料加工工程系 课程负责人:卢云 先修课程:焊接冶金学、计算机基础、VB语言及程序设计 考核方式与成绩评定标准:采用平时成绩+上机考试成绩相结合的方式,平时成绩占课程考核成绩的50%,平时成绩考核采用作业、上机实验和报告相结合的方式;上机考试成绩占课程考核成绩的50%。 教材与主要参考书目: 主要参考书目:1、焊接数值模拟技术及其应用,汪建华,上海交通大学出版社,2003 2、计算材料学,D.罗伯编著,项金钟、吴兴惠译,化学工业出版社,2002 内容概述: 本课程初步介绍焊接过程中数值模拟技术的一些基本原理,基本方法,研究进展和研究内容。初步探讨使用有限元软件作为平台实现焊接的数值模拟过程。重点介绍焊接热传导在有限元程序中的使用及应用。通过本课程的学习,使学生了解焊接数值模拟的基本方法,学会综合运用其它方面的知识来实现简单焊接过程的数值模拟,并能够对模拟的结果进行有效的分析。初步具备分析和解决焊接工程问题的能力。 This course introduces some basic principles, methods, research progress and contents of the numerical simulation technology in the welding process. The realization of numerical Simulation of welding based on finite element software platform is also discussed briefly. The application of welding heat conduction in the finite element program is emphasized on. Through this course, the students should understand the basic methods of numerical simulation of welding, learn the integrated use of the knowledge of other aspects to achieve a simple welding numerical simulation, and can effectively analyze the simulation results. This course is to present the practical analysis and solve for welding engineering problems.
焊接虚拟仿真培训系 统,D O C(总3页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除
1、焊接培训行业状况 焊接是一项对过程要求很高的工作,在现有的手工焊接生产中,采用MAG/MIG焊接的约占50%,TIG焊接约占30%,MMA焊接约占20%;如:在造船行业中,MAG约占70%,MMA约占30%;那么,这就需要焊工要有扎实的操作手法、规范的动作。而在焊接培训过程中传统方式存在以下多种问题: (1)消耗大量的焊条(丝)、焊件和保护气体等材料; (2)对学员的培训过程难以准确掌握; (3)对学员的焊接水平难以评价; (4)培训效果不尽理想; (5)培训过程环境污染严重,有害健康; (6)培训过程安全性差。 2、项目实施目的 1)减少甚至避免焊接练习过程中强光、高温、明火及烟尘以及有毒气体的产生,全面保护教师和学员的身体健康; 2)减少或者避免焊接实训过程中对空气污染的有害气体的排放,防止对环境造成污染; 3)能够让无工作经验的学员快速、真实的投入到焊接实训中,提高培训效率,避免由于无经验操作产生的事故。同时能够让有经验的训练者有更高的训练平台,提高焊接技术; 4)节省真实焊材、工件等焊接材料以及工业用电,降低培训成本; 方便教学。 3、焊接仿真模拟器概述 电焊操作训练模拟器系统是由武汉科码软件有限公司独立自主研发的焊接虚拟仿真培训系统。该系统是基于虚拟计算机系统,是以中高度仿真的教学培训系统,能让学员在接近真实的模拟环境下进行焊接技术的训练。该系统能促进焊接技能向实际工况焊接的有效转换。与传统的焊接培训相比减少了焊材的浪费。该设备结合了:焊工的动作、仿真焊接焙池、焊接声音及焊接手感,使用该系统的受训者能够感受到几乎真实的焊接过程。 电焊模拟实训系统是新一代环保、节能、通用型操作技能实训与评价平台。 该系统采用分布式仿真实训技术、虚拟现实技术、微机测控技术、声音仿真技术及计算机图像实时生成技术。在不需要真实焊机的情况下,通过仿真主控系统、位置追踪系统,将焊接演练过程中焊枪的位置、速度和角度等进行采集处理,并实时生成虚拟焊缝。 该系统将仿真操作设备、实时3D技术及渲染引擎相结合,演练过程真实,视觉效果、操作手感与真实一致。在焊接演练的过程中,学员能够看到焊接电弧以及焊液从生成、流动到冷却的过程,同时听到相应的焊接音效。 该系统与传统的焊接技艺教学能有机的融合在一起,是实现灵活、高效、安全、节约、绿色无污染的焊接模拟培训教学与考核的最佳教学方法。 通过电焊模拟实训系统,学员不仅仅可以获得与传统实训相同的操作经验,同时通过系统内置的数据采集、智能专家辅助模块和量化考核评价系统等一系列先进独特的教学功能,配合合理明晰的焊接知识穿插讲解,使学员可以获得在传统教学实践过程中难以量化的精确焊接培训指导,大幅度提升学员在培训过程中的方向性和目的性,有效缩短学员的培训周期,降低教师的教学负担,达到以低成本、低投入实现“精教、精学、精炼”的焊接培训机制。
ANSYS热应力分析例题 实例1圆简内部热应力分折: 有一无限长圆筒,其核截面结构如图13—1所示,简内壁温度为200℃,外壁温度为20℃,圆筒材料参数如表13.1所示,求圆筒内的温度场、应力场分布。 该问题属于轴对称问题。由于圆筒无限长,忽略圆筒端部的热损失。沿圆筒纵截面取宽度为10M的如图13—2所示的矩形截面作为几何模型。在求解过程中采用间接求解法和直接求解法两种方法进行求解。间接法是先选择热分析单元,对圆筒进行热分析,然后将热分析单元转化为相应的结构单元,对圆筒进行结构分析;直接法是采用热应力藕合单元,对圆筒进行热力藕合分析。 /filname,exercise1-jianjie /title,thermal stresses in a long /prep7 $Et,1,plane55 Keyopt,1,3,1 $Mp,kxx,1,70 Rectng,0.1,0.15,0,0.01 $Lsel,s,,,1,3,2 Lesize, all,,,20 $Lsel,s,,,2,4,2 Lesize,all,,,5 $Amesh,1 $Finish /solu $Antype,static Lsel,s,,,4 $Nsll,s,1 $d,all,temp,200 lsel,s,,,2 $nsll,s,1 $d,all,temp,20 allsel $outpr,basic,all solve $finish /post1 $Set,last /plopts,info,on Plnsol,temp $Finish /prep7 $Etchg,tts Keyopt,1,3,1 $Keyopt,1,6,1 Mp,ex,1,220e9 $Mp,alpx,,1,3e-6 $Mp,prxy,1,0.28 Lsel,s,,,4 $Nsll,s,1 $Cp,8,ux,all Lsel,s,,,2 $Nsll,s,1 $Cp,9,ux,all Allsel $Finish /solu $Antype,static D,all,uy,0 $Ldread,temp,,,,,,rth Allsel $Solve $Finish /post1 /title,radial stress contours Plnsol,s,x /title,axial stress contours Plnsol,s,y /title,circular stress contours Plnsol,s,z /title,equvialent stress contours Plnsol,s,eqv $finish
数值模拟在焊接中的应用 摘要:焊接是一复杂的物理化学过程,借助计算机技术,对焊接现象进行数值模拟,是国内外焊接工作者的热门研究课题,并得到了越来越广泛的应用。概括介绍了数值分析方法,综述了国内外焊接数值模拟在热过程分析、残余应力分析、焊接热源分析方面的研究现状及发展趋势。 关键词:焊接;数值模拟;研究现状 焊接是一个涉及电弧物理、传质传热、冶金和力学的复杂过程,单纯采用理论方法,很难准确的解决生产实际问题。因此,在研究焊接生产技术时,往往采用试验手段作为基本方法,其模式为“理论—试验—生产”,但大量的焊接试验增加了生产的成本,且费时费力。计算机技术的飞速发展给各个领域带来了深刻的影响。结合数值计算方法和技术的不断改进,工程和科学中越来越多的问题都可以采用计算机数值模拟的方法进行研究。采用科学的模拟技术和少量的实验验证,以代替过去一切都要通过大量重复实验的方法,不仅可以节省大量的人力和物力,而且还可以通过数值模拟解决一些目前无法在实验室里直接进行研究的复杂问题。用数值方法仿真实际的物理过程,有时被称为“数值实验”。作为促进科学研究和提高生产效率的有效手段,数值实验的地位已经显得越来越重要了。在工程学的一些领域中,已经视为和物理实验同等重要。与焊接生产领域采用的传统经验方法和实验方法相比,数值模拟方法具有以下优点: (l)可以深入理解焊接现象的本质,弄清焊接过程中传热、冶金、和力学的相互影响和作用; (2)可以优化结构设计和工艺设计,从而减少实验工作量,缩短生产周期,提高焊接质量,降低工艺成本。 一、焊接数值模拟中的数值分析方法 数值模拟是对具体对象抽取数学模型,然后用数值分析方法,通过计算机求解。经过几十年的发展,开发了许多不同的科学方法,其中有:(1)解析法,即数值积分法;(2)蒙特卡洛法; (3)差分法;(4)有限元法。数值积分法用在原函数难于找到的微积分计算中。常用的数值积分法有梯形公式、辛普生公式,高斯求积法等。蒙特卡洛法又称随机模拟法。即对某一问题做出一个适当的随机过程,把随机过程的参数用由随机样本计算出的统计量的值来估计,从而由这个参数找出最初所述问题中的所含未知量。差分法的基础是用差商代替微商,相应的就把微分方程变为差分方程来求解。差分法的主要优点是对于具有规则的几何特性和均匀的材料特性问题,其程序设计和计算简单,易于掌握理解,但这种方法往往局限于规则的差分网格,不够灵活。在焊接研究中差分法常用于焊接热传导、熔池流体力学氢扩散等问题的分析。有限元法起源于20世纪50年代航空工程中飞机结构的矩阵分析,现在它已被用来求解几乎所有的连续介质和场的问题。在焊接领域,有限元法已经广泛的用于焊接热传导、焊接热弹塑性应力和变形分析、焊接结构的断裂力学分析等。在工程应用中,上述数值方法常相互交叉和渗透。 二、焊接熔池的传热与流体流动模拟进展 焊接熔池的传热和流体流动计算机模拟是焊接模拟领域的一个重要领域,同时也是焊接冶金模拟中最为复杂的一个方向之一。因为焊接过程中大部分非平衡的物理、化学反应都在短时间内集中在焊接熔池这一局部高温区域内,这部分区域存在着很大程度上的成分、组织和性能的不均匀性。而对焊接熔池的物理测试十分困难,且费用大,因此大部分的研究是基于数值模拟的基础进行的。对焊接熔池的数值模拟有助于人们从更深层次上理解焊接过程的物理实质,模拟的结果有利于实现对焊接过程的控制。但目前关于焊接熔池的传热与流体流动模型都是建立在大量的假设和简化基础上的[1~3],因而模拟结果与实际有一定的出入,需要
ANSYS热应力分析实例 当一个结构加热或冷却时,会发生膨胀或收缩。如果结构各部分之间膨胀收缩程度不同,和结构的膨胀、收缩受到限制,就会产生热应力。 7.1热应力分析的分类 ANSYS提供三种进行热应力分析的方法: 在结构应力分析中直接定义节点的温度。如果所以节点的温度已知,贝U可以 通过命令直接定义节点温度。节点温度在应力分析中作为体载荷,而不是节点自由度 间接法。首先进行热分析,然后将求得的节点温度作为体载荷施加在结构应力分析中。 直接法。使用具有温度和位移自由度的耦合单元,同时得到热分析和结构应力分析的结果。 如果节点温度已知,适合第一种方法。但节点温度一般是不知道的。对于大多数问题,推荐使用第二种方法一间接法。因为这种方法可以使用所有热分析的功能和结构分析的功能。如果热分析是瞬态的,只需要找出温度梯度最大的时间点,并将此时间点的节点温度作为荷载施加到结构应力分析中去。如果热和结构的耦合是双向的,即热分析影响结构应力分析,同时结构变形又会影响热分析(如大变形、接触等),则可以使用第三种直接法一使用耦合单元。此外只有第三种方法可以考虑其他分析领域(电磁、流体等)对热和结构的影响。 7.2间接法进行热应力分析的步骤 首先进行热分析。可以使用热分析的所有功能,包括传导、对流、辐射和表面效应单元等,进行稳态或瞬态热分析。但要注意划分单元时要充分考虑结构分析的要求。例如,在有可能有应力集中的地方的网格要密一些。如果进行瞬态分析,在后处理中要找出热梯度最大的时间点或载荷步。 表7-1热单元及相应的结构单元
重新进入前处理,将热单元转换为相应的结构单元,表7-1是热单元与结构 单元的对应表。可以使用菜单进行转换: Mai n Menu>Prep roeessor>Eleme nt Typ e>Switeh Eleme nt Type ,选择Thermal to Struetual 。 但要注意设定相应的单元选项。例如热单元的轴对称不能自动转换到结构单元中,需要手工设置一下。在命令流中,可将原热单元的编号重新定义为结构单元,并设置相应的单元选项。 设置结构分析中的材料属性(包括热膨胀系数)以及前处理细节,如节点耦 合、约束方程等。 读入热分析中的节点温度, GUI: Solution>Load Apply>Temperature>From Thermal Analysis 。输入或选择热分析的结果文件名*.rth。如果热分析是瞬态的,则还需要输入热梯度最大时的时间点或载荷步。节点温度是作为体载荷施加的,可通过Utility Men u>List>Load>Body Load>On all nodes 列表输出。 设置参考温度,Mai n Men u>Solutio n>Load Setti ng>Refere nee Temp 。 进行求解、后处理。 7.3间接法热应力分析实例 7.3.1 问题描述 图7-1冷却栅示意图
焊接过程模拟与焊接变形、焊接Ansys应力有限元分析 1.1 焊接变形与焊接应力 焊接时,加热和冷却循环总会导致一定程度的变形,焊接变形对尺寸稳定性以及结构力学性能都有很大的影响,控制焊接变形在焊接加工中是一个关键的任务。 在钢结构焊接中,焊接工艺会使构件温度场产生不均匀变化,从而在构件中产生复杂的残余应力分布。残余应力是一种自相平衡的力系,当构件承受荷载时,如受拉、受压等,荷载引起的应力将与截面残余应力相叠加,从而使构件某些部位提前达到屈服强度,并发生塑性变形,故会严重降低构件的刚度和稳定性以及结构疲劳强度。 对构件进行焊接,在焊件上产生局部高温的不均匀温度场,焊接中心处温度可达1600℃,高温区的钢材会发生较大程度的膨胀伸长,但受到相邻钢材的约束,从而在焊件内引起较高的温度应力,并在焊接过程中,随时间和温度而不断变化,称其为焊接应力。焊接应力较高的部位,甚至将达到钢材的屈服强度而发生塑性变形,因而钢材冷却后将有残存于焊件内的应力,称为焊接残余应力。并且在冷却过程中,钢材由于不能自由收缩,而受到拉伸,于是焊件中出现了一个与焊件加热方向大致相反的内应力场。 1.2 Ansys有限元焊接分析 为通过对焊接过程的三维有限元模拟分析以及焊接后构件变形及残余应力分布分析,为评估焊接对焊件的影响提供更加合理、有效、可靠的分析数据,并为焊接工艺提供一定的指导,为采用的焊接过程提供一定的分析依据,采用大型有限元计算软件Ansys作为分析工具对焊接过程与焊件的变形与残余应力进行了分析。 ANSYS有2种方式来考虑热分析与力学分析之间的耦合,即直接耦合和间接耦合。 间接耦合法的处理思路为先进行温度场的模拟,然后将求出的结点温度作为体载荷施加在结构中,计算焊接残余应力与变形。即:
短圆柱体的热传导过程 问题:一短圆柱体,直径和高度均为1m,现在其上端面施加大小为100℃的均匀温度载荷,圆柱体下端面及侧面的温度均为0℃,试求圆柱体内部的温度场分布(假设圆柱体不与外界发生热交换)。圆柱体材料的热传导系数为30W/(m·℃)。 求解: 第一步:建立工作文件名和工作标题 在ANSYS软件中建立相应的文件夹,并选择Thermal复选框。 第二部:定义单元类型 在单元类型(element type)中选择thermal solid和quad 4node 55,在单元类型选择数字(element type reference number)输入框中输入1,在单元类型选择框里选择Axisymmetric,其余默认即可。 第三步:定义材料性能参数 在材料性能参数对话框中输入圆柱体的导热系数30. 第四步:创建几何模型、划分网格 创建数据点,输入点坐标。在第一个输入框中输入关键点编号1,并输入第一个关键点坐标0、0、0,重复输入第二个、第三个、第四个关键点,相应的坐标分别为2(0.5,0,0);3(0.5,1,0);4(0,1,0)。结果如下图1所示:
在模型中创建直线,选择编号为1、2的关键点生成一条直线,在选取2、3生成一条直线,同样选择编号为3、4和编号为4、1的关键点生成另外两条直线。 结果如下图2所示: 之后在plot numbering controls对话框,分别打开KP Keypoint numbers、LINE line numbers、AREA Area numbers,建立直线L1、L2、L3、L4线段。生成几 何模型,如下图所示:
目录1、模型的建立 1.1创建Points 1.2由Points生成Lines 1.3由Lines生成Edges 1.4由Edges生成Domains 1.5离散化操作 1.6划分2D网格 1.7生成Volumes 1.8离散Volumes 1.9生成体网格 1.10划分换热面 1.11划分1D网格 1.12合并节点 1.13保存模型 1.14组的定义操作 1.15保存 2、焊接热源校核 2.1建立模型并修改热源参数 2.2检查显示结果 2.3保存函数 2.4热源查看 2.5保存热源 2.6高斯热源校核 3、焊接模拟向导设置 3.1材料的导入 3.2热源的导入 3.3材料的定义 3.4焊接过程的定义 3.5热交换的定义
3.6约束条件的定义 3.7焊接过程求解定义 3.8冷却过程求解定义 3.9检查 4、后处理与结果显示分析 4.1计算求解 4 .2导入后处理文件 4.3结果显示与分析
1、模型的建立 1.1创建points 根据所设计角接头模型的规格,选定原点,然后分别计算出各节点的坐标,按照Geom./Mesh.→geometry→point步骤,建立一下十个点:(0,0,0)、(0,0,10)、(0,0,50)、(10,0,50)、(10,0,20)、(10,0,10)、(20,0,10)、(50,0,10)、(50,0,0)、(10,0,0)。 1.2由Points生成Lines 按照Geom./Mesh.→geometry→1Dentities步骤,按照一定的方向性将各点连接成如下图所示的Lines: 1.3由Lines生成Edges 按照Geom./Mesh.→geometry→EDGE步骤,点击选择各边,依次生成如下图所示各Edges:
电阻点焊过程数值模拟技术研究进展及应用 摘要:数值模拟方法一直是研究和电阻点焊过程的有效方法。详细介绍了电阻 点焊过程数值模拟技术的研究现状和进展及其工业应用。并指出了电阻点焊过程数值模拟及应用的发展方向。 1 引言 电阻点焊以其生产效率高、焊接质量易保证、易实现自动化等优点而在汽车、航空及航天等工业领域获得了广泛的应用【1】。然而电阻点焊又是一个高度非线性的电、热、力等变量作用的耦合过程,其中包括焊接时的电磁、传热过程、金属的熔化和凝固、冷却时的相变、焊接应力与变形等,且电阻点焊熔核形成过程的不可见性和焊接过程的瞬时性给试验研究带来了很大困难,使人们对电阻点焊的过程机理一直缺乏比较深入的认识。计算机技术和数值模拟技术的发展为电阻点焊研究提供了有效的理论分析手段,国内外的学者一直在尝试利用数值模拟的方法来研究点焊过程,已相继建立了许多数值模型,并取得了很多突破。 2 点焊过程数值模拟分析方法的演化过程【2】 数值模拟技术应用于电阻点焊源自20 世纪60 年代,研究者们依据描述力、热、电过程的基本方程并对方程中参数变化和边界条件进行简化和假设,建立了点焊过程的数学模型,进而用数值模拟的方法对点焊过程温度场、电流场、电势和应力、应变场进行求解,用以研究点焊过程机理。其分析方法从有限差分发展到有限元,模型从一维发展到三维,从单场分析发展到多物理场耦合分析,考虑的因素越来越多并且越来越接近实际。学者Chang 【3】对此有过详细的总结。总的来说,点焊数值模拟分析方法的演化大致可以分为以下4个阶段。 (1)有限差分法【3】。有限差分法在早期对碳钢电阻点焊电热分析中应用得非常多。其优点是计算简单,收敛性好,但是有限差分法无法求解力学问题。 因此,焊接过程中的力效应和热电效应的相互作用无法通过有限差分法来表征和求解。 (2)有限单元法【3】。1984 年,学者Nied 【4】首次采用有限单元法来模拟电阻点焊过程中的预压阶段和通电阶段,他指出忽视预压阶段接触半径的变化是产生后续误差的根源,并通过计算获得了预压阶段电极和工件(E /W)及工件之间(W/W)的实际接触面积,并以此计算结果来进行热、电耦合分析。与有限差分法相比,有限单元法充分考虑了电极压力对焊接 过程中电极和工件、工件之间接触状态的作用。但是, Nied 的分析方法仍忽视了电极压力对电流密度和接触电阻的影响。 (3)完全耦合的有限元法【3】。1993 年,Syed 等【5】意识到焊接阶段由于电极压力和受热区热膨胀的相互作用,W/W 界面的实际接触面积会不断发生 变化。因此,他们提出了一种将电热分析和热力分析反复迭代、完全耦合的“电一热一力”分析方法。这种完全耦合的算法在理论上是严谨而精确的,它是电阻点焊数值建模方法的一次重大突破。然而这种分析方法计算 量巨大,并有可能产生无法收敛的数学问题。 (4)增量耦合的有限元法。它是Browne 【6】于1995年提出的一种更加稳健的算法,将热力分析得到的接触状态结果以时间步长为增量更新到电热分析
/FILNAME,Double,1 !定义工作文件名。 /TITLE,Temperature Analysis !定义工作标题。 !* /PREP7 !定义单元。 ET,1,SOLID70 !* !定义材料属性。 MPTEMP,,,,,,,, !定义材料1。 MPTEMP,1,0 MPDATA,KXX,1,,238*3.6 !定义材料1的传热系数KXX1。MPTEMP,,,,,,,, MPTEMP,1,0 MPDATA,C,1,,500 !定义材料1的比热C1。MPTEMP,,,,,,,, MPTEMP,1,0 MPDATA,DENS,1,,3e-6 !定义材料1密度DENS1。 !* MPTEMP,,,,,,,, !定义材料2。 MPTEMP,1,0 MPDATA,KXX,2,,15*3.6 !定义材料2的传热系数KXX2。MPTEMP,,,,,,,, MPTEMP,1,0 MPDATA,C,2,,100 !定义材料2的比热C2。MPTEMP,,,,,,,, MPTEMP,1,0 MPDATA,DENS,2,,2.2e-6 !定义材料2密度DENS2。 !* !建立几何模型。 BLC4,-80,-10,160,20,700 VOFFST,3,20, , !* !网格划分。 FLST,5,20,4,ORDE,2 FITEM,5,1 FITEM,5,-20 CM,_Y,LINE LSEL, , , ,P51X
CM,_Y1,LINE CMSEL,,_Y LESIZE,_Y1,10, , , , , , ,1 !定义网格大小。 !* TYPE, 1 MAT, 1 REAL, ESYS, 0 SECNUM, CM,_Y,VOLU VSEL, , , , 1 CM,_Y1,VOLU CHKMSH,'VOLU' CMSEL,S,_Y VSWEEP,_Y1 CMDELE,_Y CMDELE,_Y1 CMDELE,_Y2 TYPE, 1 MAT, 2 REAL, ESYS, 0 SECNUM, CM,_Y,VOLU VSEL, , , , 2 CM,_Y1,VOLU CHKMSH,'VOLU' CMSEL,S,_Y VSWEEP,_Y1 CMDELE,_Y CMDELE,_Y1 CMDELE,_Y2 !定义网格大小完成。 !* FINISH /SOL ANTYPE,4 !定义瞬态分析类型。
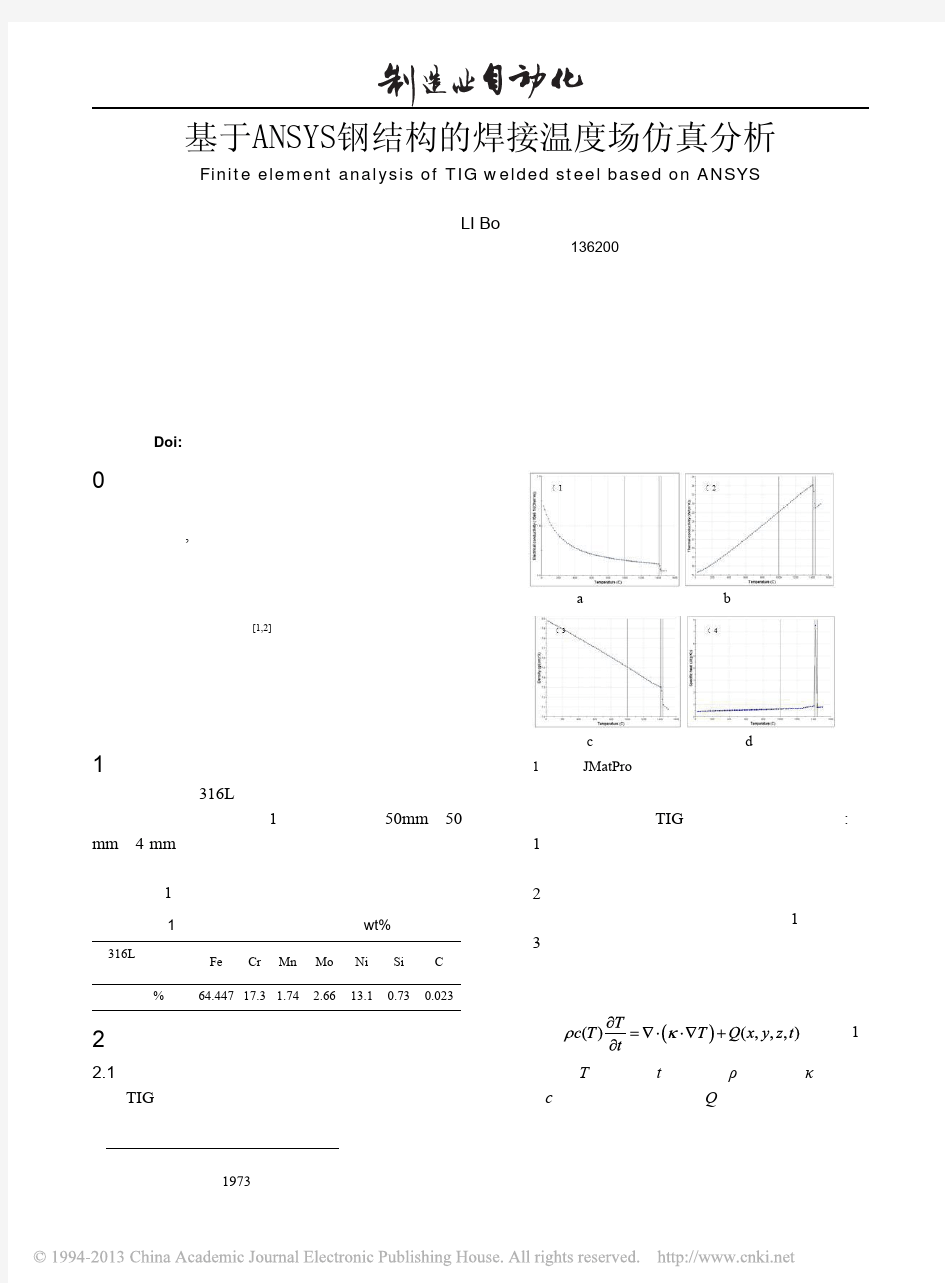
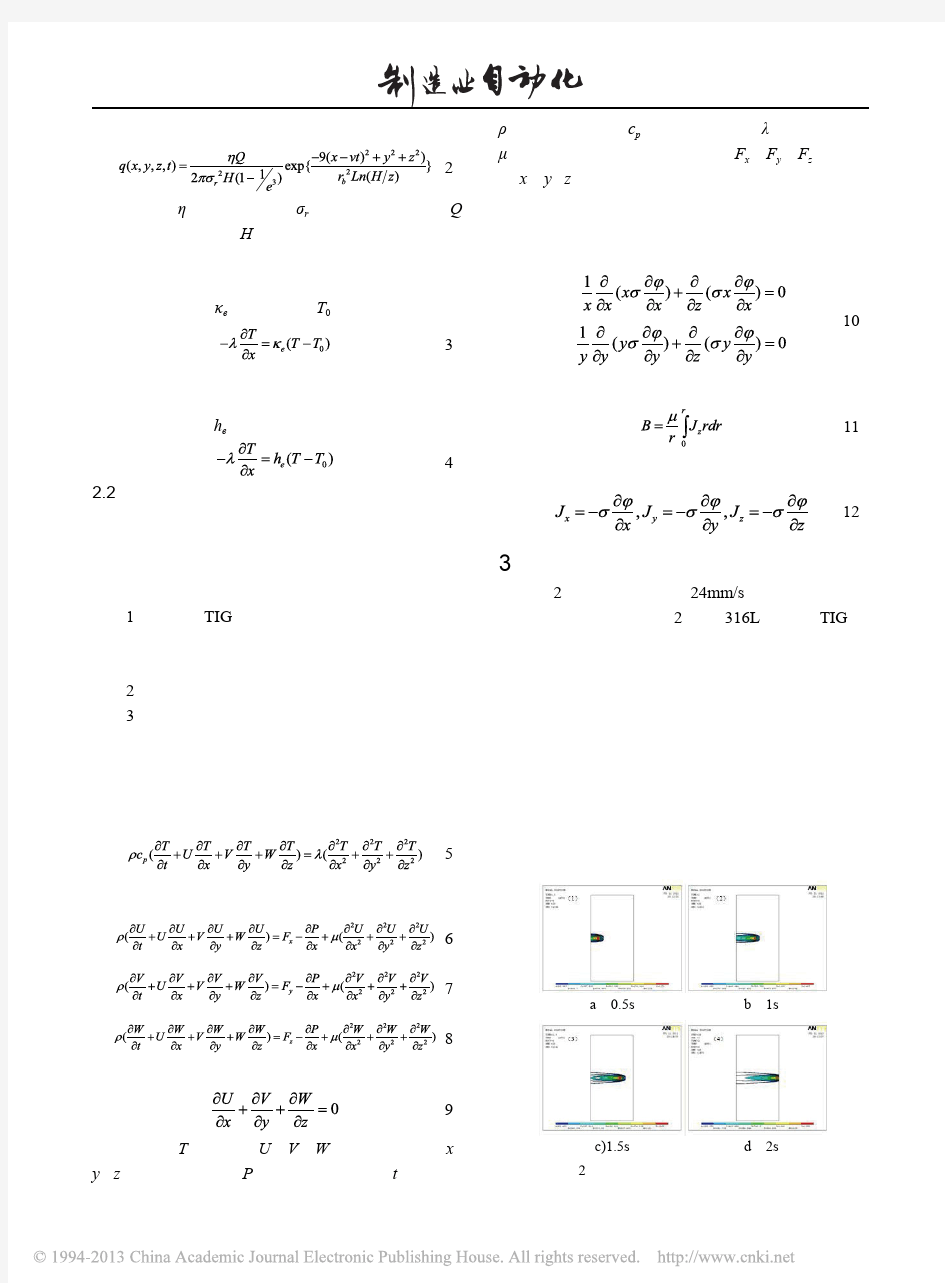
基于ANSYS的焊接参数对其温度场的影响分析 发表时间:2009-6-2 作者: 李乡武来源: e-works 关键字: CAE ansys 焊接温度场 本文使用ansys研究了平板堆焊中,焊接速度和高斯有效热源半径对其焊接温度场的影响。经过计算表明:焊接速度越快,平板在焊接过程中的最高温度越低;热源有效半径越小,平板在焊接过程中的最高温度越高。这一结论对焊接优化控制参数有着重要的指导意义。 1 引言 焊接温度场的准确计算或测量,是焊接冶金分析和焊接应力、应变热弹塑性动态分析的前提。关于焊接热过程的分析,苏联科学院的助Rykalin院士对焊接过程传热问题进行了系统的研究,建立了焊接传热学的理论基础。为了求热传导微分方程的解,他把焊接热源简化为点、线、面三种形式的理想热源,且不考虑材料热物理性质随温度的变化以及有限尺寸对解的影响。实际上焊接过程中除了包含由于温度变化和高温引起的材料热物理性能和变化而导致传热过程严重的非线性外,还涉及到金属的熔化、凝固以及液固相传热等复杂现象,因此是非常复杂的。由于这些假定不符合焊接的实际情况,因此所得到的解与实际测定有一定的偏差,尤其是在焊接熔池附近的区域,误差很大,而这里又恰恰是研究者最为关心的部位。 本文利用ansys建立了平板焊接的三维模型,并研究焊接速度和高斯热源的有效半径对其温度场的影响。为实际的焊接工程了提供了一定的指导意义。 2 模型建立与计算讨论 模型尺寸为100mm×50mm×6mm,材料为20号钢,电弧沿焊件中心移动。由于模型的对称性,本文只选取半模型进行计算,其有限元模型图图1所示。 图1 平板焊接的有限元模型图2 有限元模型中考察的点 本文使用solid70单元来模拟焊接过程的动态温度场,为了提高计算的精度又要节省计算时间,在靠近焊缝中心处即从焊缝中心到距离其5mm的区域内网格控制在1mm,然后其网格密度一次减小;在厚度方向划分为两层。 计算参数:焊接的电压U=20;焊接电流I=160;热效率为0.7。表1给出了平板的温度场计算参数。由于材料缺乏高温材料数据,因此1500度以上的数据采用外插得到。 表1 平板的材料参数
武汉科码焊接操作仿真训练模拟器 产品采用分布式仿真实训技术、虚拟现实技术、微机测控技术、声音仿真技术及计算机图像实时生成技术。在不需要真实焊机的情况下,通过仿真主控系统、位置追踪系统,将焊接演练过程中焊枪的位置、速度和角度等进行采集处理,并实时生成虚拟焊缝。 将仿真操作设备、实时3D技术及渲染引擎相结合,演练过程真实,视觉效果、操作手感与真实一致。在焊接演练的过程中,学员能够看到焊接电弧以及焊液从生成、流动到冷却的过程,同时听到相应的焊接音效。 可实现教师端各项功能,分别是:监控、课程设计、任务设计、学生管理、成绩管理、任务共享和系统设置。教师机用于制定任务,供学生练习和考试,在考试完成后可以查看考试成绩,并对学生进行管理。 1、教师软件功能 (1)监控 选择虚拟焊接设备,向其发送训练或考试任务。每台设备应可以同时接受不同类型的课程,或进入不同的模式。 (2)课程设计 可以对课程内容进行设置,应包括:课程名称、任务等,并可方便的添加和删除。应可以查看课程信息:选择一个节点,显示出该节点的详细信息。 (3)任务设计 应可以对任务内容进行设置,须包括:任务名称、目的、焊机类型、接口类型、焊接位置、坡口类型和母材厚度等。 应可查看该教师设计的任务:选择一个节点显示出该节点的详细信息。 (4)学生管理 应可以新建年级、新建专业、新建班级、新建学生、修改学生信息、删除信息等。 (5)成绩管理 须可以查看自己所管理班级的课程成绩单、学生考试成绩单、任务详细成绩单。须能以文字报告、焊接参数曲线显示训练结果。 (6)任务共享
须实现查看其它教师所设计的任务并能共享。选择要查看的教师,任务列表中须显示出所有的任务,单击某一任务应可以查看任务详细信息。 (7)系统设置 须可将学员列表中的自由设备添加到自己的教学组。可以修改登录密码、设置公差等级的具体参数。 2、管理员功能 须可向虚拟焊接设备发送任务;能查看课程信息、任务信息、学生信息和成绩;对教师进行管理;分配虚拟焊接设备设备。管理员分为七个部分:设备监控、课程设计、任务设计、教师管理、学生管理、成绩管理和系统设置。 (1)设备监控 须可以查看当前焊接设备,通过选择教师(管理员“设备监控”可以“选择教师”,其他功能与教师“监控”相同)、课程及任务向学员机发送任务。 (2)课程设计 管理员端“课程设计”可以“选择教师”,须可以查看其教师名下的课程及详细任务信息。其他功能与教师登录的“课程设计”相同。 (3)任务设计 管理员的“任务设计”须可以“选择教师”,并能查看其任务列表,详细任务信息等。 (4)教师管理 须具有管理员权限的人员,可添加和修改教师账户信息。 (5)学生管理 须可以选择教师,查看其管理的学生信息。 (6)成绩管理 须可以选择教师查看其管理学生的考试信息等。 (7)系统设置 通过设备管理应可以方便的添加和删除设备。通过设备分组须可以给每个教师分配学员。 3.模拟焊接的内容与种类
焊缝凝固过程的温度场分析 初始条件:焊接件的初始温度为25度,焊缝温度为3000; 对流边界条件:表面传热系数为5e-4,比热容0.2,材料密度0.28,空气温度为25度;求2000s后整个焊接件的温度分布 1、选择网格单元类型 Preprocessor>Element Type>Add/Edit/Delete>Add>Thermal Mass>Solid>Brick 8 node 70 图1-1 定义单元类型 2、设置钢板及焊缝材料属性 Preprocessor>Material Props>Material Models>Material Model Number 1>Thermal a.设置焊件材料密度、热传导系数、比热容,设置焊缝材料密度、热传导系数、比热容及与温度相关的涵参数,如下图所示。 b.设置左右两道焊缝的焓参数,焓参数随温度变化曲线如图2-5所示。
图2-1 钢板热导率设置 图2-2 设置钢板比热容 图2-3 设置钢板密度
图2-4 焊缝焓参数设置 图2-5 左右焊缝焓参数 3、建立几何模型 Preprocessor>Modeling>Create>V olumes>Block>By Dimensions 建立焊件几何模型。 Preprocessor>Modeling>Create>V olumes>Cylinder>By Dimensions 建立焊缝几何模型。建模过程如图3-1所示。
图3-1 几何模型建模过程1 图3-2 几何模型建模过程2 通过Reflect建立完整的几何模型,之后运用布尔运算中glue使整个模型成为一个
simufact.welding焊接模拟教程 案例文件,请使用simufact.welding3.1.0及以上版本打开 之前一直都是发的forming的教程,而simufact.welding网上的资料相对较少,其实simufact.welding软件也是一款很不错的软件,以往我们做焊接非线性大多数都是用marc,但是marc那个不人性化的界面,以及建模的复杂,让新手们望而却步。simufact基于marc和ife.weldsim两个求解器,取长补短,开发了极易使用的焊接模拟软件,今天我就带大家一起来体验一下吧。欢迎捧场噢! 1、打开simufact.welding3.1.0软件。点击新建按钮创建一个新的仿真模拟。 2、在弹出的界面中设定工作名称及保存位置。点击ok确定 3、在新弹出的界面中,设定重力方向、工件数量、工作平台数量、完全固定夹具数量、力固定夹具数量、机械手数量,设定完成后点击ok确定 重力方向:按照实际与所建立的几何模型坐标系来设定。如图所示,模型空间坐标系如下图所示,焊接构件放置于地面工作平台上,因此设定重力方向为Z的负方向。 工件数量:图示为两个工件焊接,上方柱形构件及下方平板行构件。数量设置为2 工作平台:起支撑作用,图示,蓝色构件下面的黄色构件为工作平台,一些复杂形状的构件焊接时,内部支撑夹具形状要复杂一些,但是道理是一样的。它们对工件起到支撑作用。 完全固定夹具:根据实际中夹具工装设定,意为XYZ方向均不可动。 里固定夹具:施加一定的力,使工件固定。如图示蓝色板类件上面的四个小圆柱,通过它们施加一定的力,让构件压在工作平台上。 机械手数量:焊接工艺中用到的机械手数量,有些工艺需要多个机械手同时进行焊接,按照实际定义即可。本案例为一个机械手,顺序焊接底部四条直线焊缝,没道焊缝之间间隔一段时间(机械手转向)。