专用铣床液压系统设计
1 前言
相对于机械传动,液压传动是一门新的技术。液压传动与机械传动、电力传动、气压传动相比,具有相当多的优点,因此在国民经济各个部门中都得到了广泛的应用,并且具有相当广阔的发展前景。机床中采用液压传动主要是因为液压传动可以实现无极变速、易于实现自动化、能够实现频繁的往复运动。
目前,我国已经形成了门类齐全的标准化、系列化和通用化液压元件系列产品。同时,我国在消化、吸收国外先进液压技术的同时,大力研发国产液压元件新的产品,加强了产品质量可靠性以及新技术应有的研究,不断的调整产品结构,对一些差的液压件产品采取逐步淘汰的措施。因此,随着科学技术的不断向前发展,液压技术将越来越成熟,应用更加广泛。
本文通过一系列的论证,从选取液压系统方案入手,对专业铣床的液压系统进行了分析和设计。
在设计过程中,我贯彻少而精、理论与实际相结合的原则,主要对液压系统和液压缸进行了设计,最后对部分零部件用PROE进行了实体建模。
在设计专业铣床液压系统中,汪老师对本设计给予了极大的帮助和辅导,在此我向汪老师表示衷心的感谢。
由于个人水平和能力有限,文中难免存在疏漏和不足,谬误及不妥之处敬请老师指正。
2 选题背景
2.1 题目来源及题目类别:
题目来源:生产实际和老师的科学研究
题目类别:毕业设计
2.2 研究的目的和意义
液压系统设计是一个综合实践性教学环节,通过该毕业设计,要求达到以下目的:
1. 巩固和深化已学知识,掌握液压系统设计计算的一般方法和步骤,培养学生工程设计能力和综合分析问题、解决问题能力;
1 / 45
2. 正确合理地确定执行机构,选用标准液压元件;能熟练地运用液压基本回路、组合成满足基本性能要求的液压系统;
3. 熟悉并会运用有关的国家标准、部颁标准、设计手册和产品样本等技术资料。对学生在计算、制图、运用设计资料以及经验估算、考虑技术决策、CAD技术等方面的基本技能进行一次训练,以提高这些技能的水平。
2.3国内外专用铣床的发展和研究状况
“十五”以来,尤其是最近二、三年,随着国民经济的持续发展和国家对国产数控机床的大力支持,我国许多重要行业对加工中心和数控铣床的需求愈来愈大。有需求有市场,就有生产,这是市场经济规律。所以国内不少从未涉及制造铣床的厂家,都纷纷上阵,通过引进技术、合作生产等形式,开发研制各种加工中心和数控铣床,满足广大用户的需求。根据中国机床工具工业协会对重点骨干企业的统计资料和其他有关资料表明,2005年我国已有11个企业批量生产各种加工中心422台,生产特种数控铣床75台。其中年产超过80台的企业有3家:沈阳机床(集团)有限责任公司、宁波海天精工机械有限公司、威海华东数控股份有限公司。而沈阳机床集团在2005年生产包括五轴联动加工中心等各种产品135台,占铣床加工中心总产量的32%。“十五”期间,是我国机床工具行业发展最快的五年,通过引进技术合作生产等形式,在新产品研发方面取得较大进展。在高速、高精、多轴、复合等方面都有较大突破,尤其是加工中心和数控铣床更为突出。从1999年江苏多棱(原常州机床总厂)带头打破西方封锁,试制成功具有自主知识产权的我国第一台五轴联动数控龙门镗铣床以来,已有济南二机、桂林机床、北京一机等多家公司推出五轴联动加工中心和数控铣床。尤其是今年2月份在上海举办的中国数控机床展览会(CCMT2006)上,实力雄厚的沈阳机床集团,一次推出6台大型加工中心,其中3台具有五轴联动功能,1台具有五面加工功能,1台为车铣加工中心,这也突出体现了我国加工中心和数控铣床在五轴联动功能上,开始走向成熟。近年来,有的厂产品在主轴转速、快速进给、机床精度等主要技术参数已接近或达到国际先进水平。尤其是北京一机截止到今年6月底,仅一年半的时间就签约生产工作台宽度4米、5米的超重型动梁加工中心和数控铣床10台,说明我国生产中、高档重型和超重型加工中心和数控铣床的厂家在产量和技术水平上有的已迈进国际机床大厂的行列。
在近几届国内机床展览会上,看到我国加工中心和数控铣床在结构性能、技术水平、
产品质量等方面,都有很大提高。但是,与发达国家同类产品相比,还有较大差距,首先是自主创新能力不够,当前多以仿制为主,或引进技术合作生产,缺乏自主知识品牌的高档产品,往往关键的核心技术,关键的功能部件,还是从国外购买。例如,在今年CCMT2006上海机床展会上,共展出了8台五轴联动龙门加工中心,采用的关键部件——双摆角铣头,除了济南二机和桂林机床是自己开发的以外,其余6台都是购买意大利意萨、菲迪亚等国外公司产品。其次是产品质量,尤其是整机可靠性,还有较大差距,这也是用户最关注的问题之一。应该看到,目前除少数企业外,龙门类产品技术含量普遍较低,数控机床产业化程度不高。这些都是国内主机厂需要下大力气认真改进、努力提高的地方。
目前的知名生产厂家有:1、北京第一机床厂,从1960年北一试制X212龙门铣床以来,至今已有四十多年的历史,尤其是1984年至今的22年间,北一在引进世界上生产数控龙门镗铣床著名厂家德国瓦德里希科堡公司的先进技术及合作生产的基础上,通过消化吸收和科研攻关,不但成功地合作生产了8台重型和超重型加工中心和数控铣床,而且掌握了其中的关键核心技术,实现了技术创新和技术进步。2、济南二机床集团有限公司,从1992年开始,引进著名机床制造商法国福斯特里纳公司的先进技术,进行长期合作生产以来,开发了工作台移动式、移动式、定梁、动梁等多种形式的数控铣床和加工中心。目前,济二生产的五轴联动加工中心和数控铣床,已经被水泵业、轨道客车等用户所认可。3、沈阳机床(集团)有限责任公司,多年来,一直以生产钻镗床著称的沈阳机床(集团)公司旗下的中捷机床有限公司、中捷摇臂钻床厂,近年来,通过引进国外龙门五面加工制造技术,消化、吸收,大力开发适合我国国情的五面数控加工机床,在CIMT2005和CCMT2006机床展览会上,都推出多台五轴联动和五面加工加工中心和数控铣床。4、桂林机床股份有限公司,多年来,通过与北京航空航天大学、华中科技大学、清华大学等国内名校进行卓有成效的产学研合作和请国外专家讲课等协作形式,开发出具有自主知识产权的自动万能铣头,并利用自动万能铣头,成功开发了五轴联动数控龙门铣床。自2001年在第七届中国国际机床展览会上,展出采用华中数控系统的国内首台具有自主知识产权的五轴联动数控龙门铣床以来,已开发多台五轴联动产品。5、宁波海天精工机械有限公司,隶属于宁波海天集团公司的宁波海天精工机械有限公司,是机床行业的新兵,但是起点较高,通过引进国外先进技术,目前主要生产龙门加工中心、卧式加工中心和数控车床
3 / 45
三大系列产品。
2.4 国内外专用铣床的发展趋势
根据铣床行业18家骨干企业上报的经济信处统计资料显示,2008年铣床行业的经济运行情况基本良好,主要经济指标仍保持增长的态势,但相比2002年以来机床行业的持续高速增长,增速明显减缓。2008年1-4季度完成工业总产值(现价)74.37亿元,比上年增长15.2%;产品销售产值71.48亿元,比上年增长17.1%;利税总额10.7亿元,比上年增长7.3%。
生产情况分析:受金融危机的影响,自2008年8月份,之后多数企业的产量出现了下滑,库存量增加,后续合同减少。企业的经营面临着巨大的挑战。
出口情况分析:由于金融危机对北美、欧洲以及南美等国的货币汇率波动的影响较大,汇率的不稳定,造成市场需求出现萎缩,国外客户购买能力下降,使机床出口量持续下滑。
当前市场需求分析:伴随着国际经济危机的不断加深及全球经济增长的放缓,机床行业受宏观经济形势的影响,呈现出增长逐步减缓的趋势。自去年下半年以后,机床市场需求出现了严重滑坡。从用户行业上看,汽车行业是机床行业的主要下游行业之一,国内汽车行业受国际、国内整体经济的影响较大,美国汽车三大巨头正面临着前所未有的震荡,其结果有可能使国际汽车行业重新洗牌,给国内汽车行业带来新的机遇与挑战,期待今年下半年能够恢复并带动机床市场的需求;航空航天业是国家重点支持的下游行业,保持着较快的发展速度,对机床产品需求仍较高;电力设备工业有望维持正常增长,继续拉动中高档重型数控机床的需求;而船舶、模具、一般机械制造业,则受宏观经济影响很大,下行趋势已经形成,对机床的需求有所下降。从市场需求看,普通机床和经济型数控机床产品市场需求急剧下滑,传统普通产品生产企业库存量大幅增加。而中、高档数控机床,成套设备和大型重型数控机床需求相对集中,这说明行业产品结构发生了非常大的变化,单台产品平均价格走高,市场需求继续向高端倾斜,重型机床领域竞争将更加激烈。
3 液压缓冲装置方案论证
液压缸带动质量较大的部件作快速往复运动时,由于运动部件具有很大的动能,因此当活塞运动到液压缸终端时,会与端盖碰撞,而产生冲击和噪声。这种机械冲击不仅引起液压缸的有关部分的损坏,而且会引起其它相关机械的损伤。为了防止这种危害,保证安全,应采取缓冲措施,对液压缸运动速度进行控制。
当活塞移至端部,缓冲柱塞开始插入缸端的缓冲孔时,活塞与缸端之间形成封闭空间,该腔中受困挤的剩余油液只能从节流小孔或缓冲柱塞与孔槽之间的节流环缝中挤出,从而造成背压迫使运动柱塞降速制动,实现缓冲。
液压缸中常用的缓冲装置有节流口可调式(如图3-1)和节流口变化式(如图3-1)两种。
5 /
45
图3-1 节流口可调式缓冲装置
图3-2 节流口变化式缓冲装置
在此设计中,为了更加方便的调节缓冲装置的灵敏度,也就是为了使得调节缓冲装置可以调节,进而满足不同的缓冲需要,决定采取节流口可调式缓冲装置。这种缓
冲装置应用也最广。
4 液压系统设计
4.1 已知条件
设计一台专用铣床的液压系统,其工作循环是“工件夹紧——工作台快进——工作台工进——工作台快退——工件松开”。运动部件的重力为25000N,快进、快退适度为5m/min,工进速度为100~1200mm/min,最大行程400mm,其中工进行程180mm,最多切削力为18000N,采用平面导轨,夹紧缸的行程为20mm,夹紧力为30000N,加紧时间为1s。
4.2 工况分析
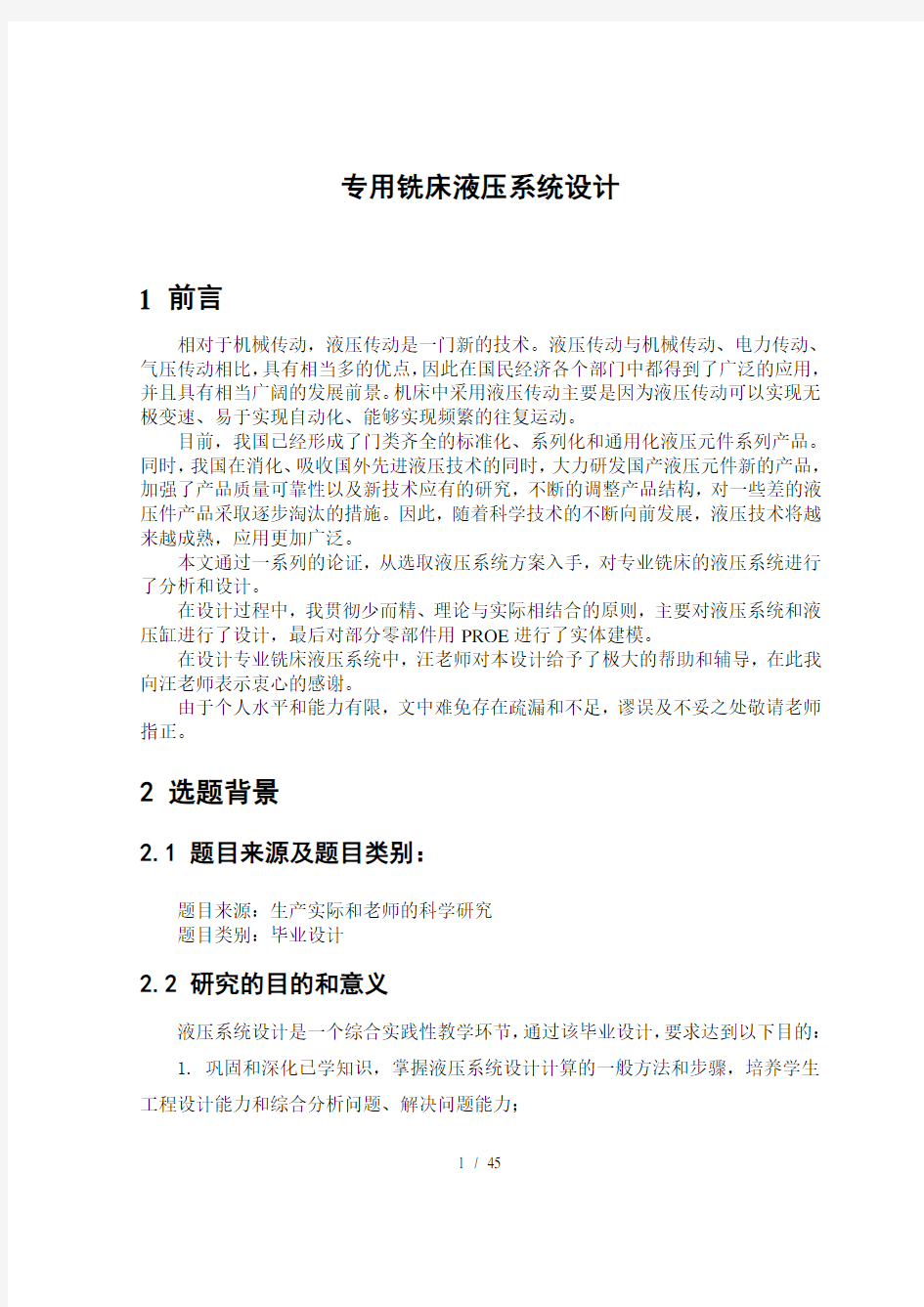
首先根据已知条件,绘制运动部件的速度循环图,如图4-1所示。然后计算各阶段的外负载并绘制负载图。
液压缸所受外载荷F包括三种类型,即
F = F w+ F f+ F a
式中F w——工作负载,对于金属切削机床来说,即为沿活塞运动方向的切削力,在本设计中F w为18000N。
F a——运动部件速度变化时的惯性负载。
F f——导轨摩擦力负载,启动时为静摩擦力,启动后为动摩擦力,对于平行导
轨F f可以由下式求的:
F f = f (
G + F Rn )
G——运动部件重力。
F Rn ——垂直于导轨的工作负载,此设计中为零。
f——导轨摩擦系数,取静摩擦系数为0.2,动摩擦系数为0.1。求得
F fs = 0.2×25000N = 5000N
F fa = 0.×25000N = 25000N
上式中F fs为静摩擦力,F fa 为动摩擦力。
F a=G
g
v
t
?
?
式中g——重力加速度。
t?——加速或减速时间,一般t?= 0.01~0.5s。v?——t?时间内的速度变化量。
此设计中
F a=25000
9.8
×
5
0.0560
?
N = 4230N
根据上述计算结果,列出各工作阶段所受的外负载(见表4-1),并画出如图4-2所示的负载循环图。
图4-1 速度循环图图4-2 负载循环图
工作循环外负载F(N) 工作循环外负载F(N)
启动、加速 F = F fs + F a9230 工进 F = F w+ F fa20500 快进 F = F fa2500 快退 F = F fa2500
4.3 拟定液压系统原理图
4.3.1 确定供油方式
考虑到该机床在工作进给时负载较大,速度较低。而在快进、快退时负载较小,速度较高。从节能、减少发热考虑,泵源系统适宜选用双泵供油或者变量泵供油。现采用带压力反馈的限压式变量叶片泵。
4.3.2 调试方式的选择
在中小型专用机床的液压系统中,进给速度的控制一般采用节流阀或者调速阀。根据铣削类专用机床工作时对低速性能和速度负载特性都有一定要求的特点,决定采用限压式变量叶片泵和调速阀组成的容积节流调速。这种调速回路具有效率高、发热小和速度刚性好的特点,并且调速阀安装在回油路上,这样具有承受负切削力的能力。
4.3.3 速度换接方式的选择
本系统采用电磁阀的快慢速换接回路,它的特点是结构简单,调节行程方便,阀的安装比较容易,但是速度换接的平稳性较差。若要提高系统的换接平稳性,则可以改用行程阀切换的速度换接回路。
7 / 45
4.3.4 夹紧回路的选择
用二位四通电磁阀来控制夹紧,松开换向动作时,为了避免工作时因为突然断电而松开,应该采用失电夹紧方式。考虑到夹紧时间可以调节和当油路压力瞬时下降时还能保持夹紧力,所以要接入节流阀调速和单向阀保压。在该回路中还装有减压器,用来调节夹紧力的大小和保持夹紧力的稳定。
最后把所选的液压回路组合起来,即可以组成图4-3所示液压系统原理图。
图4-3 液压系统原理图
4.4 液压系统的计算和选择液压元件
4.4.1 液压缸的主要尺寸的确定
1)工作压力p 的确定。工作压力p 可以根据负载大小以及机器的类型来初步取得,现参阅表5-1来取液压缸的工作压力为3MPa 。
2)计算液压缸内径D 和活塞杆直径d 。由负载图知最大负载F 为20500N ,按表5-2可以取得2p 为0.5Mp,ηcm 为0.95考虑到快进、快退速度相等,即
2
22()
4
4
q
q
v v d D d π
π
==
=
-快进快退
9 / 45
所以有d/D = 0.7。将上述数据代入式(5-3)可以得到
m = 9.9×10-2m
根据表5-4,将液压缸内径圆整为标准系列直径D = 100mm ,活塞杆直径d ,按
d
D
= 0.7以及表5-5活塞杆系列取d = 70mm 。
按工作要求夹紧力由两个夹紧缸提供,考虑到夹紧缸的稳定,夹紧缸的工作压力应该低于进给工作缸的工作压力,现取夹紧缸的工作压力为零,ηcm 为0.95,则按照式(
5-3)可得
×10-2m
按照表5-4以及表5-5液压缸和活塞杆的尺系列,取夹紧缸的D 和d 分别为100mm 和70mm 。
按最低工进速度验算液压缸的最小稳定速度,由式(5-4)可得
A ≥min
min q v = 30.051010
?cm 2 = 5 cm 2
式中q m in 是由产品样品查得GE 系列调速阀AQF3-E10B 的最小稳定流量为0.05L/min 。调速阀安装在回油路上,故液压缸节流腔有效工作面积应该选取液压缸
有杆腔的实际面积,即
A = 4
π
×(102-72)cm 2 = 40 cm 2
可见上述不等式满足,液压缸能够达到所需低速。 3)计算各工作阶段液压缸所需的流量
q 快进 =4π×d 2×v 快速 = 4
π
×(7×10-2)2×5m 3/min = 19.2×10-3 m 3/min = 19.2L/min
q 工进 =4π×D 2×v 工进 = 4
π
×0.13×1.2m 3/min= 9.42×10-3 m 3/min = 9.42L/min
q 工进=4π×()22D d -×v 快退=4
π×()220.10.07-×5m 3
/min=20×10-3m 3/min= 20L/min
q 夹 =4π D 2 v 夹=4π
×0.12×20×10-3 m 3/min = 9.42×10-3 m 3/min = 9.42L/min
4.4.2 确定液压泵的流量、压力和选择泵的规格
1)泵工作压力的确定。考虑到正常工作中进油管路有一定得压力损失,所以泵的工作压力为
p p = P 1 +p ?∑
式中 p p ——液压泵最大工作压力。 p 1——执行元件最大工作压力。
p ?∑——进油管路中的压力损失,初算时简单系统可以取0.2~0.5MPa ,复杂系统可
以取0.5~1.5 MPa ,此设计中取0.5MPa 。
p p = p 1 +p ?∑ =(3+0.5)MPa
上述计算所得的p p 是系统的静态压力,考虑到系统在各种工况的过渡阶段出现的动态压力往往超过静压力。另外考虑到一定得压力储备量,并确保泵的寿命,因此选泵的额定压力应满足p n ≥(1.25~1.6)p p 。中低压系统取小值,高压系统取大值。本设计中p n = 1.25 p p = 4.4MPa 。
2)泵的流量确定。液压泵的最大流量应该为
q p ≥K L (q ∑)max
式中 q p ——液压泵的最大流量。
(q ∑)max ——同时动作的各执行元件所需流量之和的最大值。
K L ——系统泄露系数,一般取K L = 1.1~1.3,现取K L = 1.2。
q p = K L (q ∑)max = 1.2×20 L/min= 24 L/min
3)选择泵的规格。根据以上算得的q p 和p p 再查阅有关手册,现选用YBX-16限压式变量叶片泵,该泵的参数为:每转排量q o = 16 mL/min,泵的额定压力为p n = 6.3 MPa ,电动机转速为n H = 1450r/min ,容积效率为ηv = 0.85,总效率η=0.7。 4)与液压泵匹配的电动机的选定。首先分别算出快进和工进和两种不同工况时的功率,取两者较大值作为选择电动机规格的依据。由于在慢进时泵输出的流量减少,泵的效率急剧降低,一般当流量在0.2~1 L/min 范围内时,可取η=0.03~0.14。同时还应该注意到,为了使所选择的电动机在经过泵的流量特性曲线最大功率点时不致停转,需进行验算,即
B p
p q η
≤2P n
式中 P n ——所选电机额定功率。
11 / 45
P B ——限压式变量泵的限定功率。 q p ——压力为P B 时,泵的输出流量。 首先计算快进时的功率,快进时的外负载为2500N ,进油路得压力损失为0.3MPa ,由式(1-4)可以得到
p p = 622500100.30.074π-?? ?
?+
? ????
MPa =0.95 MPa 快进时所需电动机功率P 为
P =
B p
p q η
=
0.9520
600.7
??kw = 0.45kw
工进时所需电动机功率P 为
P =3.59.42600.7
?? kw =0.79 kw
查阅电动机产品样本,选用Y90S-4型电动机,其额定功率为1.1 kw ,额定转速为1400r/min 。
根据产品样本可以查得YBX-16的流动压力曲线。再由已知的快进时的流量为24 L/min ,工进时的流量为11 L/min ,压力为3.5 Mpa ,做好泵的实际工作时的流量压力特性曲线,如图4-4所示,查得该曲线拐点处的流量为24 L/min ,压力为2.6 Mpa 。该工作点对应的功率为
P =2.624600.7
?? kw =1.84 kw
所选的电动机功率满足式(1-6),拐点处能正常工作。
图4-4 YBX-16 液压泵特性曲线
1--额定流量、压力下的特性曲线
2—实际工作时间的特性曲线
4.4.3 液压阀的选择
本液压系统可以采用力士乐系统或者GE系列的阀。方案一:控制液压缸部分选用力士乐系列的阀,其夹紧部分选用叠加阀。方案二:均选用GE系列阀,根据所拟定的液压系统图,按通过个元件的最大流量来选择液压元件的规格。所选用的液压元件如表4-2所示。此设计选择方案一。
序号元件名称方案一方案二通过流量
(L/min)
1 滤油器XU-B22×100XU-B22×10024
2 液压泵YBX-16 YBX-16 24
13 / 45
4.4.4 确定管道尺寸
油管内径尺寸一般可以参阅所选用的液压元件接口尺寸来确定,也可以按管路允许的流速进行计算。本系统主油路流量为差动时流量q = 40 L/min 。压油管的允许流速取v = 4m/s ,则内径d 为
mm = 14.5mm 如果系统主油路流量按快退时取q = 20 L/min ,则可以算得油管内径d = 10.3mm 。 综合各种因素,现取油管的内径d 为12mm 。吸油管同样可以按上式计算(q = 24 L/min ,v = 1.5m/s ),现参照YBX-16变量泵吸油口连接尺寸,取吸油管内径d 为25mm 。
油箱的壁厚公式为
[]
pd
2δσ≥
式中 p ——油管内压力。
[]σ——油管材料的许用应力。[]b
n
σσ=
,其中b σ为油管材料的抗拉强度,n 为
安全系数。对于钢管,当p <7MPa 时,取n=8; 当p <17.5MPa 时,取n=6; 当p >17.5MPa 时,取n=4。
所以通过计算得3mm 。
4.4.5 液压油箱容积的确定
本系统为中压系统,液压油箱有效容量按泵的流量的5~7倍来确定,现选用容量为160L 的油箱。
4.5 液压系统的验算
已知该系统中进、回油管的内径均为12mm ,各段管道的长度分别为:AB = 0.3m,AC = 1.7m,AD = 1.7m,DE = 2m 。选用L-HL32液压油,考虑到油的最低温度为15℃,查得15℃时该液压油的运动粘度v = 150cst = 1.5cm 2/s,油的密度为σ = 920kg/m 3。 4.5.1 压力损失的验算
1)工作进结时的进油路压力损失。运动部件工作进结时的最大速度为1.2m/mmin 。进结时的最大流量为9.42L/min 。则液压油在管内流速v 1为
v 1 = 24
q
d π = 3
2
49.42103.14 1.2??? cm/min =8330cm/min = 139 cm/min 管道流动雷诺数1Re 为
1Re =
1v d v = 139 1.2
1.5
? = 111 1Re <2300,可见油液在管道内流态为层流,其沿程阻力系数
1λ =
175Re = 75
111
= 0.68 进油管道BC 的沿程压力损失为
11p -V = 22v l d ρλ = 2
2
920 1.39(1.70.3)0.68 1.2102
-?+???Pa 查阅换向阀4WE6E50/AG24的压力损失12p -V = 60.0510? Pa 。忽略油液通过管接头、油路板等处的局部压力损失,则进油路总压力损失1p ?为
1p ? = 11p -V +12p -V = ()
660.1100.0510?+? Pa = 60.110? Pa
2)工作进结时的回油路压力损失。由于选用单活塞杆液压缸,并且液压缸有杆
腔的工作面积为无杆腔的工作面积的二分之一,则回油管道的流量为进油管道的二分之一,则
2v = 12v
= 69.5cm/s
2Re = 2v d v = 69.5 1.2
1.5
? = 55.5
2λ =
275Re = 75
55.5
= 1.39 回油管道的沿程压力损失21p -V 为
15 / 45
21p -V = 22v l d ρλ = 22
9200.6952
1.39 1.2102
-???? Pa = 60.0510? Pa 查产品样本知换向阀3WE6A50/ OAG24的压力损失22p -V = 0.025×610Pa ,换向阀4WE6E50/OAG24的压力损失23p -V = 0.025×610Pa ,调速阀2FRM5-20/6的压力损失为24p -V = 0.5×610Pa 。
回油路总压力损失2p V 为
2p V =21p -V +22p -V +23p -V +24p -V =(0.05+0.025+0.025+0.5)×610Pa =0.6×610Pa
3)变量泵出口处的压力p p
p p = 211/cm F A p A η+?+1p ?4664
21500/0.9540.05100.6100.151078.5410--??+???+? ???? Pa =3.2×610Pa
4)快进时的压力损失。快进时液压缸为差动连接,自汇流点A 至液压缸进油口
C 之间的管路AC 中,流量为液压泵出口流量的两倍即40 L/min ,管路AC 中的沿程压力损失11p -V 为
1v = 24
q
d π = 3
2
440103.14 1.260????cm/s = 590cm/s 1Re =
1v d v = 590 1.2
1.5
? = 472 1λ =
175Re = 75472
= 0.159 11p -V = 22v l d ρλ = 22
900 5.91.7
0.159 1.2102
-???? Pa = 60.3610? Pa 同意可以求得管道AB 段以及AD 段的沿程压力损失12p -V 和13p -V 分别为
2v = 24
q
d π = 32
420103.14 1.260????cm/s = 295cm/s
2Re =
2v d v = 295 1.2
1.5? = 236 2λ =
275Re = 75
236
= 0.32 12p -V = 22
920 2.950.3
0.32 1.2102-???? Pa = 60.03210? Pa 13p -V = 22
920 2.951.70.32 1.2102
-???? Pa = 6
0.18110? Pa 查阅产品样本知,流经各阀的局部压力损失为: 4WE6E50/OAG24的压力损失为21p -V = 60.1710? Pa 3WE6A50/OAG24的压力损失为22p -V = 60.1710? Pa 据分析在差动连接中,泵的出口压力p p 为
p p = 112p -V +12p -V +13p -V +21p -V +22p -V +
2cm
F A η
=()64
2500
20.360.0320.0180.170.171040.5100.95-???++++?+?????
? Pa = 1.93×610Pa
上述验算表明,不需要修改原设计。 4.5.2 系统温升的验算
在整个工作循环中,工进阶段所占的时间最长,为了简化计算,注意考虑工进时
的发热量。一般情况下工进速度大时发热量大,由于限压式变量泵在流量不同时,效率相差极大,所以分别计算最大、最小时的发热量,然后加以比较,取数值最大者进行分析。
当v = 10cm/min 时
q =
230.10.1/min 4
m π
?? = 30.78510-?3/min m = 0.785L/min
此时泵的效率为0.1,泵的出口压力为3.2MPa ,则有
p 输入 = 3.20.785
600.1
??kw = 0.42 kw
p 输出 = Fv = 2310
20500101060
--???kw = 0.034kw
此时的功率损失为
P
? = p
输入-p
输出
= (0.718-0.41kw = 0.31kw
可见在工进速度低时,功率损失为0.386kw,发热量最大。
假定系统的散热状况一般,取K =3
1010-
?kw/(2
cm.℃),油箱的散热面积A为
A = 0.0652
3v
= 0.06522
3160m = 1.922m
系统的温升为
t? =
P
KA
?
=
3
0.386
10100.92
-
??
℃ = 20.1℃
对于一般机械允许温升25:30℃,数控机床油液温升应该小于25℃,工程机械等允许的温升为35:40℃。验算表明系统的温升在许可范围内,不必采取其他的冷却措施。
5 液压缸的设计
液压缸是液压系统中的执行元件,它的职能是将液压能转换成机械能。液压缸的输入量是液体的流量和压力,输出量是直线速度和力。液压缸的活塞能完成往复直线运动,输出有限的直线位移。如图5-1所示,液压缸由缸体1、活塞2、活塞杆3、端盖4、活塞杆密封件5组成。
图5-1 液压缸组成
液压缸按作用方式分为单作用液压缸、双作用液压缸和复合式缸。单作用液压缸:一个方向的运动依靠液压作用力实现,另一个方向依靠弹簧力、重力等实现。双作用液压缸:两个方向的运动都依靠液压作用力来实现。复合式缸:活塞缸与活塞缸的组
17 / 45
合、活塞缸与柱塞缸的组合、活塞缸与机械结构的组合等。
5.1 液压缸的主要尺寸的确定
5.1.1 液压缸的工作压力的确定
液压缸工作压力p主要根据液压设备的类型来确定,对不同用途的液压设备,由于工作条件不同,通常采用的压力范围也不同。设计时,可以用类比法来确定。现参阅表5-1来取液压缸的工作压力为3MPa。
表5-1 液压设备常用的工作压力
设备
类型
机床农业机械或中型
工程机械
液压机、
重型
机械等磨床组合机
床
龙门刨床拉床
工作压
力
0.8~2.03~52~88~1010~1620~32 5.1.2 液压缸内径D和活塞杆直径d的确定
图5-2 单活塞液压缸计算示意图
由图5-2可知
19 / 45
214
D p π
= 222()4
fc F D d p F π
+
-+
2D =
222
1
1
4()
()
fc F F p D d p p π++- (4-1) 式中 1p ——液压缸的工作压力,初算时可取系统工作压力p p 。
2p ——液压缸回油腔背压力,可以根据表5-2估计。
d/D ——活塞杆直径与液压缸内径之比,可以按表5-3选取。 F ——工作循环中最大的外负载。
fc F ——液压缸密封处的摩擦力,它的精确值不易求得,常用液压缸的机械效率
cm η进行估算。
fc cm
F
F F η+=
(5-2)
式中 cm η——液压缸的机械效率,一般cm η= 0.9~0.97。
将cm η代入式(4-1),可以求得D 为
(5-3)
活塞杆直径可以由d/D 值算出,由计算所得的D 与d 的值分别按表5-4和表5-5圆整到相近的标准直径,以便采用标准的密封元件。
表5-3 液压缸内径D 与活塞杆直径d 的关系
对选定后的液压缸内径D ,必须进行稳定速度的验算。要保证液压缸节流腔的有效工作面积A ,必须大于保证最小稳定速度的最小有效工作面积min A ,即
A >min A
min A =
min
min
q v (5-4) 式中 min q ——流量阀的最小稳定流量,一般从选定流量阀的产品样本中查得。
min v ——液压缸的最低速度,由设计要求给定。
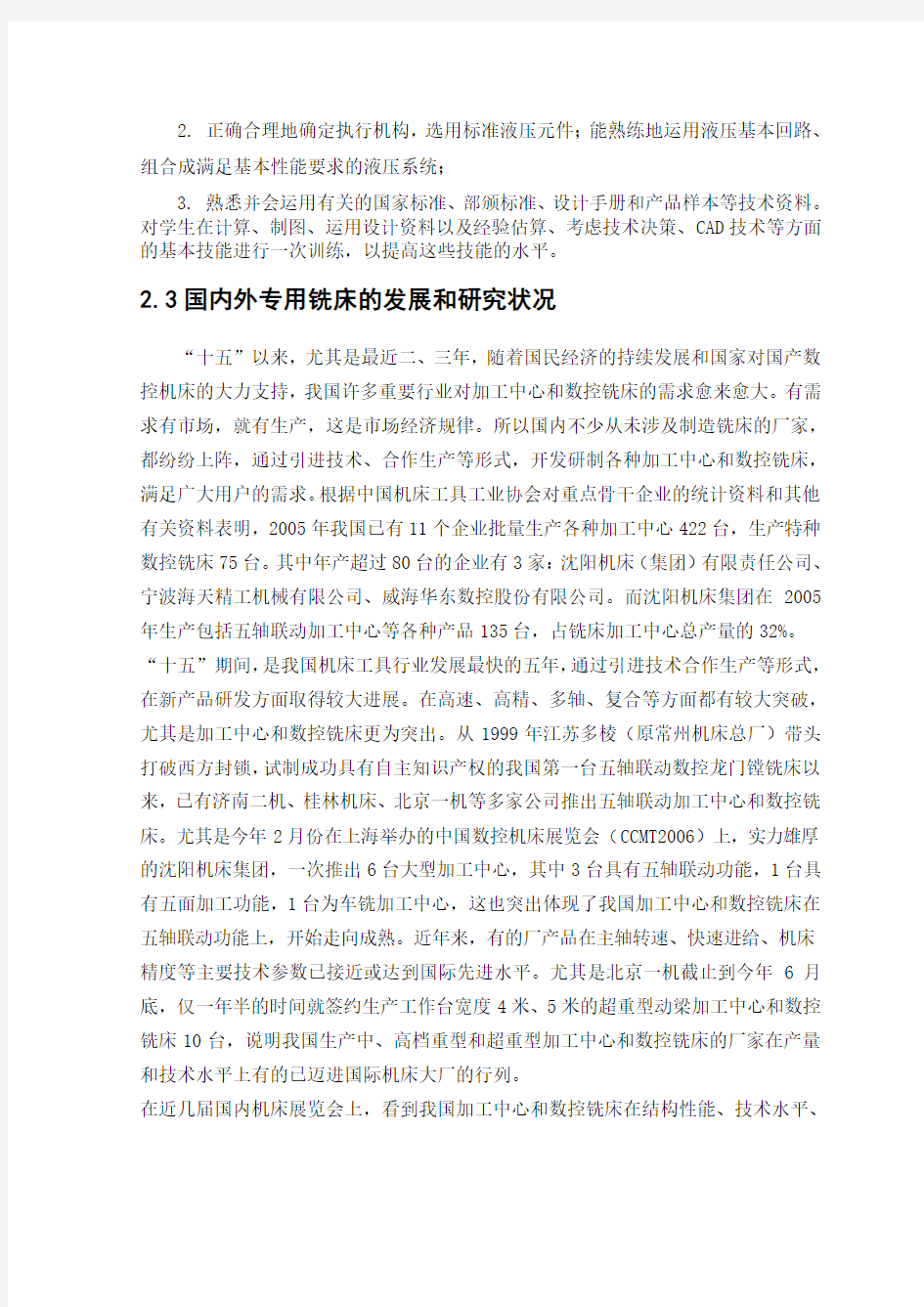
一台专用铣床的铣头驱动电机的功率N= 7.5KW ,铣刀直径 D=120mm ,转速n=350rpm ,工作台重量G1=4000N ,工件及夹具重量G2=1500N ,工作台行程L=400mm ,(快进300mm ,工进100mm )快进速度为4.5m/min ,工金速度为60~1000mm/min ,其往复运动和加速(减速)时间t=0.05s ,工作台用平导轨,静摩擦系数fs=0.2,动摩擦系数fd=0.1。设计其液压控制系统。 二.负载——工况分析 1. 工作负载 66 100010006010607.5103410.46350120601000 W P P P F N N Dn v Dn πππ???== ===??? 2. 摩擦阻力 (12)0.2(40001500)1100fj j F f G G N N =+=?+=(12)0.1(40001500)550fd d F f G G N N =+=?+= 3. 惯性负荷 查液压缸的机械效率0.9cm η=,可计算出液压缸在各工作阶段的负载情况,如下表表1所示: 表1 液压缸各阶段的负载情况 1240001500 4.5 ( )()840.989.810.0560 g G G v F N N g t ++==?=?
工 况 负载计算公式 液压缸负载 /F N 液压缸推力 /N 启 动 fj F F = 1100 1222.22 加 速 fd g F F +F = 1390.98 1545.53 快 进 fd F F = 550 611.11 工 进 fd w F F +F = 3960.46 4400.51 快 退 fd F F = 550 611.11 三.绘制负载图和速度图 根据工况负载和以知速度1v 和2v 及行程S ,可绘制负载图和速度图,如下图(图1、图2)所示: 图1(负载图)
摘要 1.铣床概述 铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。 2.液压技术发展趋势 液压技术是实现现代化传动与控制的关键技术之一,世界各国对液压工业的发展都给予很大重视。液压气动技术具有独特的优点,如:液压技术具有功率传动比大,体积小,频响高,压力、流量可控性好,可柔性传送动力,易实现直线运动等优点;气动传动具有节能、无污染、低成本、安全可靠、结构简单等优点,并易与微电子、电气技术相结合,形成自动控制系统。主要发展趋势如下: 1.减少损耗,充分利用能量 2.泄漏控制 3.污染控制 4.主动维护 5.机电一体化 6.液压CAD技术 7.新材料、新工艺的应用 3. 主要设计内容 本设计是设计专用铣床工作台进给液压系统,本机床是一种适用于小型工件作大批量生产的专用机床。可用端面铣刀,园柱铣刀、园片及各种成型铣刀加工各种类型的小型工件。 设计选择了组成该液压系统的基本液压回路、液压元件,进行了液压系统稳定性校核,绘制了液压系统图,并进行了液压缸的设计。 关键词铣床;液压技术;液压系统;液压缸
ABSTRACT 1. Milling machine is general to state Milling machine is to carry out the machine tool of milling processing with milling cutter for workpiece. Milling machine excludes can milling plane, groove, gear teeth, thread and spline axle are outside, can still process more complex type surface, efficiency has high planer comparatively, when mechanical production and repair department get extensive application. 2. Hydraulic technology develops tendency Hydraulic technology is that the one of crucial technical, world countries that realize modern transmission and control give great attention to the development of hydraulic industry. Hydraulic pneumatic technology has unique advantage , such as: Hydraulic technology has power weight than is big, volume is little, frequently loud and high, pressure and rate of flow may control sex well, it may be flexible to deliver power , is easy to realize the advantages such as the sport of straight line; Pneumatic transmission has energy saving, free from contamination, low cost and safe reliable, structural simple etc. advantage , and is easy to form automatic control system with microelectronics and electric in technology. Develop tendency mainly to be as follows: 1. Reduce wastage , use energy 2 fully. Leak control 3. Pollute control 4. Defend 5 initiatively. Electromechanical unifinication 6. Hydraulic CAD technical 7. The application of new material and new technology 3. Design content mainly Quantity of production. May use the garden column milling cutter, garden flat and milling cutter of end panel and is various to process the small-sized workpiece of various types into type milling cutter. Designing have selected to form hydraulic element and the basically hydraulic loop of this hydraulic system , have carried out hydraulic systematic stability school nucleus , have drawn hydraulic system to seek , and have carried out the design of hydraulic big jar. Key words milling machine;hydraulic technology;hydraulic system;hydraulic big jar
芜湖广播电视大学 机械设计制造及其自动化专业(本科)《液压气动控制技术》课程设计 班级: 15机械(春) 学号: 1534001217609 姓名:卜宏辉 日期: 2016-11-13
目录 一、题目 (3) 专用铣床动力滑台的设计 (3) 二、液压系统设计计算 (3) (一)设计要求及工况分析 (3) 1、设计要求 (3) 2、负载与运动分析 (3) (1)工作负载 (1) (2)摩擦负载 (1) (3)惯性负载 (4) (4)液压缸在工作过程中各阶段的负载 (4) ( 5 ) 运动时间 (4) (二)确定液压系统主要参数 (6) 1、初选液压缸工作压力 (6) 2、计算液压缸主要尺寸 (6) (三)拟定液压系统原理图 (10) 1、选择基本回路 (10) (1)选择调速回路 (10) (2)选择油源形式 (11) (3)选择快速运动和换向回路 (11) (4)选择速度换接回路 (11) (5)选择调压和卸荷回路 (11) 2、组成液压系统 (12) (四)计算和选择液压元件 (13) 1、确定液压泵的规格和电动机功率 (13) (1)计算液压泵的最大工作压力 (13) (2)计算液压泵的流量 (14) (3)确定液压泵的规格和电动机功率 (14)
一、题目 要求设计一专用铣床,工作台要求完成快进→工作进给→快退→停止的自动工作循环。铣床工作台总重量为4000N ,工件夹具重量为1500N ,铣削阻力最大为9000N ,工作台快进、快退速度为4.5m/min 、工进速度为0.06~1m/min ,往复运动加、减速时间为0.05s ,工作台采用平导轨、静摩擦分别为 fs =0.2,fd =0.1,工作台快进行程为0.3m 。工进行程为0.1m ,试设计该机床的液压系统。 二、液压系统设计计算 (一)、设计要求及工况分析 1.设计要求 其动力滑台实现的工作循环是:快进→工进→快退→停止。主要参数与性能要求如下:切削阻力FL=9000N ;运动部件所受重力G=5500N ;快进、快退速度υ1= υ3 =0.075m/min ,工进速度υ2 =1000mm/min ;快进行程L1=0.3mm ,工进行程L2=0.1mm ;往复运动的加速、减速时间Δt=0.05s ;工作台采用平导轨,静摩擦系数μs=0.2,动摩擦系数μd=0.1。液压系统执行元件选为液压缸。 2.负载与运动分析 (1) 工作负载 工作负载即为切削阻力F L =9000N 。 (2) 摩擦负载 摩擦负载即为导轨的摩擦阻力: 静摩擦阻力 N G F S FS 110055002.0=?==μ 动摩擦阻力
二、设计依据: 设计一台专用铣床的液压系统,铣头驱动电机的功率N=7.5KW,铣刀 直径为D=100mm,转速为n=300rpm,若工作台重量400kg,工件及夹 具最大重量为150kg,工作台总行程L=400mm,工进为100mm,快退, 快进速度为5m/min,工进速度为50~1000mm/min,加速、减速时间 t=0.05s,工作台用平导轨,静摩擦系数fj=0.2,动摩擦系数fd=0.1。 设计此专用铣床液压系统。 沈阳理工大学
三、工况分析 液压系统的工况分析是指对液压执行元件进行运动分析和负载分 析,目的是查明每个执行元件在各自工作过程中的流量、压力、功率 的变化规律,作为拟定液压系统方案,确定系统主要参数(压力和流 量)的依据。 负载分析 (一)外负载 Fw=1000P/V=60000·1000P/ 3.14Dn=4774.65N (二)阻力负载 静摩擦力:Ffj=(G1+G2)·fj 其中 Ffj—静摩擦力N G1、G2—工作台及工件的重量N fj—静 摩擦系数 由设计依据可得: Ffj=(G1+G2)·fj=(4500+1500)X0.2=1200N 动摩擦力Ffd=(G1+G2)·fd 其中 Ffd—动摩擦力N fd—动摩擦系数 同理可得: Ffd=(G1+G2)·fd=(4500+1500)X0.1=600N (三)惯性负载 机床工作部件的总质量m=(G1+G2)/g=6000/9.81=611.6kg 沈阳理工大学
沈阳理工大学 惯性力Fm=m ·a= =1019.37N 其中:a —执行元件加速度 m/s 2 0 t u u a t -= ut —执行元件末速度 m/s 2 u0—执行元件初速度m/s 2 t —执行元件加速时间s 因此,执行元件在各动作阶段中负载计算如下表所示: (查液压缸的机械效率为0.96,可计算液压缸各段负载,如下表) 工况 油缸负载(N ) 液压缸负载(N ) 液压缸推力(N ) 启动 F=Ffj 1200 1250 加速 F=Ffd+Fm 1619.37 1686.84 快进 F=Ffd 600 625 工进 F=Ffd+ Fw 5374.65 5598.60 快退 F=Ffd 600 625 按上表的数值绘制负载如图所示。 对于速度而言,设计依据中已经有了明确的说明,所以按照设计依据绘制如
毕业设计(论文)开题报告 题目名称专用铣床液压系统设计 题目类别毕业设计 学院(系) 专业班级 学生姓名 指导教师 辅导老师 开题报告日期2011年3月26日 专用铣床液压系统设计 学生:
指导教师:汪建华长江大学机械工程学院 1 题目来源及题目类别 题目名称:专用铣床液压系统设计 题目来源:生产实际和老师的科学研究 题目类别:毕业设计 2 研究的目的及意义 液压系统设计是一个综合实践性教学环节,通过该毕业设计,要求达到以下目的: 1. 巩固和深化已学知识,掌握液压系统设计计算的一般方法和步骤,培养学生工程设计能力和综合分析问题、解决问题能力; 2. 正确合理地确定执行机构,选用标准液压元件;能熟练地运用液压基本回路、组合成满足基本性能要求的液压系统; 3. 熟悉并会运用有关的国家标准、部颁标准、设计手册和产品样本等技术资料。对学生在计算、制图、运用设计资料以及经验估算、考虑技术决策、CAD 技术等方面的基本技能进行一次训练,以提高这些技能的水平。 3 阅读的主要文献及资料名称 [1] 张群声.液压与气压传动[M].北京:机械工业出版社,2002 [2] 俞启荣.机床液压传动[M]. 北京:机械工业出版社,1984 [3] 俞启荣.液压传动[M]. 北京:机械工业出版社,1990 [4] 丁树模,姚如一. 液压传动[M]. 北京:机械工业出版社,1992 [5] 章宏甲,周邦俊.金属切削机床液压传动[M].南京:江苏科学技术出版社,1997 [6] 龚曙光.ANSYS工程应用实例解析.北京:机械工业出版社,2003 [7] 章宏甲,黄谊. 机床液压传动[M]. 北京:机械工业出版社,1987 [8] 杨培元,朱福元.液压系统设计简明手册[M]. 北京:机械工业出版社,1991 [9] 王春行.液压伺服控制系统[M]. 北京:机械工业出版社,1987 [10] 陆元章.现代机械设备设计手册:第二卷[M].北京:机械工业出版社,
《液压与气压传动》课程设计任务书 1.课程设计题目3 一台专用铣床,铣头驱动电机的功率为7.5KW,铣刀直径为150mm,转速为300r/min,工作台重量为4*103N,工件和夹具最大重量为1.8*103N,试设计此专用铣床液压系统。 2.课程设计的目的和要求 通过设计液压传动系统,使学生获得独立设计能力,分析思考能力,全面了解液压系统的组成原理。 明确系统设计要求;分析工况确定主要参数;拟订液压系统草图;选择液压元件;验算系统性能。 3.课程设计内容和教师参数(各人所取参数应有不同) 工作台行程为500mm(快进300mm,工进150mm),快进速度为5m/min,工进速度为50~800mm/min,往返加速、减速时间为0.1s,工作台用平导轨,静摩擦系数f j=0.2,动摩擦系数f d=0.1。 4. 设计参考资料(包括课程设计指导书、设计手册、应用软件等) ●章宏甲《液压传动》机械工业出版社 2006.1 ●章宏甲《液压与气压传动》机械工业出版社 2005.4 ●黎启柏《液压元件手册》冶金工业出版社 2002.8 ●榆次液压有限公司《榆次液压产品》 2002.3 课程设计任务 明确系统设计要求;分析工况确定主要参数;拟订液压系统草图;选择液压元件;验算系统性能。 5.1设计说明书(或报告) 分析工况确定主要参数;拟订液压系统草图;选择液压元件;验算系统性能。
5.2技术附件(图纸、源程序、测量记录、硬件制作) 5.3图样、字数要求 系统图一张(3号图),设计说明书一份(2000~3000字)。 6. 工作进度计划设计方式 手工 9.备注 一、设计任务书 二、负载工况分析 1.工作负载
测控技术基础课程设计说明书 设计题目:液压传动与控制系统设计 (表2—10) 姓名:黄觉鸿 专业:机械设计制造及其自动化 班级: 20091051 学号: 2009105131 指导教师:谭宗柒 2012年 2 月 10 日至 2012 年 2 月 14 日
目录 一、明确设计要求进行工况分析 1、设计要求 2、工况分析(工作台液压缸) (1)运动分析 (2)动力分析 二、确定液压系统主要参数并编制工况图 1、计算液压缸系统的主要结构尺寸(1)工作台液压缸 (2)夹紧液压缸 2、主要参数的计算 (1)工作台液压缸 (2)夹紧液压缸 3、编制工况图 三、拟定液压系统原理图 1、制定液压回路方案 2、拟定液压系统图 四、计算和选择液压元件 1、液压泵及其驱动电机计算和选定 2、液压控制阀和液压辅助元件的选定 五、验算液压系统性能 1、验算系统压力损失 2、估算系统效率、发热和温升
一、明确设计要求进行工况分析 1、设计要求 设计一台用成型铣刀在加工件上加工出成型面的液压专用铣床,工作循环:手工上料— —自动夹紧——工作台快进——铣削进给——工作台快退——夹具松开——手工卸料。 设计参数由表2-10 查得如下: 工作台液压缸负载力(KN ):FL=22 夹紧液压缸负载力(KN ):Fc =5.5 工作台液压缸移动件重力(KN ):G=5.5 夹紧液压缸负移动件重力(N ):Gc=90 工作台快进、快退速度(m/min ):V1=V3=5.2 夹紧液压缸行程(mm ):Lc=15 工作台工进速度(mm/min ):V2=45 夹紧液压缸运动时间(S ):tc=1 工作台液压缸快进行程(mm ):L1=180 导轨面静摩擦系数:μs=0.2 工作台液压缸工进行程(mm ):L2=150 导轨面动摩擦系数:μd=0.1 工作台启动时间(S ):?t=0.5 2、工况分析 (1)动力分析 铣床工作台液压缸在快进阶段,启动时的外负载是导轨静摩擦阻力,加速时的外负载是导轨的动摩擦阻力和惯性力,恒速时是动摩擦阻力;在快退阶段的外负载是动摩擦阻力;由图可知,铣床工作台液压缸在工进阶段的外负载是工作负载,即刀具铣削力及动摩擦阻力。 静摩擦负载 3 0.2*5.5*10=1100N fs s F G μ== 动摩擦负载 30.1*5.5*10=550N fd d F G μ== 惯性负载 35.5*10*5.2F *95.310*60*0.5 i G v N g t ?===? 工作台液压缸的负载 22000l F N = 取液压缸的机械效率0.9m η=,可算的工作台在各个工况下的外负载和推力,一并列入表中,绘制出工作台液压缸的外负载循环图(F-L 图)。 (2)运动分析 根据设计要求,可直接画出工作台液压缸的速度循环图(v-L 图)。 二、确定液压系统主要参数并编制工况图 1、计算液压缸系统的主要结构尺寸
实例二液压专用铣床液压系统设计 设计要求: 设计一台成型加工的液压专用铣床,要求机床工作台上一次可安装两只工件,并能同时加工。工件的上料、卸料由手工完成,工件的夹紧及工作台进给由液压系统完成。 机床的工作循环为:手工上料→工件自动夹紧→工作台快进→铣削进给(工进) →工作台快退→夹具松开→手动卸料。 运动部件总重力G=25000N 切削力F w=18000N 快进行程l1=300mm 工进行程l2=80mm 快进、快退速度v1=v3=5m/min 工进速度v2=100~600mm/min 启动时间△t=0.5s 夹紧力F j=30000N 行程l j=15mm 夹紧时间△t j=1s 工作台采用平导轨,导轨间静摩擦系数fs=0.2,动摩擦系数f d=0.1,要求工作台能在任意位置上停留 一.分析工况及主机工作要求,拟订液压系统方案 1.确定执行元件类型 夹紧工件,由液压缸完成。因要求同时安装、加工两只工件,故设置两个并联的、缸筒固定的单活塞杆液压缸。其动作为: 工作台要完成单向进给运动,先采用固定的单活塞杆液压缸。其动作为:
2. 确定执行元件的负载、速度变化范围 (1)夹紧缸 惯性力和摩擦力可以忽略不计,夹紧力F =300000N 。 (2)工作缸 工作负载F w =18000N 运动部件惯性负载)(2.4245 .006058.925000N t v g G F a =-?=???= 导轨静摩擦阻力F fs =f s G =0.2×25000N=5000N 导轨动摩擦阻力F fd =f d G =0.1×25000N=2500N 根据已知条件计算出执行元件各工作阶段的负载及速度要求,列入下表: 表2 工作循环各阶段的负载及速度要求 二 1.初定系统压力 根据机器类型和负载大小,参考,初定系统压力p 1=3MPa 。 2.计算液压缸的主要尺寸 (1)夹紧缸 按工作要求,夹紧力由两并联的液压缸提供,则 m p F D 0798.010314.3230000 4246 1 =????== π 根据国标,取夹紧缸内径D =80mm ,活塞杆直径d =0.6D =50mm 。 (2)工作缸 由表2可知,工作缸的最大负载F =20500N ,取液压缸的回油背压p 2=0.5MPa ,机械效率ηcm =0.95,则 m p p F D cm 1.095 .010]5.0)7.01(3[14.320500 4])1([46 2221=???--?=--= η?π 根据国标,取工作缸内径D =100mm ,活塞杆直径d 按杆径比d /D =0.7得d =70mm 。 3.计算液压缸各个工作阶段的工作压力、流量和功率
1.汽车板簧分选实验压力机(立式),液压缸对工件(汽车板簧)施加的最大压 力为3万N,动作为:快进→工进→加载→保压→慢退→快退,快进速度14mm/s,工进速度0.4mm/s,要求液压缸上位停止、下行时、保压后慢退不能失控。最大行程600mm。试完成: (1)系统工况分析; (2)液压缸主要参数确定; (3)拟定液压系统原理图; (4)选取液压元件; (5)油箱设计(零件图);* (6)油箱盖板装配图、零件图;* (7)集成块零件图; 2.钻孔动力部件质量m=2000kg,液压缸的机械效率ηw=0.9,钻削力Fc=16000N 工作循环为:快进→工进→死挡铁停留→快退→原位停止。行程长度为150mm ,其中工进长度为50mm。快进、快退速度为75mm/s,工进速度为1.67 mm/s。导轨为矩形,启动、制动时间为0.5s。要求快进转工进平稳可靠,工作台能在任意位置停止。 3.单面多轴钻孔组合机床动力滑台液压系统,要求设计的动力滑台实现的工作 循环是:快进——工进——快退——停止。主要性能参数与性能要求如下:切削阻力FL=30468N;运动部件所受重力G=9800N;快进、快退速度1=
3=0.1m/s,工进速度2=0.88×10-3m/s;快进行程L1=100mm,工进行程 L2=50mm;往复运动的加速时间Δt=0.2s;动力滑台采用平导轨,静摩擦系数μs=0.2,动摩擦系数μd=0.1。液压系统执行元件选为液压缸。 4.卧式钻孔组合机床液压系统设计:设计一台卧式钻孔组合机床的液压系统, 要求完成如下工作循环:快进→工进→快退→停止。机床的切削力为25×103 N,工作部件的重量为9.8×103 N,快进与快退速度均为7 m/min,工进速度为0.05 m/min,快进行程为150 mm,工进行程为40 mm,加速、减速时间要求不大于0.2 s,动力平台采用平导轨,静摩擦系数为0.2,动摩擦系数为 0.1。要求活塞杆固定,油缸与工作台连接。设计该组合机床的液压传动系统。 5.某厂需要一台加工齿轮内孔键槽的简易插床,插头刀架的上下往复运动采用 液压传动。工件安装在工作台上,采用手动进给。 其主要技术规格如下: 1)加工碳钢齿轮键槽,插槽槽宽t=12mm,走刀量S=0.3mm/行程; 2)插头重量500N; 3)插头工作行程(下行)的速度为13m/min。 试设计该插床的液压系统及其液压装置。 6.设计一台钻镗专用机床,要求孔的加工精度为二级,精镗的光洁度为▽6。加 工的工作循环是工件定位、夹紧——动力头快进——工进——快退——工件松开、拔销。加工时最大切削力(轴向)为20000N,动力头自重30000N,工作进给要求能在20-120mm/min内进行无级调速,快进、快退的速度均为6m/min,动力头最大行程为400mm,为使工作方便希望动力头可以手动调整进退并且能中途停止,动力滑台采用平导轨。 要求:1)按机床工作条件设计油路系统,绘系统原理图。 2)列出电磁铁动作顺序图。
液压传动课程设计题目 (各班按点名册顺序确定) 1、设计一台专用铣床的液压系统,工作台要求完成快进——工作进给——快退——停止的自动工作循环。铣床工作台重量4000N,工件夹具重量为1500N,铣削阻力最大为9000N,工作台快进、快退速度为 4.5m/min,工作进给速度为0.06~1m/min,往复运动加、减速时间为0.05s。工作采用平导轨,静、动摩擦分别为fs=0.2,fd=0.1, 工作台快进行程为0.3m,工进行程为0.1m。 2、设计一台校正压装液压机的液压系统。要求工作循环是快速下行——慢速加压——快速返回——停止。压装工作速度不超过5mm/s,快速下行速度应为工作速度的8~10倍,工件压力不小于10×10+3N。 3、设计液压绞车液压系统,绞车能实现正反向牵引与制动,最大牵引力14吨,最大牵引速度10m/min,牵引速度与牵引力均可无级调节,制动力矩不小于2倍的牵引力矩。 4、设计一饲草打包机液压控制系统,液压缸最大行程为800mm,可输出推力100t,实现四个工作程序:饲草压实、打包、回程、卸荷。 5、设计一液压牵引采煤机的液压系统,实现容积调速、高压保护、补油及热交换。采煤机的最大牵引力50吨,最大牵引速度15m/min。 6、设计一台卧式单面多轴钻孔组合机床液压系统,要求完成工件的定位与夹紧,所需夹紧力不得超过6000N。该系统工作循环为:快进——工进——快退——停止。机床快进快退速度约为6m/min,工进速度可在30~120mm/min范围内无级调速,快进行程为200mm,工进行程为50mm,最大切削力为25kN,运动部件总重量为15kN,加速(减速)时间为0.1s,采用平导轨,静摩擦系数为0.2,动摩擦系数为0.1。 7、设计一台小型液压机的液压系统,要求实现快速空程下行——慢速加压——保压——快速回程——停止的工作循环。快速往返速度为3m/min,加压速度为40~250mm/min,压制力为200kN,运动部件总重量为20kN。 8、设计EBZ200掘进机的工作机构水平与上下摆动驱动装置的液压系统。 9、设计掩护式液压支架液压系统,实现升降、推移、侧护,工作阻力4600kN,支撑高度1.5-2.6m。
液压与气压传动课程设计 班级机制1211 姓名 学号2012116102 指导老师邬国秀
目录 一.设计要求及工况分析 (3) 1.负载与运动分析 2.负载循环图.速度循环图 二.确定液压系统主要参数 (4) 1.初选液压缸工作压力 2.计算液压缸主要尺寸 三.拟定液压系统原理图 (7) 1.选择基本回路 2.组成液压系统 四.计算和选择液压件 (9) 确定液压泵的规格和电动机功率 五.附表与附图 (11) 六.参考文献 (13)
(一)、设计要求及工况分析 设计要求 1、设计一台专用铣床,工作台要求完成快进--工作进给--快退--停止的自动工作循环。铣床工作台重量4000N ,工件夹具重量为1500N ,铣削阻力最大为9000N ,工作台快进、快退速度为4.5m /min ,工作进给速度为0.06~1m /min ,往复运动加、减速时间为0.05s 工作采用平导轨,静、动摩擦分别为fs =0.2,fd =0.1,?工作台快进行程为0.3m 。工进行程为0.1m ,试设计该机床的液压系统 1、负载与运动分析 (1) 工作负载 工作负载即为切削阻力F L =30000N 。 (2) 摩擦负载 摩擦负载即为导轨的摩擦阻力: 静摩擦阻力 N G F S FS 110055002.0=?==μ 动摩擦阻力 N G F d fd 55055001.0=?==μ (3) 惯性负载 N 842 N 05×60 . 0 8 . 9 5500 i ? = ? ? = t g G F υ 4.5 =
(4) 运动时间 快进 s v L t 3.360 /5.4102503 111=?==- 工进 s v L t 9060/1.0101503 222=?==- 快退 s v L L t 3.560 /5.4104003 3213=?=+=- 设液压缸的机械效率ηcm =0.9,得出液压缸在各工作阶段的负载和推力,如表1所列。 表1液压缸各阶段的负载和推力 2、 根据液压缸在上述各阶段内的负载和运动时间,即可绘制出负载循环图F -t 和速度循环图υ-t ,见附图 (二) 确定液压系统主要参数 1.初选液压缸工作压力 所设计的动力滑台在工进时负载最大,在其它工况负载都不太高,参考表2和表3,初选液压缸的工作压力p 1=4MPa 。
液压传动课程设计 计算说明书 设计题目:专用铣床液压系统设计机械系机械及自动化专业班级031013班 学号20030343 设计者:夏国庆 指导教师:钱雪松(老师) 学校:河海大学常州校区 2006 年 6 月30 日
一、设计流程图 液压系统设计与整机设计是紧密联系的,设计步骤的一般流程如图 下面将按照这一流程图来进行本次液压课程设计。 二、设计依据: 专用铣床工作台重量G1=3000N,工件及夹具重量G2=1000N,切削力最大为9000N,工作台的快进速度为4。5m/min,工进速度为60~1000mm/min,行程为L=400mm(工进行程可调),工作台往复加速、减速时间的时间t=0.05s,假定工作台用平导轨,静摩擦系数fj=0.2,
动摩擦系数fd=0.1。设计此专用铣床液压系统。 三、工况分析 液压系统的工况分析是指对液压执行元件进行运动分析和负载分析,目的是查明每个执行元件在各自工作过程中的流量、压力、功率的变化规律,作为拟定液压系统方案,确定系统主要参数(压力和流量)的依据。 负载分析 (一) 外负载 max c F =9000N 其中max c F 表示最大切削力。 对于专用铣床铣削时铣刀所承受的主切削力大小(单位N )为: c p F Pfa = (N) 式中 P — 单位切削力(2/N mm ) f — 每转进给量(mm/r ) p a — 背吃刀量(mm ) 下面将进行具体参数的计算: 由公式 f u fn = 可得 (其中f u 表示每分钟进给速度,n 表示铣刀的转速) 由设计依据可知 n=300r/min ??工进速度f u =60—1000mm/min ,故我们取f u =300mm/min 。 300 1/300 f u f mm r n = = =
《液压与气压传动》课程设计说明书 班级07机械国内 姓名毛显源 学号070155208 成绩
2. 夹紧液压缸负载与运动分析 工作负载 Fc=9.8KN 摩擦负载 夹紧液压缸采用平导轨:Fr= fF=f(G+N) 其中,N —为液压缸承受的压力,此处忽略不计。 又有夹紧液压缸的行程短,只有10mm,时间为2S,因此可以把 它作为 匀速运动的计算。 静摩擦负载: Ffs=Mc >F=0.2x 90N= 18N 3?液压缸承受的负载 ________________________ 工作台液压缸承受的负载 表1 工 况 计算公式 总负载F% 液压缸推力%〃 启 动 F= Ffs 500 543.48 加 速 F= Ffs+Fal 500+38.23=538.23 585.03 快 进 F= Ffd 250 271.74 减 速 F= Ffd+ F L —Fa2 250+32000-37.84=32212.16 35013.22 工 进 F= F L +Ffd 32000+250=32250 35054.35 制 动 F= Ffd+ F L -F U 3 250+32000-0.39=32249.61 35035.92 反向加速 F= Ffd +Fa4 250+38.23=288.23 313.29 快 退 F= Ffd 250 271.74 制 动 F= Ffd —F J 5 250-38.23=211.77 230.18 工 况 计算公式 总负载F% 液压缸推力% 锁 紧 F= Ffs +Fc 8900+18=8918 9693.5 放 松 F=Ffd 9 9.78 减速 制动 反向加速 斑=耳巴竺 mi 。。。x (4.5-46X 10-) =3784N g At 9.81 60x0.5 (G + N) Av 2.5x1000 gA?" 9^81 46 x IO- 60x0.5 =0.39N 反向制动 Fa4 = (G ±N)Av = 2.5xlQ00x g At 9.81 Fa5 = (G ±N)Av = 2.5xlQ00x g At 9.81 -------- =38.23N 60 x 0.5 -------- =3&23N 60 x 0.5 动摩擦负载: F"吋F =0」x 90N=9N
攀枝花学院本科课程设计()专用铣床液压系统设计 学生姓名: ***** 学生学号: ***** 院(系):机械工程学院 年级专业: 09机制 1 班 指导教师: ****** 二0一二年六月 攀枝花学院教务处制
攀枝花学院本科学生课程设计任务书 注:任务书由指导教师填写。
摘要 本次设计的是专用铣床的液压设计,专用铣床是根据工件加工需要,以液压传动为基础,配以少量专用部件组成的一种机床。在生产中液压专用铣床有着较大实用性,可以以液压传动的大小产生不同性质的铣床。此次设计主要是将自己所学的知识结合辅助材料运用到设计中,巩固和深化已学知识,掌握液压系统设计计算的一般步骤和方法,正确合理的确定执行机构,选用标准液压元件,能熟练的运用液压基本回路,组成满足基本性能要求的液压系统。在设计过程中最主要的是图纸的绘制,这不仅可以清楚的将所设计的内容完整的显示出来,还能看出所学知识是否已完全掌握了。 整个设计过程主要分成六个部分:参数的选择、方案的制定、图卡的编制、专用铣床的设计、液压系统的设计以及最后有关的验算。主体部分基本在图的编制和液压系统的设计两部分中完成的。 关键词:专用铣床,液压传动,回路设计.
ABSTRACT The design is hydraulic special milling machine, hydraulic design special milling machine is based on needs of work, based on hydraulic transmission, match with a few special parts of a machine tool. During production has great practical hydraulic special milling machine, can with hydraulic drive size produces different nature of the milling machine. This design is mainly with my own knowledge will be applied to design of auxiliary materials, strengthening and deepening prior knowledge of hydraulic system design calculation, the general procedure and method to determine the correct method of actuator, choose standard hydraulic ponents, can skilled using hydraulic basic circuit, position satisfy basic performance requirements of the hydraulic system. In the design process of the main is drawing, which not only can clearly drawn designed by the pleteness of the contents will show out, still can see whether the knowledge already plete mastery. The whole design process mainly divided into six parts: parameter selection, plan formulation, the figure card planning, special milling machine design, hydraulic system design and final relevant calculating. Theme part includes graph preparation and hydraulic system design Special milling machine, hydraulic transmission, loop design.
动力机械综合设计课程设计说明书 班级: 姓名: 学号: 设计日期:
目录 一、设计参数 (1) 二、设计内容 (1) 1.负载分析 (1) 液压缸负载分析 (1) 负载图与速度图的绘制 (2) 2.确定液压系统的主要参数 (3) 初选液压缸的工作压力 (3) 计算液压缸的主要尺寸 (3) 绘制液压缸工况图 (4) 3、拟定液压系统原理图 (5) 选择液压回路 (5) 拟定液压原理图 (5) 4、液压元件的选择 (6) 液压泵及其驱动电动机 (6) 阀类元件及辅助元件 (7) 5、液压系统的主要性能验算 (8) 系统压力损失验算 (8) 系统发热与温升计算 (8) 附录 (10)
半自动液压专用铣床液压系统设计一、设计参数 设计参数见下表。其中: 工作台液压缸负载力(KN):F L=3.0 夹紧液压缸负载力(KN):F c=4.9 工作台液压缸移动件重力(KN):G=1.5 夹紧液压缸负移动件重力(N):G c=55 工作台快进、快退速度(m/min):V1=V3=5.6 夹紧液压缸行程(mm):L c=10 工作台工进速度(mm/min):V2=45 夹紧液压缸运动时间(S):t c=1 工作台液压缸快进行程(mm):L1=250 工作台液压缸工进行程(mm):L2=70 导轨面静摩擦系数:μs=0.2 导轨面动摩擦系数:μd=0.1 工作台启动时间(S): t=0.5 二、设计内容 1.负载分析 液压缸负载分析 液压缸驱动工作机构直线运动时,液压缸所受的外负载是 F=F e+F f+F a F e为工作负载,且F e=F c+μd G c =4.9+0.1×55=10.4KN F f为摩擦阻力负载 则动摩擦F fd=μd G c=0.1×55=5.5KN,静摩擦F fs=μs G c=0.2×55=11KN F a为惯性负载,F a=G?ν g?t 中?ν=5.6 m/min=0.093m/s 则F a=G?ν g?t =1.5×0.093 9.81×0.5 =28.44×10?3KN=28.44N 假设液压缸的机械效率ηcm=0.9得出液压缸在各工作阶段的负载和推力,液压缸在各个工作阶段的负载如表1
专用铣床动力滑台液压系统设计 目录 前言.........................................................................................................错误!未定义书签。目录 (1) 一、液压传动的发展概况 (2) 二、液压传动的工作原理和组成 (3) 三、液压传动的优缺点 (4) 1、优点 (4) 2、液压传动的缺点: (4) 四、液压系统的应用领域 (5) 1、液压传动在机械行业中的应用: (5) 2、静液压传动装置的应用 (5) 五、液压系统工况分析 (7) 1、运动分析...................................................................................错误!未定义书签。 七、拟定液压系统图 (21) 1、调速方式的选择 (21) 2、快速回路和速度换接方式的选择 (22) 液压工作原理: (23) 八、液压元件选择 (25) 1、选择液压泵和电机 (25) 2、元、辅件的选择 (29) 九、液压系统验算 (32) 1.管路系统压力损失验算 (32) 2、液压系统的发热与温升验算 (35) 十、液压系统最新发展状况 (37) 1、国外液压系统的发展 (32) 2、远程液压传动系统的发展 (38) 十一、注意事项 (40) 十二、总结 (41) 致谢 (42) 参考文献 (43)
一、液压传动的发展概况 液压传动和气压传动称为流体传动,是根据17世纪帕斯卡提出的液体静压力传动原理而发展起来的一门新兴技术,是工农业生产中广为应用的一门技术。如今,流体传动技术水平的高低已成为一个国家工业发展水平的重要标志。 第一个使用液压原理的是1795年英国约瑟夫·布拉曼(Joseph Braman,1749-1814),在伦敦用水作为工作介质,以水压机的形式将其应用于工业上,诞生了世界上第一台水压机。1905年他又将工作介质水改为油,进一步得到改善。 第一次世界大战(1914-1918)后液压传动广泛应用,特别是1920年以后, 发展更为迅速。液压元件大约在19 世纪末20 世纪初的20年间,才开始进入正规的工业生产阶段。1925 年维克斯(F.Vikers)发明了压力平衡式叶片泵,为近代液压元件工业或液压传动的逐步建立奠定了基础。20 世纪初康斯坦丁·尼斯克(G·Constantimsco)对能量波动传递所进行的理论及实际研究;1910 年对液力传动(液力联轴节、液力变矩器等)方面的贡献,使这两方面领域得到了发展。 我国的液压工业开始于20世纪50年代,液压元件最初应用于机床和锻压设备。60年代获得较大发展,已渗透到各个工业部门,在机床、工程机械、冶金、农业机械、汽车、船舶、航空、石油以及军工等工业中都得到了普遍的应用。当前液压技术正向高压、高速、大功率、高效率、低噪声、低能耗、长寿命、高度集成化等方向发展。同时,新元件的应用、系统计算机辅助设计、计算机仿真和优化、微机控制等工作,也取得了显著成果。 目前,我国的液压件已从低压到高压形成系列,并生产出许多新型元件,如插装式锥阀、电液比例阀、电液伺服阀、电业数字控制阀等。我国机械工业在认真消化、推广国外引进的先进液压技术的同时,大力研制、开发国产液压件新产品,加强产品质量可靠性和新技术应用的研究,积极采用国际标准,合理调整产品结构,对一些性能差而且不符合国家标准的液压件产品,采用逐步淘汰的措施。由此可见,随着科学技术的迅速发展,液压技术将获得进一步发展,在各种机械设备上的应用将更加广泛。