
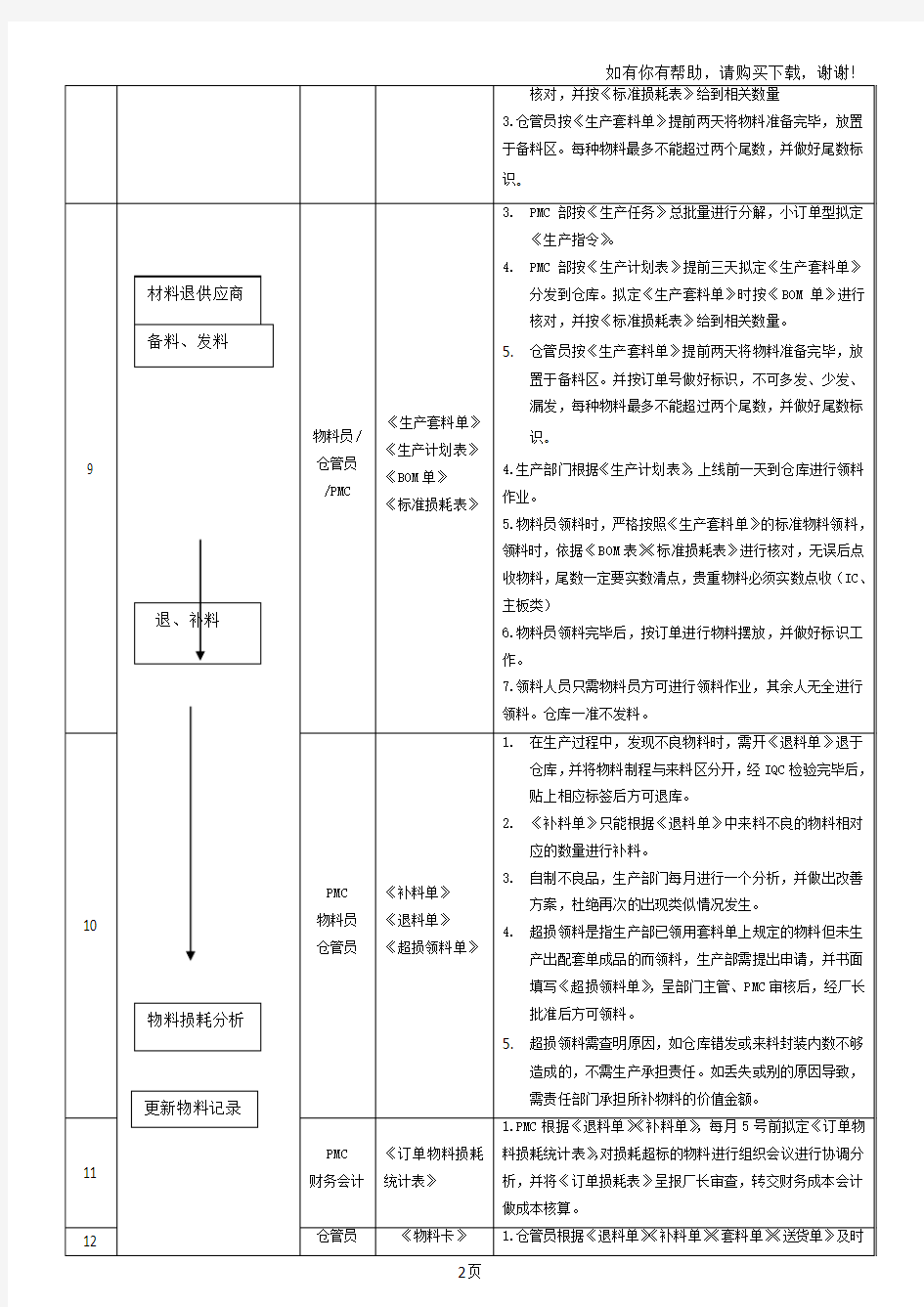
物料损耗控制作业流程图
制品呆滞物料控制与处理管理流程 1 目的 1.1为能减少呆、滞料的产生,严格控制制品的根源。 1.2为了有效推动本公司制品、呆滞原材料的处理,减少库存资金积压及管理压力。 1.3规制品、呆滞物料控制与处理过程。制定合理的评审、奖罚机制,促进制品、呆滞物料 的处理力度。 2 适用围 本文件适用于本公司制品、呆滞物料的控制与处理,及仓储管理的全过程。 3 定义/术语及处理原则 3.1 呆料的定义:凡品质(型号、规格、材质、效能)不合标准,存储过久等现状已不适用 需专案处理,或因技术更改后,根据新产品开发、生产计划等情况综合判断在后续不能按正常使用的库存物料; 3.2 滞料的定义:存放在仓库达到一定期限,且期间异动率(异动率=期间出库/期初库存× 100%)小于标准(详见下表)的非呆料库存物料; 3.3 呆滞料的定义:呆料与滞料合称为呆滞料; 3.4制品的定义:因技术更改、生产计划更改及其他各种原因有可能使物料转变为呆滞料的 在库和在途物料; 3.5制品、呆滞料处理原则; 3.5.1 以公司利益为本,且对合作供应商负责的原则; 3.5.2不能因制品、呆滞料处理造成新的制品或呆滞料。所有处理方案必须经过评审以 确定方案的可行性;如在处理过程中发现生产计划变动会对制品、呆滞料处理造成 影响的,则立即变更原定处理计划或停止实施;
3.5.3 所有制品、呆滞料的消化必须是在保证品质的前提下使用。 3.5.4对于所有呆滞物料,各部门均可向制造部生管课提出处理呆滞物料的提案;提案在 进行评审并且通过后,即可对物料进行处理。 4 职责 4.1设计开发部: a)负责给出因技术更改所造成制品的处理方案,在评审通过以后以技术通知单的形式下发至各相关部门; b)呆滞料处理提案的评审; 4.2技术工艺部: a)负责给出因工艺更改不当所造成制品的处理方案,在评审通过以后以工艺通知单的形式下发至各相关部门; b)呆滞料处理提案的评审; 4.3事业部财务部: a)负责所有呆滞料处理方案的评审; b)负责对发外返工处理物料的费用确认和结算; c)负责对各部门(中心)产生呆滞料的金额进行考核。 4.4品质管理部: a)IQC负责按照技术通知单或工艺通知单,进行对返工后回厂物料的检验工作; b)QC负责本厂自行返工物料的质量检验及所有呆滞料使用过程的监控。 4.5制造部: 4.5.1生管课:a)负责向销中心及外销中心确认其因订单变更所造成制品的处理方式; b)呆滞料处理整体工作的规划实施以及呆滞原因、责任部门的认定工作; c)组织相关部门对呆滞料处理提案的评审及处理实施过程中的协调跟进; d)组组召开呆滞料处理月度工作例会,讨论解决工作中存在的问题; e)呆滞料处理成果的发布。 4.5.2总装、两器课:a)负责将所有在线多余物料及时回仓; b)对本厂自行返工的呆滞物料按照处理方案进行处理实施; c)返工样品的试用和呆滞料消化使用过程的全程实施并做好记录。 d)呆滞料报表的汇总及上报 德信诚精品培训课程(部分)
物料计划控制作业程序 文件编号:制订部门:生产计划物控部版次:A/0 生效日期:批准即日1.目的 1.1.规范物料计划、申请、审批、发放、控制作业流程,保障物料正常供应,生产快捷进行; 1.2.通过物料流程的程序化作业,控制仓存价值和呆料产生,合理平衡申购数量与生产所需, 达到控制物料运作成本,资金合理利用的目的; 2.范围 适用于公司物料申购、贮存、发放等流程运作部门; 3.定义 3.1生产物料 3.1.1生产主料:主要指产品的BOM清单上的所有物料。 3.1.2生产辅料:主要指劳保用品、机器设备维修的各类配件及工具、以及产品的BOM上未作说明的生产过程中所需物料。 3.1.3样品用料:主要指新产品开发试产及新物料开发所需的各类样品物料。 3.2机器设备 3.2.1生产用机器设备:主要指直接投入生产的各类机器、治夹具、模具、各类作业或测试设备等。 3.2.2非生产用机器设备:主要指部门建设性、日常事务性物料,非直接用于生产的机器设备等。 3.3非生产物料 3.3.1文具及总务后勤用品:主要指文具、礼品、厂服、环境卫生及后勤总务等各类用品。3.3.2广告策划之物料及用品 4.部门职责 4.1研发中心 4.1.1《产品零件明细表》与《用料指标》的制作并派发至相关部门。 4.1.2生产物料的样品或图纸的提供及新开发物料的确认。 4.2营销中心 4.2.1负责《产品订货计划》、《外贸定货合同分析表》的拟定和下发。 4.2.2负责及时反馈产品市场动向和产品更替等营销信息给相关部门; 4.3生产计划物控部 4.3.1生产计划员及时根据《产品订货计划》和《外贸定货合同评审表》的评审结果,制定
中小企业生产计划管理流程图范本目 录 第十章生产计划管理流程_____________________________________________________ 3-2 10-001 生产接单流程_________________________________________________________ 3 10-002 订单审查流程_________________________________________________________ 3 10-003 急单审查流程_________________________________________________________ 4 10-004 订单变更流程_________________________________________________________ 4 10-005 订单分发流程_________________________________________________________ 5 10-006产能负荷分析表编制流程_______________________________________________ 5 10-007 设备产能预估分析流程________________________________________________ 6 10-008 人力产能预估分析流程________________________________________________ 6 10-009 负荷预估分析流程____________________________________________________ 7 10-010 产能负荷失衡应对流程________________________________________________ 7 10-011 出货排程计划流程____________________________________________________ 8 10-012 生产日程计划流程____________________________________________________ 9 10-013 车间生产计划流程____________________________________________________ 9 10-014 生产计划变更流程___________________________________________________ 10 10-015 生产计划下发流程___________________________________________________ 10 10-016 生产指令发出流程___________________________________________________ 11 10-017 生产进度控制流程___________________________________________________ 11 10-018 生产异常处理流程___________________________________________________ 12 10-019 生产情况统计流程___________________________________________________ 12 10-020 交期延误处理流程___________________________________________________ 13 10-021 委外计划流程_______________________________________________________ 14 10-022 外协厂选择流程_____________________________________________________ 14 10-023 外协厂评审流程_____________________________________________________ 15
仓储科工作流程管理文件 一、物料或成品入库 (一)物品采购回来后首先办理入库手续,由采购人员向仓库人员逐件交接。仓库人员要根据采购订单的项目认真清点所要入库物品的数量,并检查好物品的规格、质量,做到数量、规格、品种,价格准确无误,质量完好,配套齐全,并在接收单上签字,并开具入库单(或在入库登记簿上共同签字确认)。 (二)对于在外加工货物应认真清点所要入库物品的数量,并检查好物品的规格、质量,做到数量、规格、品种准确无误,质量完好,配套齐全,并在接收单上签字, 并开具入库单。 (三)物品入库根据入库凭证,现场交接接收,必须按所购物品条款内容、物品质量标准,对物品进行检查验收,并做好入库登记。 (四)物品验收合格后,应及时入库。 (五)物品入库,要按照不同的型号、材质、规格、功能和要求,分类、分别放入货架的相应位置储存,在储存时注意做好防锈,防潮处理,保证货物的安全。(六)物品数量准确、价格不串。做到帐、物料卡、货物相符合。发生问题不能随意的更改,应查明原因,是否有漏入库,多入库。 (七)精密、易碎及贵重货物要轻拿轻放.严禁挤压、碰撞,倒置,要做到妥善保存,其中贵重物品应入公司内小仓库保存,以防盗窃。 (八)做好防火、防盗、防潮工作,严禁与我公司无关的人员进入仓库。 (九)仓库保持通风,保持库室内整洁,由于仓库的容量有限,货物的摆放应整齐紧凑,作到无遮掩,物料卡要醒目,便于识别辨认。 二、物料或成品出库 (一)物品出库,仓库人员要做好记录,领用人签字。 (二)物品出库,数量要准确(账面出库数量要和领料单,实际出库实际数量相符)。做到帐、物料卡、货物相符合。发生问题不能随意的更改,应查明原因,是否有漏出库,多出库。 (三)仓库人员严格执行凭领料单发货,无单不发货,内容填写不准确不发货,数目有涂改痕迹不发货,发生上述问题应及时的与相关的责任人做好货物的核对,保
生产计划作业流程图 序号作业流程责任人表单作业内容 1 业务员/ 工厂经理 《订单确认书》业务员将经总经理审核后的《模具订单确认书》、《产品订单确认书》转 工厂经理进行确认,确认OK后由工厂经理转工程部。 2 PMC主管/ 工程主管/ 业务员 《订单确认书》工程部根据客户产品要求,确认订单中内容是否与客户要求相符,PMC 部根据现有产能负荷状况,评估产品开发与生产周期是否合理,不合理 时及时反馈给业务员与客户进行协商、沟通处理。 3 PMC主管/ 工程主管 《生产指令单》PMC主管负责接收经工程主管审核后的《生产指令单》,审核产品要求、 交期是否与订单评审时相符。 4 PMC主管/ 车间主管 《订单总计划 表》 PMC主管根据《生产指令单》中订单交期,制作《订单总计划表》,发 放到各部门,并跟进产品开发、模具生产、放产等进度。 5 工程师/ 品质部/注塑 部/PMC 《放产内容》 《放产会议记 录》 工程师召集PMC、品质部、注塑部召开放产会议,并发放《产品零件表》、 《啤件图》、《功能说明书》、《生产指令单》、啤件样板、零件看板,并要求 做《放产会议记录》。 6 工程师 /PMC/品质 部/工艺部 《放产内容》 《放产会议记 录》 工程师召集PMC、品质、工艺部召开放产会议,并发放《装饰工艺表》、 《生产注意事项》、《功能说明书》、《产品零件表》、《生产指令单》、颜色 看板,装饰样板,并要求做《放产会议记录》。 7 工程师 PMC/品质部 /包装部 《放产内容》 《放产会议记 录》 工程师召集PMC、品质部、包装部召开放产会议,并发放《包装物料表》、 《包装注意事项》、《组装作业指导书》、《包装作业指导书》、《生产指令 单》;并要求做《放产会议记录表》。 8 PMC/生产/ 品质/工程/ 仓库/采购 《周生产计划 表》 PMC于每周六制作下周生产计划并发行,生产计划制作时需精确到生产 机台、生产线;需依订单交期要求产品投产、完工日期;依产品标准工 时及人力配置要求每天完成数量等并分发各部门。 9 PMC/生产/ 品质/工程/ 仓库/采购 《周生产计划 表》 若客户增加、减少或取消订单生产量时;原物料、工模具无法配 合产品投产日期时;制程及其它异常因素变动导致生产计划无法实施时, PMC应通知各生产单位重新调整、编制生产计划并发行。 10 PMC/生产/ 品质/工程/ 仓库/采购 《周生产计划 表》 相关部门签收《周生产计划表》,工程部对产品生产需求的模具、治具、 夹具进行准备、试产;仓库依生产计划上线时间提前将物料备好;生产 部依生产计划提前领料,依计划生产秩序安排产品上线生产,随时跟进 各工序生产产量,避免生产欠数。 11 PMC/生产/ 品质/工程/ 仓库/采购 《入库单》《生 产日报表》、《订 单进度跟踪表》 PMC随时到车间查看各生产线生产是否按生产计划安排实行,了解产品 生产进度、品质是否正常;了解各工段是否按表单交接和制作台账;并 根据每个车间的《入库单》和《生产日报表》,每天将生产产量录入《订 单进度跟踪表》中,以掌控生产进度。 12 PMC/生产/ 品质/工程/ 仓库/采购 《生产日报 表》、《产品标准 工时表》 PMC随时到各生产线了解产品每小时生产数量,是否符合计划产量,根 据生产部提交的《生产日报表》和《入库单》,参照《产品标准工时表》 评估生产效率是否达标,不达标时要求及时改善。 13 PMC/生产/ 品质/工程/ 仓库/采购 《品质异常单》对发现的问题或不良现象,PMC应会同相关单位查找原因,并要求相关 单位整改并落实责任人,PMC应对所有阻碍生产计划执行的问题点,都 要一跟到底,必要时报上一级处理,确保计划实现。 14 PMC/生产/ 品质/工程/ 仓库/采购 《会议签到 表》、《执行力跟 进表》 PMC主管于每周一、五组织相关部门,对各订单产品生产进度、各生产 线生产状况、物料进度状况(有欠料时,相关单位应提供欠料表)及生 产订单后续安排进行检讨,并形成决议,由会议记录员制作《执行力跟 进表》,并由PMC主管监督决议执行状况。 15 生产部/ 品质部 PMC 《成品检验报 告》、《成品入库 单》 PMC跟进各生产车间是否按计划完成日期完成生产,并进行交接、入库; 品质检验是否合格;若产品未能按时生产完成,应追查问题所在并监督 解决;入仓成品通知业务员按客户要求出货。 16 PMC/生产/ 品质/工程/ 仓库/采购 《生产计划达 成率统计表》 PMC每天统计各车间生产计划达成率,每周进行小结,每月进行一次生 产计划达成状况整体分析,总结未达成原因,并制定改善对策,监督并 跟进改善方案落实,以不断提高生产计划达成率。 NG OK 工艺放产 周生产计划制作/ 交接/检验/入库 生产计划执行 生产计划变更 生产进度控制 客户F/C、订单 生产总计划制作 接收生产指令单 订单审核 注塑放产 组、包装放产 生产效率控制 生产异常协调 生产协调会议 生产计划总结
生产流程图和作业指导书 一、SMT、THT装配焊接生产流程如下: 二、整个生产实训分成三个班组作业,分 组情况及实训容如下:
1、 元器件准备班组(9个工位) 1 元器件检测2 3 SMT 元器件分类、配送1 SMT 元器件分类、配送2 THT 元器件分类、配送1 THT 元器件分类、配送2 THT 元器件成型1 THT 元器件成型2
2、SMT装配班组(15个工位) 丝印焊锡膏 贴片1(U1、C4、C1、R1)贴片2(U3、U4) 贴片3(C7、C8、C9) 贴片4(R35~R42) 贴片5 (R43~R50) 贴片6 (R11、R15、Q4、Q8、 R19~R26 ) 贴片7 (Q1~Q3、R16~R18) 贴片8(R12~R14、Q5~Q7)
贴片9(R51~R59、C17、C19)贴片10(U5、C5、C6、R2、Q9) 贴片11(R3~R10) 检验 回流焊 检验、补焊
3、THT 装配焊接(15人) J11、J12、J13、SW2、D2~D10 S1~S20 C20、J10、SW4、TLP1~TLP4 SW5、C3、JP3、JP4、JP5、JP6 RPACK2、SW3、JP2、JP1 D1、J3、SD2~SD17 J8、U7、C12~C15 SW1、SD1、C2、U2 C16、U8、C18 U6、RPACK1、J4、J5、J6、J7
J1、DS1、DS2 Y1、C10、C11、BELL1、J9、JP9 JP7、JP8、JP10 THT 大板检验、补焊1 THT 大板检验、补焊2 三、 编制工位作业指导书 第十二工位 第十三工位 第十四工位 第十五工位
制品呆滞物料控制与处理管理流程 1目的 1.1为能减少呆、滞料的产生,严格控制制品的根源。 1.2为了有效推动本公司制品、呆滞原材料的处理,减少库存资金积压及管理压力。 1.3规制品、呆滞物料控制与处理过程。制定合理的评审、奖罚机制,促进制品、呆滞物料 的处理力度。 2适用围 本文件适用于本公司制品、呆滞物料的控制与处理,及仓储管理的全过程。 3定义/术语及处理原则 3.1呆料的定义:凡品质(型号、规格、材质、效能)不合标准,存储过久等现状已不适用 需专案处理,或因技术更改后,根据新产品开发、生产计划等情况综合判断在后续不能按正常使用的库存物料; 3.2滞料的定义:存放在仓库达到一定期限,且期间异动率(异动率=期间出库/期初库存× 100%)小于标准(详见下表)的非呆料库存物料; 序号物料类别存放周期异动率 1 2压缩机 除压缩机外所有物料 6个月 旺季2个月 淡季3个月 40% 20% 3.3呆滞料的定义:呆料与滞料合称为呆滞料; 3.4制品的定义:因技术更改、生产计划更改及其他各种原因有可能使物料转变为呆滞料的 在库和在途物料; 3.5制品、呆滞料处理原则; 3.5.1以公司利益为本,且对合作供应商负责的原则; 3.5.2不能因制品、呆滞料处理造成新的制品或呆滞料。所有处理方案必须经过评审以 确定方案的可行性;如在处理过程中发现生产计划变动会对制品、呆滞料处理造成 影响的,则立即变更原定处理计划或停止实施;
3.5.3所有制品、呆滞料的消化必须是在保证品质的前提下使用。 3.5.4对于所有呆滞物料,各部门均可向制造部生管课提出处理呆滞物料的提案;提案在 进行评审并且通过后,即可对物料进行处理。 4职责 4.1设计开发部: a)负责给出因技术更改所造成制品的处理方案,在评审通过以后以技术通知单的形式下发至各相关部门; b)呆滞料处理提案的评审; 4.2技术工艺部: a)负责给出因工艺更改不当所造成制品的处理方案,在评审通过以后以工艺通知单的形式下发至各相关部门; b)呆滞料处理提案的评审; 4.3事业部财务部: a)负责所有呆滞料处理方案的评审; b)负责对发外返工处理物料的费用确认和结算; c)负责对各部门(中心)产生呆滞料的金额进行考核。 4.4品质管理部: a)IQC负责按照技术通知单或工艺通知单,进行对返工后回厂物料的检验工作; b)QC负责本厂自行返工物料的质量检验及所有呆滞料使用过程的监控。 4.5制造部: 4.5.1生管课:a)负责向销中心及外销中心确认其因订单变更所造成制品的处理方式; b)呆滞料处理整体工作的规划实施以及呆滞原因、责任部门的认定工作; c)组织相关部门对呆滞料处理提案的评审及处理实施过程中的协调跟进; d)组组召开呆滞料处理月度工作例会,讨论解决工作中存在的问题; e)呆滞料处理成果的发布。 4.5.2总装、两器课:a)负责将所有在线多余物料及时回仓; b)对本厂自行返工的呆滞物料按照处理方案进行处理实施; c)返工样品的试用和呆滞料消化使用过程的全程实施并做好记录。 d)呆滞料报表的汇总及上报 德信诚精品培训课程(部分)
生产作业流程 Production processes 1.领料 1. Collar material 1.1上班后根据工作指令单立刻到仓库领料。 1.1 To work according to work orders immediately after the warehouse is expected to. 1.2仓库应在生产的前一天下班前备好要出库的部品。 1.2 Storage should be in production before the first day at work ready to be a library of parts. 1.3 根据部品出库单确认部品无误。 1.3 To confirm correct parts under the parts Chu Kudan. 2.生产 2. Produce 2.1部品生产 2.1 Parts Production 2.1.1按照图纸和生产部内部作业指导票开始生产。 2.1.1 In accordance with the drawings and the production department to begin production within the operating guide votes. 2.1.2生产过程中,员工进行自检。 2.1.2 The production process, staff self-test. 2.1.3生产完成后,生产人员应填写过程跟踪卡(记录名称、图号、工作令、数量、是否外协、是否还有下一步工序等,生产部可以自己设计)和生产物品一起送待检查区。 2.1.3 Production is completed, production personnel should complete the process of tracking card (record name, map number, work order number, if outside the Association, if there is the next step of workflow, the production department can design their own) and the production of goods to be sent along with the inspection area. 2.2成品组装 2.2 Product assembly 2.2.1按照图纸和生产部内部作业指导票开始生产。 2.2.1 In accordance with the drawings and the production department to begin production within the operating guide votes. 2.2.2生产过程中,员工进行自检。 2.2.2 The production process, staff self-test. 2.2.3 组装发生不良品时,需填写生产不良传票交计划,计划进行补单出库。 2.2.3 Assembly of adverse chemicals, the need to fill out a summons produce adverse exchange program, plans to make up one out of libraries. 2.2.4成品组装完成后,通知检查部检查。 2.2.4 Product assembly is completed, notify the Inspection Department of the inspection.
企业生产计划管理流程图 及工作标准定稿
The Standardization Office was revised on the afternoon of December 13, 2020
(一) 企
业
生
产
计
划
管
理
流
程
图
编号:
单位名称
生产管理部
流程名称
层次
2
概要
单位
总经理
生产副经理
生产部
节点
A
B
C
1
2
3
审批
审定
开始
4
审批
5
6
审定
制定年度 生分分产解解计为为划
7
审批
8
季月度份计计划划
9 10 11
汇生总产、过分程 析生结统产调束计总度报结
表 报告
生产计划管理流程
公司生产计划的制定和执行
供销部
供销部
生产单位
D
E
F
原汇材总料用采购 料计划
季年度度销销售
计售划计划 月销计售划计划
生产用料 组织计生划产 编制统计
报表
审定
产品入库
销售
公司名称
密级
编制单位
签发人
(二)企业生产计划管理标准
任务 节 名称 点
任务程序、重点及标准
制定 C2 程序
共页第页 签发日期
时限
相关资料
一、《公
产品质量控制流程图(全图) -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
流程说明: 1.采购员在新增或变更供应商时,须执行《供应商质量审计管理规程》SMP-HR-0403, 《变更控制程序》SMP-HR-0415,只有车间试用合格后才能评为合格供应商; 2.采购员在采购原辅料时,须执行《物料采购管理规程》SMP-HR-0309;各部门、车 间、科室申报采购计划均执行本规程,采购员填写《物料采购台帐》; 3.原材料验收执行《物料验收管理规程》SMP-HR-0310,不合格原材料按照《不合格品 处理程序》SMP-HR-0418执行(包括特采申请和审批),库管及时更新台帐、货位卡,做到帐卡物一致; 4.原材料只有经过QA开具《原材料放行单》后才能入库。入库前固体桶装液体可卸至 待检区,槽车液体必须放行后才能卸车; 5.物料保管参照仓库五距要求及市场部仓库管理相关程序执行; 6.车间领料每批须验看《原材料放行单》,底物和部分主要原料还要有质量部的质检 报告单; 7.换产品时,不用的零头(余料)须退库。退库程序参照《车间结退料管理规程》 SMP-HR-0212; 8.在库物料检查异常时,须反馈给质量部; 9.生产部应制订制程物料内控标准,化验室对制程物料检验出具报告单,工序间交料 须达到内控标准,下工序有权拒接不达标的上工序物料; 10.制程物料检验超标时,车间负责人应及时采取纠正措施,并写出纠正预防报告交质 量部审核; 11.产成品只有取得检验合格报告单后才能申请入库,只有得到生产部、质量管理部放 行审批通过后,仓库才能接收; 12.产品出库时,须质量部和公司领导审批通过才能放行; 13.销售应制订运输管理规程;
生产物料控制及流程 2010-05-13 16:56 组织好生产物料的需求和物料的周转移动的过程是物料控制的关键因素!做好机械部生产物料控制工作需要机械部各个生产环节紧密协作,形成一个互动,互助的团队!为更好的将物流工作做好,服务生产,现对生产物料流动周转做如下说明: 一、机械部生产物料的供应:由仓储部根据计划部生产计划制定的物料需求量提前准备生产物料,所备好物料依据机械部生产计划每天的生产需求量,通过《物流转接记录》将料件配发至机械部各生产班组,交由班组物料员(物料员不在的情况下班长代为接收),双方在转接记录上确认签收。同时,转序的零件要有状态标识卡,物料交接后由下序产生新的状态标识卡,且依次下传(标识卡备注栏中标注清楚:供应商材料出厂日期、批次号)。根据《标识和可追溯程序》4.3.1中:机械部的转序单、入库单应记录产品名称、工序名称、计划编号、加工图号、及版本号、数量、型号、操作者、生产日期、等内容并随产品转序。班组物料员接收到生产物料的同时通知班组(班长或代班),确认已到物料并及时安排生产。各班组物料出现异常情况班组不能及时解决时,班组物料员需及时告知部门物料员或物流主管,由部门物料员或物流主管处理。一批物料加工完成后由完成班组报检合格物料(包括数量:如物料报废数量等异常状况)交付物料员转下道工序。另:为了转接数据更加清晰,多批次周转物料时,应做好分批以整数形式进行转接!(双方确认签收) 做好源头物料的控制:跟踪、监督仓储下料班根据计划部下达的生产计划任务生产备料,然后根据机械事业部实际生产需求配发物料!(机械实际生产需求由铣工工序根据加工中心产能及计划安排来确定,目前加工中心、铣工分两块计划,相互不是十分协调,铣工是根据自己的产能和自己的需要以及仓储来料情况来做,不管加工中心当前是否需要,导致在加工中心无法加工来料也无法退料,造成在线物料多、杂、乱的现象比较严重)注:(加强对班组、物料员的要求及培训) 二、在物料周转移动的过程中,要求上道工序班组为下道工序班组服务,下道工序生产需求即为上道工序物料供应要求,按生产进度将物料转到下序。对于本部门工序加工完结的产品零件,末道工序班组物料员根据生产进度安排,将入库零件开具《零部件/半成品入库单》入仓储部机械仓库,班组物料员和仓库库管员双方核对相符后库管员签收,同时在末道工序的交接记录(入库)一栏中签字确认. (加强对班组、物料员的要求及培训) 三、在物料周转的过程中,班组对本班组物料要做好物料区域的规划以及物料的标识、生产状况、材料批号的生产追溯记录。每一批次的生产物料在生产过程中,班组必须做好相应的物料标识(要求每一最小周转包装物料必须有标识)。根据《标识和可追溯程序》4.2.4中机械部加工腔体时,可用着色移植和整批转移等形式达到物料追溯。机械加工完毕的腔体,机械部应按图纸和工艺文件要求打上腔身编号,并将腔身编号及对应的材料的物料批号记录于专用台帐中。物料员必须认真负责地做好计划物料的转接,填写好物料的转接记录(上、下工序物料转接对应相符、签收,无合格物料标识拒绝转接)。不合格、无标识物料不允许流入下序!注:(加强对班组、物料员的要求及培训) 四、生产过程中存在“报废”情况,报废物料由检验员确认,开具报废单据,报废的物料必须当天及时处理,班组将报废物料连同报废单交物料员送返初始工序生产班组(做好交接记录,报废物料在《班组转接记录》转入处记为负数)集中收集!第一时间通知初始工序班组报废事项并由初始班组将报废物料及报废单退回仓储部,并将“责任部门联”交计划员,计划员依据实际情况决定是否需补料。若补料,则按正常流程及时补料加工。(不允许跨计划报废物料,杜绝前计划生产计划已经结束,班组用后续计划物料补料,报废物料不及时处理
.
生产计划工作流程图
单位名称
生产部
流程名称
层次
1
概要
单位 总经理
上级主管 生产计划专员
1
开始
2
审批
审定
制定年度
生产计划
3
分解为单位
4
季度计划
生产计划流程图
采购部
销售部
年度销售 计划
季度销售 计划
分解为单位 月份计划
月销售计划
5
审批
审定
汇总订单用
料
计划
6
零部件采购
7
生产过程
调度
8
产品入库
9
审批
签字
汇总、分析
统计报表
10
生产总结 出货
报告
11
结束
各生产部门
生产用料 计划
组织生产
编制生产 作业计划
报表
.
.
任务 名称
制定 年度 生产 计划
分解 季度 生产 计划
制定 月度 生产 计划
企业生产计划管理标准
节点
任务程序、重点及标准 程序 ☆由生产部组织车间及相关单位负责人召开年
度生产计划会议,根据公司发展战略和经营 计划规定的经营目标和年度销售计划,制定 当年的生产计划 ☆报生产副总审核,生产副总应提出自己的意 见和建议 ☆报公司总经理审批 重点 ☆制定年度生产计划的过程 标准 ☆控制产销平衡,产量平衡、品种齐全,符合 客户要求 程序 ☆年度生产计划经总经理批准后,由生产部组 织下属生产车间负责人召开季度生产计划会 议,按照季度销售计划要求将年度生产计划 分解为各生产单位季度生产计划 ☆每季度一次季度生产计划会议 重点 ☆生产任务按品种、型号、规格、数量进行分 解 标准 ☆控制产销平衡,填写生产计划统计报表 程序 ☆由生产部组织下属各生产单位负责人召开阶 段生产计划会议,按照月度销售计划要求制 定月度生产计划 ☆每月召开一次月度生产计划会议 重点 ☆制定月度各生产单位的生产作业计划 标准 ☆生产计划与设备维护、质量、安全、环保、 资源等各种计划同时下达
时限 5 个工作日内 3 个工作日内
即时
3 个工作日内
2 个工作日内
相关资料
一、《公司发展 战略规划》
二、《公司年度 销售计划》
三、《公司年度 生产计划》
一、《公司季度 销售计划》
二、《公司季度 生产计划》
一、《公司月度 销售计划》
二、《公司月度 生产计划》
.
生产计划作业流程(试运行) 生效日期2018-1-10 页次第 1 页共 3 页 备注: 1.该流程/制度负责人为门窗事业中心计划部经理,主要职责是维护管理制度的运行、检查、问题 点收集、处理 2.若在运行过程中遇到运作不畅等情况时,请及时知悉聚邦老师或门窗事业中心计划部经理指导; 3.运行过程中若同其它文件有冲突时,一律依本文件执行。 文件更改一览表 版本更改内容更改日期更改人 文件评审清单评审 部门 门 窗 生 产 部 门 窗 计 划 部 门 窗 品 控 部 采 购 部 门 窗 客 专 部 门 窗 工 程 部 门 窗 技 术 部 -- -- -- -- 会签 栏 聚邦企业管理研究所项目组长(签名)奋安集团智能门窗系统有限公司 执行组长(签名)
生产计划作业流程(试运行) 生效日期2018-1-10 页次第 2 页共 3 页 作业步骤作业内容操作要求 1.计划部在接到生效的《订单评审表》、及《样品制作申请单》后 于一个工作日内录入《订单管理主计划表》并以邮件形式发给生产、客专、品质、采购、工程部,且分享在\\*******; A.要求《订单管理主计划表》*月*日完成整月生产计划排程,排程保留5%~10%的产能宽裕率; 且分享\\****** B.《订单管理主计划表》的内容包括:客户名称、订单号、物料编码、规格、订单数量、未生产数量、计划排产日期,客户交货日期等。 2.计划部在有需要的情况下依据《订单物料需求计划表》、《订单评审表》、《样品制作申请单》、及各部门生产计划日报表每日更新《订单管理主计划表》;1.各相关单位需查阅、监督《订单管理主计划表》发现有异常的及时沟通处理,否则视为默认; 2.生产总监审批《订单管理主计划表》,发现有异常的及时沟通纠正。 1.计划部部每日依《订单管理主计划表》、《物料需求计划表》、《客户出货计划》及各车间的产能标准提前一天制定好各车间的《生产日计划》,在15:30前把明日计划分发到相关车间; 2.各相关单位负责人在接到《生产日计划》后,要求在2个工作小时内将异议反馈至计划部,否则默认为接受; 3.《生产日计划》中途有变更的,要求计划部以邮件的形式通知到 相关部门(可以先电话或口头),并更新《生产日计划》否则视为无效;1.计划部经理负责审批《生产日计划》的及时性、完整性、准确性,发现异常及时纠正并改善; 2.各相关单位人员需对《生产日计划》发放的及时性、完整性、准确性进行监督,发现有异常的及时沟通解决。 1.车间负责人每天只能根据计划部的《生产日计划》安排车间生产,完成工作任务; 2.未经计划部部许可的任何生产安排都视为非法工作任务(提前完 成生产任务的,下一个工作日计划任务自然向前顺移); 3.车间在执行《生产日计划》过程中,遇到异常不能按要求完成生产任务时,须第一时间电话通知计划部(不得超过1个小时),并立即发微信群信息分享,并以邮件的形式正式只会各相关人员;A.车间能协调解决的异常,就由车间自己协调解决;车间 自身不能协调解决的异常,通知计划部,计划部需出面协 调解决; B.针对影响生产计划达成的责任单位/责任人需由被影响单位 对其进行问责并要求其限期改正。1.计划部部每天跟进生产 各单位的生产计划执行情况,发现有异常的及时沟通解决,必要时请求上级领导支持;2.各车间负责人每天分时 段跟进生产计划执行情况,发现有异常时及时协调处理,必要时请求上级领导支持; 3.计划部每周、每月统计生产异常情况,并形成分析报告,要求责任单位/责任人限期整改; 1.各车间每日更新《生产管理看板》以掌控生产进度; 2.各车间每天上午9:30前填写前一天的《生产计划日报表》提交给计划部部和各相关部门人员; 3.计划部部收到各车间的《生产计划日报表》后,录入《订单主计划表》分享在\\*****并以邮件形式发给客专部、生产总监; 4.计划部部对各车间反映的异常情况在1小时内给予回复,并协调相关部门,跟进处理,对不能解决的问题要立即报告生产总监; 5.计划部在生产协调会前汇总、分析各生产车间的生产延迟情况,并报告给参加会议的人员。1.各车间负责人负责跟进、确认、《生产计划日报表》的及时性、准确性、完整性,发现异常时及时纠正解决; 2.计划部需对《生产计划日报表》的及时性、准确性、完整性进行确认,发现异常时及时沟通解决; 3.生产总监需对更新《生产计划日报表》的及时性、准确性、完整性进行确认,发现异常及时沟通解决。 订单主计划表制定 生产日计划的制定 生产计划的执行 生产进度的跟进订单评审
--
生产计划工作流程图
单位名称
生产部
流程名称
层次
1
概要
单位 总经理
上级主管 生产计划专员
1
开始
2
审批
审定
制定年度
生产计划
3
分解为单位
4
季度计划
生产计划流程图
采购部
销售部
年度销售 计划
季度销售 计划
分解为单位 月份计划
月销售计划
5
审批
审定
汇总订单用
料
计划
6
零部件采购
7
生产过程
调度
8
产品入库
9
审批
签字
汇总、分析
统计报表
10
生产总结 出货
报告
11
结束
各生产部门
生产用料 计划
组织生产
编制生产 作业计划
报表
1 / 31 / 3
--
任务 名称
制定 年度 生产 计划
分解 季度 生产 计划
制定 月度 生产 计划
企业生产计划管理标准
节点
任务程序、重点及标准 程序 ☆由生产部组织车间及相关单位负责人召开年
度生产计划会议,根据公司发展战略和经营 计划规定的经营目标和年度销售计划,制定 当年的生产计划 ☆报生产副总审核,生产副总应提出自己的意 见和建议 ☆报公司总经理审批 重点 ☆制定年度生产计划的过程 标准 ☆控制产销平衡,产量平衡、品种齐全,符合 客户要求 程序 ☆年度生产计划经总经理批准后,由生产部组 织下属生产车间负责人召开季度生产计划会 议,按照季度销售计划要求将年度生产计划 分解为各生产单位季度生产计划 ☆每季度一次季度生产计划会议 重点 ☆生产任务按品种、型号、规格、数量进行分 解 标准 ☆控制产销平衡,填写生产计划统计报表 程序 ☆由生产部组织下属各生产单位负责人召开阶 段生产计划会议,按照月度销售计划要求制 定月度生产计划 ☆每月召开一次月度生产计划会议 重点 ☆制定月度各生产单位的生产作业计划 标准 ☆生产计划与设备维护、质量、安全、环保、 资源等各种计划同时下达
时限 5 个工作日内 3 个工作日内
即时
3 个工作日内
2 个工作日内
相关资料
一、《公司发展 战略规划》
二、《公司年度 销售计划》
三、《公司年度 生产计划》
一、《公司季度 销售计划》
二、《公司季度 生产计划》
一、《公司月度 销售计划》
二、《公司月度 生产计划》
2 / 32 / 3
仓库管理制度与流程图7 仓库管理制度 仓库管理的基本任务 1.及时、准确维护库存管理系统,确保仓库物品的帐、卡、物三者一致,仓库区域划分明确,物料标识清楚,存卡记录连续、字迹清晰 2.做好仓库物料的收发存管理,严格按流程要求收发物料,并及时跟踪作业物料的发送,协助财务成本管理组对物料采购与车间生产成本的控制和监督 3.与车间领料组及采购员密切配合,做好生产物料的调度工作,切实履行物料储备和配送的物流职能,并及时向生产部反馈生产物料的短缺或过量采购等异常情况 4.对物料管理的有序性、安全性、完整性及有效性负责,对部品物料实行分区存放管理,确保库容库貌;定期或不定期向财务部报告部品存货质量情况及呆滞积压物料的分布,按要求定期填制提交呆滞报废物料的处理申请表 5.做好仓库各种原始单证的传递、保管、归档工作 仓管人员应具备的基本技能 1.熟练掌握出入库作业及库房管理的方法、规范及操作程序 2.熟悉仓库管理制度及相关管理流程 3.具备一定的质量管理知识和财务知识 4.懂电脑操作
收货验收 1.货物进仓,需核对订单(采购订单和生产订单)。待进仓物品料号、名称、规格型号、数量 与订单相符合方可办理入仓手续 ①严禁无订单收货;因生产紧急、人员外出等特殊情况需请示上级和订单管理部门并获得授权、 同意可变通办理,但下单部门必须在一个工作日内补下订单 ②严禁超订单收货。因合理损耗领料或计量磅差或机台最少生产数量等原因导致的少量超订单 收货,应在合理范围内并符合相关管理规范或规定 2.货物进仓,必须采用合适的方法计量、清点准确。大批量收货可采用一定的比例拆包装抽查, 抽查时发现实际数量小于标识数量的,应按最小抽查数计算接收该批货物 3.货物进仓,需办理质量检验手续,其中 ①外协、外购物料/产品填报《送检单》,检验合格后方可办理正式入仓手续;其他供应商提 供的送货凭证或临时填写的暂收凭证均只能由仓管员签名暂收数量,且不得加盖代表公司的任何公章 ②对抽检不合格而生产部门要求“回用”或“挑选使用”的物料,必须符合相关流程和审批手